Void
-
Numero contenuti
50 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Void
-
-
Sono macchinari con elettronica e parti in movimento. Si rovinano? È ovvio! l'usura è scontata in tutto. Che fai stampe da 24 ore o tante stampe da 2 ore il risultato non cambia.... l'usura c'è e prima o poi dovrai cambiare i componenti usurati. Conosci qualcosa che sia eterno?
-
Adesso, Killrob dice:
si perché si adegua alla velocità di stampa principale
Quindi, dovrei continuare a testare. Suppongo che più veloce sia la speed print più devo aumentare velocità e retraction. In ogni caso, ti ringrazio per aver risolto il mio dubbio.
Una domanda: una volta trovato il settings giusto per i 60mm/s quando andrò ad abbassare la velocità di stampa mi tocca ri-modificare la retraction?
-
Buona sera,
Qualche giorno fa feci dei stringing test via USB (non so se cambia qualcosa..) e intorno ai 5mm di retraction e 40mm/s vidi dei bei miglioramenti (era quasi perfetto il test) con una velocità di stampa settata a 40mm/s. Ora, via SD, sto rifacendo i test sto notando dei miglioramenti molto lievi o quasi nulli con una velocità di stampa settata a 60mm/s.
Cosi, su due piedi, penso che sia la velocità di stampa maggiore a causare questo problema ma da neofita: è possibile che 20mm/s in più dati alla velocità di stampa facciano tutta questa differenza?
-
1 minuto fa, Joker78 dice:
Si ma poi con tutte le bestemmie che lanciamo, la tossicità è l'ultimo dei nostri problemi.....
Soprattutto quando lanci stampe lunghe e poi ti accorgi che, in un punto dove la precisione ti serviva per via degli incastri degli altri pezzi, ti ci voleva un supporto obbligatorio..... stoppa tutto e getti via stampa e smadornamenti come se non ci fosse un domani.
-
 3
3
-
-
9 minuti fa, Adryzz dice:
Ricordate sempre che i materiali plastici e i polimeri in combustione emettono fumo denso, si va' dal bianco al grigio scuro in base al livello di combustione, non ho mai visto una stampante fare fumo, in ogni caso se vedete fumo scuro cominciate a correre e veloci qualunque materiale sia .
Nemmeno io. Mai visto alcun tipo di fumo, anche con luce proiettata contro la stampante al buio mentre stampava.
-
3 ore fa, invernomuto dice:
Lo fa Cura con il plugin dell'auto orientation. Nulla di indispensabile comunque, devi andare a occhio, non c'è nessun algoritmo buono.
Sicuramente si basa sull'algoritmo di cura non su altri tipi di algoritmi.
-
A me mi viene da pensare più al nozzle troppo alto che ad altro. Sui piatti dove ci mettono quel loro adesivo (che io ho tolto molto presto) si attaccano fin troppo le stampe 😂
-
30 minuti fa, IlBelTia dice:
Ciao, grazie per il consiglio, ma scusa se te lo chiedo, sei sicuro? La retraction distance di base è impostata a 0.8mm, impostarla a 4 vorrebbe dire quadruplicarla... Comunque farò una prova, grazie
Sinceramente, ho dato per scontato che il "0.8mm" fosse stato scritto per errore al posto di "8mm"... perché non credo che una retraction distance di 0.8mm sia efficace in qualche modo... oppure mi so perso io qualcosa. Anche nei direct ho sempre visto almeno 3mm in su. In ogni caso, l'ho buttata li siccome ho notato dei difetti che avevano alcune mie stampe con una retraction errata.
-
 2
2
-
-
Hai provato anche ad abbassare la retraction distance ed ad aumentare la speed retraction?
Io problemi di stampe con punti dove il PLA era "ridotto" li ho avuti anche per via della retraction. Test molto bello ma quando stampavo per davvero e cerano determinati mm tra un punto e l'altro o persino ad inizio primo layer, avevo i punti iniziali con poco PLA che, ovviamente, creavano dei problemi. La sto buttando li eh.... però da questa mi esperienza ho capito che la retraction per un bowden bisogna tenerla dai 4 ai 6mm con il giusto equilibro tra distance e speed.
