

Ferdy
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Ferdy
-
-
Adesso, Killrob dice:
più probabile che il tipo ci abbia passato dietro giornate intere se non settimane per settare la stampante
Certamente. Mi domando se la CR-10 non sia anche una macchina migliore della mia Anycubic i3 Mega..
-
3 minuti fa, Killrob dice:
ma qui la differenza sta tutta nella dimensione... ovvio che se stampi più grande certi difetti non compaiono perche la superfice da stampare è parecchio più ampia ed anche le parti cilindriche sono più semplici
ho pensato la stessa cosa, io stesso vedo diminuire i difetti all'ingrandire delle dimensioni del pezzo. Ma qui credo ci sia il manico dietro.. intendo una macchina ben settata fisicamente e magari anche con un custom firmware.
-
3 minuti fa, Killrob dice:
molto probabilmente sono le cuciture, su thingiverse non sai se e quanta post produzione ci hanno fatto sui pezzi
guarda come e' venuto a questo maker.. e' vero che l'ha stampato a +350% ma sulle parti color metallo a rimuovere gli eccessi si ottiene si una superficie liscia, ma con sempre la macchia. Quindi qui non c'e' stata post produzione.

ha usato una CR-10 S
4 minuti fa, Killrob dice:no intende proprio estrusione, il flow nel tuo Cura in inglese
quindi meno materiale.. ha senso in effetti. Provo grazie.
-
20 minuti fa, marcottt dice:
Forse abbassare un pochino estrusione. Confronta il pezzo con anteprima dello stesso slicer, cerca di capire se quei punti sono le cuciture o meno
Inviato dal mio tablet utilizzando Tapatalk
intendi temperatura o altezza del layer?
-
Questo pezzo, la cover anteriore di un modellino motore Harley, non presenta la cucitura. Non so se e' per la forma, comunque sembra meglio.
Restano sempre quelle piccole escrescenze che rovinano un po l'effetto argentato..
Vedo su Thingiverse pezzi puliti che sono stupendi!
Forse cambiare slicer?
-
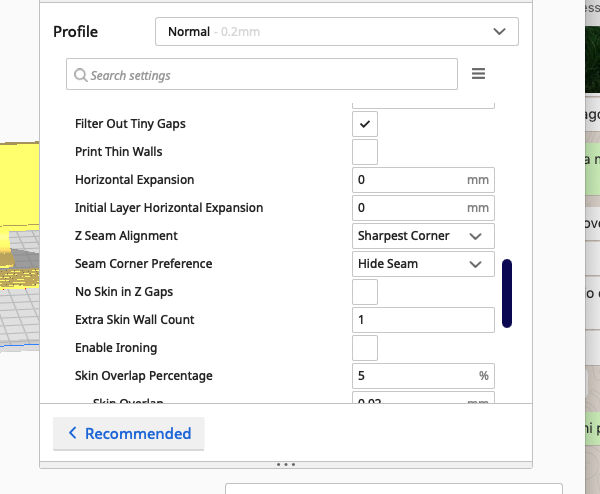
ho provato a impostare il Casuale ed ora sono in stampa.. incrocio le dita! 🙂
-
 1
1
-
-
-
1 ora fa, Killrob dice:
quelli non sono difetti, sono, come hai capito perfettamente, le cuciture del cambio layer e ci si può fare ben poco, se non cercare di nasconderle, ma temo che su un oggetto sferico non sia possibile.
Pero' non sono uniformi. Alcuni oggetti piu' larghi hanno zone pulite.. se fosse una caratteristica intrinseca del movimento sarebbe continuativa. Vedi le foto, il robottino le ha sul viso, collo.. poi pulito al centro e poi sulla parte bassa del busto e stand di nuovo segni. Il proiettile qualche micro irregolarita' sulla base ma poi pulito fin quasi sulla punta dove ricomincia.. 😞
Poi resta la questione che dal lato opposto ci sono alcune bolle sparpagliate.
