Bagri_02
-
Numero contenuti
29 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Bagri_02
-
alfawise u30 pro-Migliorare 3d becnhy, leggero problema di ghosting e z wobble
Bagri_02 ha pubblicato una discussione in Problemi generici o di qualità di stampa
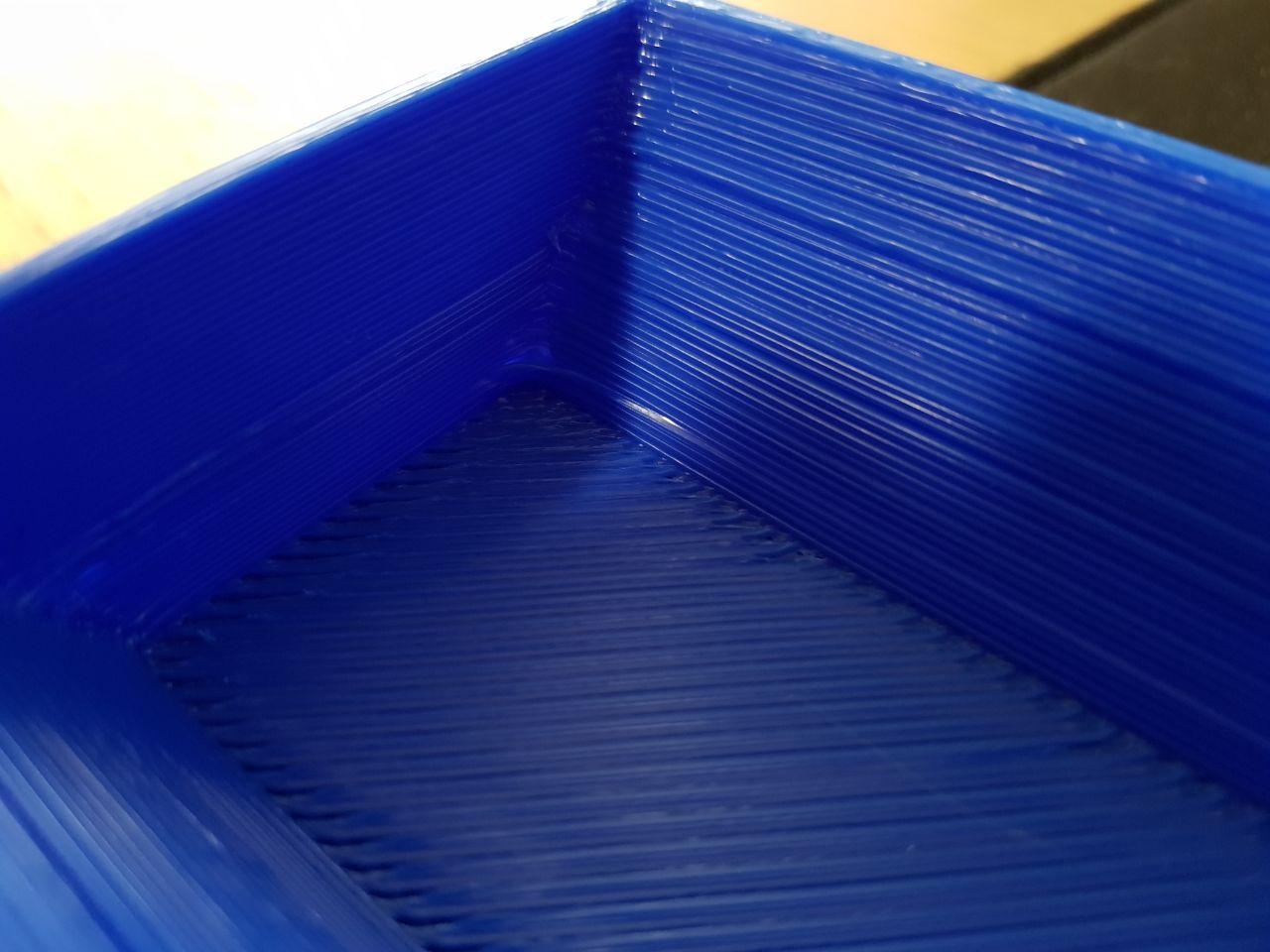
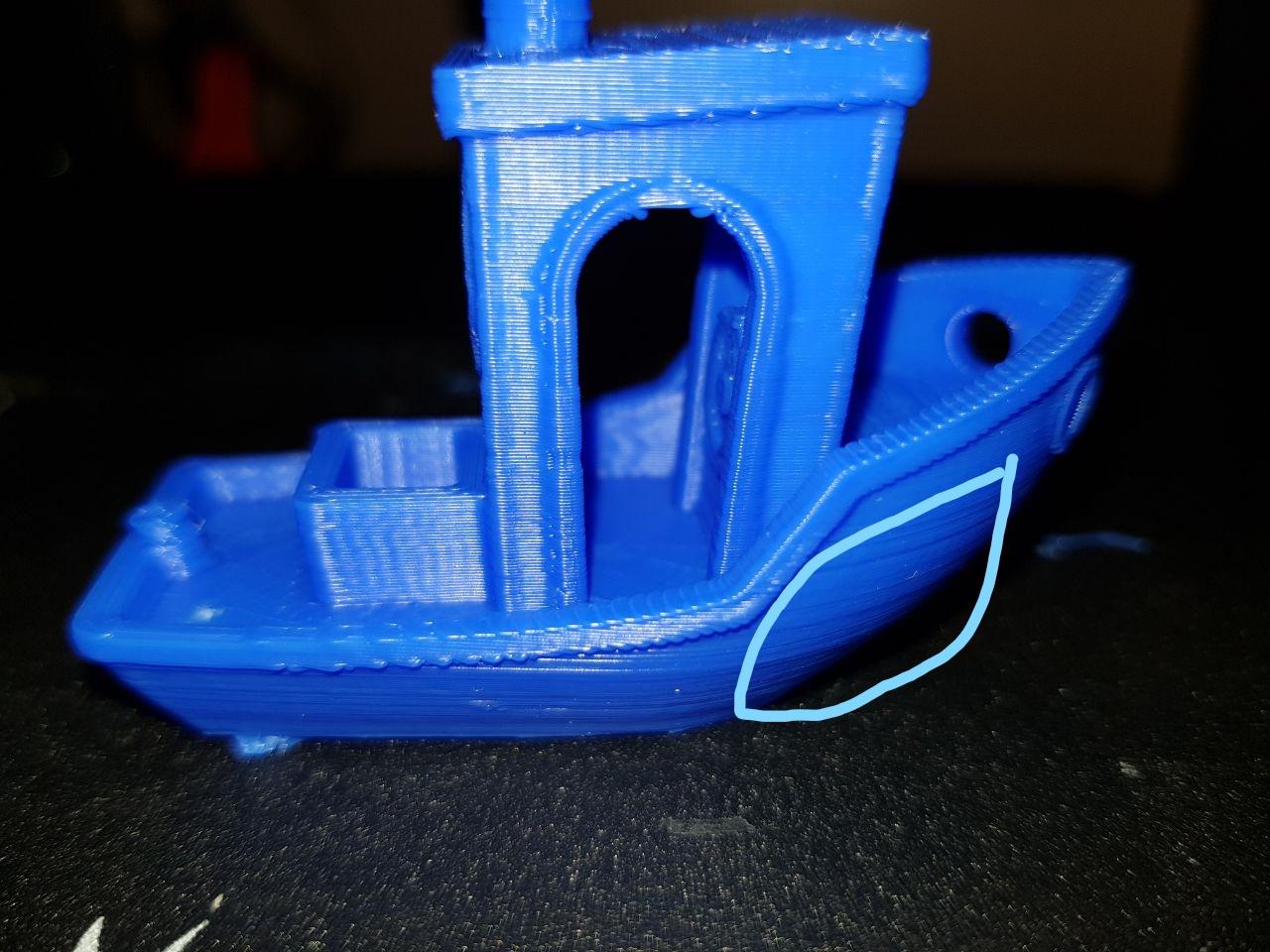
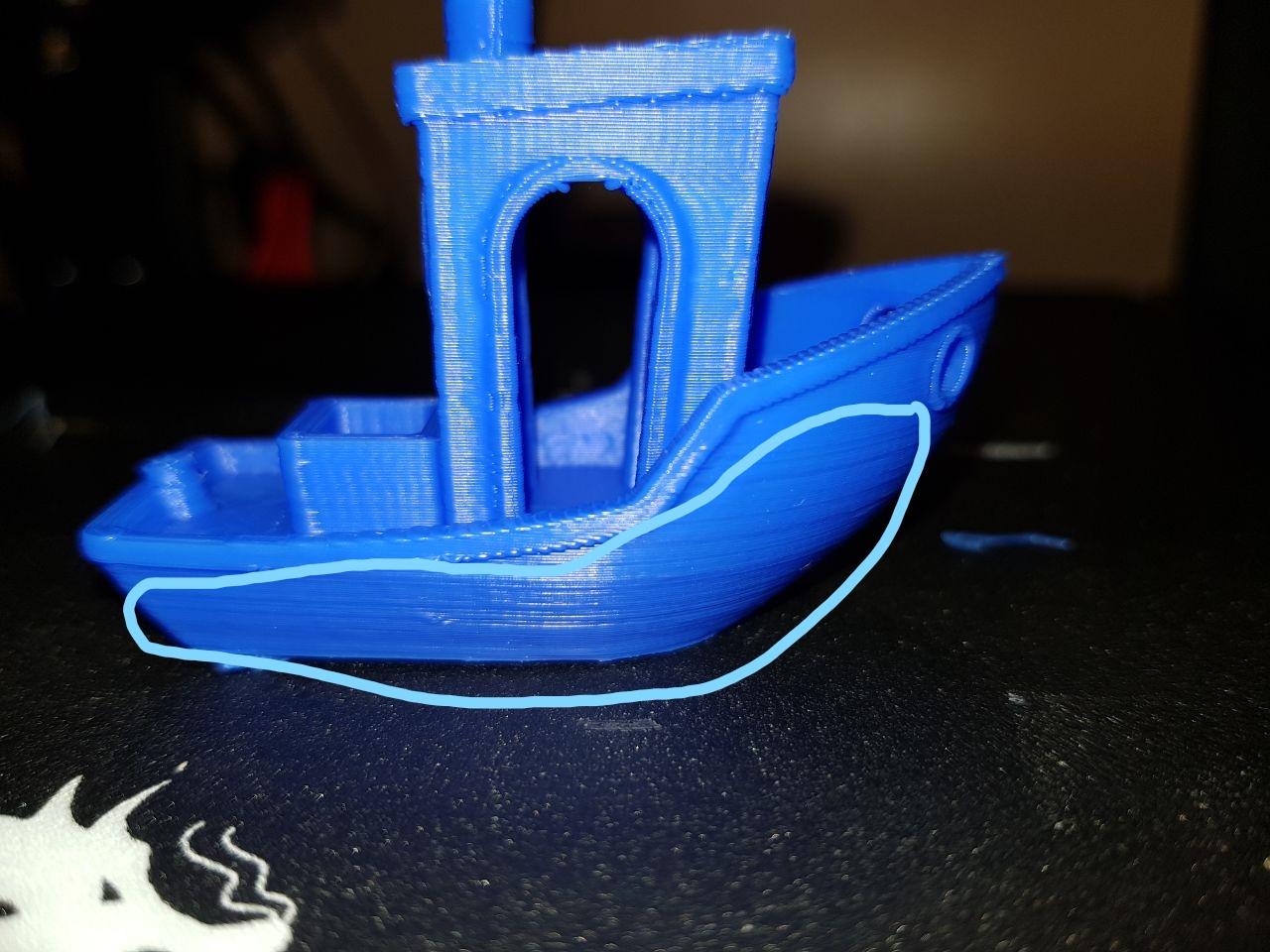
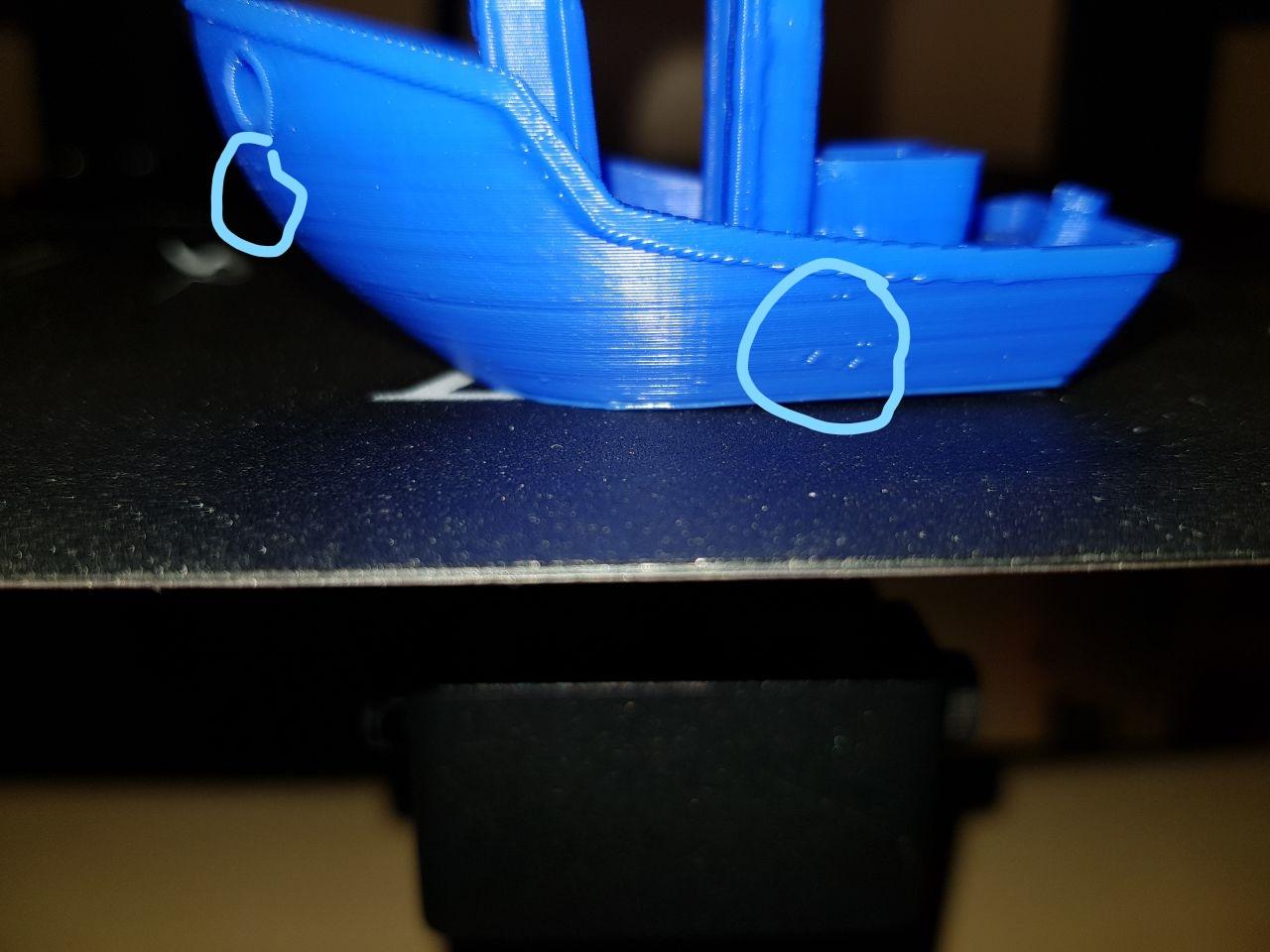
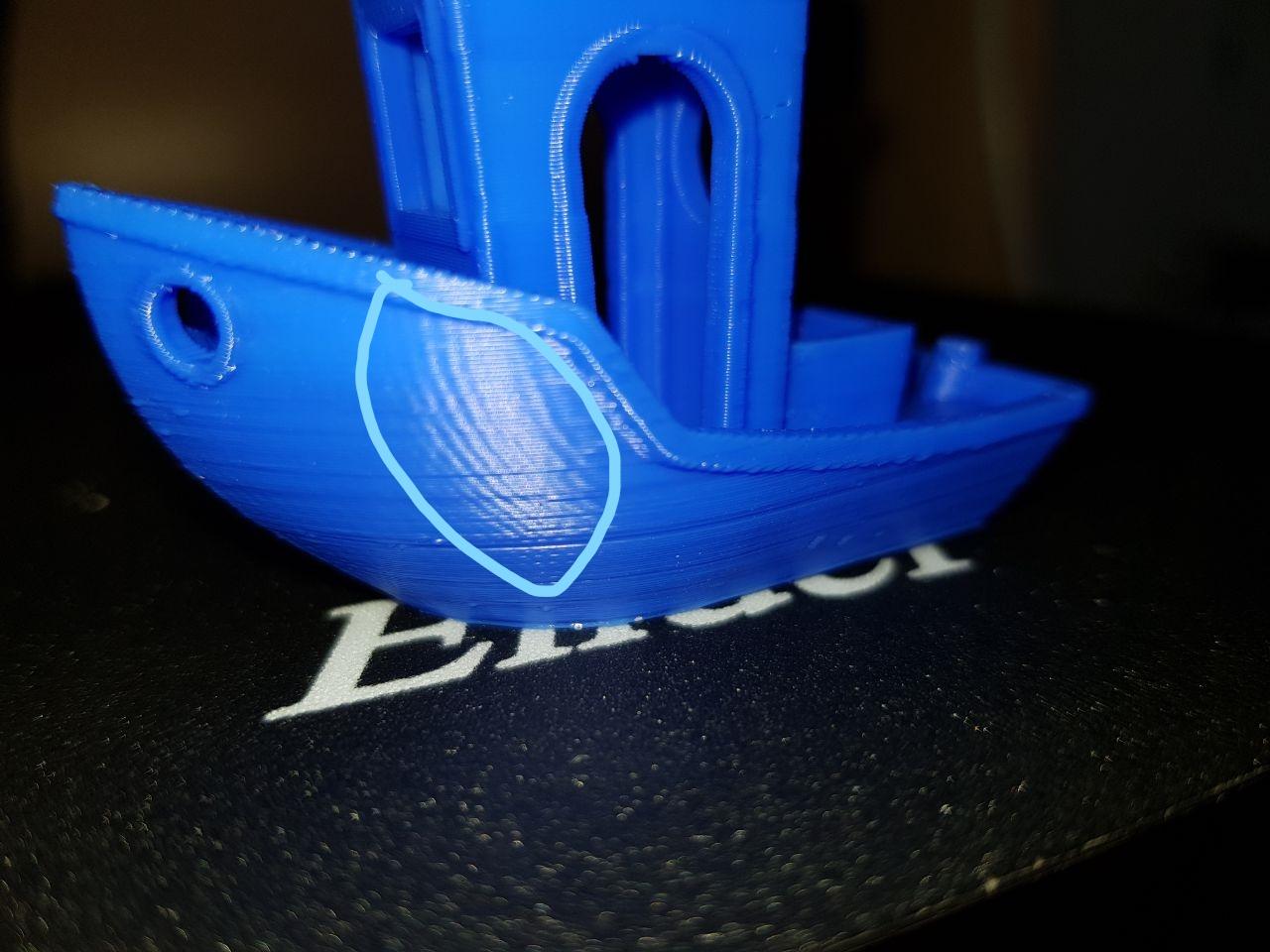
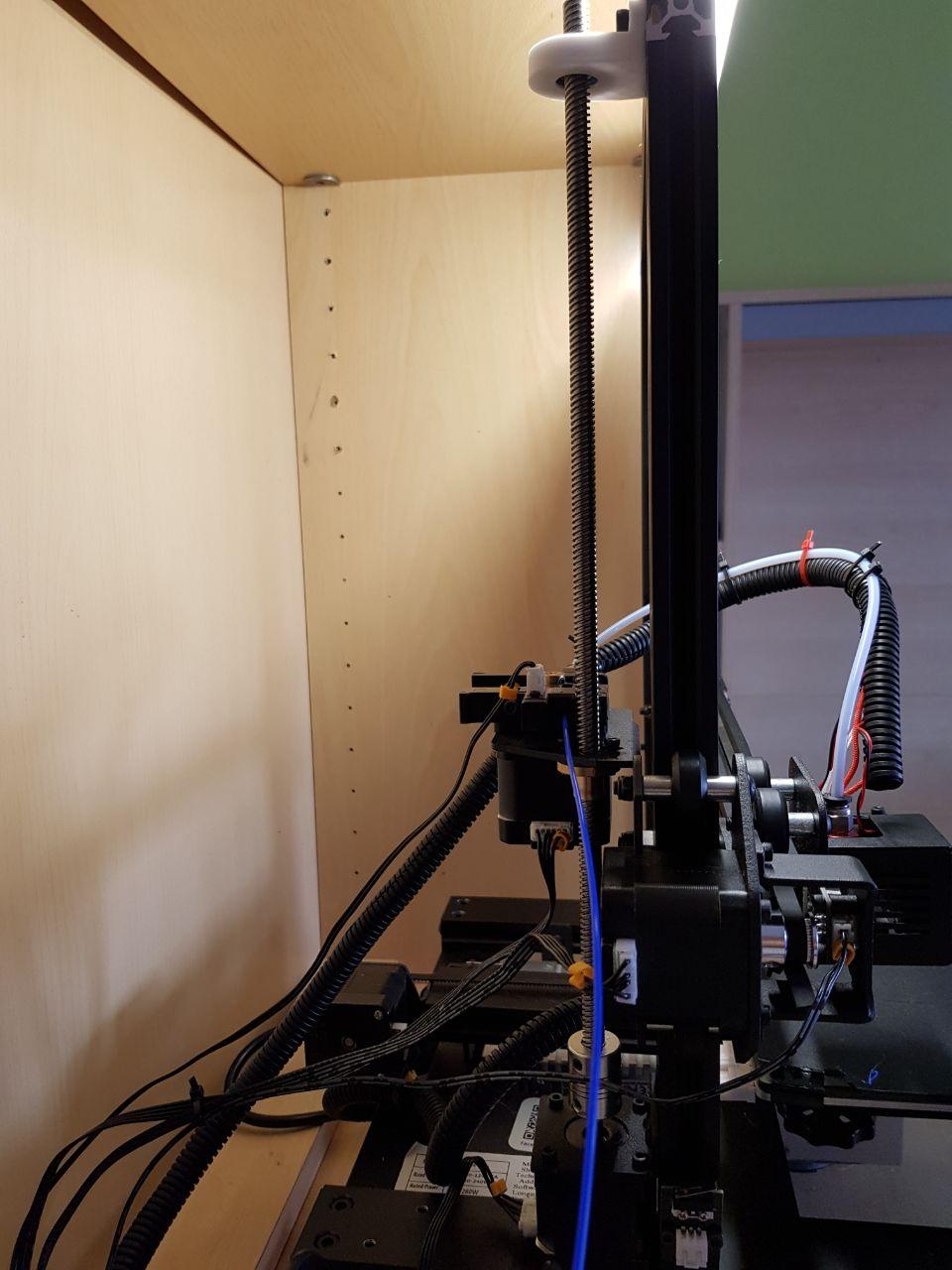
ciao a tutti, vorrei migliorare la mia qualità di stampa risolvendo questi problemini di z wooble, ghosting e cuciture per lo z wobble ho cambiato la vite senza fine (oliata con l'olio singer) ed il relativo accoppiatore stampando anche questo stabilizzatore per la vite https://www.thingiverse.com/thing:3538736 migliorando un pò la situazione ma non sono ancora soddisfatto per il ghosting ho abilitato il controllo della velocità e del jerk tramite Cura ed ho impostato come velocità 1000, e jerk 6 creando ancora dei piedini antivibrazione con l'imballo avanzato della stampante visto che i vecchi si erano infossati per le cuciture invece ho attivato il coasting nelle imnpostazioni sperimentali. cosa potrei migliorare per eliminare tutti questi difetti? nelle immagini ho lasciato tutte le mie impostazioni di Cura e la foto della vite e dei piedini antivibrazione improvvisati
-
alfawise u30 pro quale piatto adesivo di ricambio scegliere
