

RiccardoR77
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da RiccardoR77
-
-
vi ringrazio entrambi, nel frattempo avevo provato una temp tower con solo 240° e ventola al 3° layer
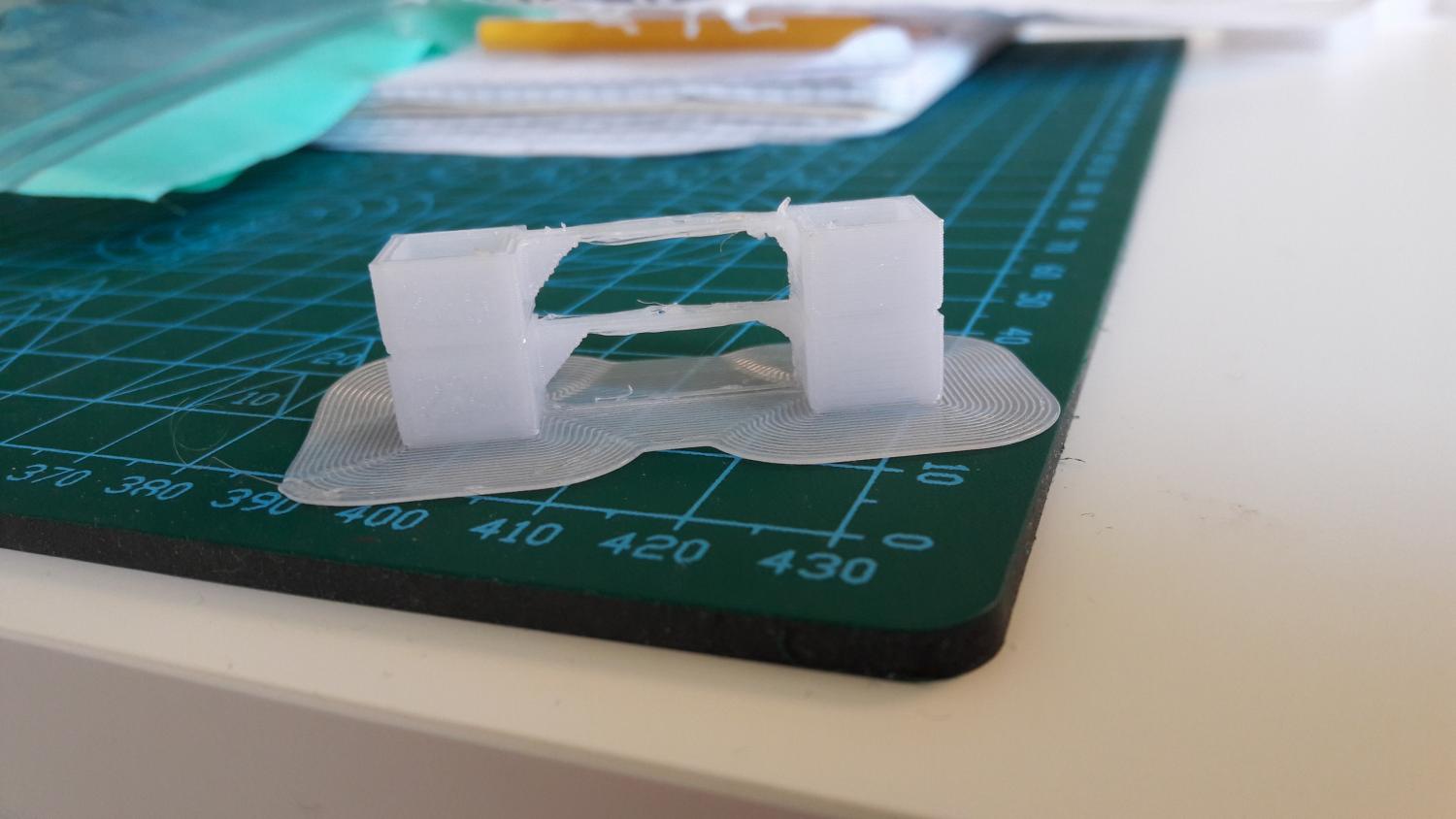
Per togliermi il dubbio sto riprovando anche una stampa con supporti
(il filetto in alto a dx è dovuto al fatto che ho interrotto la stampa)

-
@invernomuto urca! grazie mille! provo subito!
-
temp tower va bene eccetto per i "ponti sospesi" non so se mi riesco a spiegare bene, in quel caso la parte dei ponti tende a cedere e a fare, appunto filamenti, il resto è perfetto, il problema della temp tower è che per norma non usa i supporti ...
