

Maschiaccio72
-
Numero contenuti
14 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Maschiaccio72
-
-
Mi capita spesso sulla mia Longer LK4-Pro che non riesco a "navigare" tutti i files presenti su MicroSD quando ve ne sono parecchi, magari suddivisi in cartelle (ad un certo punto non riesce forse a gestire la struttura del FS). Mi chiedevo DA COSA dipende questa limitazione? Limiti del firmware Marlin della stampante? Limiti del firmware del display che gestisce la UI? è possibile superare o aggirare questi problemi o sono relativi magari a limiti hardware? Grazie a chi vorrà rispondermi.
-
Salve, ho una longer LK4 pro ed ho lo stesso "problema" del tip ad inizio stampa. in realtà non credo che sfreghi ma va sicuramente sotto lo zero. io credo sia voluto perchè serve per "pulire" l'ugello prima della stampa facendo una "sovraestrusione" a filo vetro per poi "ripulire l'ugello" rialandolo lievemente. Penso sia così perchè con altre stampanti in genere nello skirt, all'appoggio mi lascia filamenti che poi al secondo passaggio l'ugello raccoglie sporcandosi, mentre con la longer lo skirt parte già pulito e perfetto. Non credo si tratti di un vero e proprio "errore" o "difetto".
-
Salve, posseggo due stampanti 3D, una Sunlu S8 ed una LK4 Pro. Mentre sula prima, aprendo il gcode ed impostando il comando M600 prima di un layer la stampante avvia correttamente la procedura di cambio del filamento... sulla Longer LK4 Pro se ne infischia beatamente. E' un problema risaputo? esiste una soluzione? avete idee?
grazie
-
25 minuti fa, Whitedavil dice:
