RiggleAura
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di RiggleAura
-
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Spessore pareti: 0.8 mm Strati superiori ed inferiori: 3 Temperatura iniziale di 210 e poi scende a 190 (ora provo 195). Comunque in quest'ultima stampa l'altezza è perfetta. 😁
-
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
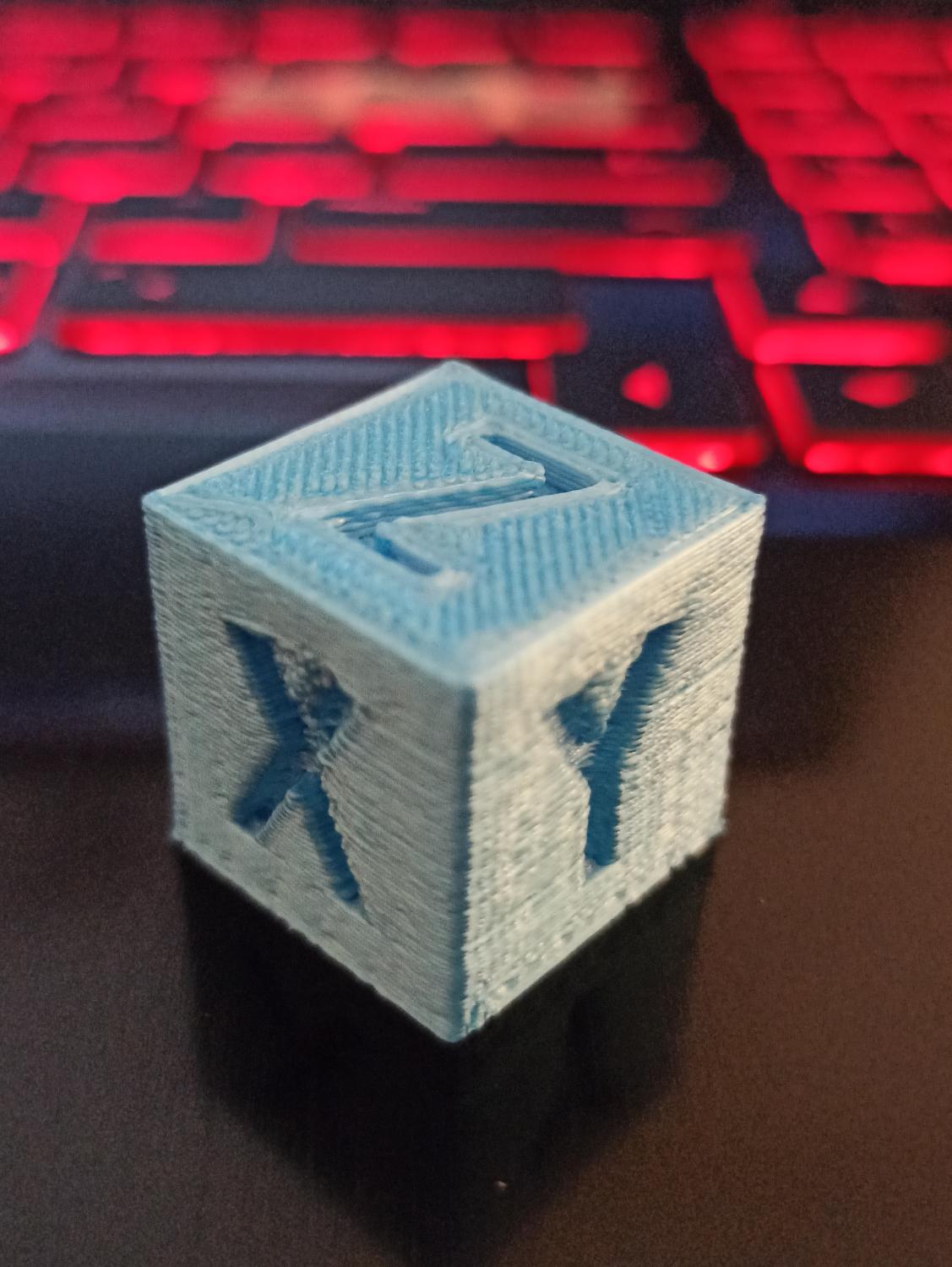
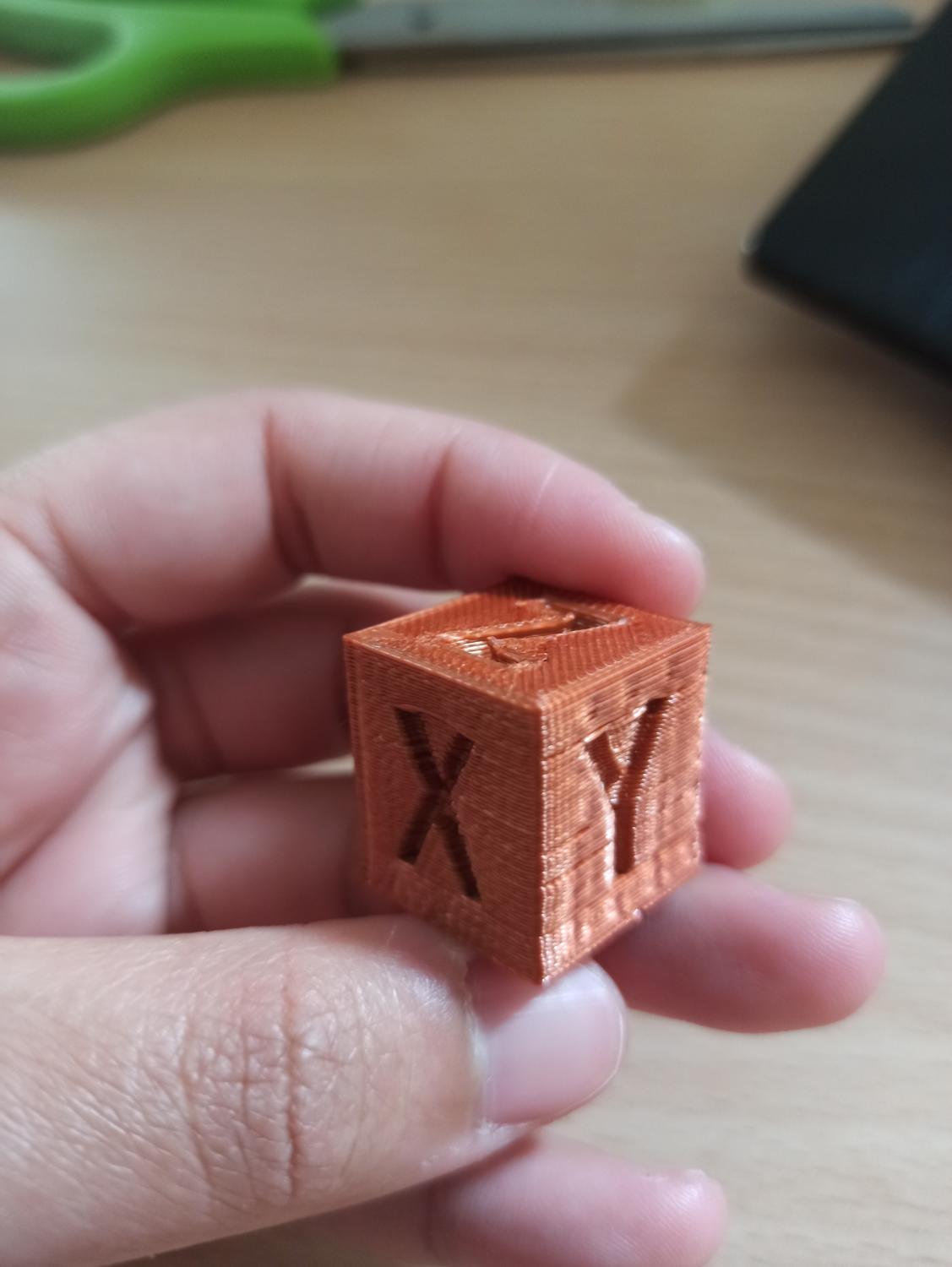
Premetto che non ho un calibro digitale (appena comprato, arriverà lunedì si spera) Y=20 ; X=20 ; Z=22 Proseguo a ricalibrare fin tanto che il valore non è giusto. Tuttavia non comprendo tutte le imperfezioni vicino alle lettere, a prima vista mi sembra un problema di temperatura ma sono già a 190° non so se scendere ancora. -
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
🎶Piano piano, buono buono.🎶 No vabbè, sto ancora impostando tutto e praticamente sto facendo abbastanza a tentativi non conoscendo tutte le impostazioni, ma si vedono lenti miglioramenti. 👍
-
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Aggiornamento!! Ho ricalibrato l'asse Z un paio di volte con il metodo consigliatomi da @Killrob ed ho provato a stampare un altro cubo, nella prima stampa il cubo era di parecchio ancora scalato sempre in Z così ho ricalibrato e attualmente sto provando a stampare. Appena finito controllo anche gli stepmm degli altri due assi e dell'estrusore.