Bagri_02 ha risposto a Bagri_02 nella discussione Hardware e componenti
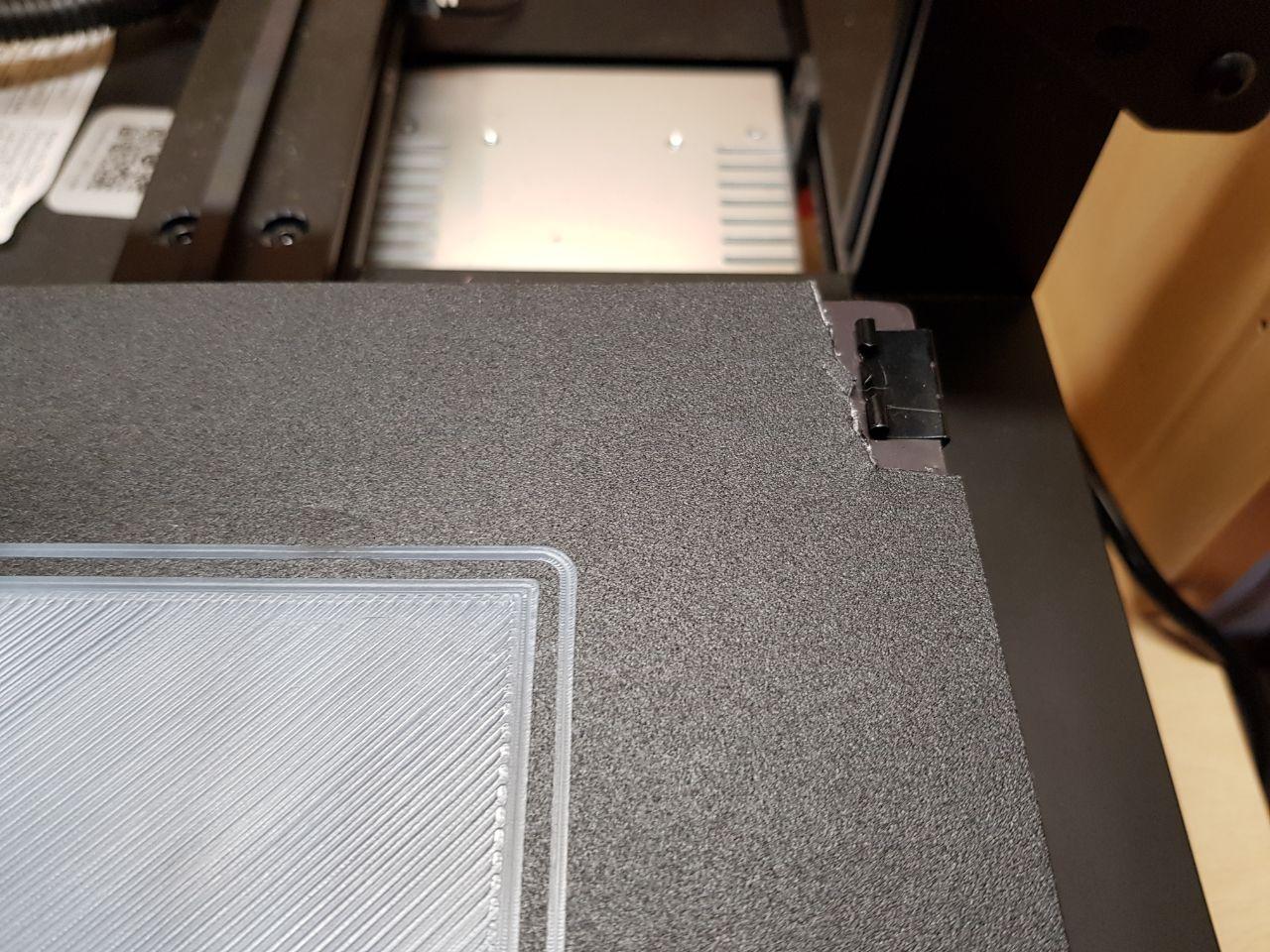
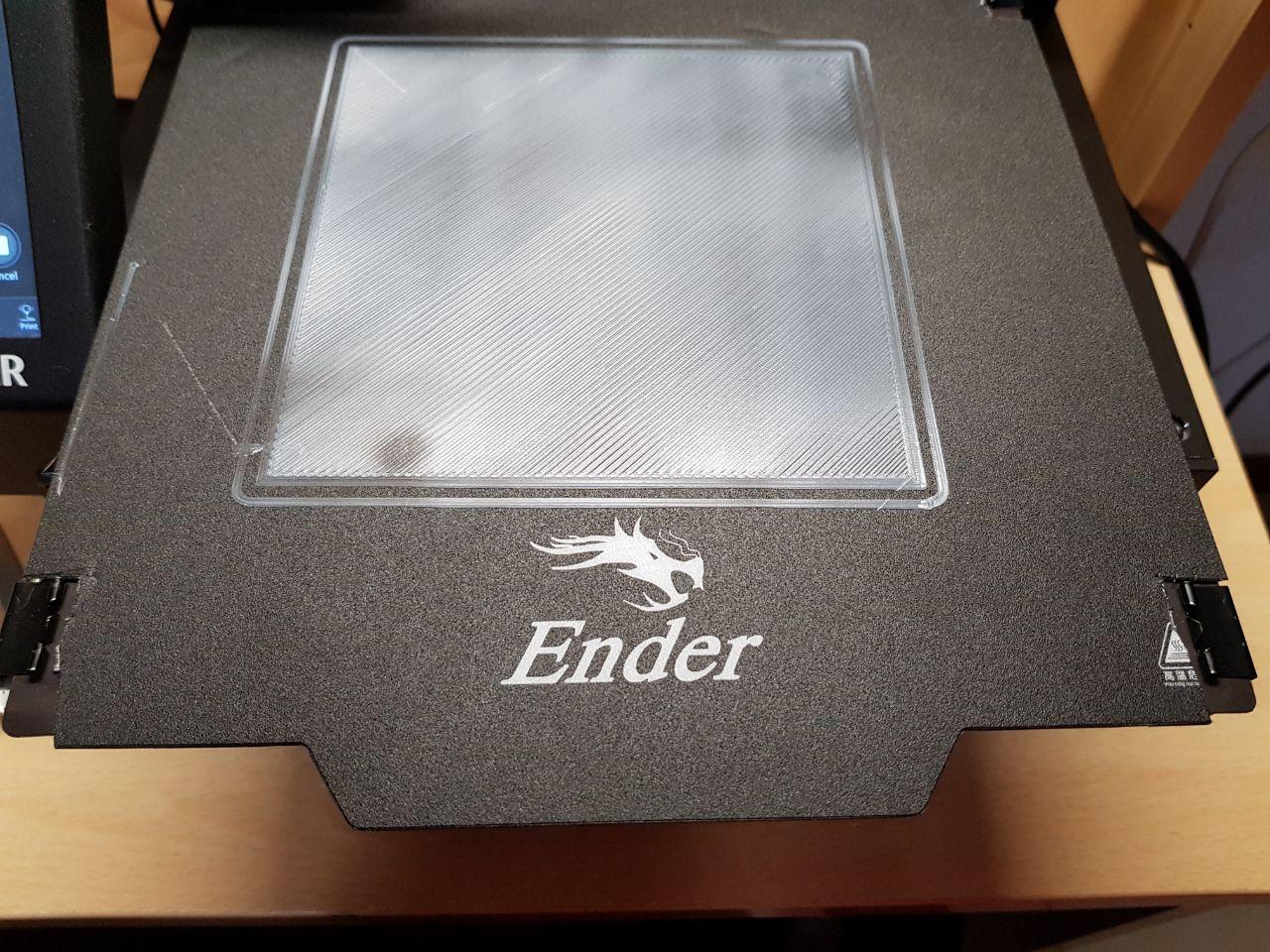
ecco le prove con il nuovo piano, alla fine ho deciso di usare il piano magnetico sopra il vetro e di tagliare i buchi per le mollette. purtroppo il taglio non mi è venuto bellissimo però funziona alla grande, il piano mi sembra ben calibrato anche se qualche piccola imperfezione dovuta a delle bollicine nel piano adesivo c'è ma sinceramente il risultato mi sembra tutto sommato molto buono. come riscaldamento provando con il dito si sente che passa un filo meno calore però dovrei provare con qualche termometro o pistola termica per sapere esattamente la differenza (a pelle penso siano 7/8 gradi) ps se hai dubbi o domande chiedi pure 😉
-
alfawise u30 pro quale piatto adesivo di ricambio scegliere
Bagri_02 ha risposto a Bagri_02 nella discussione Hardware e componenti
mi sembra una buona idea, al taglio non ci avevo pensato mi sa che opto per questa soluzione, ovvero base magnetica sopra il vetro con tagli per le mollette (non so se mi spiego) così unirei la comodità del piatto magnetico staccabile e la praticità del vetro che non si deforma: può andare come idea? ps sapresti linkarmi un piatto magnetico di buona qualità possibilmente su amazon? -
alfawise u30 pro quale piatto adesivo di ricambio scegliere
Bagri_02 ha risposto a Bagri_02 nella discussione Hardware e componenti
