

claudio57
-
Numero contenuti
52 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da claudio57
-
-
Utilizzo una scheda mega 2560 , una ramps 1.4 , driver a4988 è marlin 1.19.
Provo a lasciare così e fare delle prove di stampa.
Per vedere cosa accade, proverò a stampare una torre per la temperatura del Pla
-
La stampante è autocostruita e il filo è un Pla da 1,75 la marca non la conosco.
I motori sono stepper è con due motori diversi ho lo stesso risultato e la taratura del vref è corretta.
Comunque utilizzando il sistema di adattare la temperatura allo step x mm ho sempre stampato correttamente e anche con buoni risultati.
In questa materia sono molto ignorante xché mi ci sono avvicinato da poco x curiosità ed il mio principale interesse è capirne il funzionamento è gli aspetti tecnici, quello che mi domando è se lugello ha un diametro di 0,4 mm ed il filo è di 1,75 mm se la temperatura non è quella corretta come fa a passare??.
Il motore deve sforzare se il Pla non viene fuso correttamente e quindi è possibile che giri più piano.
Posso provare ad aumentare il carico della molla, ma sembrava già carica.
È possibile che sia sufficiente tararlo a vuoto e che non bisogna preoccuparsi di quello che accade quando si estrude ??
-
Ho montato ed3v6 è non ho collegato il tubo di teflon fra motore ed estrusore, x cui il filamento entra nel motore ed esce senza altri impedimenti, in questo modo ho tarato gli step x mm.
Mandando il filamento dentro l'estrusore, avviene ciò che specificavo.
A me non sembra che perda passi ne che slitti, ma solo che con la temperatura più bassa il motore va più piano xché non ce la fa a spingere fuori dall'estrusore il filamento.
Mentre alzando la temperatura il problema non cè.
Lo stesso problema me lo faceva anche senza ed3v6 , cioè con il motore direttamente sopra l'estrusore, è per questo che pensavo fosse regolare.
Preciso che utilizzavo un altro motore dalle stesse caratteristiche.
-
Salve a tutti
Ho tarato lo step x mm dell'estrusore ed ho notato un particolare che sarei curioso di chiarire.
Ho fatto la taratura senza far passare il Pla dall'estrusore ed ho impostato correttamente la velocità del motore.
Se provo a far estrudere il Pla la taratura cambia a seconda della temperatura dell'estrusore.
Mi spiego meglio.
Senza estrusore con i valori di velocità impostati faccio scorrere 10 cm di Pla,
Se faccio estrudere a 190 gradi ne scorre 8 cm se porto la temperatura a 200 estrude 10 cm.
Potrebbe essere questo il modo per individuare la corretta temperatura del Pla??
Oppure è giusto che estrudendo scorra meno Pla.
-
Avevo già provato con il generico , ma dava valori sballati.
Ho risolto sostituendo il termistore ora è tutto ok.
Forse era difettoso o di un tipo particolare di cui non conosco le caratteristiche
-
 1
1
-
-
Ho installato un ed3v6 , cinese, non riesco a trovare il tipo di termistore da inserire nel firmware , ho provato con "1" , ma restituisce un valore di temperatura di -14 a stampante ferma, ho provato con "11" e restituisce -26.
qualcuno sa darmi un consiglio
grazie
-
Il lettore di schede sd ha smesso di funzionare, a questo punto lo ritengo morto.
Non viene riconosciuta nessun tipo di scheda.
Per fortuna mi è arrivato un lettore di micro sd che ho posizionato sul connettore della ramps in parallelo a quello esistente.
funziona perfettamente.
All'inizio ho avuto alcuni problemi in quanto veniva riconosciuto solo se inviavo il comando m21 da pronterface.
Seguendo delle istruzioni trovate in rete, sono riuscito a modificare il firmware, ora il comando m21 lo posso lanciare anche da lcd è tutto funziona correttamente.
-
1
-
-
Ho stampato nuovamente il cubo con il riempimento a griglia l'attivazione di " collegamento delle linee di riempimento".
il cubo è venuto perfetto,, grazie x il consiglio.
inizio a vedere qualche risultato.
X jagger75
0.15 è l'altezza della lunea, la larghezza della linea è 0.40 x cui con due linee faccio la parete di 0.80 di spessore.
Dopo molto penare riesco a vedere qualche risultato decente.
Devo risolvere un ultimo problema ma di tipo hw.
Grazie a tutti
-
1
-
-
2 ore fa, jagger75 dice:
a parte che lo spessore delle pareti va con multipli dell estrusione se stampi a 1,5 dovresti fare pareti da 0,9 cmq vabbe puo anche andare bene
Ho un estrusore da 0,4 e lo spessore delle pareti da 0,8 dovrebbe andare bene.
-
Ho risolto il problema ora stampe ottime.
Ho modificato il riempimento da griglia a zig zag ed ora funziona.
