Herlings
-
Numero contenuti
47 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di Herlings
-
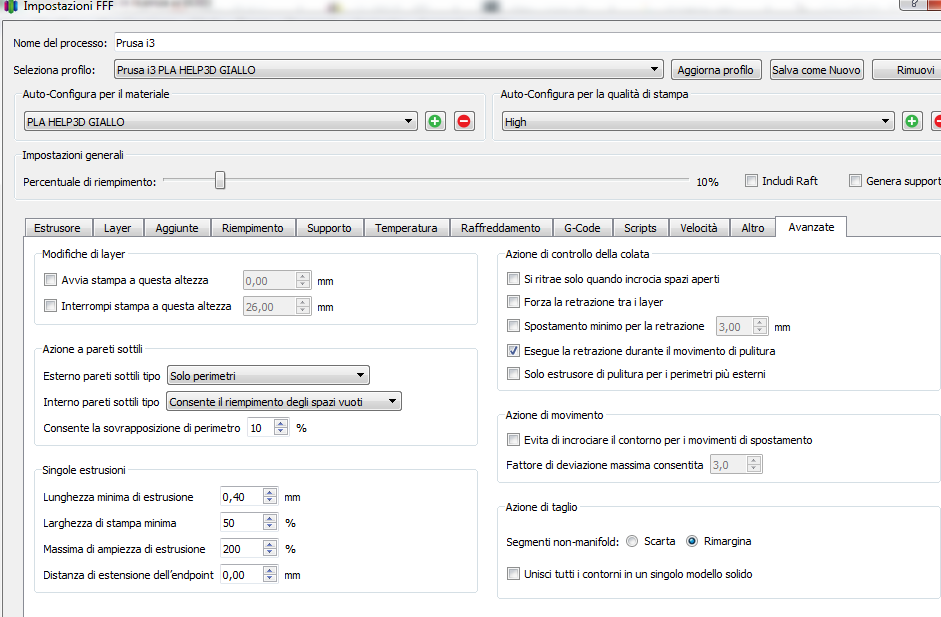
Rieccomi ragazzi...scusate ma sto WE ho fatto ben poco, un paio di test col PLA e poi mi sono buttato sul PETG. Comunque, mi sono dimenticato di fare foto ma i risultati sulla torre di Basilietto non sono stati molto confortanti a nessun valore di retrazione e temperatura impostati. Praticamente fili, fili ovunque, a temperature comprese tra 205 e 185 gradi e valori di retrazione tra 1,8 mm e 6 mm e velocità 10 - 65 mm/sec... Alchè, preso dallo sconforto, ho messo da parte tutte le teorie e sono tornato a quello che precedentemente erano i valori ottimali: 2,1 mm e 10 mm/sec, velocità di spostamento 140 mm/sec...ho stampato un paio di pezzi "reali" che mi servivano e sono diventati praticamente perfetti...ho spento stampante, salvato file di configurazione almeno 4 volte con nomi diversi. Poi mi sono buttato su dei campioni di PETG; a parte torre della temperatura - con annesso test stringing - non ho fatto altri test particolari. In questo caso, partendo da valori un pelo superiori di distanza di retrazione - 3,4 mm, 12 mm/sec velocità e 140 mm/sec spostamenti - non ho fili ma ho problemi di blob sui punti di partenza e arrivo dell'ugello da un punto all'altro. Praticamente, guardando da molto vicino, si vede che nei punti di spostamento da un perimetro all'altro, o da un punto all'altro, fa si la retrazione ma si ferma sul punto per quei "x" decimi di secondo, che per i PETG sono appunto sufficienti per lasciare na bella colatina. Che voi sappiate, qual'è il valore che gestisce quel tipo di spostamento della testina? Jerk, accelerazioni,..? Così a occhio, vedendo come si comporta, mi verrebbe da dire che potrebbe essere il jerk. Il valore jerk dell'estrusore è mai stato considerato? Può averne senso?
-
Ciao, mi ci metto proprio adesso a creare i vari step su S3D...satsera dubito di riuscire, in giornata domani magari...appena fatto posto i risultati, sono proprio curioso di veder se sono ripetibili...