-
1
-
-
29 minuti fa, 3dpier dice:
io ho cura 4.6 ed ha funzionato utilizzando plugin andando in estensioni-post elaborazione-modifica G-code-ChangeAtZ 5.1.1 (experimental) usato proprio per temp tower
A questo punto credo che sia proprio un bug... ho visto anche dei tutorial giusto per essere sicuro: le cose che ho fatto sono le cose che fanno tutti ma agli altri funziona tutto correttamente però anche in questi tutorial sono delle versioni più vecchie di cura e del plugin.
-
26 minuti fa, Eddy72 dice:
io lo avevo provato, appena preso la stampante, con cura 4.3 o 4.4, non ricordo, e funzionava
l'ho riprovato poco tempo fa con cura 4.6 e ora con cura 4.8 e non funziona
su github l'ultima versione, la 5.2.1, è quella che ho installato dunque non saprei
io ho installato un pò di plugin, magari c'è un conflitto con un altro plugin
sarebbe da provare togliendo gli altri
Ciaoo
Io sto utilizzando la versione 4.8 e quando provo a far partire la stampa (sono via usb) subito si blocca per un po' e poi parte ma senza la mie indicazioni. Ho provato anche ad esportare il file gcode ma non mi sembra che ci siano i comandi.
Per il conflitto: non ho installato alcun plugin extra.
-
4 minuti fa, invernomuto dice:
Sì, proprio per una temp tower, se non l'hanno cambiato nelle ultime versioni, funzionava benissimo. Gli dici il Layer a cui vuoi cambiare temperatura, studiando la Temp Tower, e imposti correttamente i parametri. Dal grafico mi ha sempre cambiato la temperatura con quella impostata
Esattamente quello che ho provato a fare. Sia impostando il Layer sia impostando, persino, i mm corrispondenti prendendo come buoni quelli scritti dell'autore nel file txt (https://www.thingiverse.com/thing:2729076)
-
Sto cercando di creare una Tower Temp in Cura utilizzando il plug-in: Change at z senza successo. Imposto i vari cambi di temperatura a ai layer ma nulla..... quando avvio la stampa continua a settarmi la temperatura come è impostata nel settings standard di cura. Qualcuno ha esperienza con questo plug-in?
-
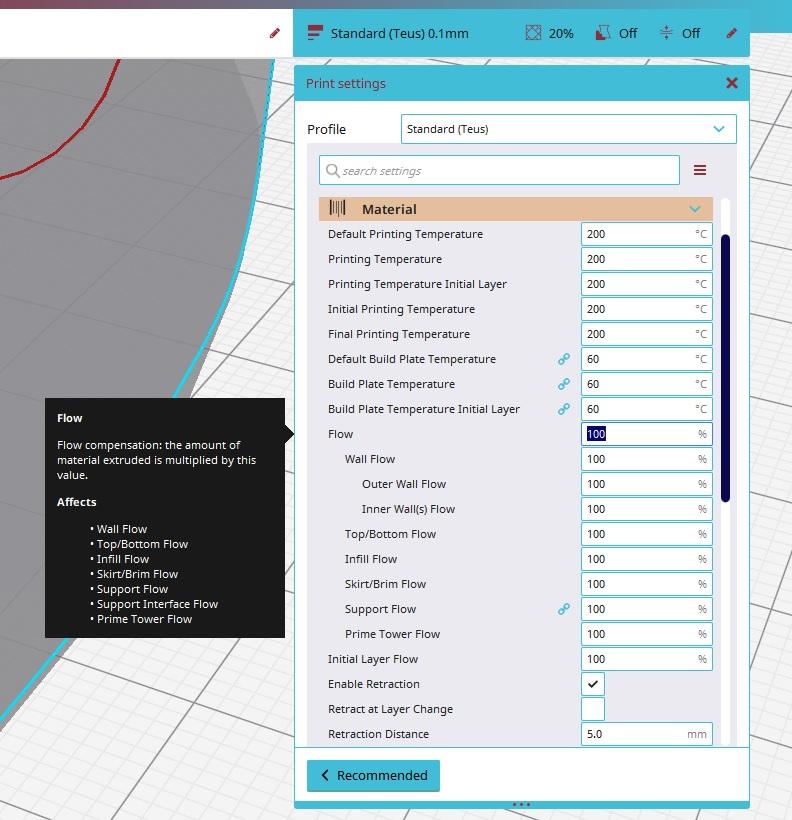
23 minuti fa, TeusTheMage dice:
Agisco da qui' per aumentare il materiale in uscita, dico bene ?