-
 1
1
-
-
@Bananafell3r rispetto al PLA ho aumentato la "Retraction distance" da 6 a 7 e basta
-
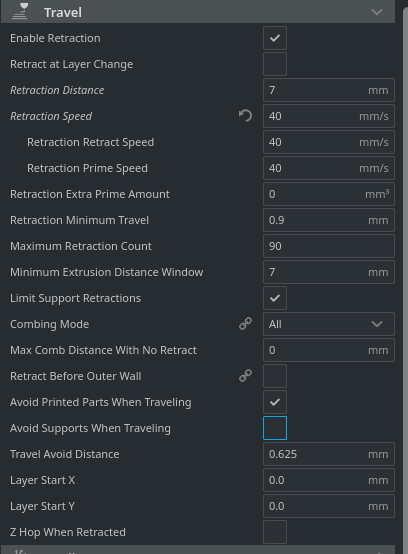
@invernomuto @Bananafell3r eccovi le conf di retraction, qualsiasi suggerimento è ben accetto 🙂 ..per logica presumo sia qui il pb:
-
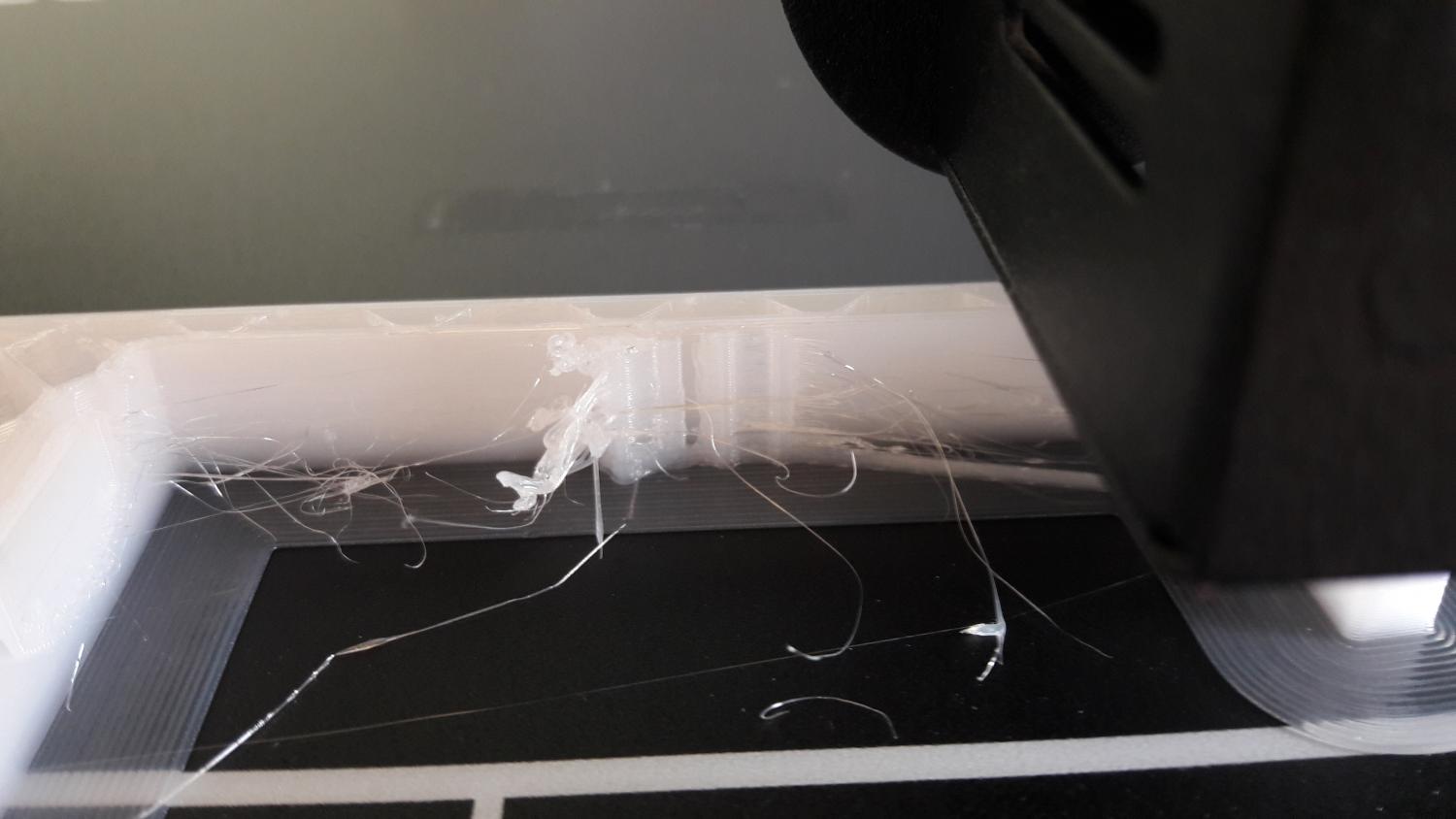
@Bananafell3r si tutto calibrato ma ti ripeto il problema non è l'adesione al piatto ma i residui nei supporti, ti allego un'immagine dei supporti stessi. Ho provato anche inserendo la ventola al 50% in corsa (gli ultimi 4/5 layer che vedi). Sembra lascino una scia..