Non capisco il motivo, ma l'importante è la soluzione
-
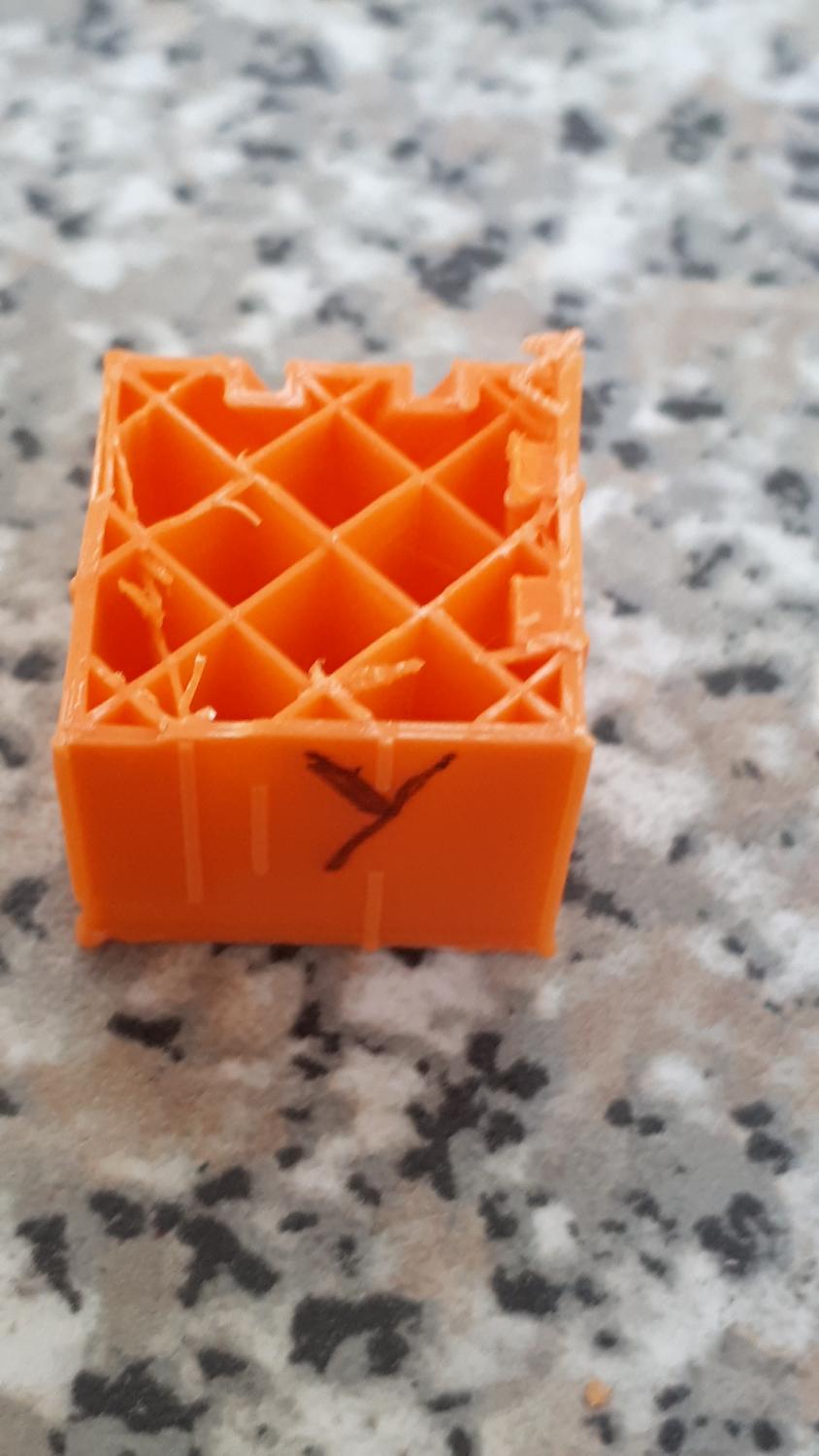
Per cercare di capire ho tagliato il cubo e mi sono accorto che le righe sono in corrispondenza , solo, di alcune griglie del riempimento, come se le linee del riempimento non si fermassero all'interno della parete, ma continuassero sulla parete esterna.
Allego foto x cercare di spiegarmi meglio.
In effetti sembrerebbe che con il riempimento al 40% la situazione peggiori.
Però non capisco come fare a risolvere, se il problema fosse questo.