si, infatti sto cercando i fogli adesivi visto che, con il foglio magnetico avrei problemi con le mollettine che tengono il piatto in vetro -
alfawise u30 pro quale piatto adesivo di ricambio scegliere
Bagri_02 ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, mentre staccavo una stampa mi si è forato il piatto adesivo della stampante (il vetro è intatto) e stavo cercando su amazon quale prendere per sostituirlo, ma non saprei quale scegliere, avevo puntato quello magnetico della ender 3 ma immagino che avrei problemi con le mollettine del vetro che andrebbero inevitabilmente sotto il piatto magnetico (non so se mi spiego) e quindi immagino di dover orizzontarmi su uno adesivo come questo (https://www.amazon.it/Superficie-Riscaldato-Piattaforme-Creality-stampanti/dp/B07PDB9CHF/ref=sr_1_5?__mk_it_IT=ÅMÅŽÕÑ&dchild=1&keywords=piano+adesivo+stampante+3d&qid=1592056771&sr=8-5) ma essendocene tante varietà e non essendo sicuro della qualità non saprei quale prendere, qualcuno riesce gentilmente ad indirizzarmi su un piano di buona fattura? possibilmente su amazon, Grazie 🙂 -
alfawise u30 pro problemi con nozzle da 0,8
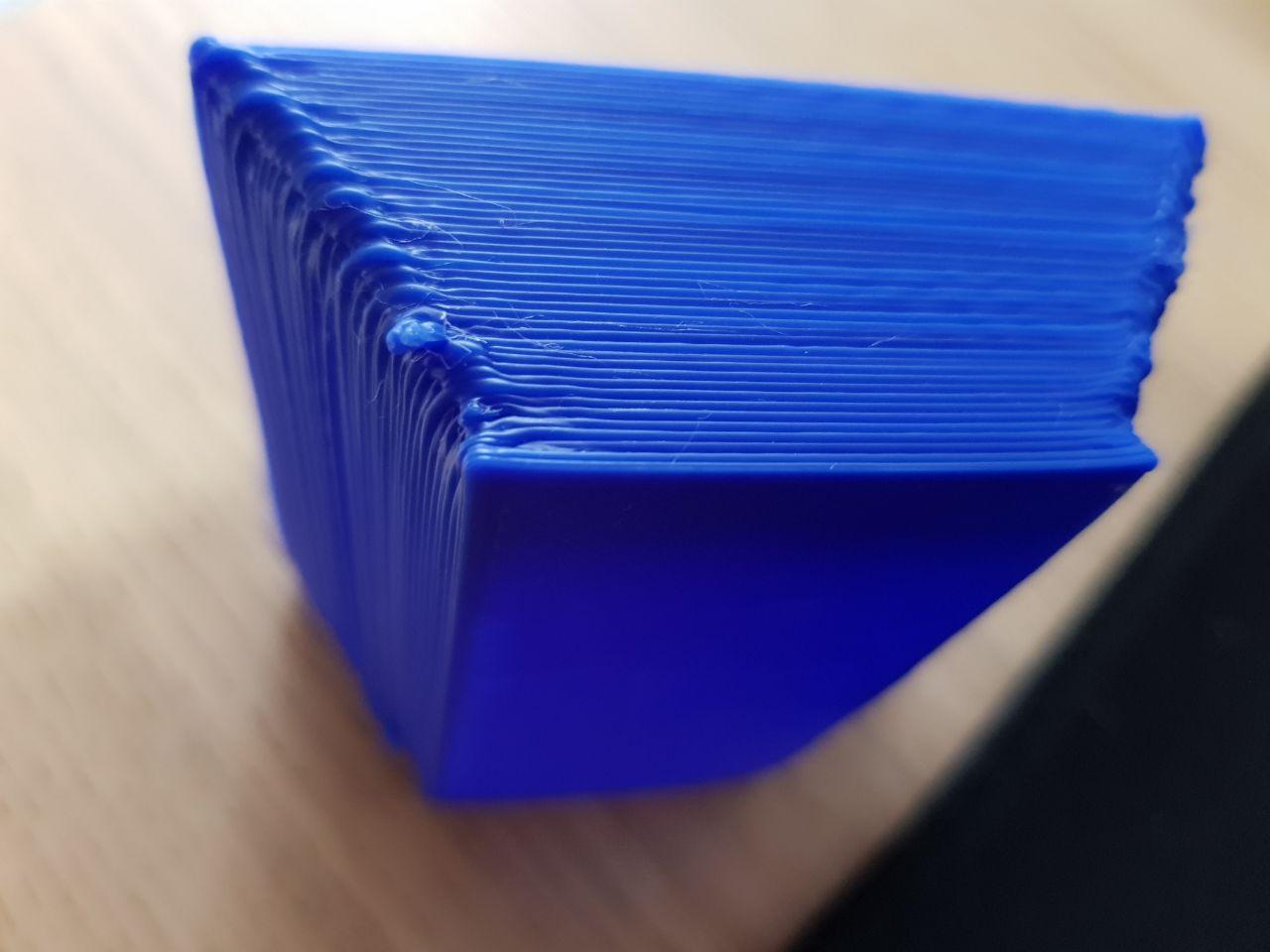
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
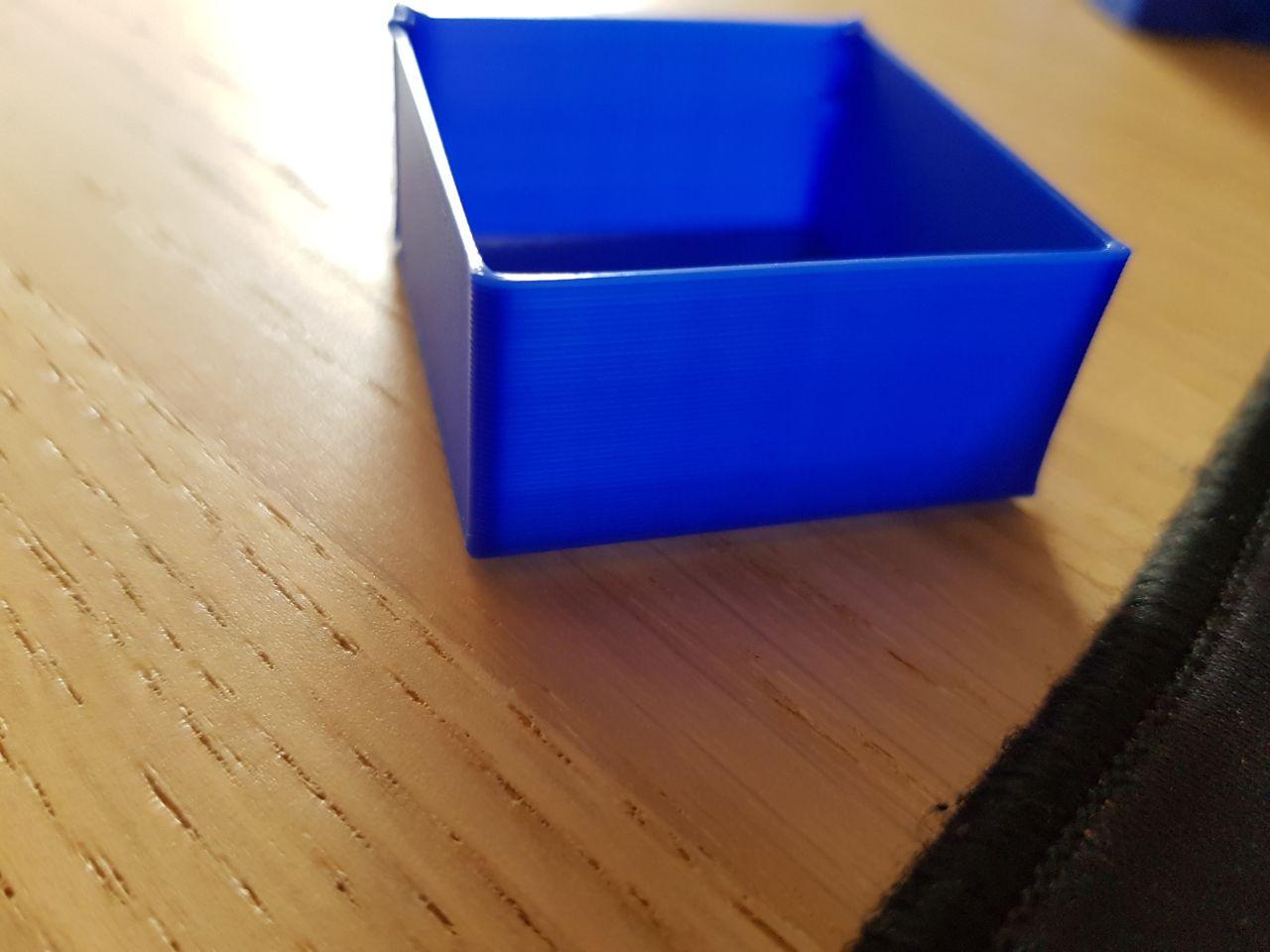
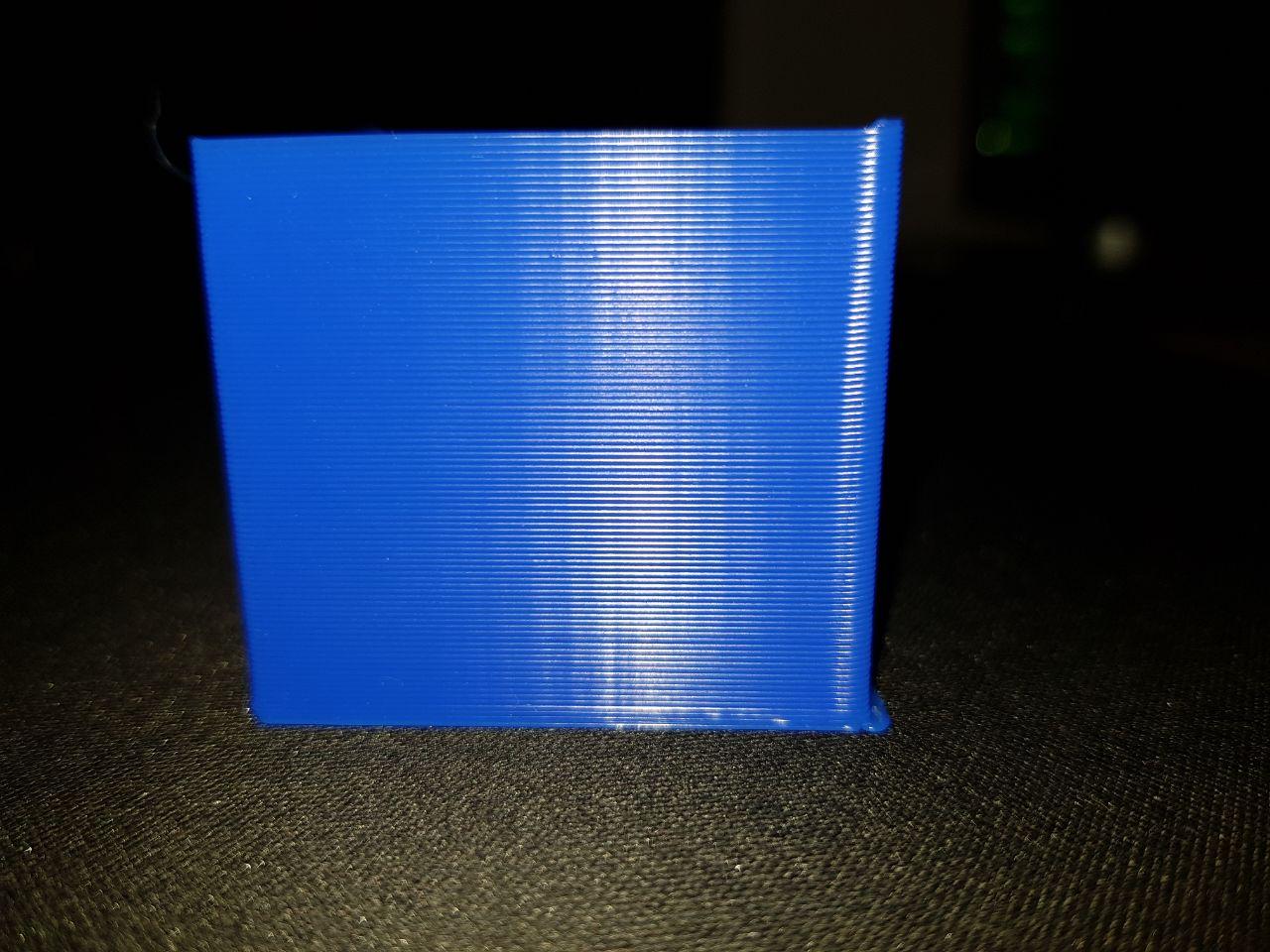
allora, ho cestinato il vecchio profilo e ne ho creato un'altro partendo da quello che usavo per lo 0,4 ed ho ottenuto un cubo quasi perfetto, non so cosa abbia toccato di sbagliato con quello vecchio pero ,vi lascio quello giusto e quello sbagliato negli allegati se volete controllare e magari darmi qualche dritta per quello corretto🤗 profilo 0,8 corretto.curaprofile profilo 0,8 sbagliato.curaprofile