-
Come pensavo a qualsiasi valore della torre ho una marea di fili..infatti nel primo test di questo post, i risultati migliori li ho ottenuti a tutt'ltri valori, tipo 10 mm/sec e 2 mm di ritrazione, ad una velocità di stampa di 40 mm/sec...se volessi modificare il GCode con un'altra scala, tipo 10-15-20-25, ho già cambiato le velocità con i vari comandi G1 F...Il valore di velocità di spostamento è il G0 F7200, che proverò a portare a G0 F2400, mentre per le ritrazioni qual'è la stringa da modificare? Non riesco a trovarla...
-
Intendevo al funzione "pulisci ugello" su S3D...sta andando adesso il test, sono circa a metà e ho parecchi fili per il momento...
-
Oddio, scusami, non l'ho specificato perchè pensavo di averlo detto quando ho inserito le schermate del programma all'inizio del post, invece ho pensato una cosa e fatto un'altra..in ogni caso, lavorando su un GCode, mi trovo meglio con RepetierHost, facendo un copia e incolla sull'editor...quindi per questi test non uso S3D, ma repetier...S3D lo uso quando importo l'stl, e inserisco i valori di ritrazioni trovati precedentemente... In ogni caso, che tu/voi sappiate, questa funzione...funziona?
-
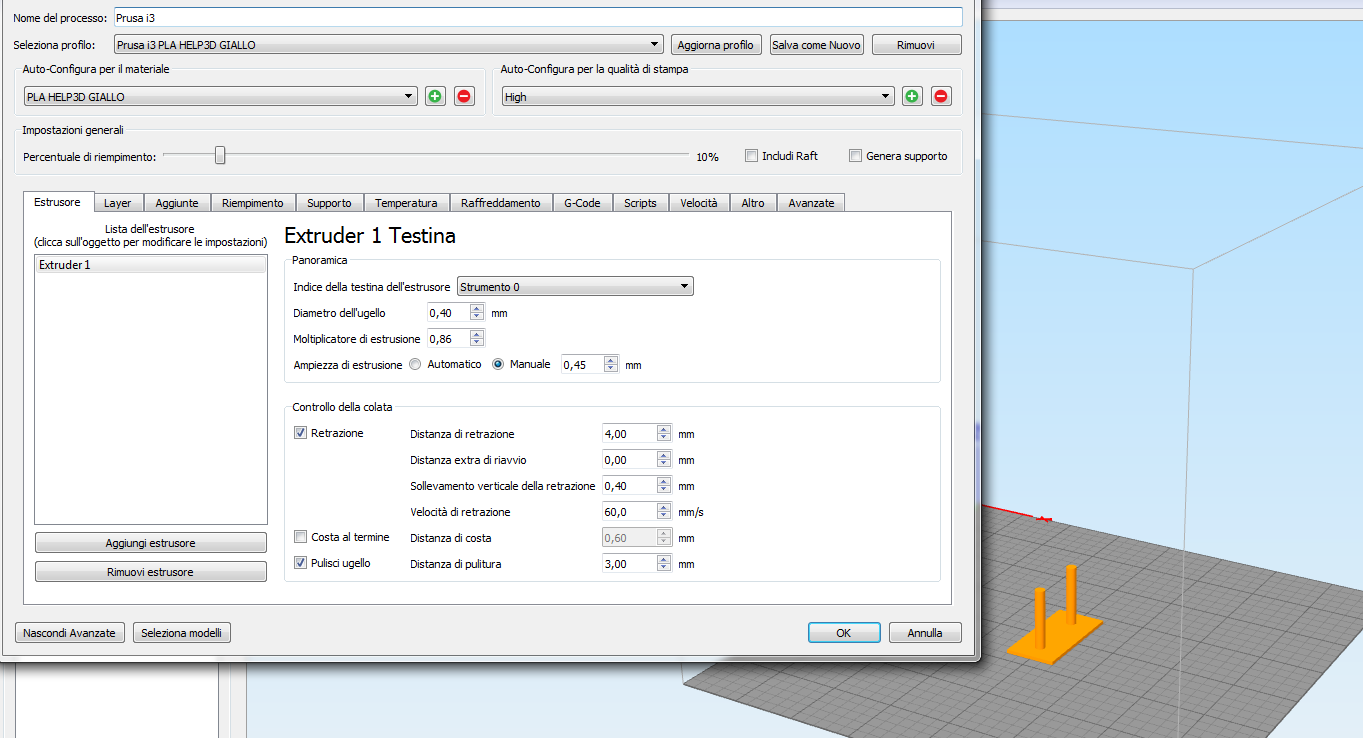
Domanda relativa a simplify3d: l'opzione "Pulitura ugello", se ho ben capito, consiste nel far tornare indietro la testina (associata anche alla retrazione) per i mm indicati, sul percorso subito precedente al punto di ritrazione, in maniera che possa depositare su una superficie appena creata gli eventuali rimasugli...ma funziona? Intendo, nelle ultime stampe in cui ho provato ad attivarla, sono stato li piantato con il muso a guardare l'ugello muoversi, ma non ho mai visto fare na cosa così..e non ho imposto decimi di mm, sono arrivato anche a 4-5 mm proprio per "esaltare" il movimento...si ferma, ritrae, e va avanti, ma mai torna indietro...bisogna forse flaggare (o deflaggare) qualche altra opzione con cui non va d'accordo? Premetto che durante un'altra stampa, fatta molto prima e quando ancora mettevo valori un pò a casaccio per vedere come si comportava, sono quasi sicuro che invece faceva un movimento di questo genere...e difatti non rilasciava fili...alchè pensavo di aver trovato la quadra, invece ho solo ritrovato altri fili in quelle successive...