-
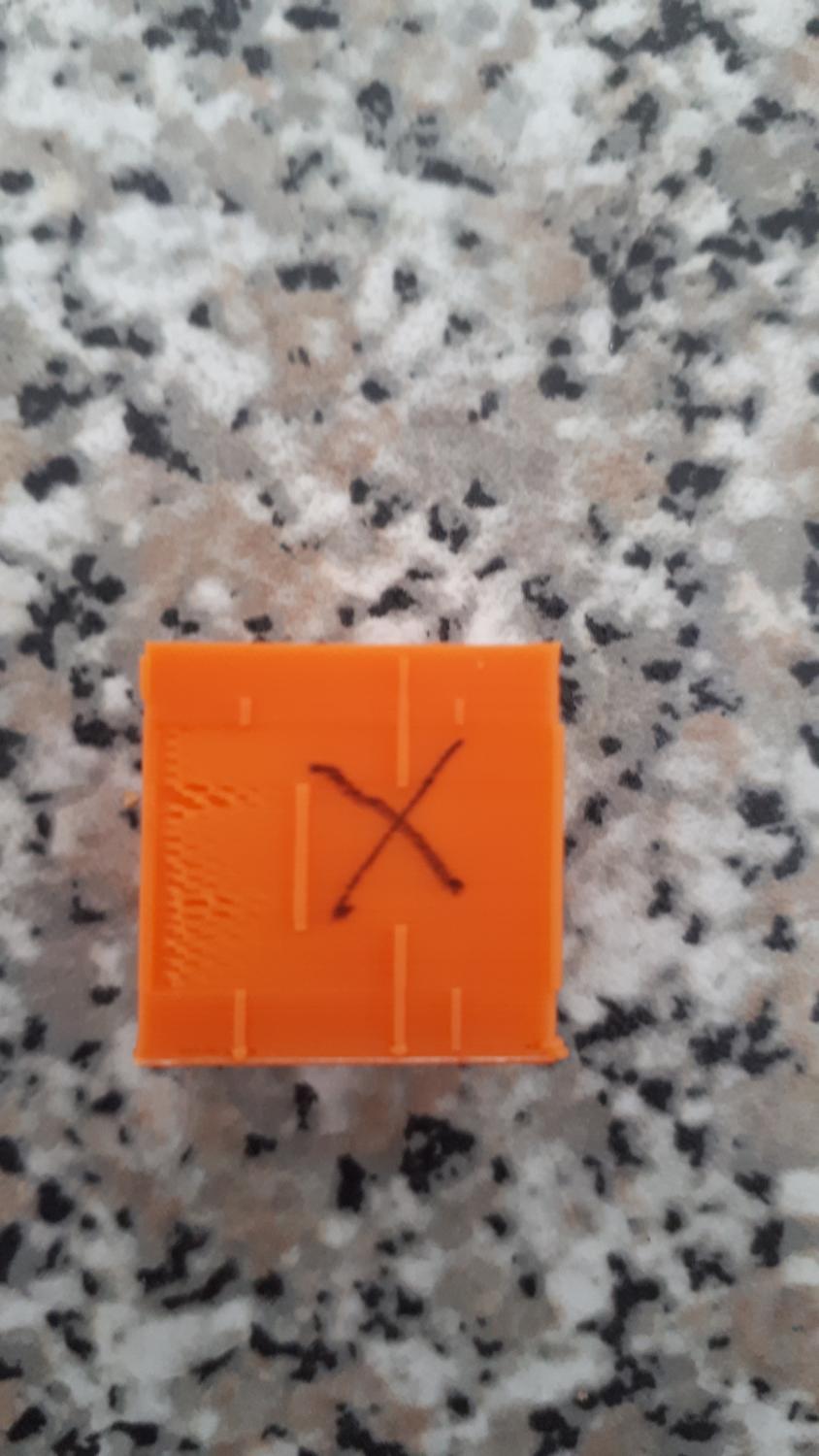
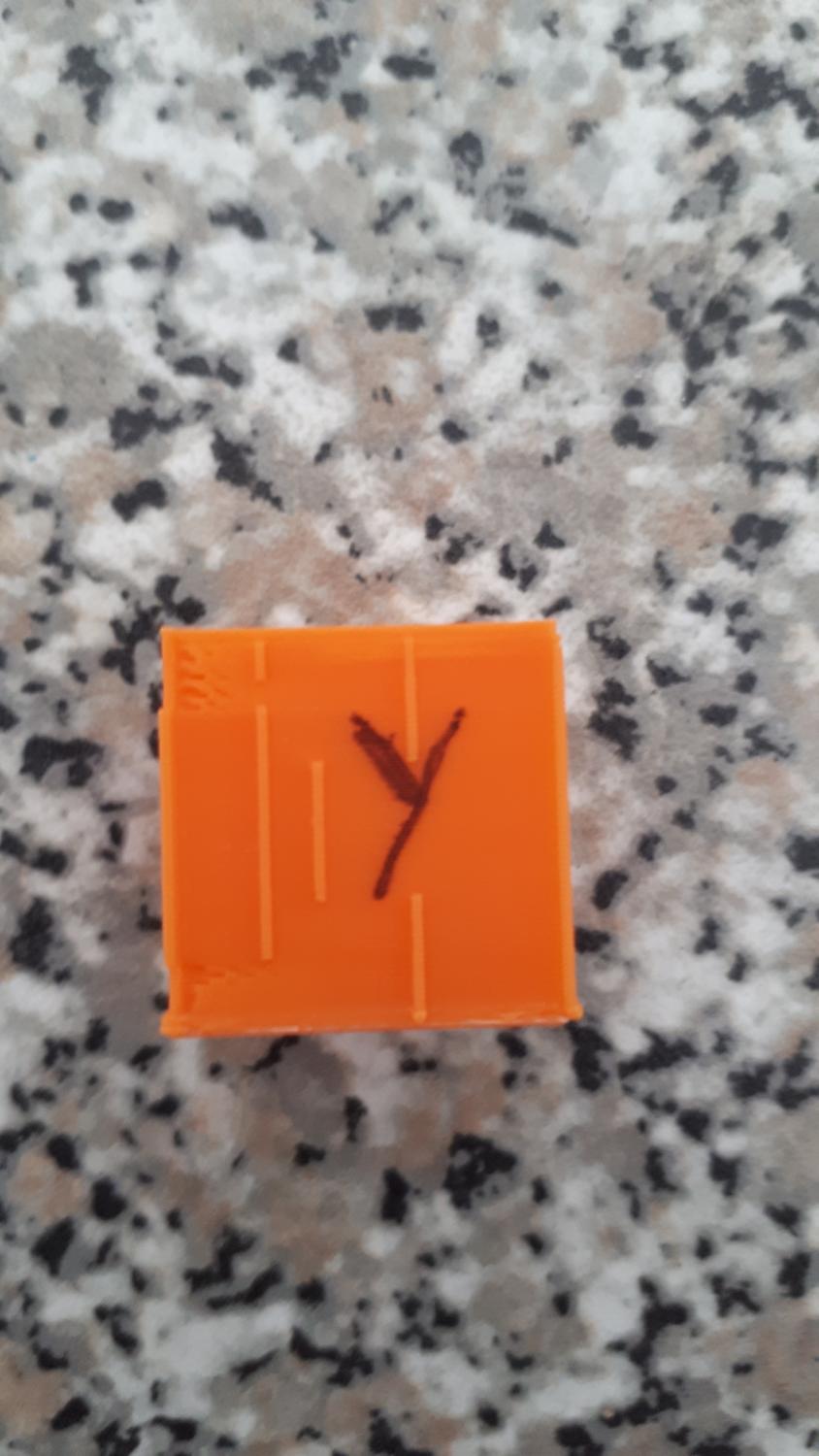
Per prima cosa buongiorno è grazie x gli interventi.