-
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
si, immagino sia questa l'impostazione
-
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
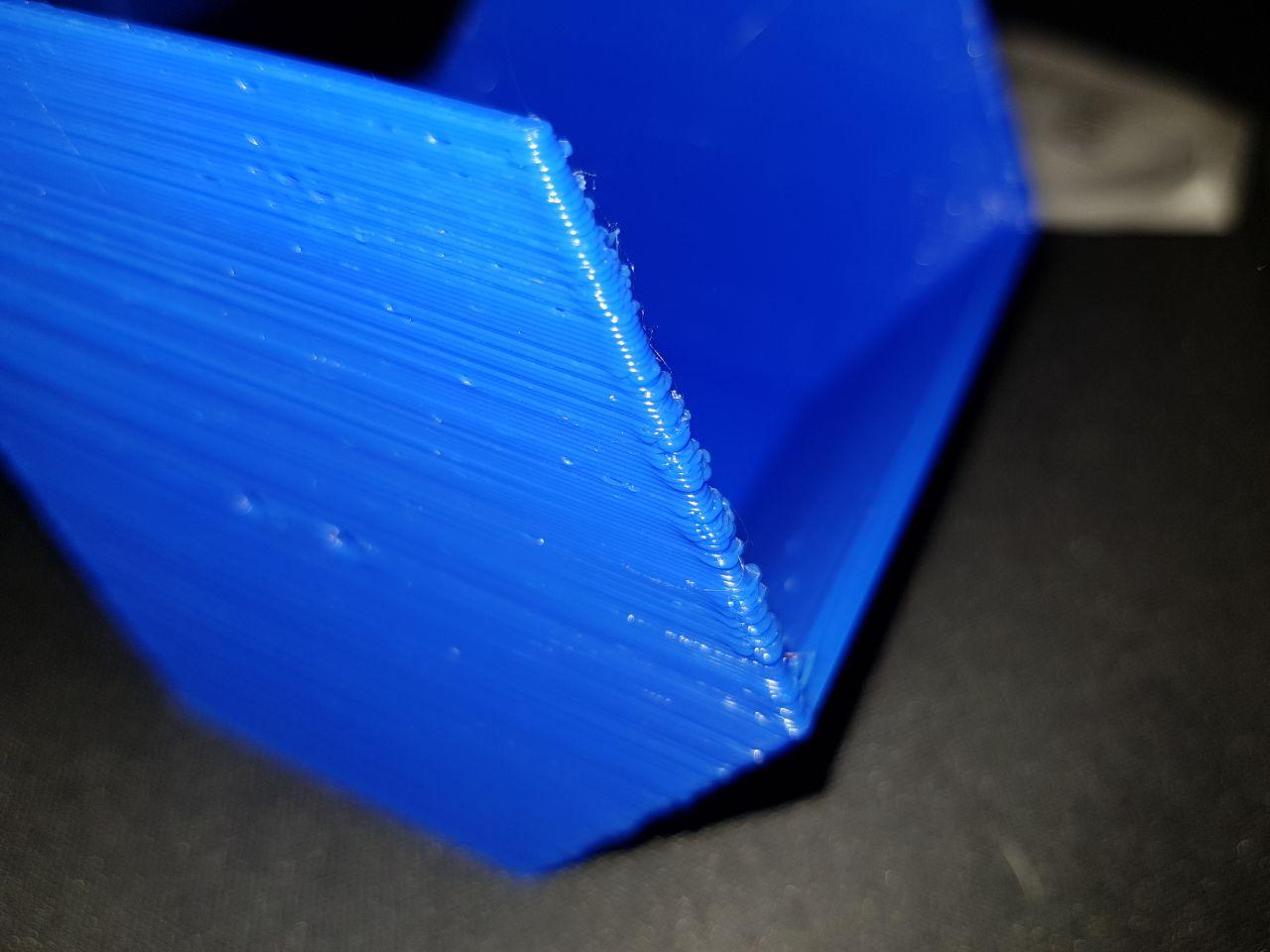
allora, ho fatto un po di test, ho abbassato la temperatura da 200 a 190, ho provato a diminuire la larghezza di estrusione e anche ad aumentarla, ho diminuito il flow, ho messo 30mms come velocità per tutto (spostamenti a parte) ho provato anche a mettere un'altro ugello da 0,8 ma niente, ho sempre questi rigonfiamenti ai lati esterni e queste colature interne insieme allo stringing, lascio anche gli screen dei miei settaggi di cura
-
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
non mi offendo tranquillo, gli step dell'estrusore gli avevo già regolati precedentemente, adesso sto cercando di fare dei thin wall test per regolare il flusso -
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
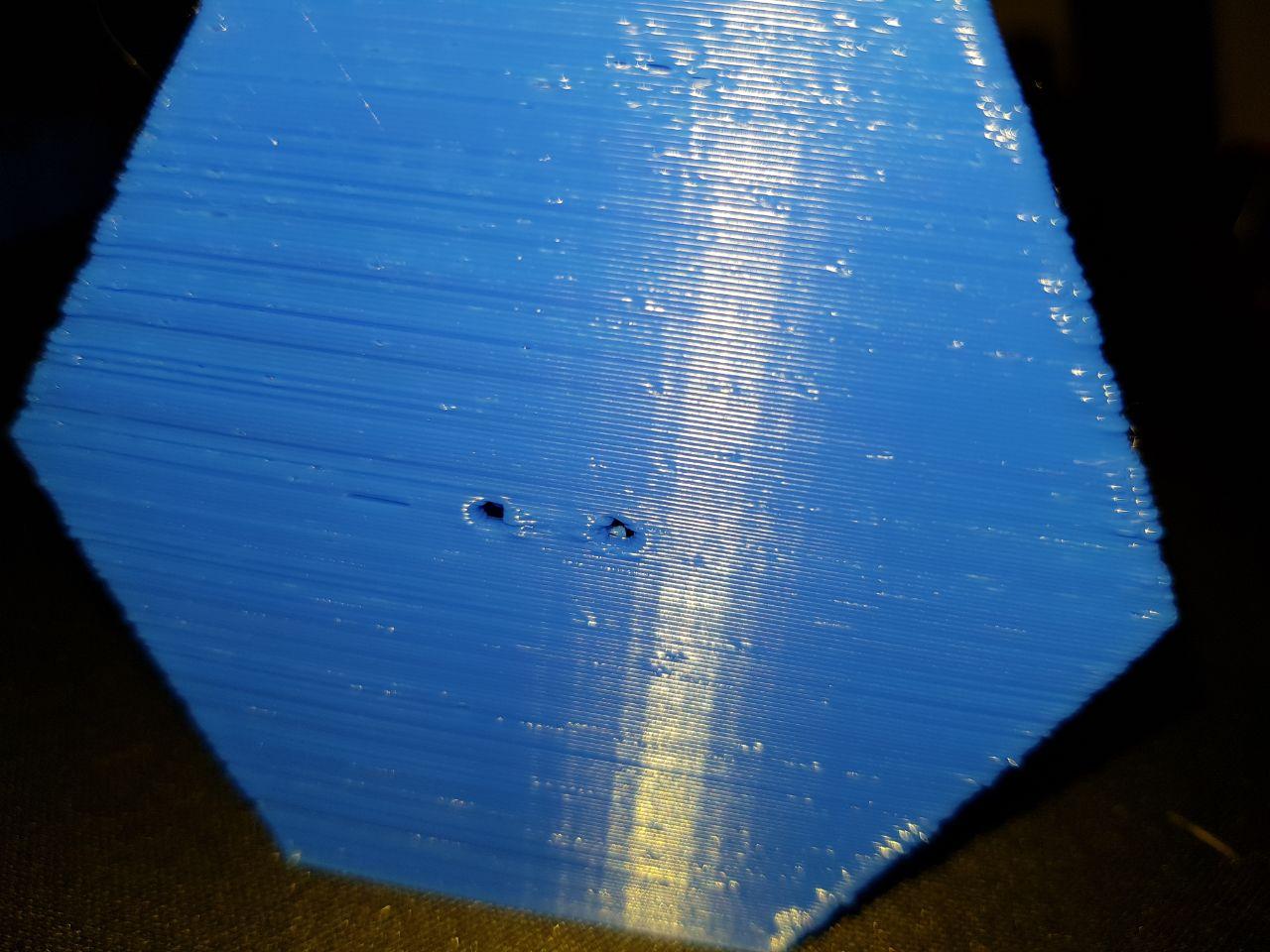
il pezzo è stampato ad o,4 di altezza e 0,8 di larghezza (forse troppo?), la ventola è sparata al 100%, per quella cagata a cosa ti riferisci? 🤔 -
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
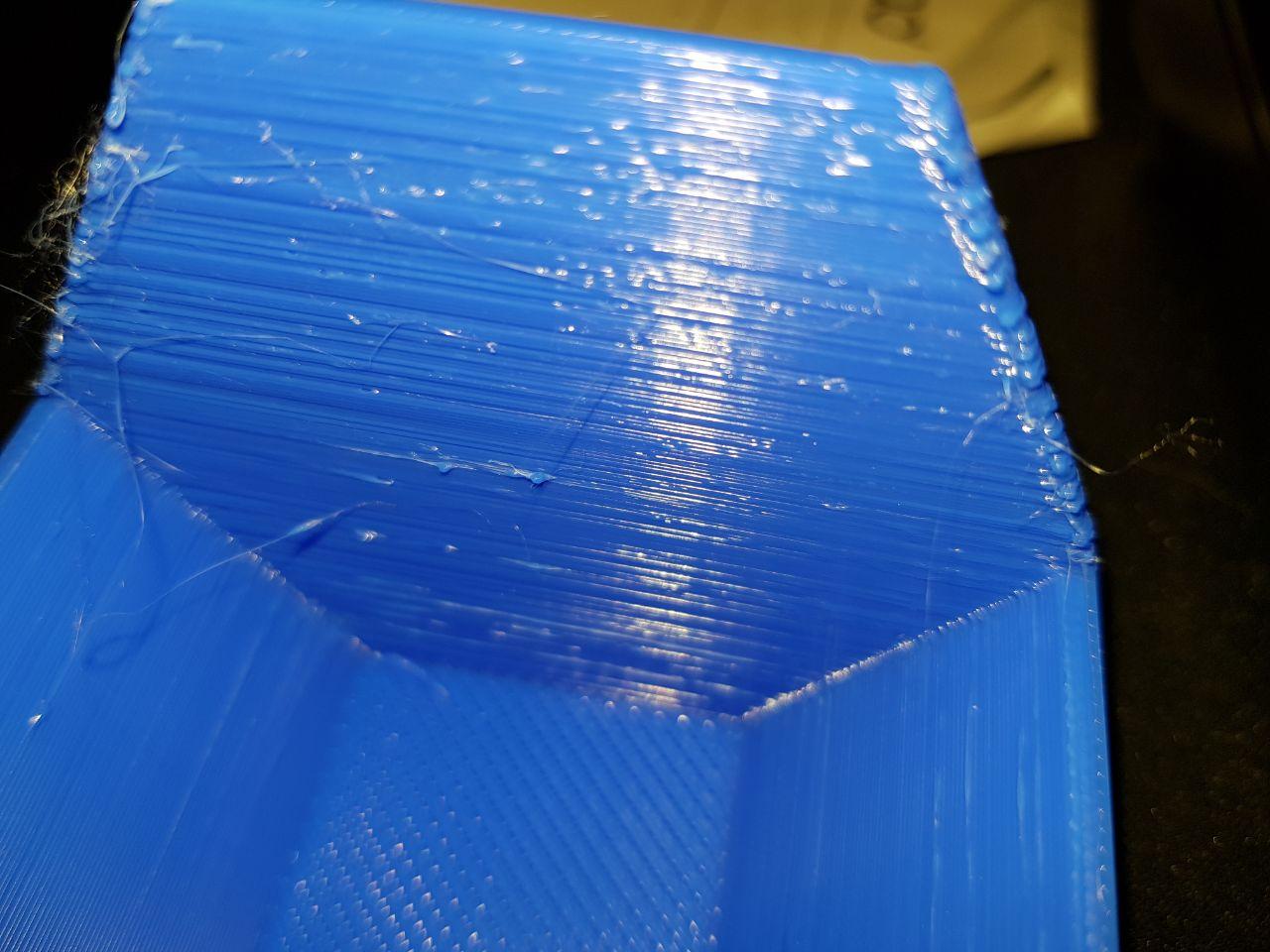
adesso invece come posso sistemare queste bolle e buchetti nella stampa? non ho idea di cosa andare a toccare nello slicer (uso cura)