il brim in questo secondo esperimento ha funzionato (aumentato le temperature a 240/75 ma non riesco a capire i filamenti nei supporti, la ventola al 50% dal 3 layer in poi sembra migliorare ma sembra rilasci filamento quando si allontana dal supporto...
-
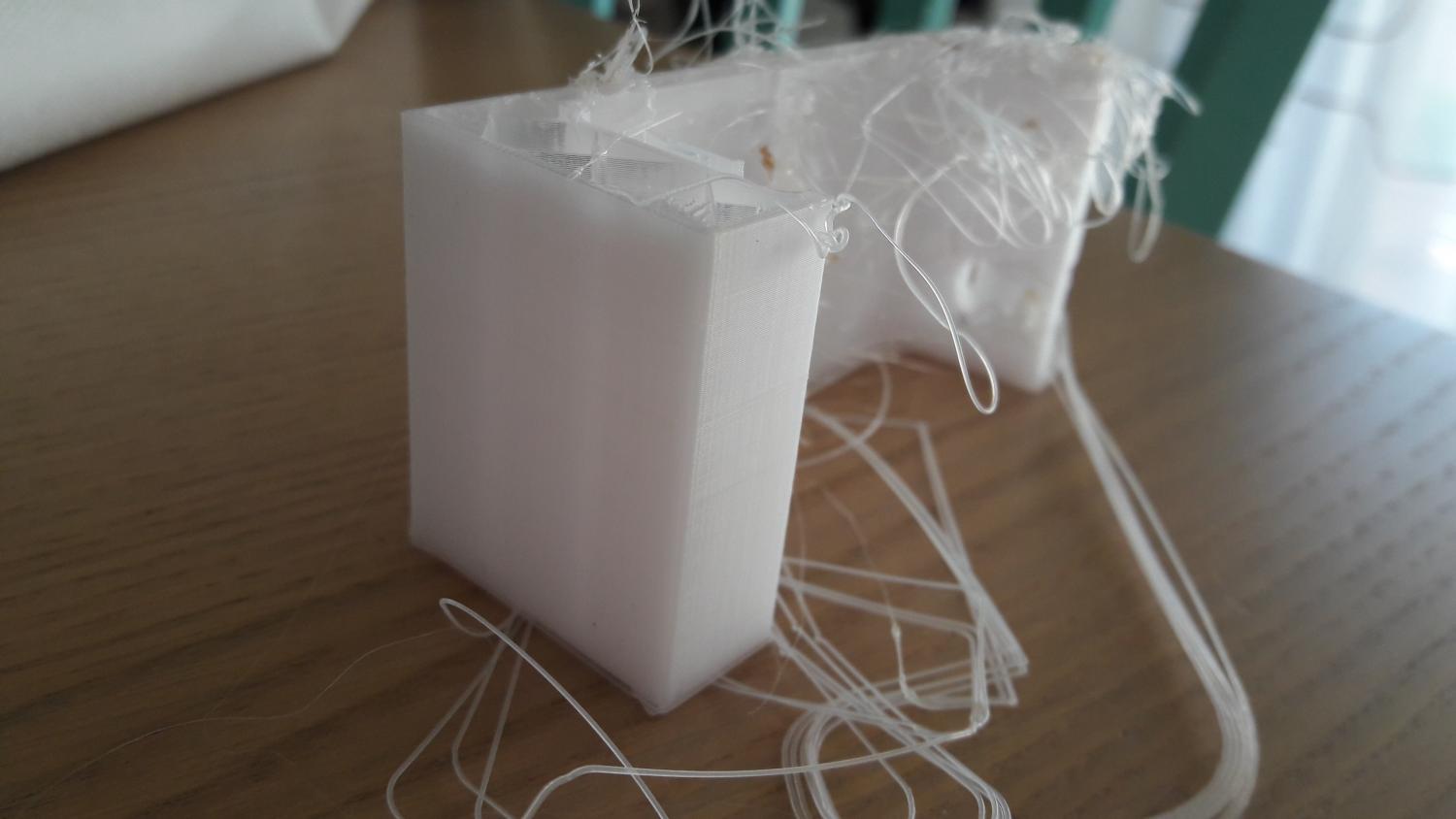
@Bananafell3r in realtà il vero problema non è che si stacca, quello sembra essere una conseguenza del fatto che quando stampa i supporti si riempie di filamenti che vanno ad aggrovigliarsi e fanno resistenza al passaggio del nozzle che li aggancia e ieri l'ha agganciato talmente bene...che ho trovato il supporto della ventola leggermente piegato ed il pezzo lanciato in terra.