-
Grazie mille, appena posso tento anche con questo
-
Corretta per lo stringing test delle 2 torrette, meno per gli altri pezzi...adesso sto rasentando un pò il ridicolo, nel senso che mi sto cercando il pelo nell'uovo, però se riuscissi a far funzionare al meglio la cosa, non sarebbe male...sono partito comunque dai valori base e cerco di affinare per avere il medesimo risultato anche su pezzi più "stressanti"... Poi, mi sembra di vedere: cambio colore di PLA e mi tocca rifare tutto di nuovo 😀
-
Ottimo, sono curioso anche io...Per quanto riguarda la modalità delle torrette, come dicevo qualche post fa, dopo aver impostato i valori che sembravano ottimali, ho riprovato il classico stringing test delle 2 torrette, tra l'altro rimpicciolite la metà per questioni di tempo e materiale (e quindi ipoteticamente più "stressante", viste le minor distanze tra una e l'altra); Risultato: zero fili e torrette lisce sui lati, quindi anche zero "colature" (a occhio nudo). Rifatto stampa della struttura a traliccio gialla delle prime foto di questo post, risultato: sicuramente molto meglio di prima, fili molto più sottili e in minor quantità, ma comunque ancora presenti.
-
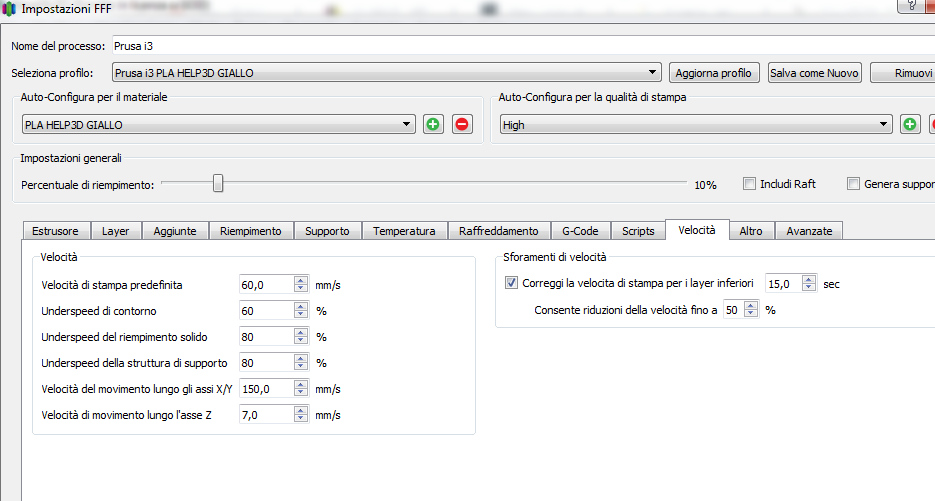
Infatti quel valore di velocità stampa mi manda un pò in confusione; sembrerebbe essere appunto quello di stampa in generale, però nella spiegazione il tipo dice che si tratta di "speed for non-extruding moves"..io penso che lui la spiega così, ma in realtà hanno lo stesso valore di velocità, si durante l'estrusione che fuori...solo per capire che velocità impostare nello slicer per i movimenti di passaggio da un punto all'altro e affinare ancora di più la combo ritrazione-velocità..