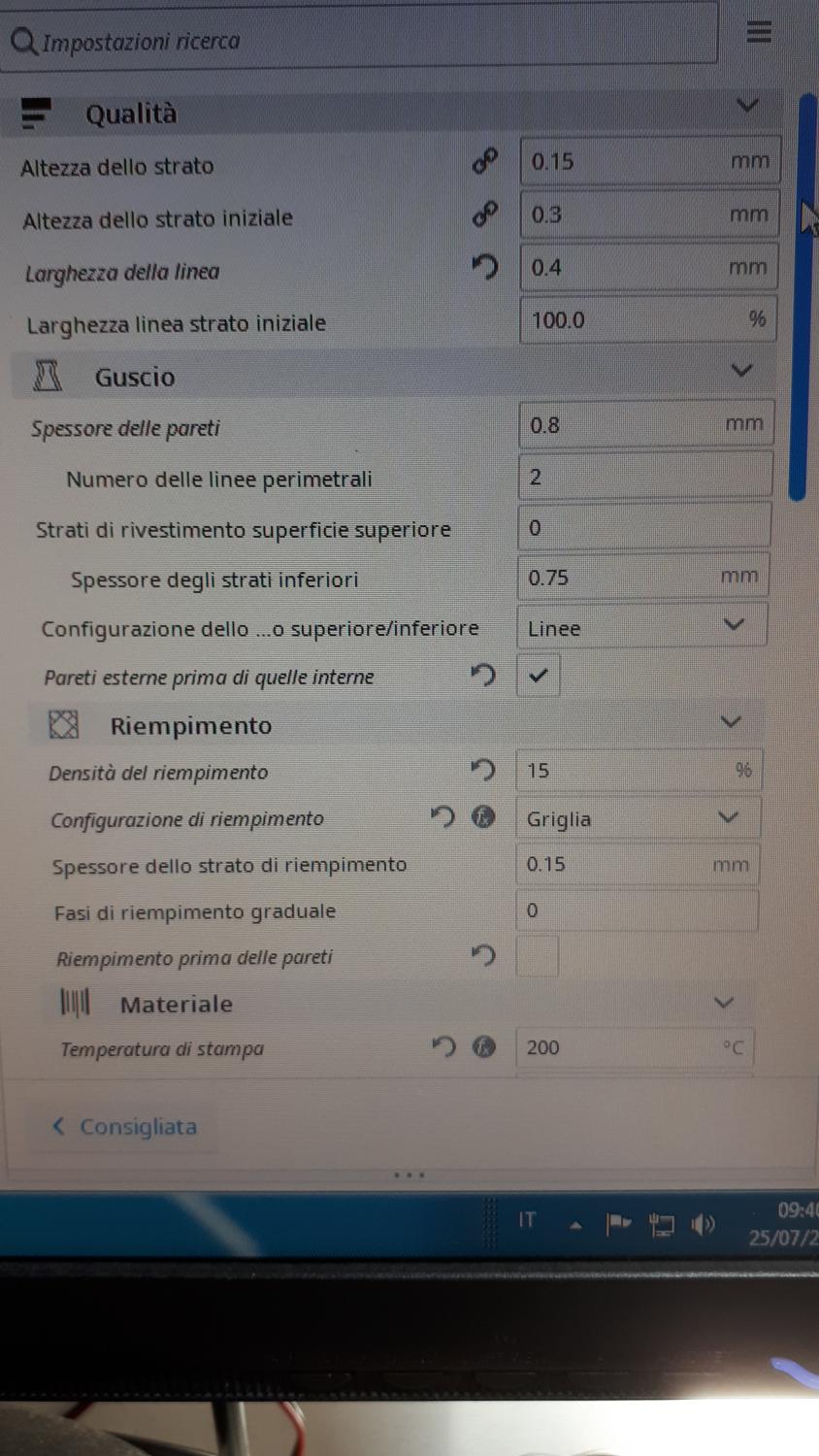
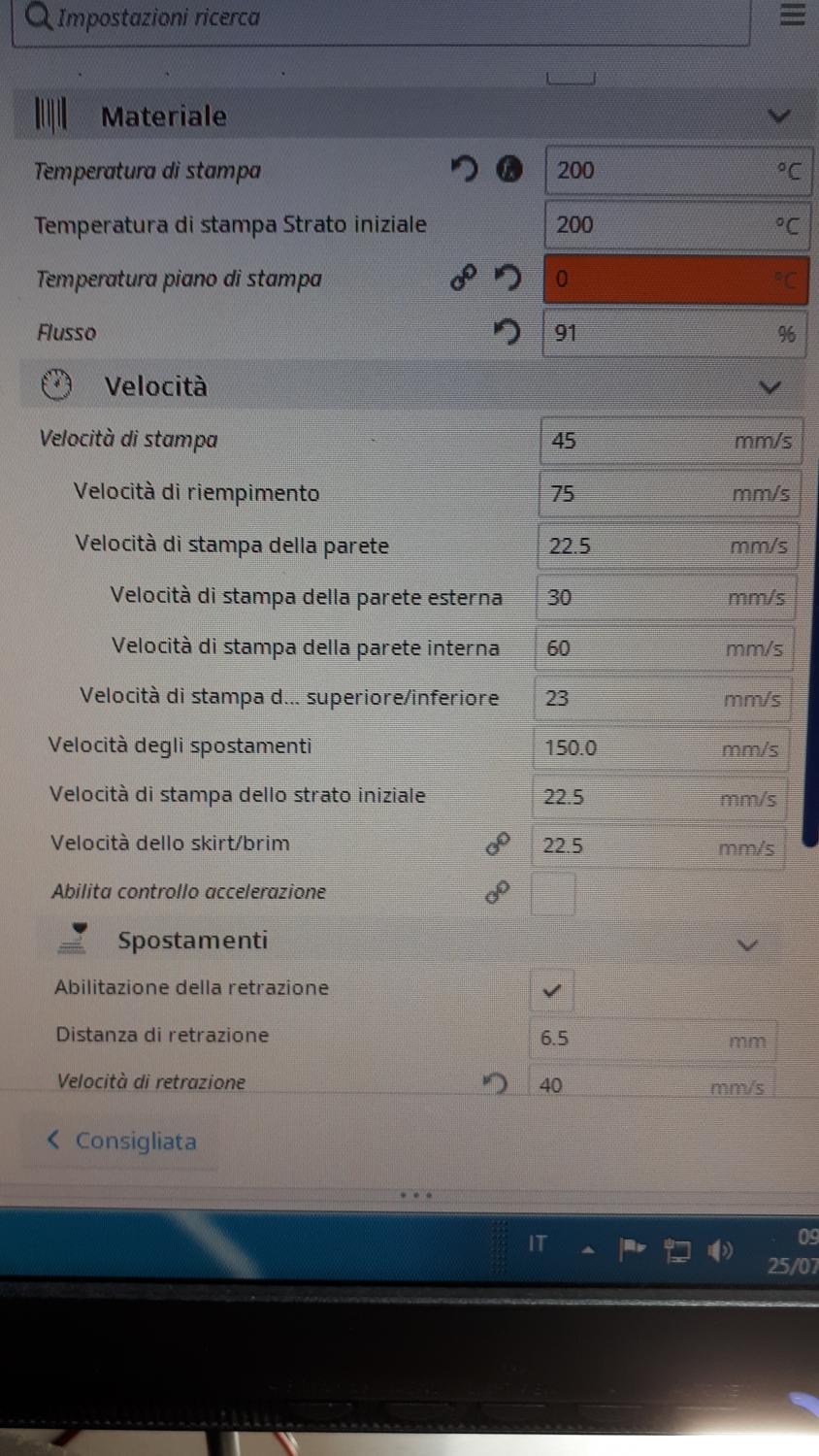
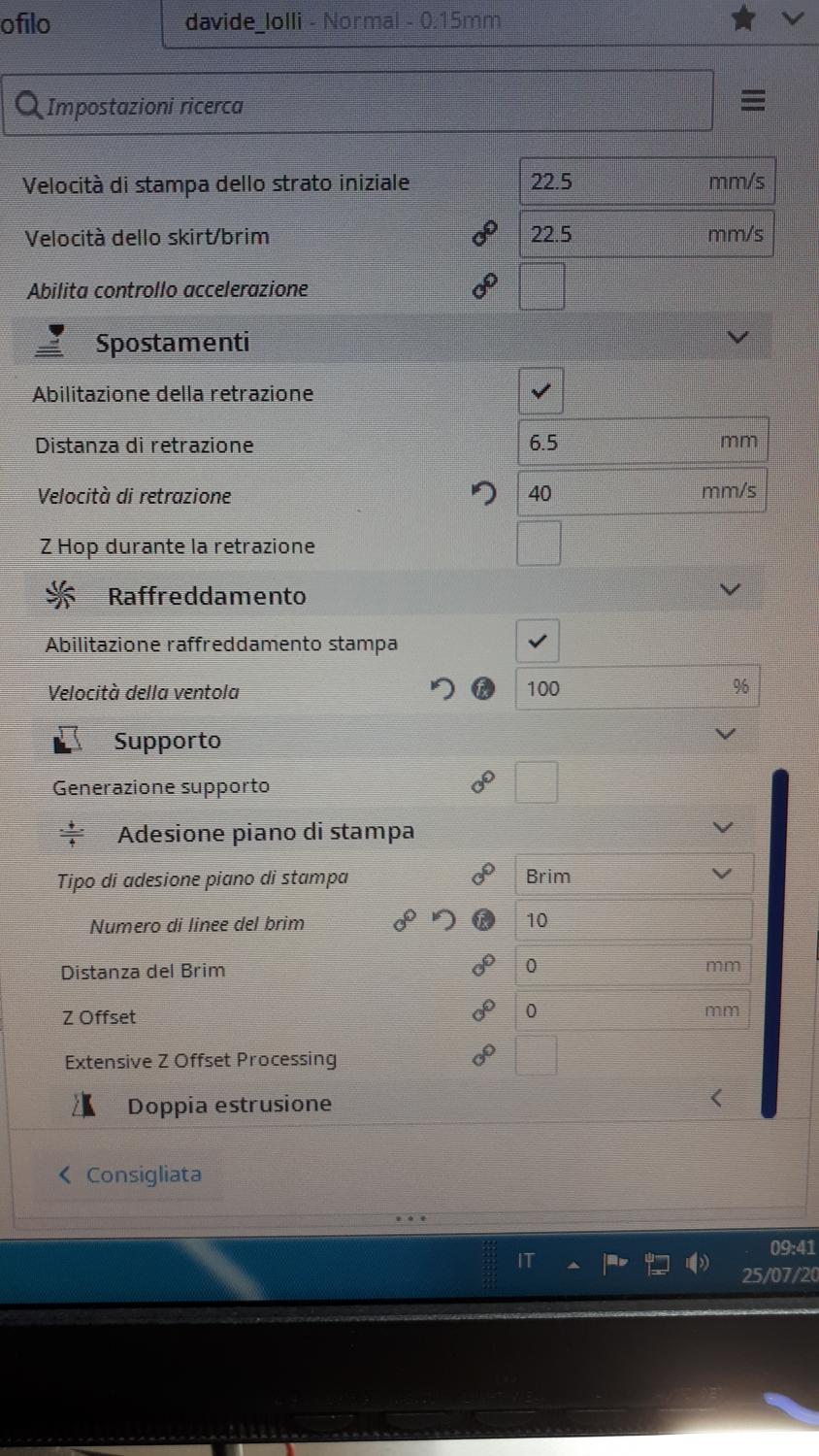
Allego le foto del cubo è delle impostazioni della stampa preparata con "cura".
Preciso che :
il box l'ho fatto con riempimento al 40 %
il cubo al 15%, le lettere segnate a penna sono la faccia posteriore.
ho fatto il test del flow, con cubo vuoto ad una sola parete e viene perfetta, senza righe.