Si chiama warping e di solito succede con l'abs.
Si è un problema di adesione... Sul vetro metti la lacca o cosa?
Una stampa in pla ben attaccata vuol dire che se non stai attento la rompi per staccarla, poi dipende su che cosa stampi (vetro, pei, ultrabase ecc.)
Magari se metti i parametri di stampa si capisce un po in che condizione sei...
Hai ragione... sono stato "precipitoso"... hahaha
Allora:
Sto stampando PLA+ su piano in vetro (appena pulito) e con della lacca (la mitica Splend'or) a 0.1 di spessore e 50 o 60 di velocità adesso non ricordo esattamente).
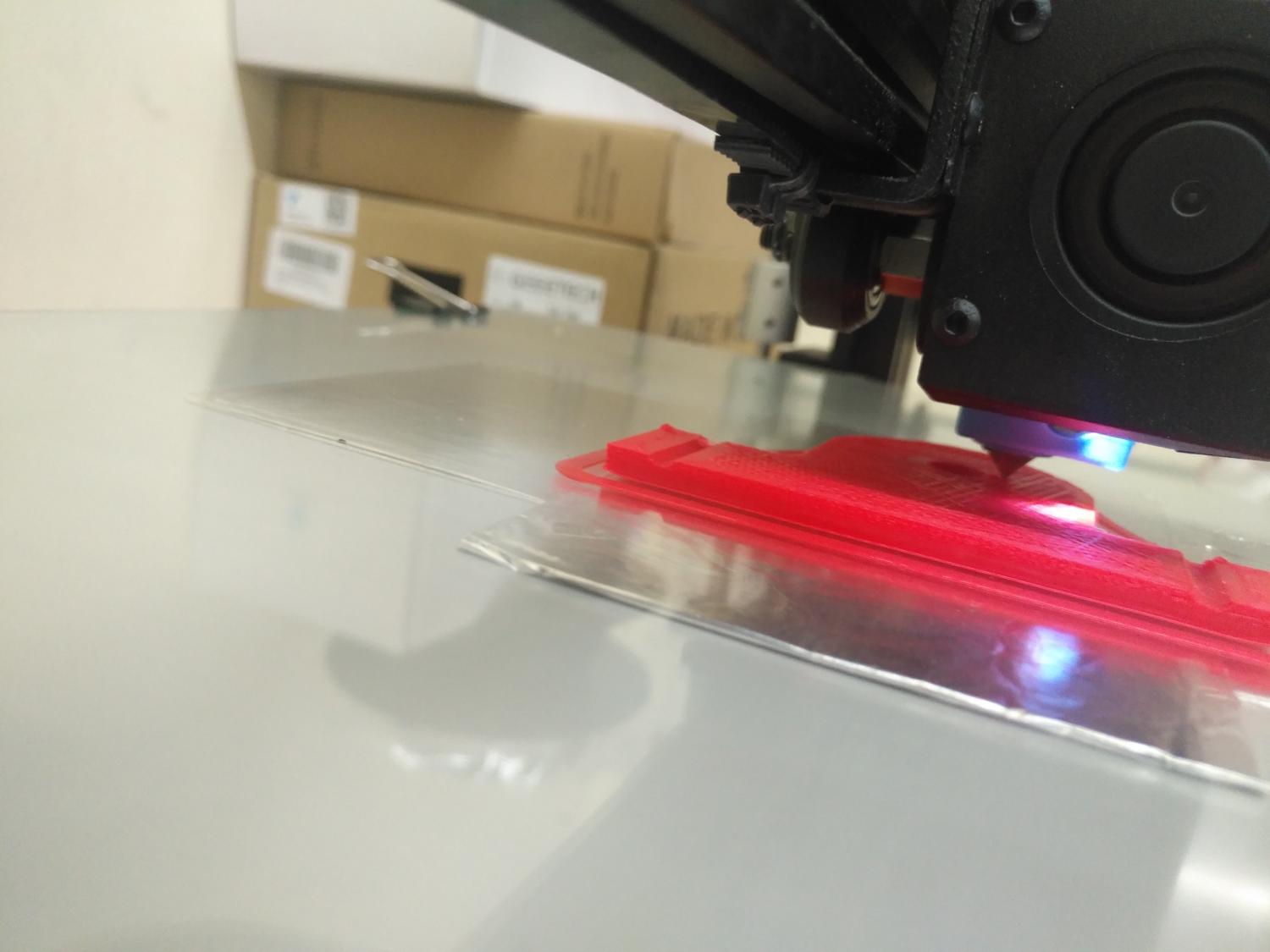
l'attuale stampa (quella delle foto): primo layer a 205/65 e successivi 205/60. (ho sempre stampato questo stesso PLA+ stessa marca stesso scatolo, con 60 di temp. piano senza problemi)
Proprio perchè è la terza stampa son stato li a guardarla come un ebete per parecchio tempo. fino al layer 10/15 zero problemi. poi torno al 20° circa e comincio a vedere una certa "deriva" di alcune parti verso l'alto (moooolto leggera) man mano che la stampa va avanti tende ad aumentare come se stendendo layer sopra il materiale tenda a "tirare" quello sotto. So che sembra una cretinata... ma mi chiedo: se la stampa dovesse distaccarsi dal piano (circa 1 mm su una stampa con già 25 layer sopra, quindi con 2,5 mm di materiale non credo possa "piegare" tutto quel PLA. o sbaglio?
-
Sono alle prese con una "banalissima" stampa di un supporto (in PLA) e mi sta succedendo una cosa strana che non mi era successa prima. Ho già provato 3 volte con temperature del piano diverse ma niente... continua a farmi il problema.
