IlarioB
-
Numero contenuti
14 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di IlarioB
-
Iniziamo questa post produzione?
IlarioB ha risposto a IlarioB nella discussione Materiali di stampa
Perfetto. Grazie mille. Faccio qualche valutazione. -
Iniziamo questa post produzione?
IlarioB ha risposto a IlarioB nella discussione Materiali di stampa
Quindi ricapitoliamo. ciano acrilico o colla bicomponente in base alle esigenze. stucco spray (a bomboletta e non con aerografo). tanto carteggio con diverse grane. colori acrilici spray o pennello. protettivo spray. ma a questo punto, se volessi comprare un aerografo, che budget dovrei considerare? Su internet ci sono modelli da 10 euro a 500. Con 50 euro prendo un prodotto buono per iniziare o è poco? Compressore a parte chiaramente. intanto grazie mille per le preziosissime risposte. -
Buonasera ragazzi, spero di aver beccato la sezione giusta, altrimenti chiedo agli admin di spostare il post. Mi piacerebbe avvicinarmi al mondo della postproduzione ed arrivare come step finale all'aerografo. Prima di buttar via soldi però, inizierei con metodi più tradizionali, facendo il monocolore con magari qualche semplice sfumatura. Nulla di piu. Ho chiaramente letto le guide presenti sul forum. Quindi vi chiedo, se possibile, di consigliarmi per esperienza diretta prodotti / brand da acquistare: 1. Colle o altri metodi per incollare le stampe fatte in piu pezzi. 2. Stucco a pasta. 3. Stucco spray. 4. Fondo spray. 5. Colori spray. 6. Colori a pennello. 7. Protettivo spray. 8. Altro / accessori. Premetto inoltre che ho avuto esperienze passate con pistole spray e bombolette con risultati accettabili. Vi ringrazio anticipatamente. Ilario
-