-
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Provo appena posso e vi faccio sapere. Unica cosa gli stepmm li vedo comunque dal pannello di controllo della stampante giusto? O posso usare anche Repetier? -
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Ecco qua i video: - Inizio stampa - Dopo il primo layer - "Reticolo" (ci ha provato) A me sembra che l'ugello sia troppo in alto quando inizia a stampare, tuttavia durante l'autohoming e poi la calibrazione del piano il foglietto di carta che uso passa con parecchio attrito in mezzo. Come impostazioni dello slicer, usando Cura, ho impostato "altezza primo layer" a 0.3mm (l'ugello è 0.4mm) -
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Già fatto. Il piano è perfettamente dritto. Comunque ho scoperto che i filamenti presi (uno azzurro ed uno rame) sono entrambi Silk Pla ed a quanto ho letto su altri forum possono creare problemi o comunque sono un pelo più difficili da gestire rispetto al Pla normale. Ho provato in seguito quello rame che al contrario di quello blu non dava problemi di flusso, uscendo tranquillamente in modo regolare. Continuo ad avere problemi di linee ondulate, ho provato a cambiare slicer passando da Slic3r a Cura ed aumentando leggermente la velocità riesco ad avere un minimo di linee dritte. Lascio due immagini di una stampa di prova di un cubetto di calibrazione (andata male ovviamente), i miei unici sospetti escludendo il piatto che è completamente piano è o un estrusore che è mezzo intasato (per le linee un po' ondulate) o un settings sbagliato di stampa.
-