-
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
ho rifatto il test a 0,4 di altezza layer ed è migliorato di molto, adesso provo con altezza di 0,5. immagino che il problema sia dovuto ad un'altezza layer superiore alle capacità dell'ugello dovute anche ad una precisione non perfetta dello stesso visto che è quello del kit da 16 a 10£ su amazon
-
alfawise u30 pro problemi con nozzle da 0,8
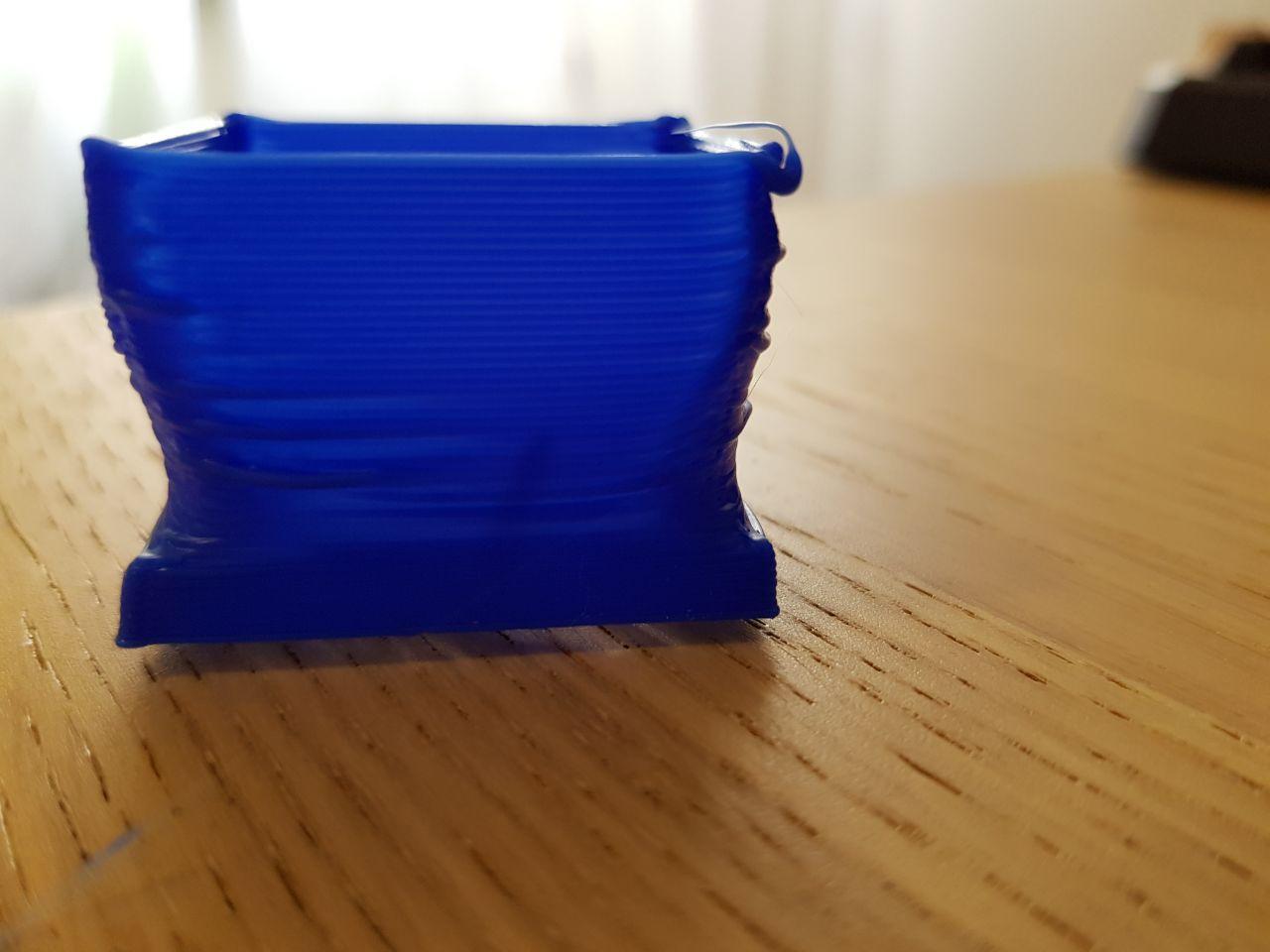
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
ecco il test a 100 di flusso, è venuto meglio ma questo restringimento all'inizio e le colature rimangono
-
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
pla plus della sunlu -
alfawise u30 pro problemi con nozzle da 0,8
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
ok, come temperatura sto sui 200 gradi oppure la alzo? -
alfawise u30 pro problemi con nozzle da 0,8
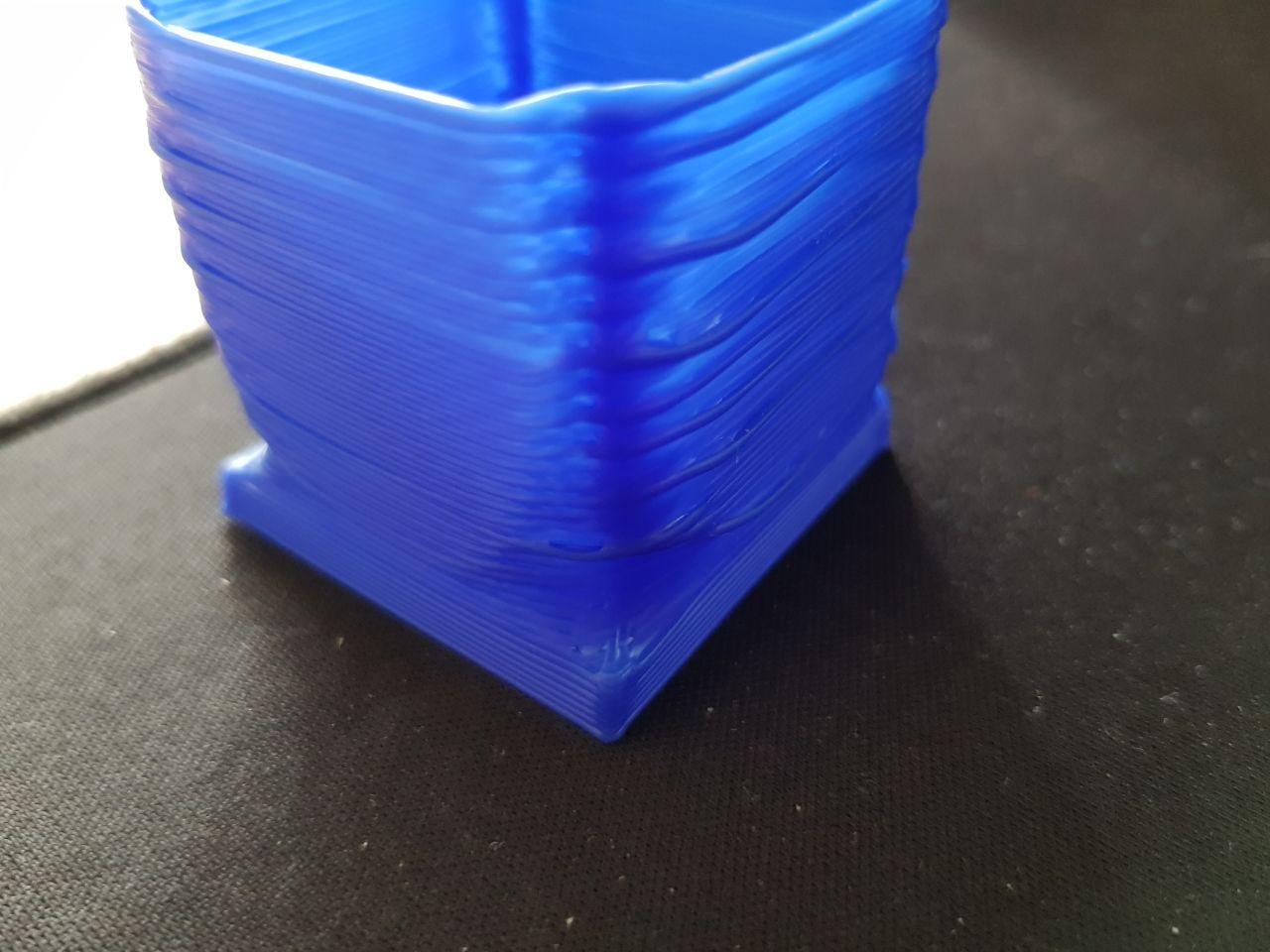
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
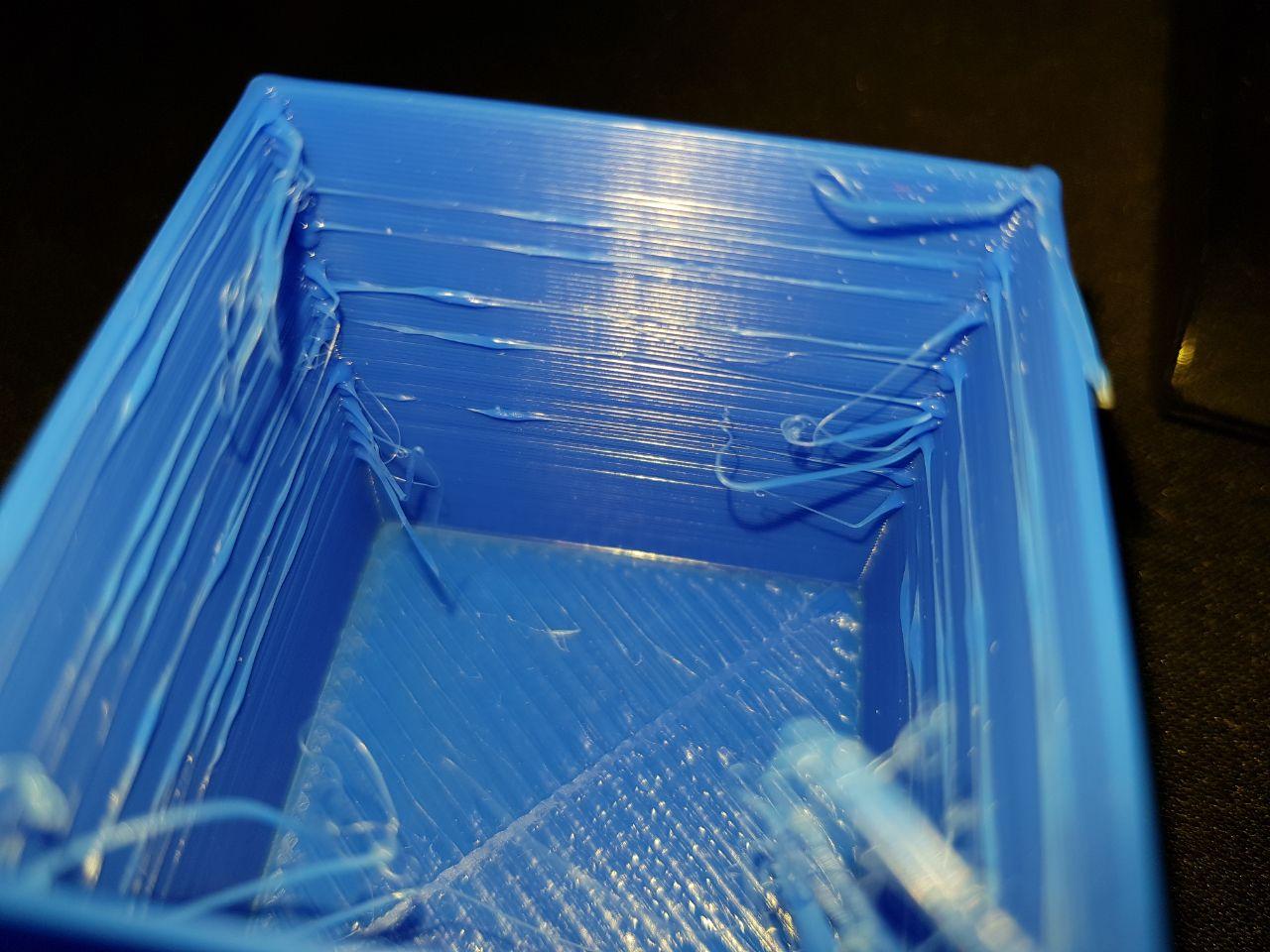
il flusso è impostato a 75, ho fatto un thin wall test con l'altezza layer impostata a 0,2 ed è a posto, ma appena alzo a 0,6 le cose si complicano ed il cubo esce così
-
alfawise u30 pro problemi con nozzle da 0,8
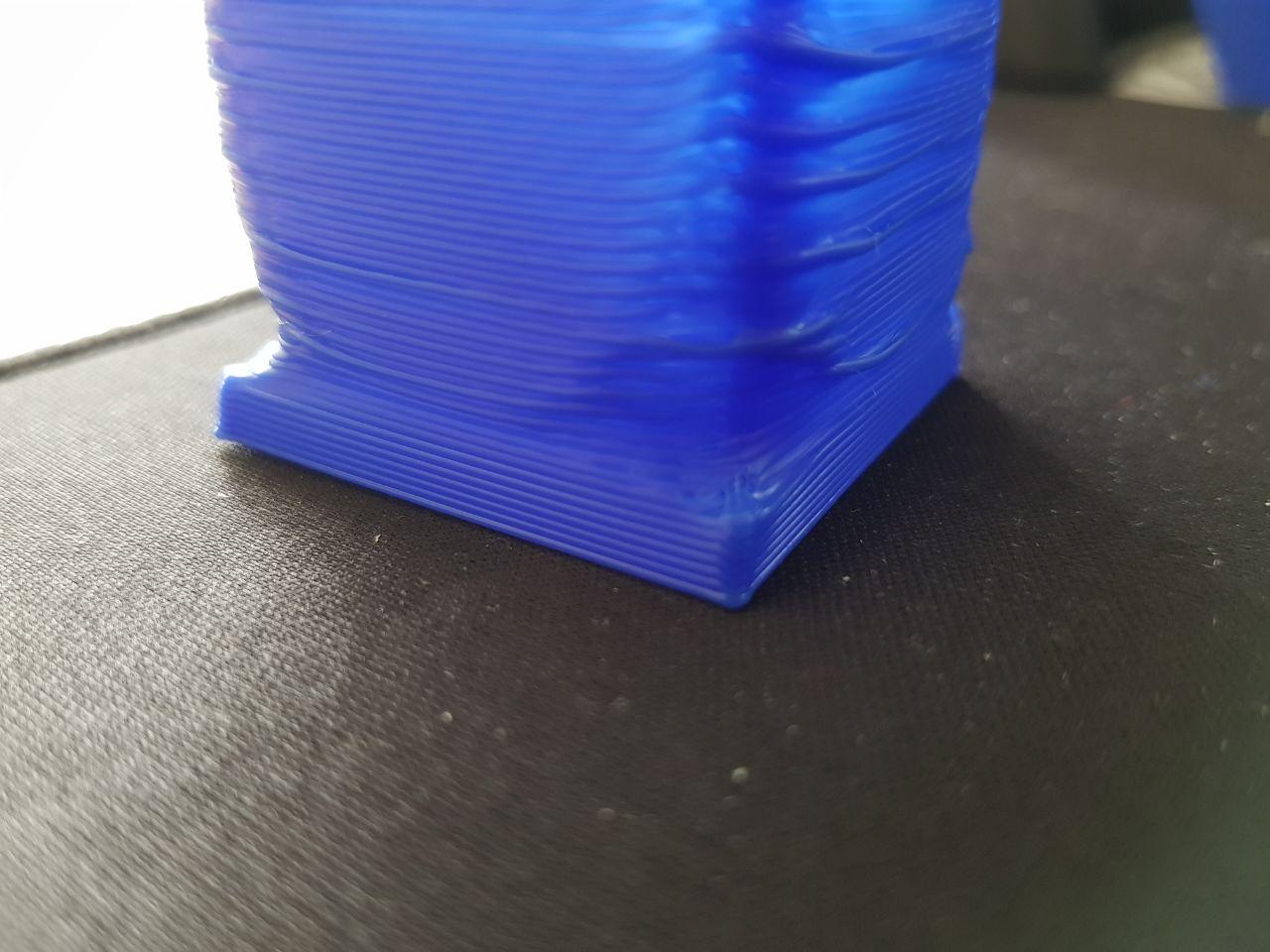
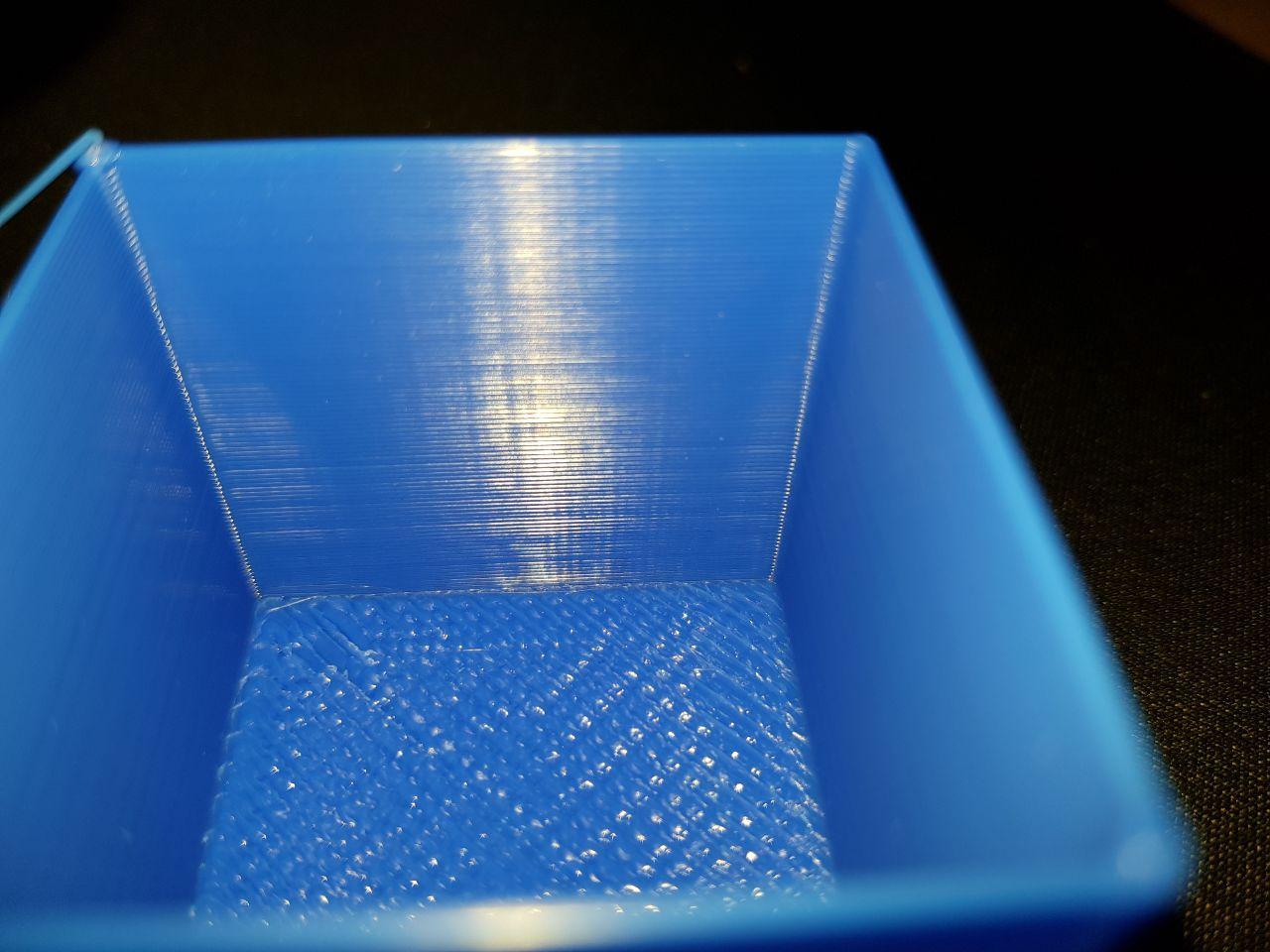
Bagri_02 ha pubblicato una discussione in Problemi generici o di qualità di stampa