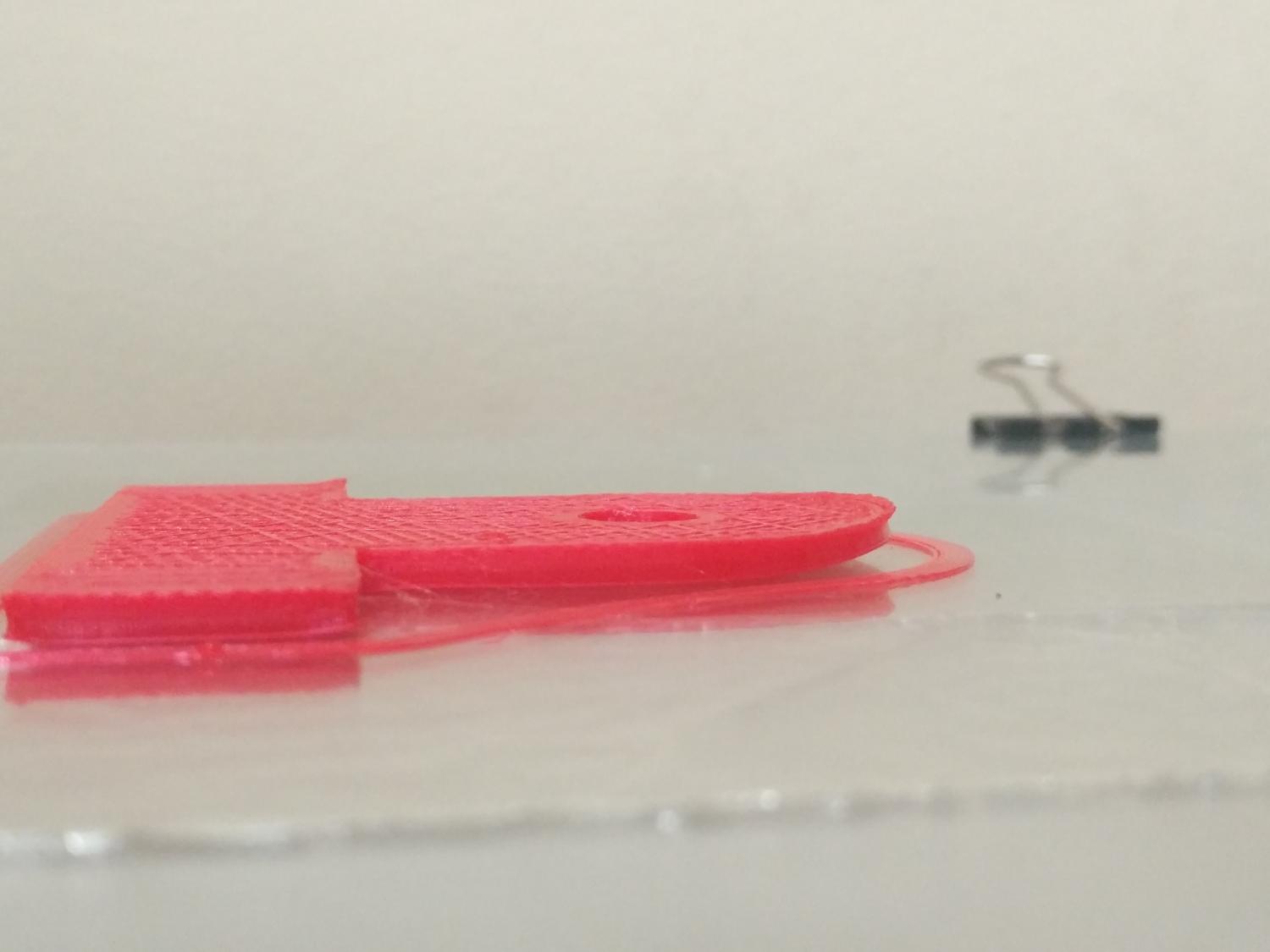
In pratica dagli Angoli la stampa man mano che si aggiungono layer tende ad "alzarsi" e piegarsi a mo di "banana" 🙂
Non so se sia un problema di aderenza perchè se fosse tale lo farebbe da subito (già dopo i primi due layer si comincerebbe a staccare dal piano) invece no... comincia a piegarsi dopo 20, 30 layers e solo allora si nota che si è staccata "la punta" dal piano. abortendo la stampa, la stessa risulta PERFETTAMENTE ADESIVATA al piano in tutti i punti eccetto dove si è "piegata". (allego foto che fanno capire cosa intendo per "banana" XD
qualcuno saprebbe aiutarmi a capire perchè succede ed anche "come mai" succede solo a stampa avanzata?
P.S. non è l'alluminio sotto al vetro perchè l'ho messo solo dopo le prime due stampe andate male (ho il vetro anch'esso un po a banana e per livellarlo ho messo quello spessore in fogli di alluminio).

-
Il 6/8/2020 at 19:29, Whitedavil dice:
Si devi rallentare, essendo un misto petg non puoi andare così veloce.
Il pla lo stampo a 75mm/sec, il petg a 50....