Prima barchetta, primi problemi
IlarioB ha risposto a IlarioB nella discussione Problemi generici o di qualità di stampa
Ma no ragazzi, sono alle prime armi, sto solo seguendo in maniera assidua i video per le calibrazioni. Nulla di più. Ci sono decine di termini che non conosco ancora. E tra l’altro penso che i primi problemi seri si verificheranno sulle stampe complesse, cosa che non ho ancora sperimentato. Di stampe al di fuori dei test ho solo stampato qualche aggiornamento per la stampante. Nulla di più. In pratica devo ancora iniziare sul serio a stampare. -
Prima barchetta, primi problemi
IlarioB ha risposto a IlarioB nella discussione Problemi generici o di qualità di stampa
Grazie😃, ad ogni modo avrò stampato 30 / 40 barchette in due settimane, fatto calibrazioni, (quasi tutte), montato i 4 tl smoother, cambiato il nozzle ed il tubo in ptfe con i nuovi raccordi. Ah, forse l’aggiornamento migliore è stato il vetro dal vetraio (3 euro). Miglioramenti con gli smoother non ne ho visti (ma non ho esperienza per dirlo). Ad ogni modo ci sto sbattendo davvero tanto la testa. Ho fatto fuori quasi due bobine di PLA LITE in pratica solo per questi test e prova parametri, fra benchy cubotti e torri. Per quanto riguarda i perimetri ne ho messi 3 su questa stampa, quindi non saprei. -
Prima barchetta, primi problemi
IlarioB ha risposto a IlarioB nella discussione Problemi generici o di qualità di stampa
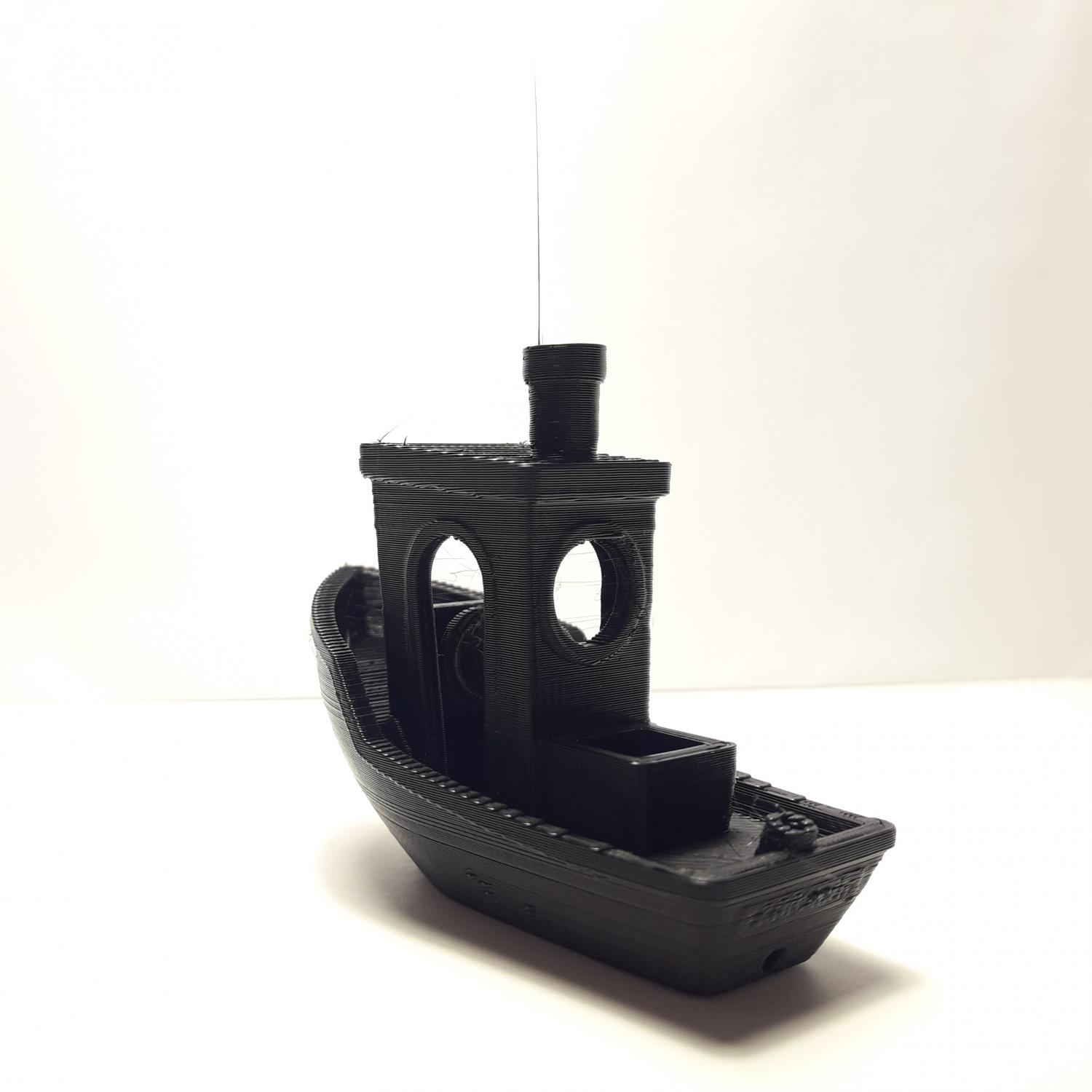
Ho montato degli smoother, sui 3 assi ed estrusore, in tutta onestà, non ho trovato miglioramenti, ma probabilmente il mio occhio non é così allenato. Nella foto i layer sembrano molto accentuati per via della luce dall’alto, nella realtá si percepiscono molto meno.