Probabilmente intendeva dire: vedi se il flusso di stampa è corretto tramite i vari test.
Link alla guida: https://www.stampa3d-forum.it/flusso-di-stampa-guida-calibrazione/
-
C'è un mio amico programmatore che appena gli dissi che avevo preso una stampante 3d e gli dissi dei problemi nel posizionare correttamente il modello 3d nello slicer andò subito in cerca degli algoritmi implementati nei software per i support. Alla fine mi disse che esiste un paper scientifico di una ricerca del 2019 dove mostrava un algoritmo efficace per il posizionamento. Non so se esista qualche software che faccia una roba del genere però credo che sia interessante.
Link: https://sci-hub.se/https://www.sciencedirect.com/science/article/abs/pii/S0097849315000564
-
Welcome! Anche io come te mi sono avvicinato alla stampa 3d per hobby... per ora mi sta dando belle soddisfazioni e anche belle incazzature 😄
-
1
-
-
20 ore fa, Carsco dice:
Purtroppo quella e' una stampa che mette a dura prova il vetro senza nulla che l'aiuti. 70° comunque sono troppissimi per il PLA che solitamente non gradisce temperature oltre i 50-55°.
Prova prima a 55°, poi puoi provare ad avvicinarti un po' col piatto ma poi avrai il piede di elefante. Almeno pero' avrai qualche chance di restare attaccato al piatto.Ti riquoto per un consiglio: sapresti indicarmi una qualche lacca adatta o altro prodotto che non costi una follia?
È davvero dura tenere incollato il tutto soprattutto quando hai a che fare con i primi layer piccoli. Ora sto stampando un pezzo alto 209mm ed ho dovuto analizzare in dettaglio il primo layer per evitare difetti e per levare qualche difetto più grosso ho dovuto abbassare cosi tanto la velocità su alcuni punti e in generale che sono salito da 9h a 13h di stampa.
P.S: Sto seguendo anche il tuo consiglio e sto tenendo il nozzle più vicino al piatto pur se è evidente che schiaccia un po' il PLA.
-
2 minuti fa, Carsco dice:
Purtroppo quella e' una stampa che mette a dura prova il vetro senza nulla che l'aiuti. 70° comunque sono troppissimi per il PLA che solitamente non gradisce temperature oltre i 50-55°.
Prova prima a 55°, poi puoi provare ad avvicinarti un po' col piatto ma poi avrai il piede di elefante. Almeno pero' avrai qualche chance di restare attaccato al piatto.Prima di arrivare a 70 ho provato dai 50 ai 70 gradi. A 50 non ci sta per nulla.... a 60 un po' meglio ma ancora soffre e a 70 ci sta abbastanza bene. Sicuramente è alta perché quando faccio dei test veloce e la vado a staccare velocemente (almeno ci provo) si deforma tutta per via dell'alto calore. Però senza uso di prodotti sotto i 70, con questo PLA della Longer che è già aperto da un po', non riesco a tenerla attaccata.
Quindi, mi consigli di schiacciare di più la stampa per vedere se risolvo? Ora uso lo spessimetro di 0,1mm e lo faccio passare sotto con un buon attrito.