Altre foto
-
Questa è la mia prima stampa di una certa dimensione, box x ramps, con la mia stampante autocostruita.
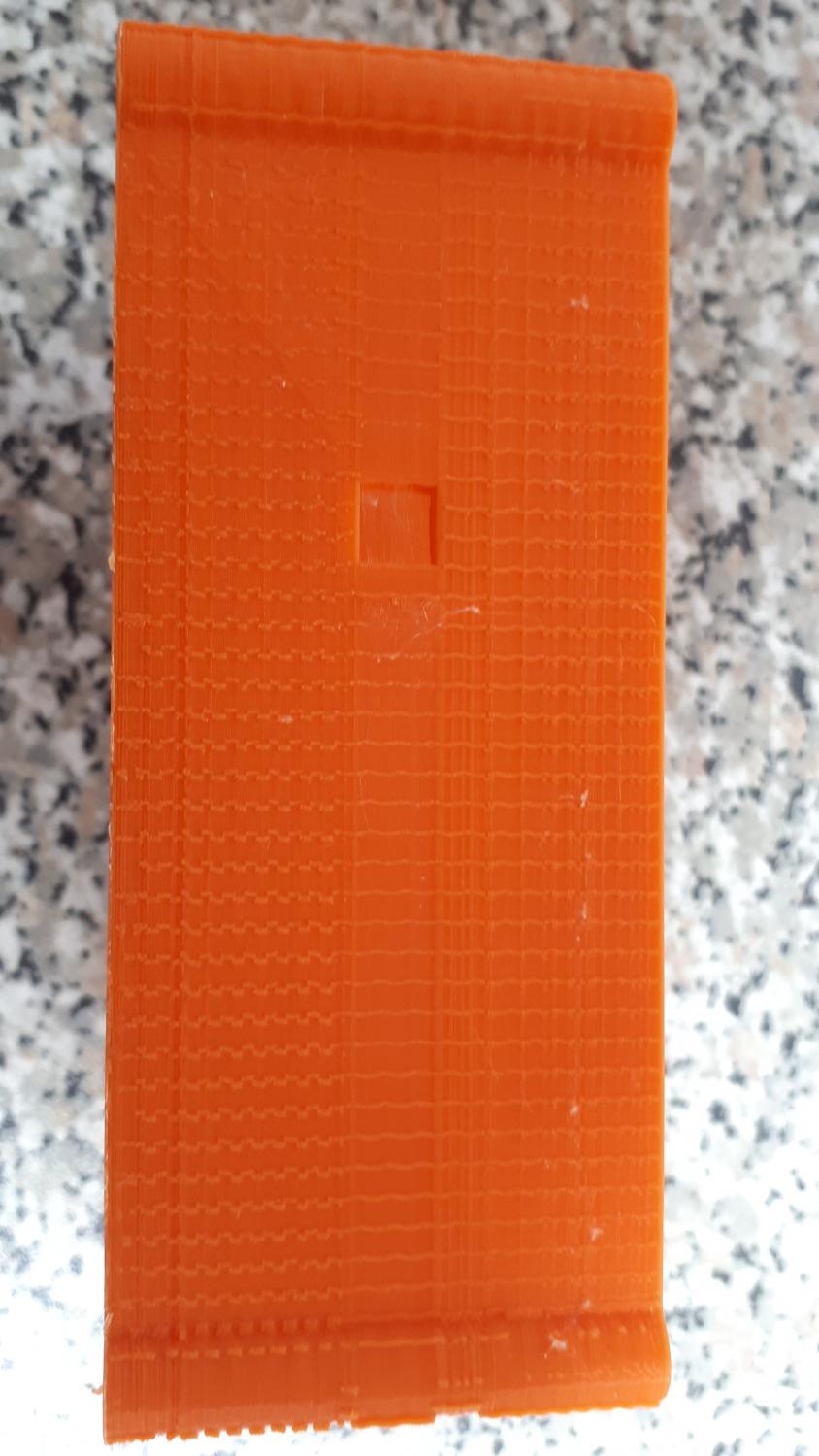
Prima di lanciare la stampa ho provveduto a fare , almeno spero, tutte le tarature, le dimensioni sono corrette, ma la qualità è scadente , allego foto.
Nella mia ignoranza non riesco a capire da cosa può dipendere, forse dall'eccessiva estrusione o dalla troppa temperatura dell'ugello.
Però su un lato fa molte righe all'esterno e molte meno all'interno.
Un consiglio su dove poter intervenire.
Grazie
-
La stampante è autocostruita , lo spazio x il piatto è 220x220, l'alimentazione è a 12v con alimentatore da 30a.
-
Finalmente sono riuscito a fare alcune stampe, è sono abbastanza soddisfatto.
Il problema che l'attuale piatto , in fibra di vetro, dopo averlo alimentato ha emesso un odore sinistro, ed ora quando tento di scaldarlo, il mosfet non funziona, se stacco i collegamenti dell'alimentazione del piatto, il mosfet funziona regolarmente, suppongo che sia andato in corto.