-
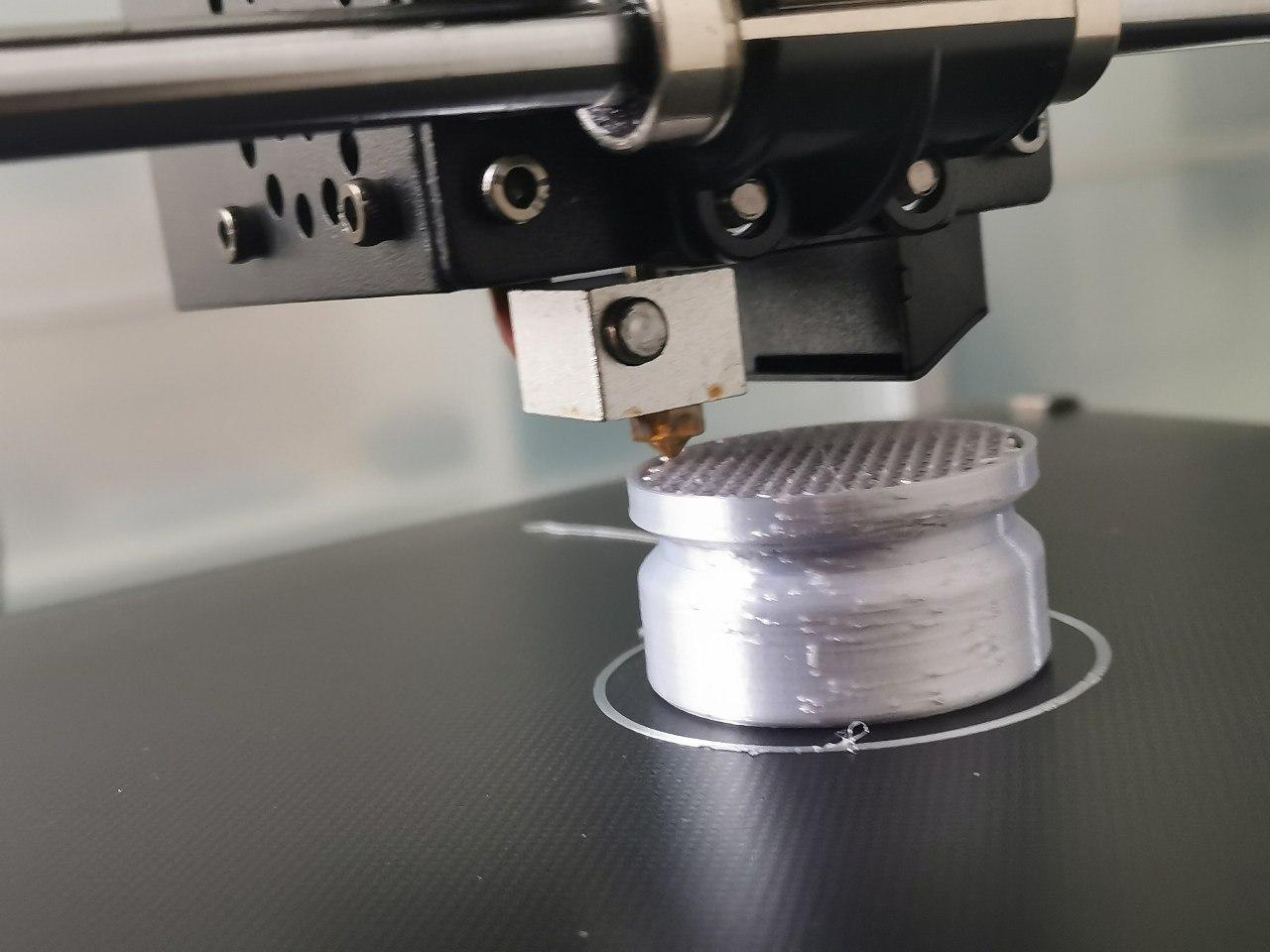
Questa stampa mi soddisfa sia per la qualita' che per la resa del colore (seta argento).
Pero' mi chiedo se esiste una impostazione per evitare le inestetiche righe che si formano quando la macchina si sposta da una zona ad un'altra.