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha risposto a RiggleAura nella discussione Problemi generici o di qualità di stampa
Ho livellato il piatto con la procedura del foglietto di carta messo sotto il noozle, ovviamente fatto in tutti e quattro gli angoli. -
Geetech Prusa I3 Pro - Problemi di stampa
RiggleAura ha pubblicato una discussione in Problemi generici o di qualità di stampa
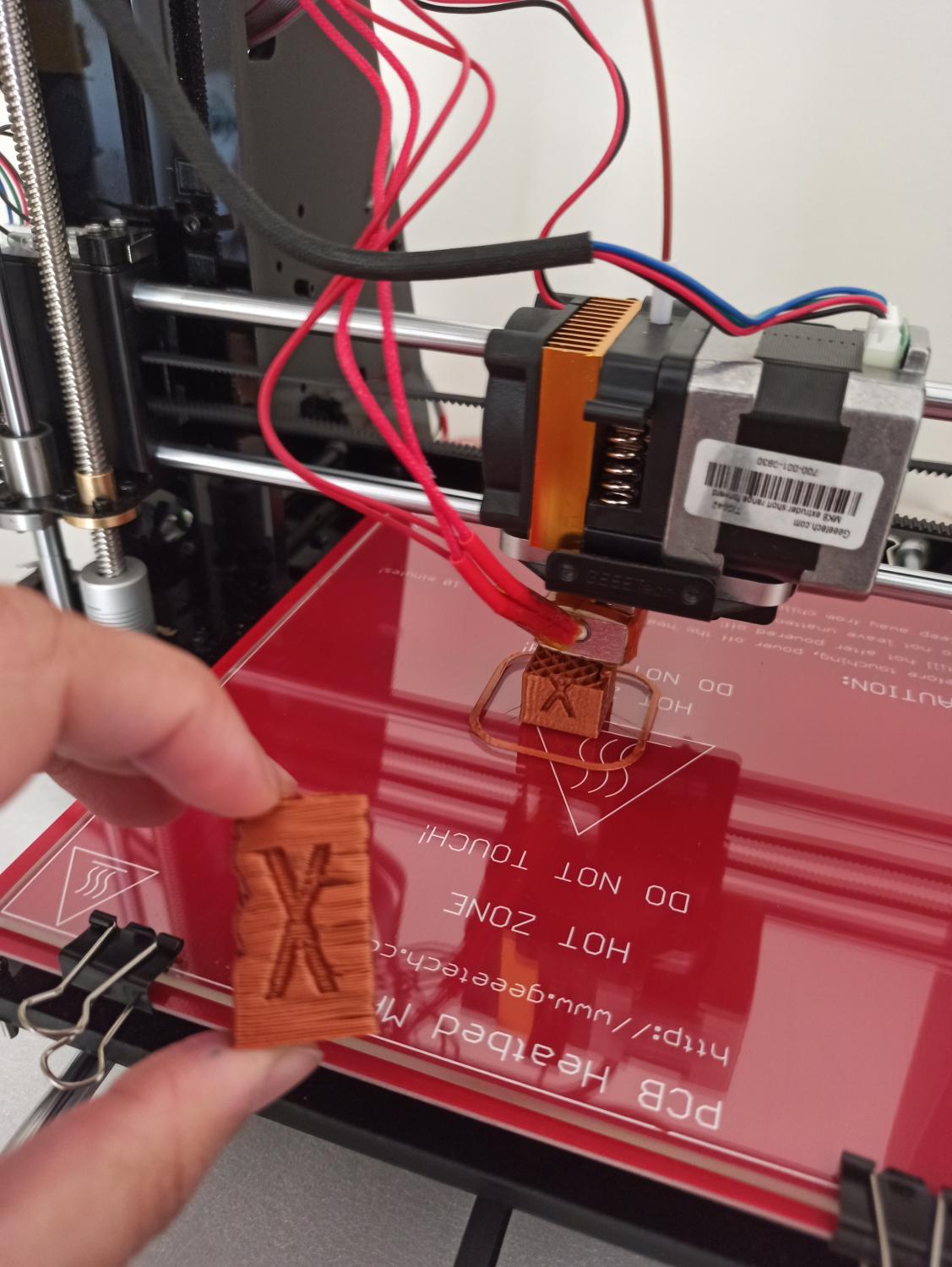
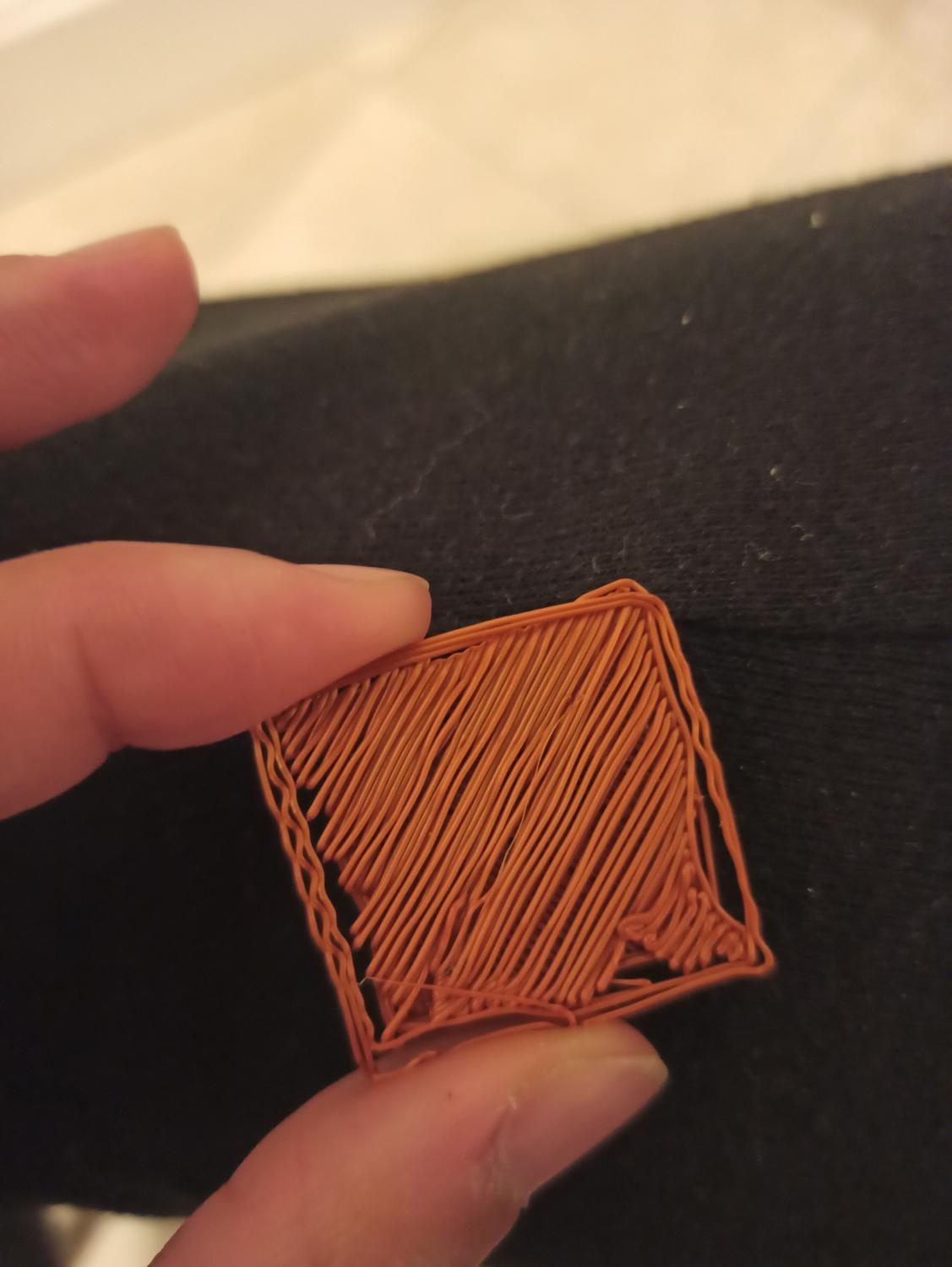
salve, ho una Geetech I3 pro B e dopo i vari problemi ad allineare gli assi (specialmente Z), sono finalmente giunta alle prove di stampa. La guida della stampante fa usare Repetier con Slic3r e da alcune impostazioni di base da poter usare, non avendo mai stampato da sola, ho deciso di seguirle passo passo. La guida inoltre dava anche un file di stampa, una specie di cilindro su cui appunto provare le impostazioni. Ho infilato il filamento PLA , e ho avviato la stampa; la stampante ha fatto l'homing, ha poi scaldato letto e estrusore, rispettivamente a 85° e 200°, e quando ha iniziato a stampare il filamento usciva arricciandosi ed agganciandosi al letto, creado queste linee tipo zig zag. Tutto la stampa è stata fatta più o meno in quel modo e alla fine sembrava più una rete non uniforme di fili che un cilindretto. (Foto) Ho poi provato un altro filamento sempre della stessa azienda e che su Amazon aveva ricevuto buone recensioni (so che non è tantissimo per dire che è buono ma inssoma xd). Ho riprovato la stessa stampa con le stesse impostazioni e stavolta il filamento sembrava avere difficoltà ad uscire... o meglio... era irregolare. Ho fatto un pò di ricerche ed ho pensato che