-
Si scusa, ho posto male la domanda: i valori nel primo foglio, quelli in tabella, sono riferiti solo alla velocità di ritrazione? o sono quelli di movimentazione fuori stampa? Eventualmente, qual'è il comando che si riferisce a questi movimenti? Perchè se non sbaglio il comando F (esem: F600) è il feed rate ma durante la stampa..o sbaglio?
-
Ciao, siete riusciti a completare la costruzione? non sono molto avvezzo col GCode, sapete se lo script modifica anche valori di velocità spostamento fuori stampa o solo quella di retrazione? Perchè, come dicevo, con i valori dei primi layer stampati - 2,1 mm e 10 mm/sec - ho zero stringing col test, ma ho ancora qualcosina con altri pezzi - ad esempio nella struttura a traliccio gialla di cui sopra - e vorrei capire se magari è possibile affinare le impostazioni... Grazie
-
Non vorrei parlare troppo presto, però ho effettivamente provato il test con quei valori e sembra funzionare...se ne fa, ne fa pochissimi e con l'aria si staccano subito...
-
Guardando dal display, la 1.0.04...a essere sincero, da quando l'ho comprata nel dicembre 2018, non ho mai guardato ne modificato...io penso sia il Marlin, ma non ne sono sicuro...
-
Ok siamo sulla stessa barca, me lo fa uguale.. Comunque è diverso il disegno da come è spiegato nell'articolo... Da come lo capisco io, potrebbe essere che i raggi esterni siano i "marker" della ritrazione, cioè come se fossero il risultato dello stringing dopo l'estrusione del perimetro ... Il perimetro principale continua a estruderlo, mentre le righe esterne le estrude all inizio e poi basta.. Però in questo caso i valori di ritrazione dovrebbero essere all inizio dell'incremento, e mi sembra strano che vada bene da subito, dal momento che nel mio caso in altre stampe ho fenomeno di stringing perfino a valori molto più alti di ritrazione e velocità.... Magari sbaglio e non ho capito na mazza...
-
Ok...sinceramente però non ho ancora capito come si interpreta il risultato...e comunque si è appena staccato dal piano quindi è andato tutto a remengo..dopo circa 10 layer..magari aspetto che trovi la quadra te, che ne sai sicuramente di più...
-
Ok, ho provato a sostituire "," con "." e funziona fino a un certo punto..mi fa il primo layer e tutti gli altri (per quelli che sto vedendo al momento) ma non fa i raggi esterni
-
Vedendo le risposte all'articolo dell'autore, dice che sono tutti movimenti relativi, sia di incremento di Z che di estrusione..fattosta che caspiterina non estrude niente... A te funziona?Ti dispiacerebbe postare il file (o un estratto) per capire se stanno parlando la stessa lingua o c'è qualcosa che non va nella mia stampante? Che comunque, come dicevo, funziona correttamente nel "solito" modo... Grazie mille
-
Nel mio caso, non so perchè, la z resta sempre a 0,2 ad ogni layer..oltre che non estrude niente, fin dalla partenza...non è un problema di estrusione, perchè se faccio partire lo stringing test, o un altro disegno a caso, stampa benone..