-
Si verificano quasi esclusivamente quando stampo oggetti di forma cilindrica. E sempre nella stessa zona. Allego alcune immagini per chiarezza.
La parte dove fa una specie di cordone verticale e' dove la macchina, credo, salga di livello.. lasciando un'eccesso di materiale.
All'opposto ne fa un po' sparsi e sopratutto nella parte bassa. Su oggetti piu' alti tende a smettere man mano che sale, solo quando l'oggetto diventa tondo sulla cima (tipo una palla di proiettile 9 mm) si ripresenta il cordone.
Ho provato vari settaggi con Cura ma cambia poco, forse peggiora.
E' un peccato perche' nelle parti dove non si formano difetti la finitura e' davvero buonissima.
Ciao.
F
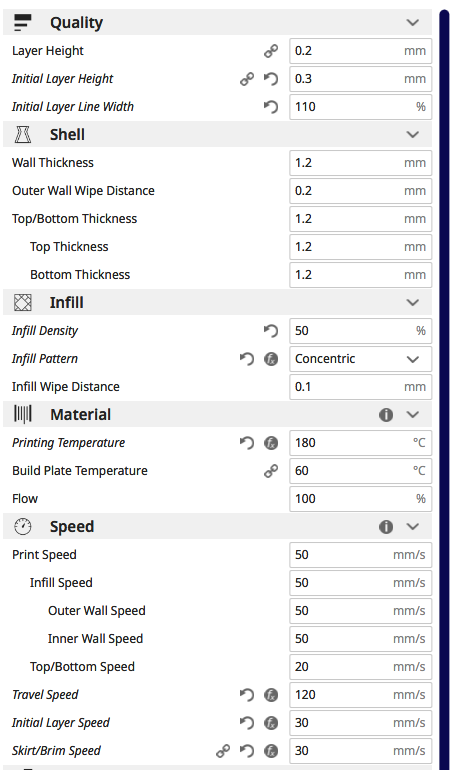
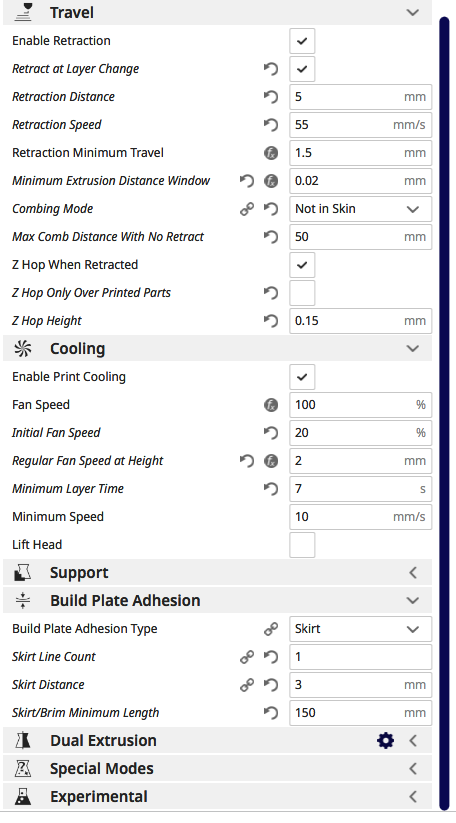
Qui allegati le impostaizoni in Cura.
Ciao
F
-
L'ho desiderata per anni e da qualche settimana ho una Anycubic i3 Mega S.
Ha delle potenzialita', ma mi serve il vostro aiuto per riuscire al meglio.
A presto!
Ciao
-
1
-









Anycubic i3 Mega S: Problema di bolle superficiali
in Problemi generici o di qualità di stampa
Inviato
Prima di fare l'acquisto mi sono sciroppato un po di video, e da quel che ho visto la mia dovrebbe essere (out-of-the-box) un po' sopra la Ender 3.
Quindi escludendo eventuali difetti costruttivi della mia macchina si tratterebbe di settaggi..
mi rincuora vedere che c'e' chi fa molto peggio.. 🤮