in qualche modo avevo già intasato il noozle. Ho smontato l'intero estrusore per vedere per bene all'interno e sebbene non sono riuscitaa smontare il noozle dal...uh...rettangolino a cui è agganciato, mi sembrava pulito. Ho rimontato tutto ed ho provato a cambiare impostazioni come velocità di stampa, temperatura letto e temperatura estrusore. Provando ad attivare l'estursore il filamento esce ma si arriccia e aggancia al noozle. Durante la stampa stessa cosa. Ho provato ad abbassare la temperatura dell'estrusore ed alzare la temperatura del letto nella speranza che si attaccasse. Niente da fare. Questa mattina ho riprovato andando a modificare anche altre impostazioni come la First Layer Height (a 0.23 mm), Temperatura Letto (75° al primo layer e poi 65), Temperatura Estrusore (210° inizio poi 200°) e Extrusion multiplier (attualmente a 1.2). Ho provato a stampare un cubo di calibrazione con uno Skirt di 6 loop per vedere come si comportava il filamento. Dopo tutta la procedura di calibrazione, la stampa è inizia con il filamento che è uscito credo dopo il secondo giro di Skirt, mooooooooolto lentamente, senza attaccarsi al letto. L'estrusore si stava portando dietro questo filamento che alla fine si è staccato ed agganciato al letto per gravità, dopo di che una parte del filamento è tipo rimasta agganciata formando una struttura al centro e non dove avrebbe dovuto esserci (Foto). Onestamente non riesco a capire cosa sbaglio o cosa c'è che non va. Aiuto ç_ç -
Il mio nome è Silvia, studentessa di Design, dopo varie stampe in un Fablab ho deciso di comprarmi una stampante 3D e cimentarmi in questo campo.