-
Prima barchetta, primi problemi
IlarioB ha risposto a IlarioB nella discussione Problemi generici o di qualità di stampa
Infatti cambiando i parametri ho riscontrato grandi miglioramenti. Temperatura nozzle 195 e primo strato 205, temperatura letto 50, retrazione 5 e velocità di retrazione 40. Ed ho attivato la funzione coasting senza pero toccare i parametri su Cura. Effetto ragnatela quasi del tutto sparito. Grazie mille. Ilario
-
Prima barchetta, primi problemi
IlarioB ha pubblicato una discussione in Problemi generici o di qualità di stampa
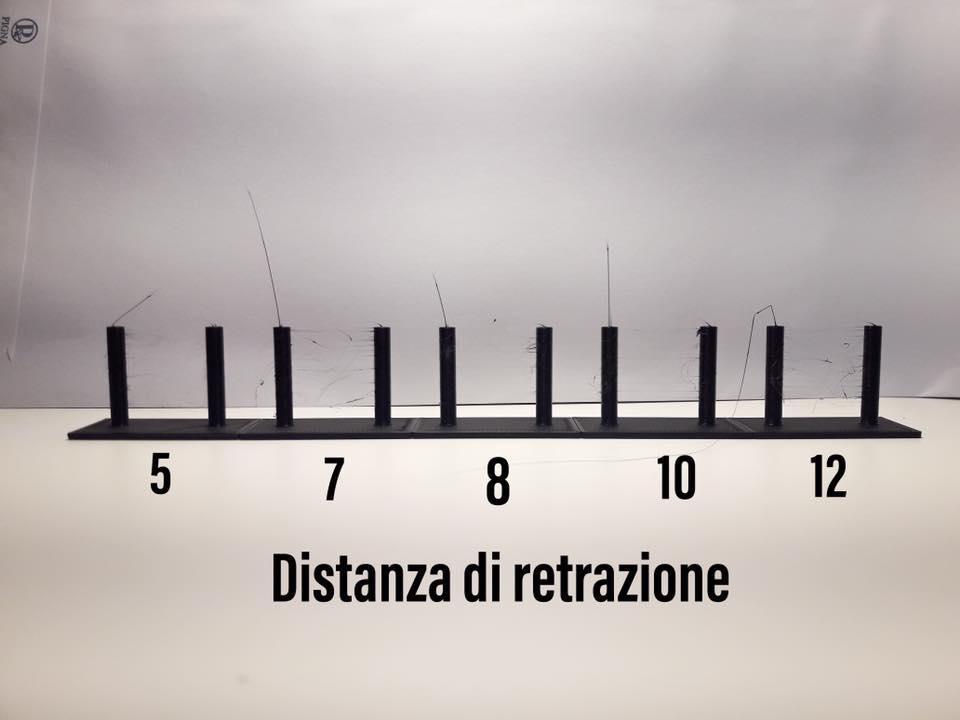
Buonasera ragazzi, sto settando la Ender 3 pro, come prima cosa ho stampato una heat tower per provare il nuovo filamento (pla lite nero di filoprint), dopo aver individuato la temperatura ideale dell’ugello a 210 gradi e 60 gradi di piano, ho stampato un paio di cubi di calibrazione (le misure verificate con il calibro sono perfette, 1 – 2 centesimi di errore). Successivamente ho fatto delle prove di stringing, ed ho individuato il parametro 8 mm come miglior distanza di retrazione. Ma ad ogni modo i filamenti sospesi continuano ad esserci. Come posso agire? Sulla velocità di retrazione? Nel test che vedrete in foto tale velocità è rimasta impostata sui 40mm. Infine ho fatto il test della barchetta, a primo acchito sono stato molto soddisfatto, ma esaminando accuratamente la barchetta ci sono molti difetti, dallo stringing a delle imperfezioni sui lati della barca e cosi via. Da dove posso iniziare per risolvere questi problemi? Parametri di stampa: - Ender 3 pro - Cura - PLA Lite nero Filoprint - altezza strato 0.2 - riempimento 20% a griglia - temperatura di stampa 210° con abilitazione della retrazione - temperatura piano 60° - velocita 60 mm/s - raffreddamento 100% - distanza di retrazione 8mm - velocità di retrazione 50 mm/s Ringrazio anticipatamente chi avrà la pazienza di aiutarmi. Buona serata a tutti.