ciao a tutti, sto facendo delle prove con nozzle da 0,8 per stampe più grosse ma, i risultati non mi soddisfano per niente, come potrei risolvere? altezza layer 0,6 larghezza 0,8 temp 195 velocità 40 mms ventole al 100% ritrazione 10 mm a velocità 60mms
-
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
davvero? buono a sapersi... per chiudere il topic e segnarlo come risolto devo aspettare un'admin? -
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
allora, ho regolato le molle mentre faceva questo test e penso di essere a posto, i pezzi hanno il giusto compromesso di adesione e dopo aver regolato il flow il problema dello stringing sembra essere sparito (spero) ed il nozzle non gratta più, quindi immagino che il problema che ho riscontrato all'inizio sia dovuto alla combinazione di regolazione piatto, asse z e flow sbagliati. per il flow anche a me sembra bassino 83 ma quando ho regolato gli stepxmm dell'estrusore sono passato da 96,20 a circa 118 (adesso non mi ricordo esattamente il valore) quindi immagino sia dovuto anche a quello 🤔 adesso mi mancano da regolare gli step degli altri assi per avere una stampante precisa e ben calibrata per poi iniziare a stampare seriamente🤗 ps Ti ringrazio per avermi aiutato e dato qualche dritta, spero che questo topic possa aiutare qualche Maker alle prime armi come me 🙂
-
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