Il 6/8/2020 at 19:34, Maschiaccio72 dice:Si, credo non si possa più di 50.
Confermo!! Fino a 50 perfetto, oltre, un disastro totale. Quindi riepilogando per tutti quelli che si imbatteranno in questo post:
Parametri di stampa Sunlu SPLA
Temperatura: 220°/225°
Velocità: <=50 (anche per l'infill!!!)
Bed: 80° (e se di vetro... usate la lacca per sicurezza)
Consigli
infill >=25%
Ritrazione: aumentate leggermente la distanza di ritrazione rispetto al PLA standard (di un paio di mm) in quanto questo "fila" di più). Ed abilitatela quando possibile (ovviamente se il pezzo necessita) altrimenti fate posto a casa perchè spiderman verrà a farvi visita. Non mi sento di consigliare l'abilitazione dello "Z hoop" nella mia esperienza personale proprio perchè tende a filare molto e vi crea degli spot verso l'alto che poi al passaggio successivo l'ugello si porta dietro. 😉
Chiedo ai guru del forum conferma o smentita dei consigli e sono gradite correzioni 🙂
Buona stampa a tutti.
-
Si, credo non si possa più di 50.
-
 1
1
-
-
2 ore fa, Whitedavil dice:
Se è misto petg, cala il flow rate di un 5% e vedrai che fila meno. Se ti fa la lanuggine è perché sei sovraestruso e l'abbondanza di materiale viene poi trascinato in giro. Mettiti comunque l'anima in pace, in bowden hai sempre problemi di stringing con il petg. A vedere dalle foto, da come si comporta sembra proprio pla con petg dentro.
P.S. (ragionandoci) Se fosse sovraestrusione il problema si presenterebbe anche alle basse velocità ed in tutta la stampa (riempimenti, contorni, etc)... invece lo fa solo a velocità alte e solo nell'infill (velocità infill sopra i 50mm/s). E' sicuramente un problema di ritrazione a velocità sostenute... lascia dei "pezzi" verso l'alto che al passaggio successivo vengono raccolti dall'ugello che sciogliendoli se li porta a spasso facendoli filare ovunque... mi sa che servono dei test di ritrazione a velocità alte. Provvederò 🙂
grazie ancora a tutti
-
1
-
-
Non conosco ancora il PETG... Ho la stampante da una settimana (è la mia prima... 🙂 ). Sul discorso sovraestrusione in effetti ho un dubbio che mi è rimasto... nel senso: perchè hanno impostato 94 come step/mm quando poi su 15 cm di filo ne lascia fuori 3? Non penso che vendano una macchina col firmware settato "ad cassum". Certo, ci si può aspettare di tutto dai cinesi, ma per essere cinesi la Sunlu mi sembra una ditta che "fa sul serio" nonostante sia giovane. Ho portato il settaggio a 105 steps/mm (il calcolo me ne dava 109.09) ma non ho voluto esagerare... Comunque questo SPLA non mi ha convinto proprio. Sono ancora troppo "giovane" per poter capire certe sfumature sui materiali pertanto... preferisco il PLA classico per ora. Almeno non sbatto troppo. Sbatterò col TPU perchè quello mi serve necessariamente 🙂
vi "delizio" con la foto del pezzo ancora in stampa che ho cercando di "recuperare" abbassando la velocità complessiva all'80%! 😅
grazie a tutti per i consigli
-
1
-
-
1 ora fa, Killrob dice:
27cm? A 0.15 è ci sta invece che ci metti quel tempo li. Se ti fa un tappeto peloso prova aumentando la velocità di retrazione NON la distanza.
Io comunque sono stato costretto a toglierlo lo SPLA perché la seconda metà della bobina era tutta giuntata malissimo con diametri oltre i 2mm ogni 2-3 metri di filamento e quindi non credo che sia Sunlu il produttore reale, anche se sulla scatola c'è il loro marchio.