-
Budget 300 euro + enclosure autocostruito
IlarioB ha risposto a IlarioB nella discussione La mia prima stampante 3D
Grazie mille ragazzi, trovo ottime le guide che mi avete linkato, domani mi arriva un po’ di filamento ed inizio con i vari step per settare il tutto. Qualche cubetto l’ho già stampato ma é con il filamento prova ricevuto con la stampante quindi non lo prendo in considerazione anche se il risultato “estetico” mi pare buono. Cubetto a sinistra 0.2, a destra 0.1. Passo successivo le tower. Grazie a tutti. Ilario
-
Budget 300 euro + enclosure autocostruito
IlarioB ha risposto a IlarioB nella discussione La mia prima stampante 3D
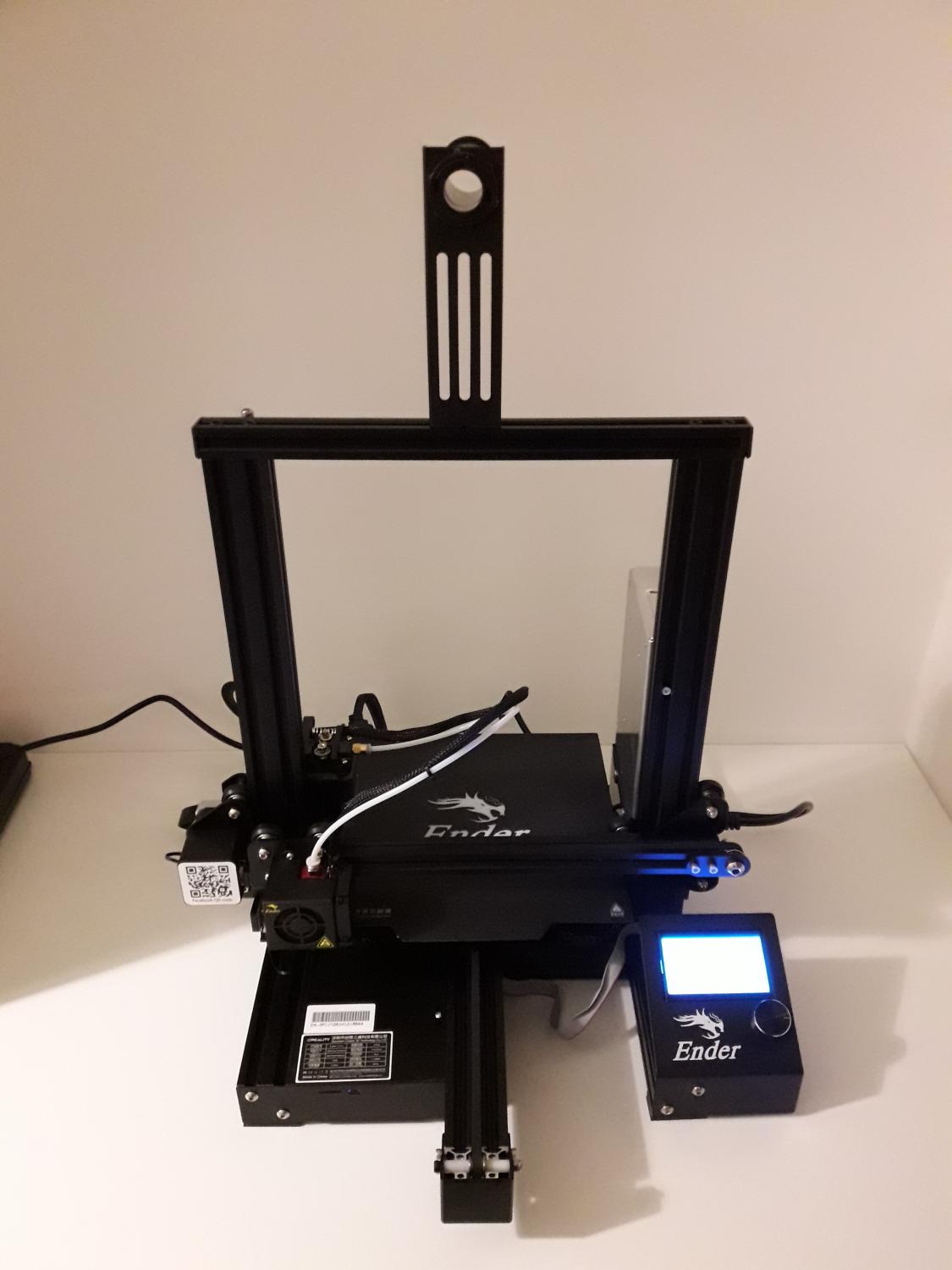
Buonasera ragazzi, ho ricevuto la stampante (Ender 3 pro), l’ho montata (dopo un piccolo problemino), e volevo condividere con voi il mio entusiasmo. Adesso devo mettere i primi passi, non so da dove cominciare, ci sono molti tutorial sul “tubo”, devo scaricare una slicer (cura?), livellare il piano ecc. ecc. Volevo chiedere a voi esperti qualche consiglio generale. Gli step da seguire, come cominciare o da dove cominciare. Vi ringrazio in anticipo. Ilario
-
Budget 300 euro + enclosure autocostruito
IlarioB ha risposto a IlarioB nella discussione La mia prima stampante 3D
Perfetto, avevo urgenza di costruire un eventuale enclosure solo per motivi di tempo (sono in ferie) ma se non é così importante procedo senza. Mentre per quanto riguarda la stampante in genere, qualche consiglio? Ho letto qualche discussione sul piatto magnetico (molti preferiscono quello in vetro). Grazie in anticipo. -
Budget 300 euro + enclosure autocostruito
IlarioB ha risposto a IlarioB nella discussione La mia prima stampante 3D