a quanto pare era il gcode impazzito, infatti a fine stampa la percentuale di completamento segnata sul display era 64 nonostante fosse alla fine, poi ho fatto mezzo cubo e l'infill presentava dei minuscoli gap visibili anche dalla preview di cura quindi immagino siano normali. ho appena fatto un thinwall test e a quanto pare avevo problemi di sovraestrusione perchè da valore 100 di estrusione sono passato ad 83, adesso metto in stampa i test dei quadrati riducendoli a 75 di x e y e ti faccio sapere -
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
va bene grazie, appena termina la stampa provo visto che sto notando anche dei buchi nel riempimento 😞 -
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
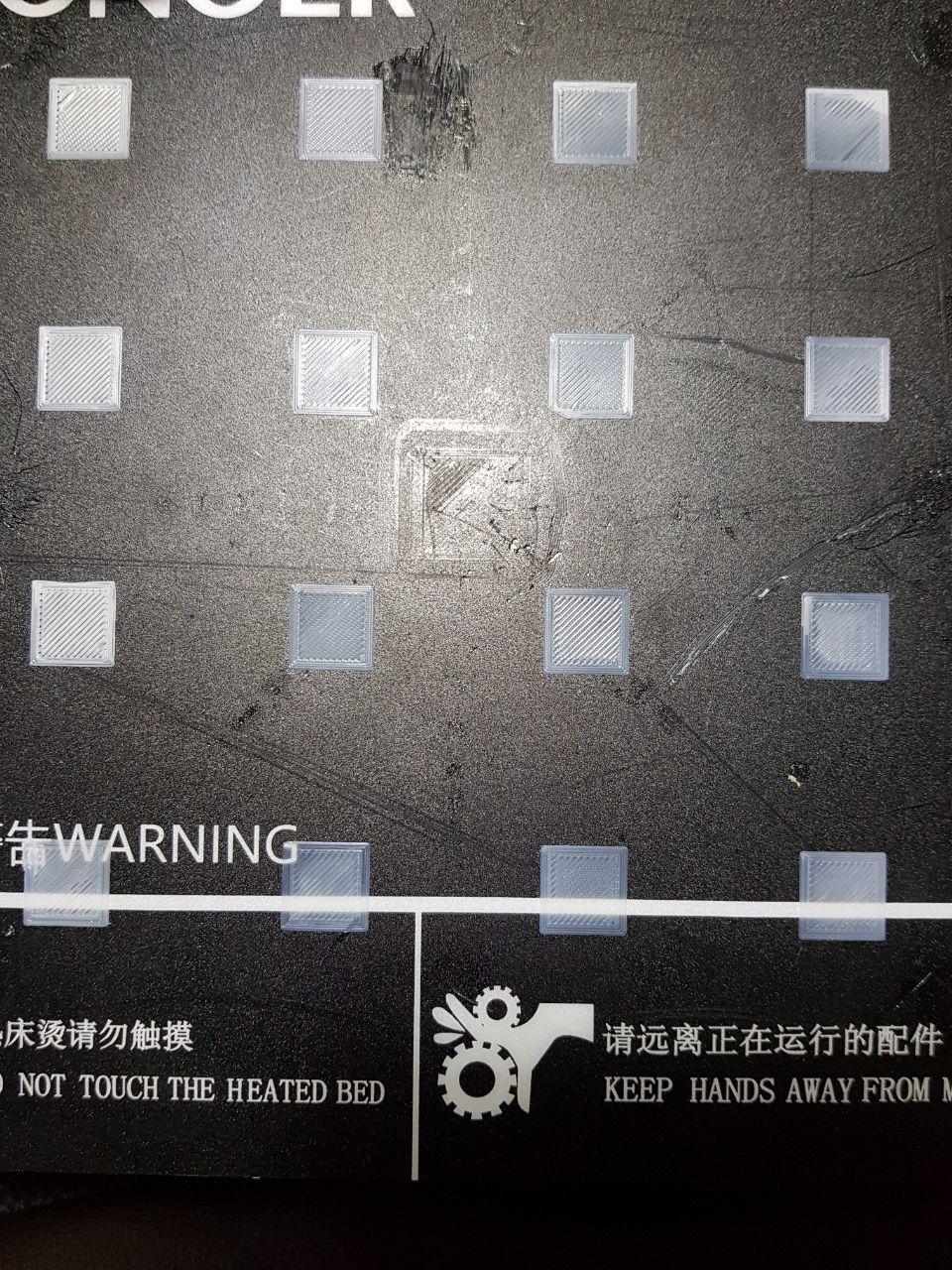
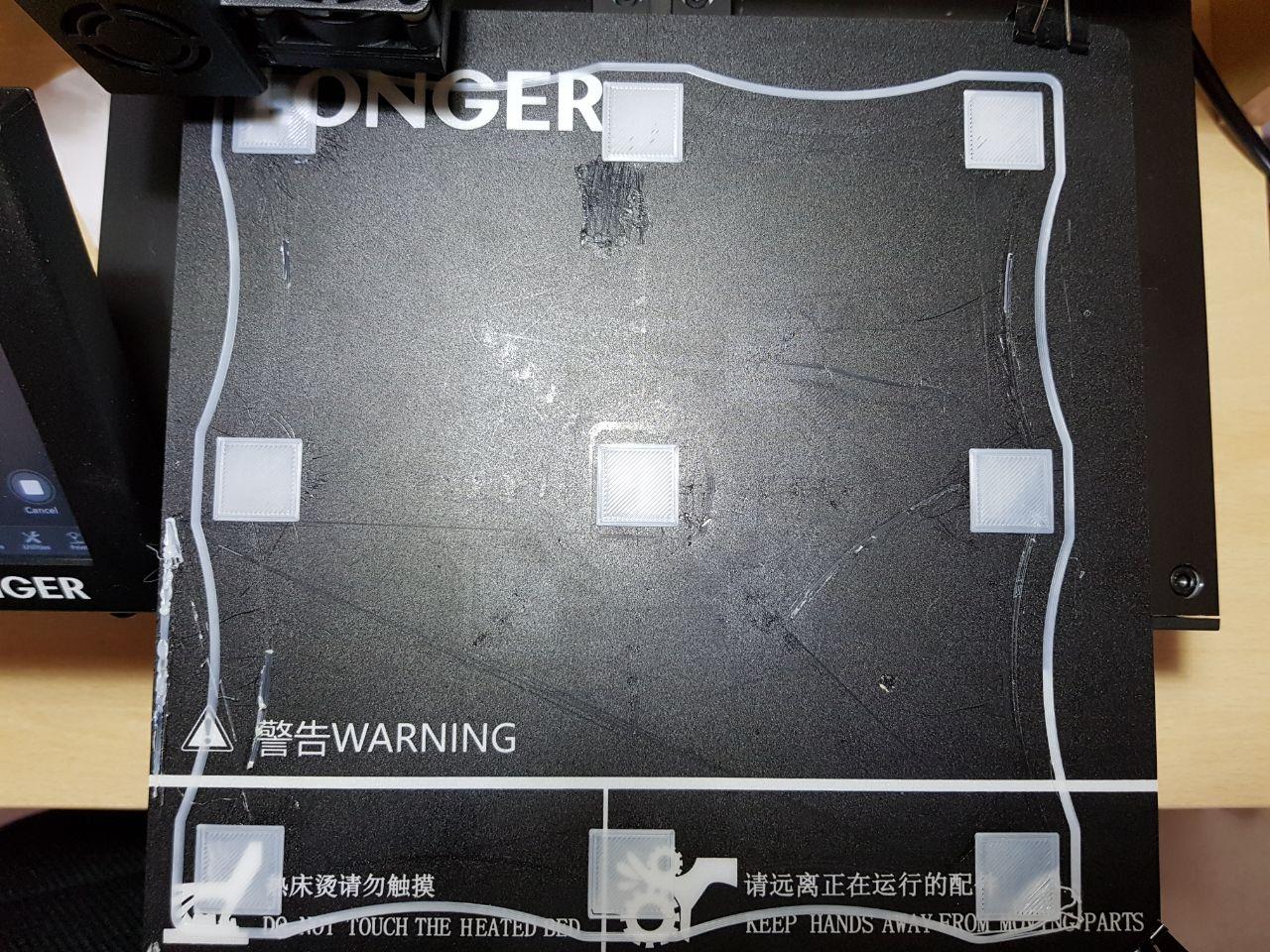
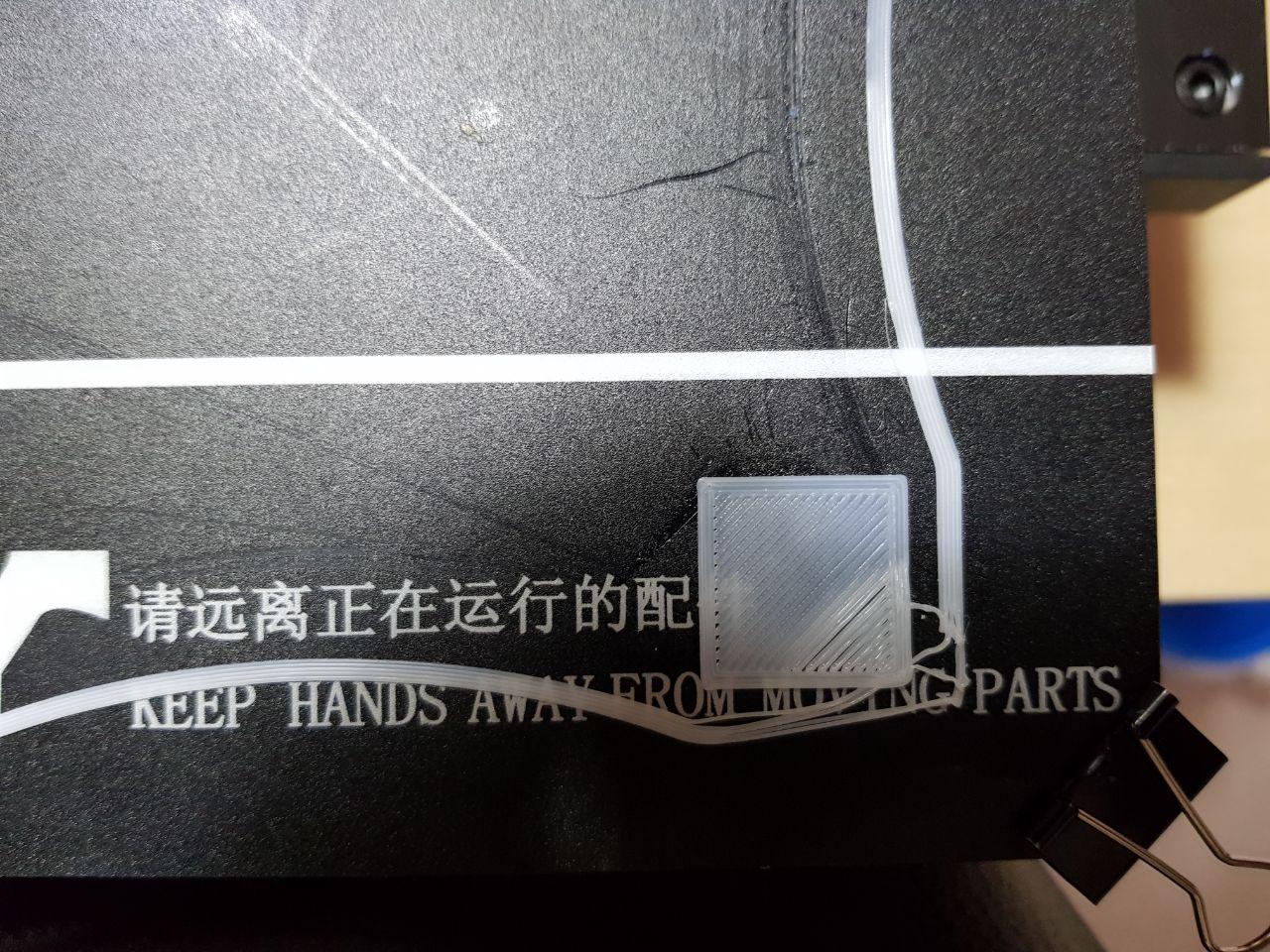
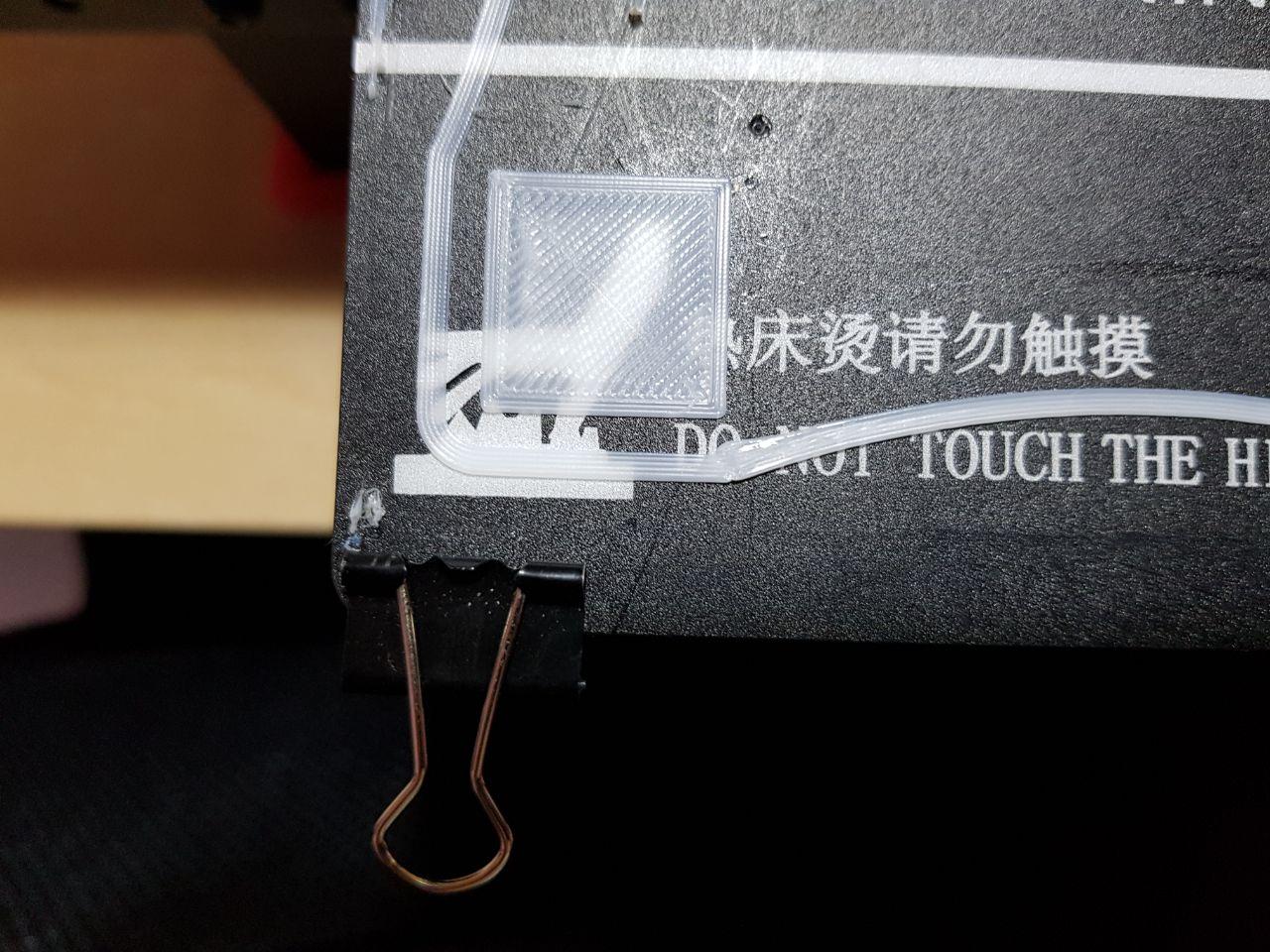
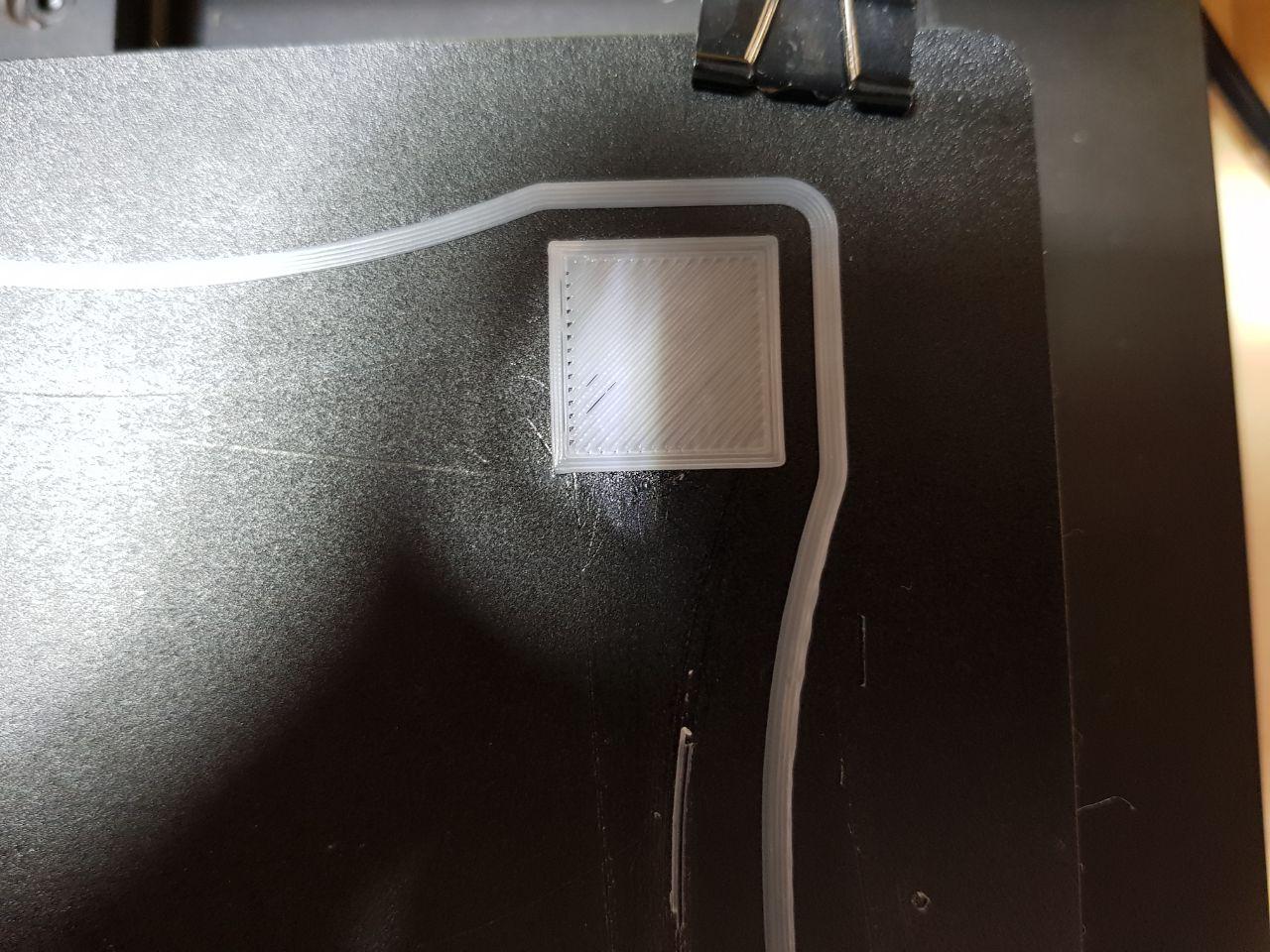
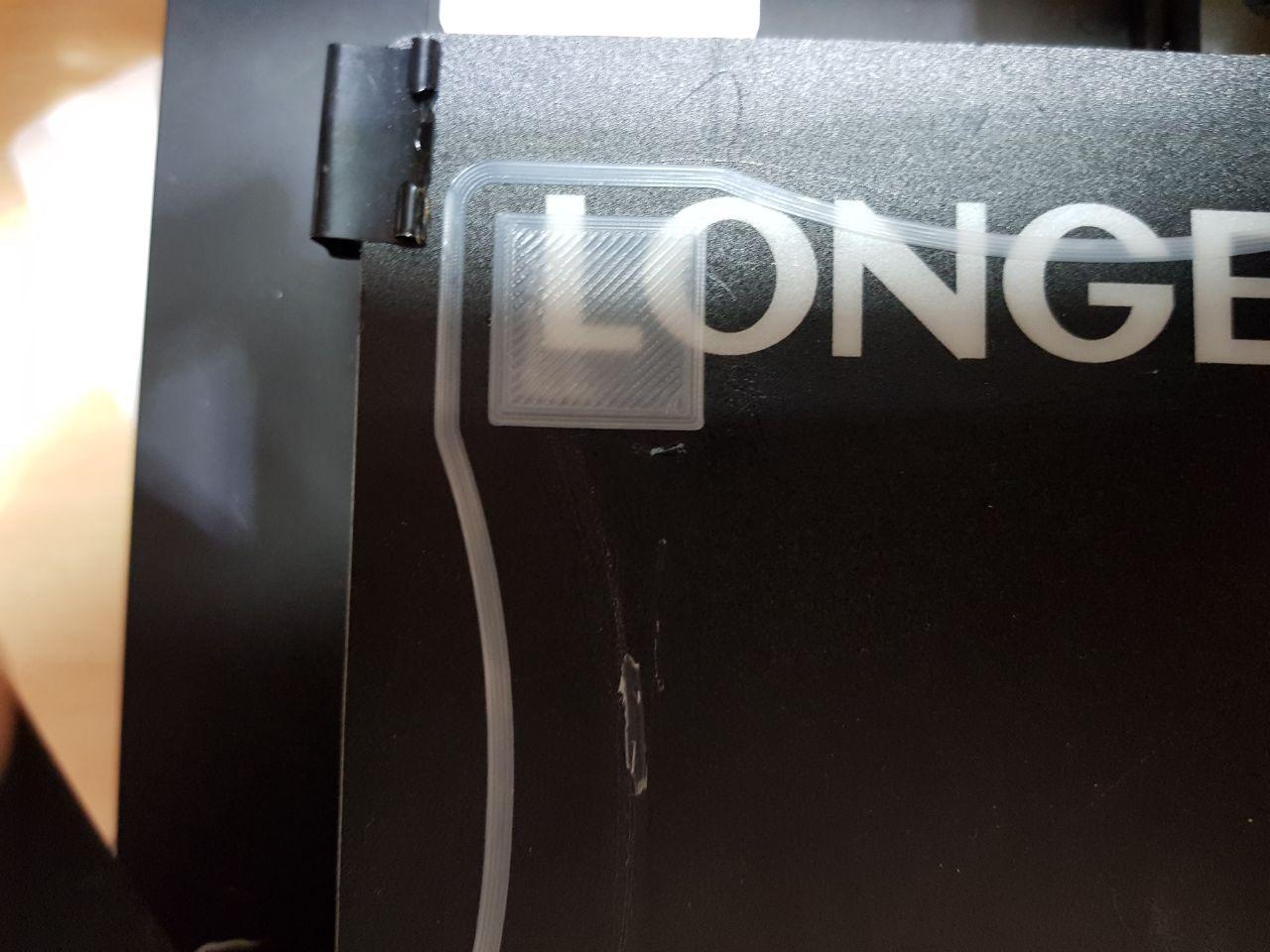
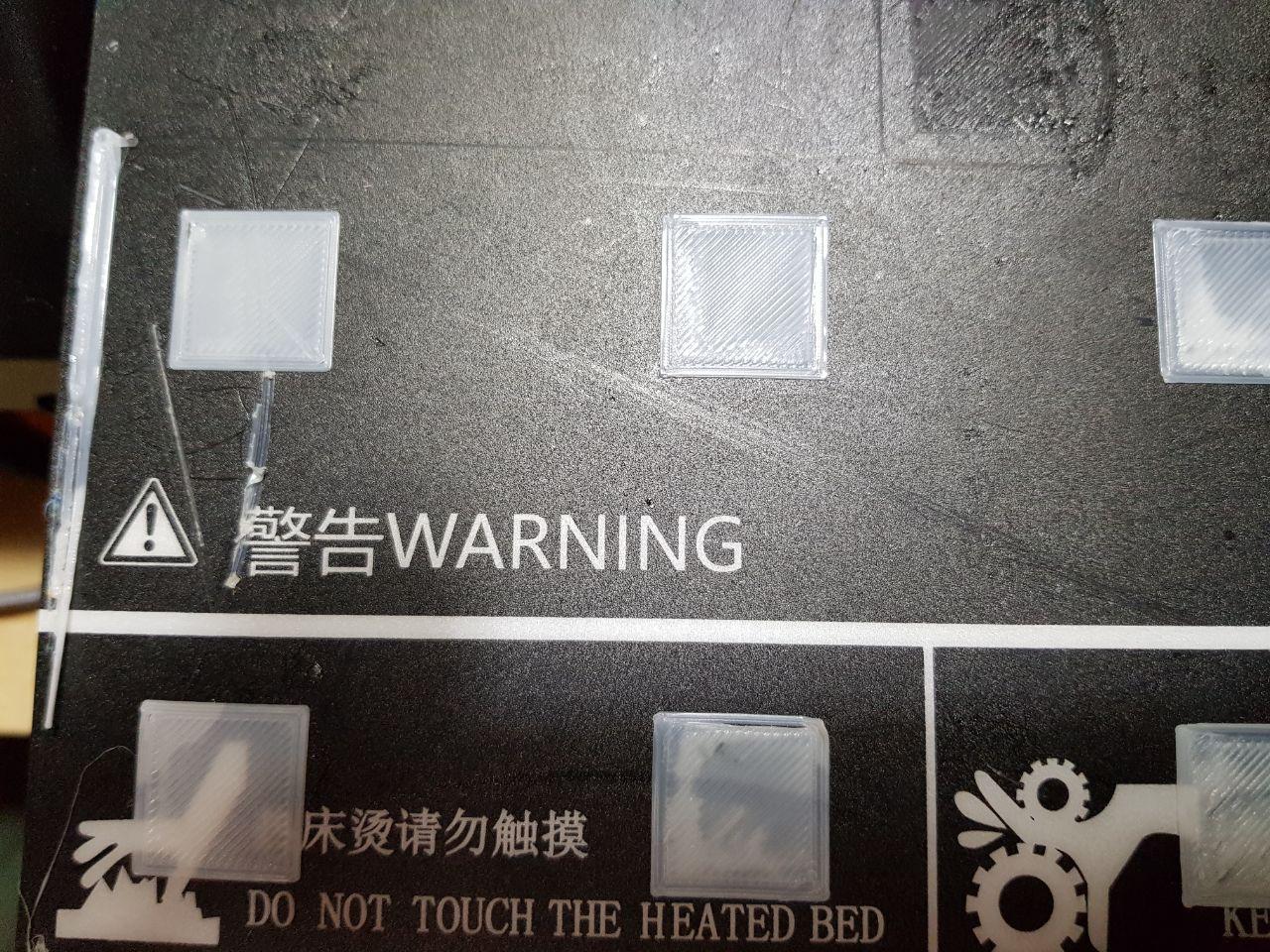
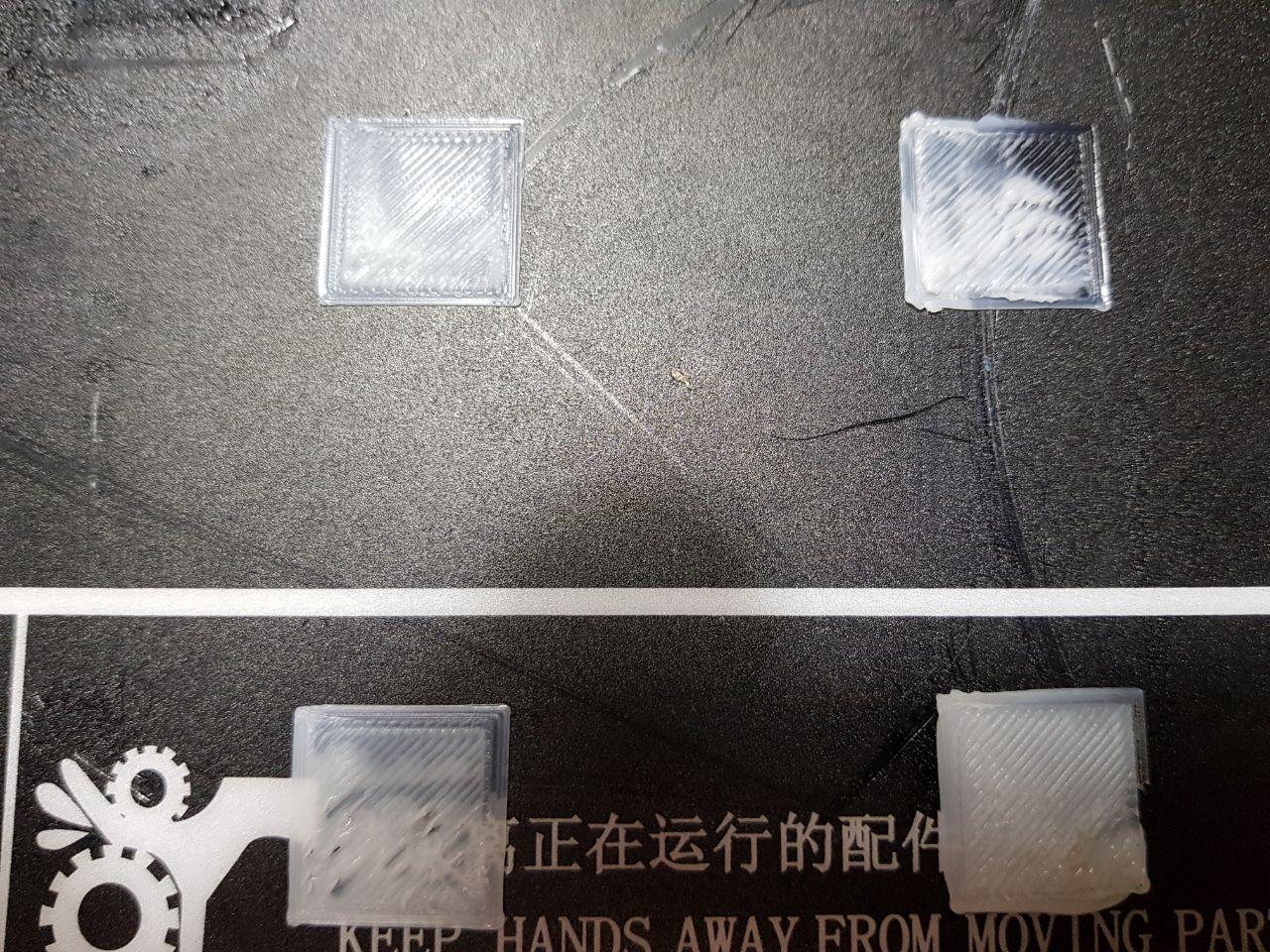
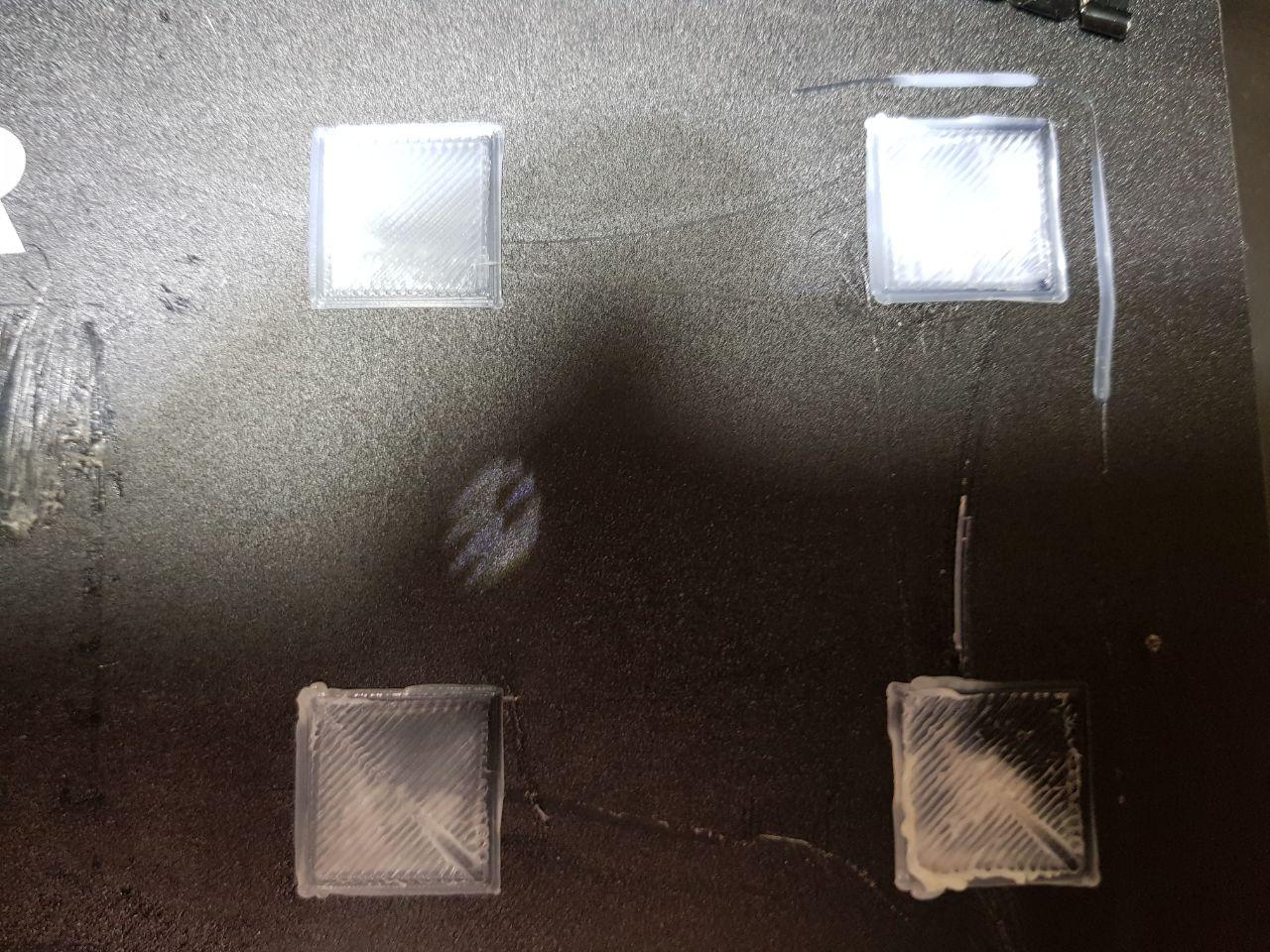
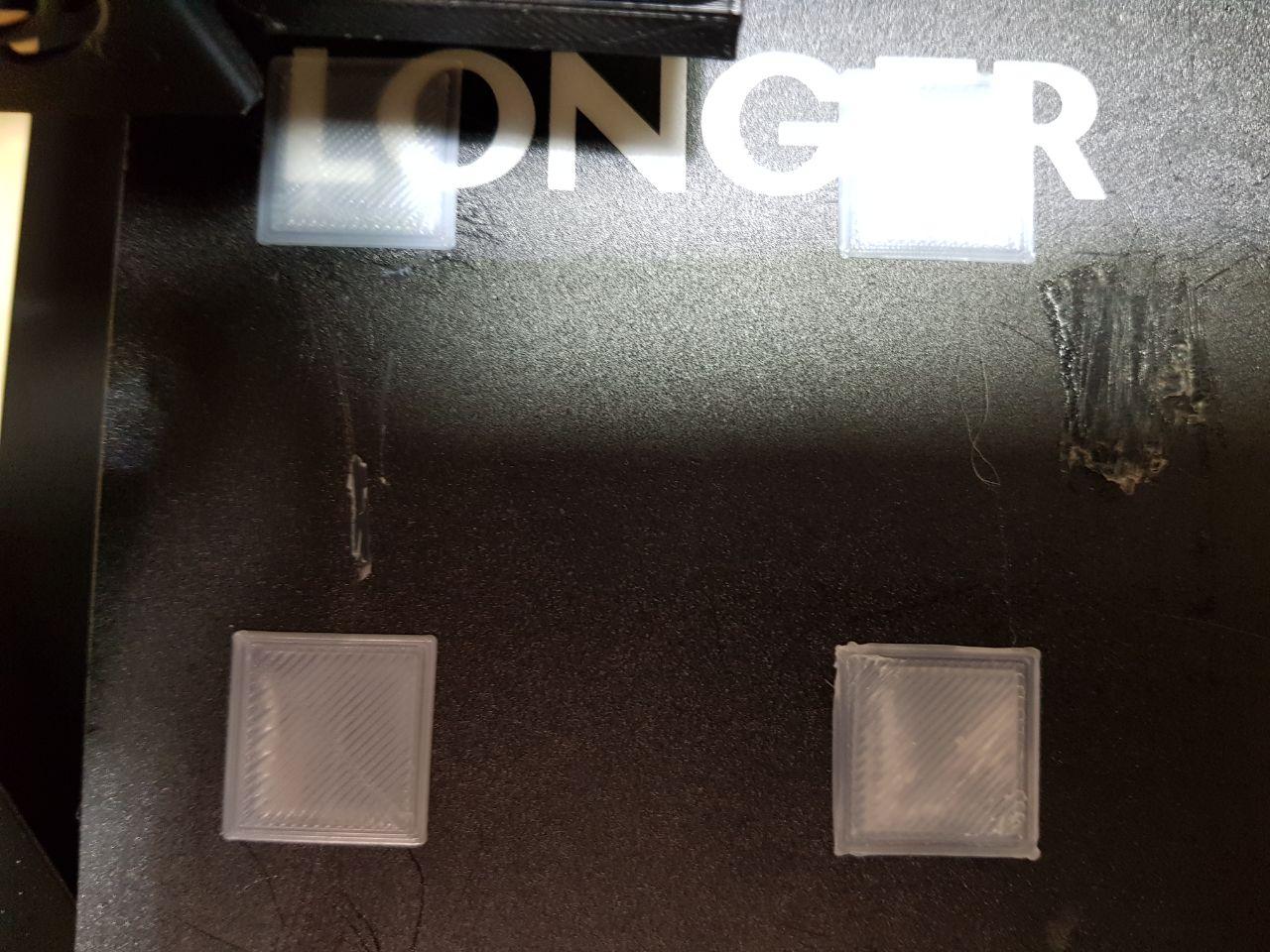
ecco il risultato, per ottenerlo ho leggermente allentato i 2 eccentrici dell'asse z , quello dell'asse x e regolato il piatto, la resa finale non mi sembra affatto male, l'unica cosa sono quei piccoli buchetti verso i quadrati di destra che immagino siano risolvibili. il quadrato in basso a destra invece è venuto male perchè il convogliatore d'aria struscia sulla mollettina, come temperatura ho usato quella che mi hai consigliato e devo dire che i