Lo so che ci sta... nel senso, il tempo è circa due giorni se stampo a velocità sotto i 50. (x:270 y:170 z:10 in mm) per questo avrei voluto guadagnare qualcosa sull'infill (visto che sugli esterni vorrei fosse molto ben rifinito, ecco il perchè 0.15). Credo il problema sia una congiunzione di più problemi. La velocità elevata, la quantità di estruso (che ho trovato MOLTOOOO sottodimensionato nei parametri di default della mia stampante (Sunlu S8); Su 15 cm di filo di test me ne lasciava 3 fuori! Dal calcolo fatto dovrei avere 109.09 come steps/mm invece avevo impostato 94. Poi c'è anche il vetro del piano che è curvo ed ho dovuto spessorare ABBONDANTEMENTE al centro.
Tutti questi problemi con PLA normale non lo ho evidenziati, ma con questo SPLA sono venuti tutti fuori. Adesso che vorrei stampare TPU non oso pensare... se non sistemo prima tutte ste cose non ne uscirò.
Consiglio retrazione? al momento sono a 6.5mm di retrazione a 30mm/s di velocità.... stampo a 220/225 e fila come le sottilette. Se non ci sono retrazioni poco male... ma se il pezzo impone retrazioni, sono problemi. Ho provato a stampare anche a 215° e 210° ma cambia molto poco... fila lo stesso.
Insomma, penso di aver provato un po di tutto! stando sotto i 50 di velocità riesce a compensare, ma da 50 in su... proprio non se ne parla. Almeno ditemi che è "normale" e così non ci penso più! hahahaha
-
rimango dell'idea che sia da buttare... 🙂
in pratica ho rifatto tutte le regolazioni da capo (step/mm di assi ed estrusore) e tutti i test (thin wall, retraction, etc) TUTTI PERFETTI. Vado in stampa con un progetto di un volante per "sim" (logitech G29) e.... OMG!!!! l'infill in pratica è un tappeto peloso che si appiccica al passaggio sull'ugello che lo spalma in grumi qua e la creando UN VERO MACELLO! UN DISASTRO! a questo punto mi chiedo... cos'è che non va??? forse la velocità dell'infill è troppo alta? (80!) Ma non è che posso metterci 3 giorni a stampare un pezzo 27*17*1 CM a 0.15!!!
chiedo aiuto a voi perchè ho finito i santi..... 🙂
-
azzz... l'ho preso anch'io per sbaglio ed ho provato ad estruderlo come PLA normale, non potete capire.. tutti i santi presenti all'appello! 🙂 adesso provo con temperature corrette e vi farò sapere anch'io. Stavo per buttarlo... meno male che ho trovato sto post.... 🙂
-
 2
2
-
-
Salve a tutti,
Mi chiamo Mimmo e sono di Catania, ho appena acquistato la mia prima stampante 3D (una Sunlu S8) e spero di potervi importunare PARECCHIO nelle prossime settimane :)
Ho già girato parecchio su youtube, forum internazionali, etc. Ho già preparato qualcosa su thingiverse e fatto delle prove con Cura per lo slicing. Visto Tutorial sulle varie impostazioni di stampa, thickness, speed, infill, etc. insomma, appena arriva la mia stampantina(ona) non sarò caduto dalle nuvole... ma siccome le notizie SPECIFICHE sulle Sunlu sono praticamente inesistenti (il loro forum è un semi-deserto) avrò probabilmente bisogno di "consulenza". Del resto ho già capito che le FDM sono quasi tutte uguali nel funzionamento quindi fino a quando non mi scontrerò con problemi "tecnici" propri dell'hardware... penso che le vostre esperienze su altri hardware saranno più che sufficienti. :)
Ci sentiamo presto.... anzi... quasi subito, perchè ho già qualche quesito... ;-)
-
2
-

Numero massimo Files MicroSD
in Software di slicing, firmware e GCode
Inviato
Ho tre Longer LK4Pro (con display touch) ed anche io penso che il problema sia proprio il firmware del display. Di copie dei files della MicroSD ne ho pure in cassaforte (si fa per dire). Non è un problema che si guasti una MicroSD. Il problema è che stampo RICORRENTEMENTE parecchi files (sono tanti, ma sempre gli stessi). Ho 3 stampanti uguali e 3 SET di 8 MicroSD per ognuna... trovare quella giusta a volte è un'impresa. Prima o poi a forza di inserire e rimuovere MicroSD si romperà il lettore (già lo so....) e questa cosa mi spaventa molto di più.