Capisco, quindi cosa mi consigli di fare per l’enclosure? L’intenzione é semplicemente quella di creare un box per proteggere la stampante dalle correnti d’aria mantenendo la temperatura stabile durante la stampa (la stampante sarà nella mia stanza ufficio, per correnti d’aria intendo quelle che si creano aprendo una porta o una finestra, non ci saranno situazioni estreme). Grazie in anticipo. Ilario -
Budget 300 euro + enclosure autocostruito
IlarioB ha pubblicato una discussione in La mia prima stampante 3D
Buonasera a tutti, ho deciso di acquistare una stampante 3d ed entro questa settimana vorrei ultimare l’ordine online. Dopo varie ricerche sul forum e sul web ho deciso (quasi) di prendere una Creality Ender 3 pro. Chiaramente la decisione non è definitiva, probabilmente esiste altro con le stesse caratteristiche e/o stesso prezzo, motivo per cui chiedo consiglio a voi del forum. Non ho bisogno di un piano di stampa più grande ne tanto meno voglio impazzire con aggiornamenti software / hardware (se non strettamente necessari). Inoltre vorrei costruire un semplice enclosure di legno mdf per stampare materiali più rognosi tipo l’abs e cerco consigli vari (ventole si / no, posizionamento delle stesse, rivestimento termico interno necessario si / no, ecc. ecc.). Io vi ringrazio anticipatamente e vi auguro una buonanotte. Ilario -
Buonasera a tutti, vi seguo da diverso tempo e ho deciso di acquistare una stampante 3d. Sono un designer, quindi utilizzo da circa un decennio software per la modellazione 3d. Utilizzerei principalmente la stampante 3d per piccoli prototipi e progetti personali. Ho già appreso tanto dalle vostre discussioni e spero di approfondire l’argomento stampa 3d mettendo in pratica la teoria. Vi ringrazio anticipatamente. Buonanotte a tutti. Ilario