Quindi lo vorrei sostituire con quello della foto allegata, ma non ho capito se il termistore va saldato nei punti centrali è se ci vuole un termistore particolare oppure va bene uno classico.
Al momento sto stampando su vetro con lacca a piatto freddo e funziona egregiamente.
-
Dal lcd non compare il punto di menu z offset, ho girato in rete, ma non ho capito come attivarlo da fw.
-
1
-
-
Grazie,
Funzione che non sapevo nemmeno esistesse, l'ho attivata da fw.
Suppongo si visualizzi sul lcd solo a stampa iniziata, appena riesco a farla ripartire provo.
Sai se l'aumento o la diminuzione dello z va a passi o a mm, nel senso fa un passo , del motore, alla volta oppure 0.1 mm.
-
In effetti l'altezza del primo layer l'ho impostata a 0.3.
Era solo una curiosità, per cercare di capire alcuni valori.
Comunque x trovare l'altezza giusta del primo layer, essendo nel mio caso troppo distante dal piatto, ho provato ad impostare in cura lo Z offset con valore negativo .
Spero sia corretta questa procedura..
Avevo iniziato a fare delle prove inserendo valori negativi a 0.1 x volta, ma si è fermato tutto.
Appena rimessa in sesto riprovo.
Grazie..
-
Buondì
Ho trovato nel file configuration.h la stringa di cui parlavi, ho provato a sostituire il valore 1.3 con 0.0, anche se si dovrebbe riferire al secondo estrusore, ed io ne ho uno solo, ho ricompilato lo sketch, ed ho rilanciato cura, ma non è cambiato niente quel valore è rimasto uguale.
La stampante è autocostruita.
Ho provato a fare una stampa e mi sembra che quel valore non influisca.
Devo trovare l'altezza giusta del primo layer che comunque non è , di base, a 1.3 mm dal patto.
Poi ho dovuto smettere le prove, perché ha smesso di funzionare il termistore del piatto.
Devo ricomprarlo.
Forse prima di perdere il senno riuscirò a fare una stampa buona........
-
Sono parte dei file creati da cura 4.5, lo start code è in uno dei precedenti post.
-
Lo start l'ho riportato in un precedente post.
-
Io sono ai primi approcci, e sono solo uno " smanettone" , ma non riesco a capire.
Qualunque cosa sia impostato nel fw o nella stampante, se il gcode lo creo da pc con cura, come fanno ad entrare in gioco i valori settati nel fw è nella stampante.
Dovrebbero essere valori impostati nella configurazione di cura !!.
-
ho lanciato M503 e questo è il risultato:
SENDING:M503
echo: G21 ; (mm)
echo: M149 C ; Units in Celsius
echo:Filament settings: Disabled
echo: M200 D1.75
echo: M200 D0
echo:Steps per unit:
echo: M92 X81.50 Y80.63 Z405.24 E102.77
echo:Maximum feedrates (units/s):
echo: M203 X300.00 Y300.00 Z5.00 E25.00
echo:Maximum Acceleration (units/s2):
echo: M201 X1000 Y1000 Z500 E4000
echo:Acceleration (units/s2): P<print_accel> R<retract_accel> T<travel_accel>
echo: M204 P1000.00 R1000.00 T3000.00
echo:Advanced: Q<min_segment_time_us> S<min_feedrate> T<min_travel_feedrate> X<max_x_jerk> Y<max_y_jerk> Z<max_z_jerk> E<max_e_jerk>
echo: M205 Q20000 S0.00 T0.00 X10.00 Y10.00 Z0.40 E5.00
echo:Home offset:
echo: M206 X0.00 Y0.00 Z0.00
echo:Material heatup parameters:
echo: M145 S0 H180 B60 F0
echo: M145 S1 H240 B110 F0
echo:PID settings:
echo: M301 P48.40 I5.14 D114.00
echo: M304 P423.72 I73.89 D607.46ci capisco poco, ma non vedo un valore come restituisce cura
-
questo è il gcode di partenza impostato in cura 4.5
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 Z15.0 F9000 ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F9000
M117 Printing…
Il fw marlin l'ho configurato ex novo, ma questo esce direttamente da Cura, non capisco come possa interferire il fw impostato sulla scheda della stampante.



Step x mm e temperatura estrusore
in Software di slicing, firmware e GCode
Inviato
Purtroppo è uso comune fare commenti o esprimere giudizi senza leggere, perché altrimenti si sarebbe notato che in un mio precedente post avevo evidenziato la mia ignoranza in materia.
Se in questo forum ci sono fenomeni ed essendo io un ignorante, suppongo che non sia un forum adatto a me.
Ringrazio comunque tutti coloro che hanno cercato di spiegarmi il funzionamento è mi hanno dato dei suggerimenti.