pezzi si staccano molto più facilmente di prima (infatti non avendo ancora il raschietto le mie unghie ed il piatto ringraziano) i miei dubbio adesso sono: a cosa sono dovuti quei buchetti, come gli sistemo? se dovessi stampare oggetti come action figure per aumentare l'adesione se sarebbe il caso di aumentare la temperatura iniziale del piatto di un 5/10 gradi e ovviamente usare il brim? visto i risultati soddisfacenti posso poi andare ad aumentare la velocità di stampa? tipo un 60 o 80 ovviamente rimanendo con una top e bottom layer piu bassa.
-
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
Ok, domani mattina provo e ti aggiorno 😉 -
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
si, bed a 50, nozzle a 200 e velocità a 40 -
Longer lk4 pro - problemi di sovraestrusione
Bagri_02 ha risposto a Bagri_02 nella discussione Problemi generici o di qualità di stampa
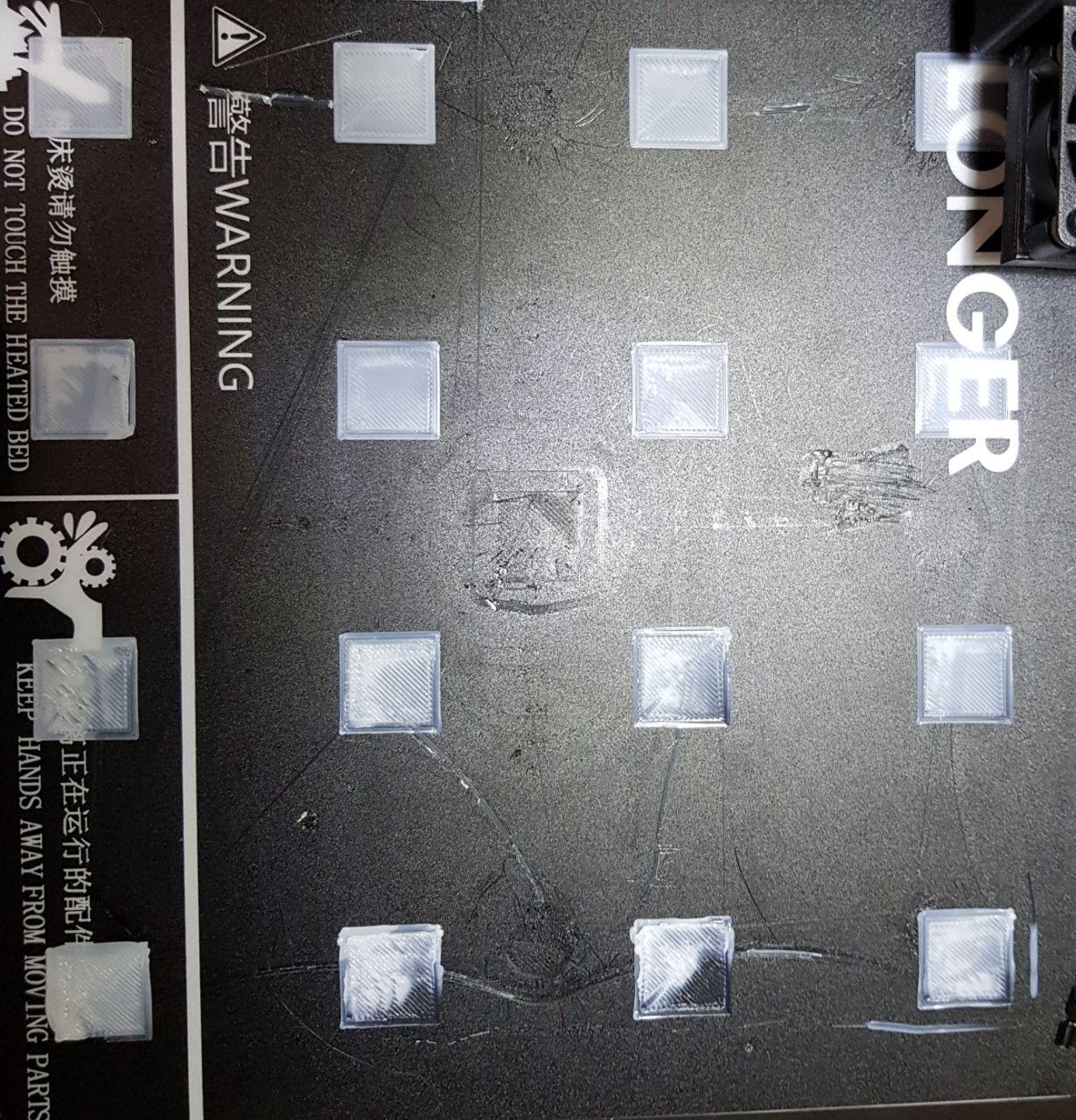
allora, ecco le foto, il piatto era anche calibrato bene infatti su tutti e 5 i punti l'attrito sul foglio era minimo e quindi immagino corretto ma l'unico uscito perfetto è quello in basso a sinistra, tutti gli altri chi più chi meno sono usciti con difetti e superficie ruvida al tatto

.png.f71b4edd9988e0ceb11543c16560edfa.png)
.png.0b0e849e17aa3b781b15dd8e259f25e2.png)


.png.f77d1e0ea5766236cc48e0a5edcfdad1.png)


.png.ffb8f3cc3342393f8c6a5d138f52b6cc.png)
.png.c684374e94894c2dcae8214394dad4a3.png)
.png.86c0d92b268769dd32277f703ceb0ef6.png)