Quindi credo che il tutto dipenda dai filamenti residui lasciati dai supporti
-
ciao,
ho un problema con PETG Sunlu:come potete vedere dalla foto brim e supporti non si attaccano bene tra loro: il brim di suo sembra essere perfetto ma poi le linee si staccano tra loro, i supporti non riescono a ben aderire lungo gli strati questo fa si che si creino filamenti che danno intralcio al nozzle durante gli spostamenti. Nel caso specifico della foto ho ritrovato addirittura il pezzo in terra staccato e lanciato dallo stesso nozzle.
Quello che non capisco è che le pareti sono "perfette" resistenti e senza problemi.
Il PETG che utilizzo è un SUNLU bianco: che da specifiche ha come temp.: 205-230°
Nel caso specifico utilizzo Cura e i valori di stampa sono:
Temp.: 225°
Bed: 60°
Velocità: 40mm/s
Retrazione: 7 - 40mm/s
Ventola di raffreddamento: spenta
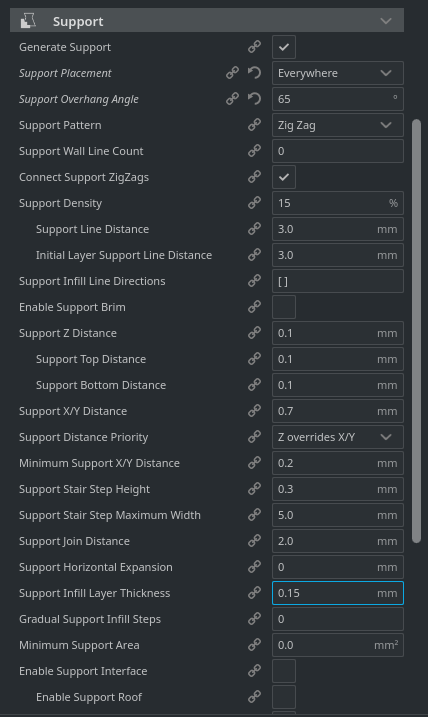
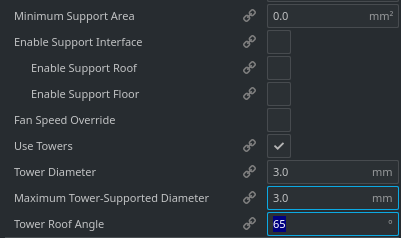
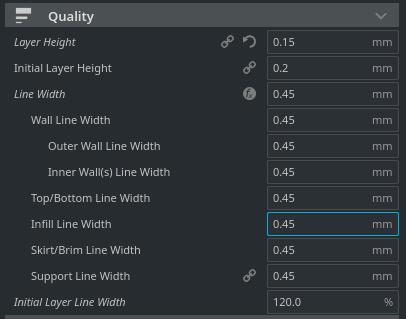
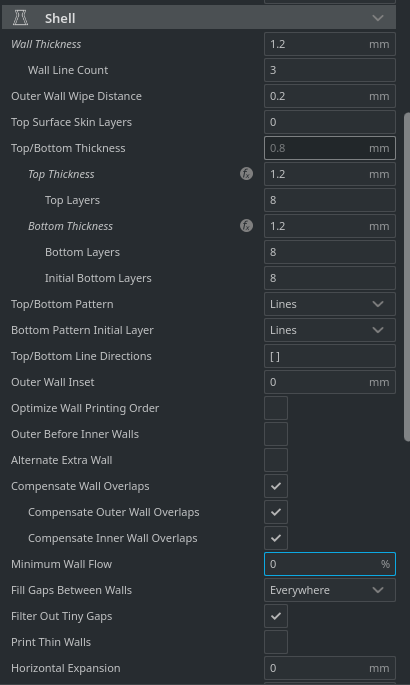
Vi riporto anche gli screenshot di alcune sezioni di conf di Cura, se ne servono altre chiedete pure.Grazie mille per qualsiasi suggerimento.
PS: stampo già con PLA senza alcun problema.
Riccardo



PETG U30Pro / LK4Pro problemi
in Alfawise
Inviato
vi aggiorno:
sta procedendo con la nuova stampa MOOOLTO meglio!! Grazie mille!! sicuramente rifarò le calibrazioni ma già questo mi è stato di grandissimo aiuto!!!
grazie @invernomuto e grazie @Bananafell3r