-
Buona sera,
provando a stampare modelli tipo: https://www.thingiverse.com/thing:338042 ho notato che quando la stampante arriva all'estremità delle zampe, la punta, tende a staccarsi dal piatto essendo. Stampo con il PLA con il piatto in vetro (solo vetro) riscaldato a ben 70 gradi, hotend a 200 gradi e velocità di stampa 40mm/s. Da cosa può dipendere? temperatura del piatto ancora non sufficiente? PLA con umidità? settings dello slicer? sto provando un po' diverse soluzioni però per ora ancora non ho ottenuto risultati soddisfacenti.
-
2 minuti fa, Killrob dice:
ahhhh ecco cosi va meglio ma questi scarti ci stanno fin quando non dici allo slicer quali sono tutti i parametri presenti sulla tua stampante...
Eh si, a me cura non sa tutto ma mi accontento... alla fine quando voglio stampare qualcosa voglio che la stampi, anche se dovesse durare giorni 😁
-
1
-
-
1 minuto fa, Killrob dice:
beh... aspetta... così è esagerato, Cura mi sbaglia il calcolo del tempo di stampa perché non gli ho messo io i valori di accelerazione e jerk che sono impostati sulla stampante, ma mi sbaglia di una o due ore non di 52 ore.
Una delle stampe più lunghe che ho fatto con la Ender 3, un godzilla in petg, lo slicer me lo dava come 1 giorno e 3 ore di stampa, alla fine della stampa la Ender 3 segnava 27 ore 45 minuti.
No, scusa, ho sbagliato a scrivere.... era 55 minuti xD... rileggendo mi è salito da dire.... 55 ore xD
-
Adesso, Whitedavil dice:
Aggiunta:
Si per la serie creality trovi tanti video in italiano, ma secondo me lasciano il tempo che trovano. Nel senso che quando hai un problema e lo cerchi su youtube, sicuramente trovi qualcosa ma non è mica detto che ti aiuti, anzi tante volte è proprio il contrario.
L'inglese è obbligatorio.... saperlo in minimo serve sempre e bisogna saperlo. Forse, se non ricordo male, le stampanti che vende @Help3d tramite collaborazioni ufficiali hanno il loro supporto diretto e quindi: supporto italiano altrimenti si va sempre e comunque di inglese o in italiano e vedere se ci capiscono qualcosa loro.... quelli di alfawise/longer se gli scrivi in italiano capiscono e ti rispondono in italiano e in inglese ma sono casi.
-
1
-
-
Ender 3, Longer LK4 Pro/Alfawise u30, ecc, sono tutte stampanti che appena le accendi, con poco, stampi. Io ho provato la LK4 Pro/Alfawise u30 e stampano fin da subito dopo aver calibrato il piatto.
-
1
-
-
6 ore fa, Rodrigoson6 dice:
Sisi ma qui parliamo del doppio del tempo rispetto a quanto dichiarato dallo slicer...
Io l'altra sera ho stampato spiderman a mio nipote e lo slicer mi diceva: tempo stimato: 55 ora... alla fine sai quanto ci ha messo? 1 ora e 30 minuti circa.
Il calcolo dello slicer è in realtime proprio perché dipende da troppi fattori la velocità di stampa.... sono cosi tanti che dare una stima precisa al minuto è troppo complesso ammenoché non fai un cubo... li è sicuramente molto preciso.
la stampante 3d si rovina se la faccio lavorare troppo.
in La mia prima stampante 3D
Inviato
Le ventole sono sicuramente le prime a morire per il resto, motori compresi, sono resistenti. I motori stepper, per esempio, dentro non sono altro che bobine di rame e ingranaggi. Ovviamente il calore rovina il rame ma se sono di qualità e studiati bene sono robusti al contrario delle bobine delle ventoline cinesi che resistono abbastanza poco.
Per il resto, elettronica compresa, è sempre una questione di qualità dei componenti e raffreddamento. Io sul lavoro utilizzo una macchina per saldare teli in pvc che ha tipo 30+ anni e non ha mai cambiato le schede elettroniche ma almeno 1/2 volte gli è stato cambiato il "cuore" che non è altro una bobina di rame piuttosto complessa.