-
Intanto garzie per la segnalazione...se ho ben capito, imposti i dati di dimensione piatto, valore di partenza della ritrazione e incremento della stessa, a seconda che tu abbia delta o cartesiana, direct o boden...imposti la temperatura e l'incremento della stessa che vuoi...e si dovrebbe generare un gcode, che copierai in un file con estensione gcode, o come ho fatto io, in repetierhost direttamente nell'editor...solo che c'è un problema, almeno per me: - il gcode nel passaggio tra un layer e l'altro non incrementa lo Z, sempre a 0,2; altra cosa, ho il valore di E impiantato a 0,47, che si traduce in una non estrusione fin dall'inizio... Qualcuno che l'ha già provato, con una stampante simile alla mia I3, riesce a postare il file? O a dare un'idea del eprchè si pianta così?In allegato il mio gcode. Grazie intanto retract.gcode
-
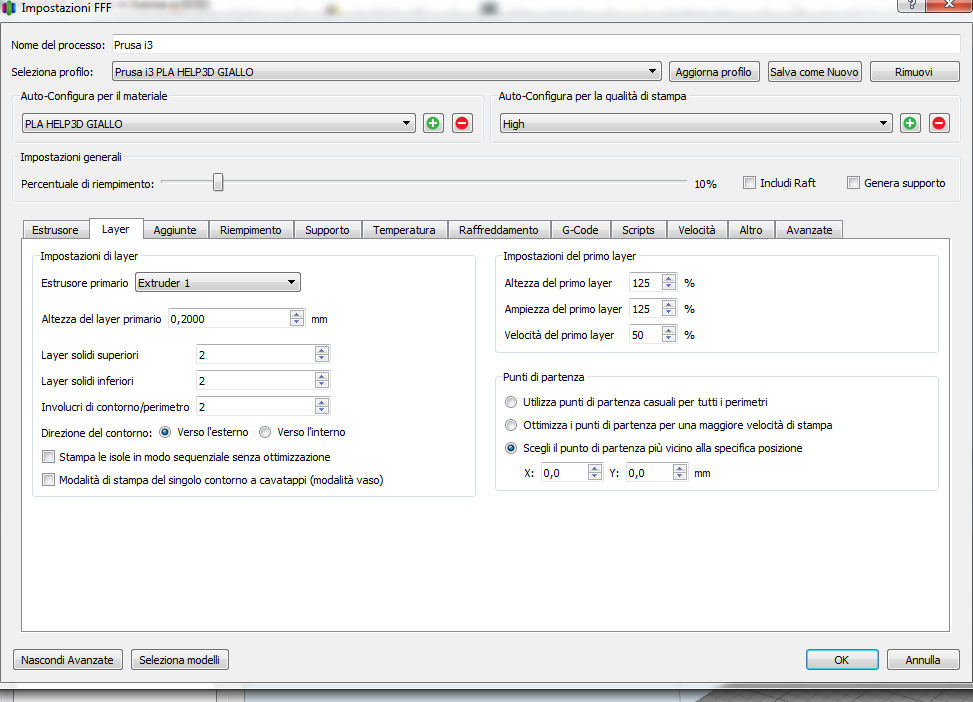
Buongiorno a tutti e buona Pasqua in ritardo, chiedo aiuto in merito all'annoso problema relativo a stringing con la mia geeetech I3 Pro B. Ho passato tutto il we a leggere il forum e provare e riprovare con le torrette di test, seguendo tutti i consigli che sono riuscito a trovare sul forum (o quantomeno una buona parte). Fatto i test con diversi filamenti, di marche diverse, ma tutti con lo stesso risultato finale (chi più, chi meno). Partiamo con le info di base: - PLA normale, della Geeetch - PLA normale, colori diversi, acquistato da HELP3D Fatte tutti gli incroci relativi alla retrazione ovviamente, partendo dallo 0 fino al valore tutt'ora impostato; ad una certa mi sono fermato, perchè ho visto che nonostante il cambio di parametri, non cambiava assolutamente niente nel risultato. Premetto che ho settato estrusore, passi, ecc e le msiure finali della stampa sono pressochè perfette (con i limiti del caso); l'estrusore non scatta, ed inoltre ho cambiato due volte l'ugello, per essere sicuro, entrambi da 0,4 (ma li faceva anche prima con quello originale da 0,3). Solo una volta ero riuscito ad avere un risultato ottimo senza fili, però mi sembrava che l'opzione "pulitura ugello" funzionasse, nel senso che mi sembrava di vedere che effettivamente era come se facesse il giro inverso per i mm impostati prima di passare dall'altra parte; il giorno dopo vado per provare con un altro filamento, am nonostante l'opzione impostata e profilo preso dal filamento "funzionante", il problema si ripresenta. Jerk a 15, accelerazione retrazione (A-retract su display) a 12000. Di seguito le attuali impostazioni: Con la temperatura parto solitamente dai 210 per il primo Layer, poi 200-190 normalmente...ho provato a spingermi a 185, ma anche li non cambia assolutamente niente, non è che ne fa di meno o più piccoli, li fa assolutamente uguali. Intendiamoci, non è che mi fa delle strutture ulteriori, sono molto fini e a dire la verità gestibili in post produzione, però fatto sta che li fa e non capisco il perchè..se si riuscisse ad eliminarli, ovviamente le stampe ne gioverebbero. Di seguito alcune foto di esempio: Spero qualcuno riesca a vedere un parametro da poter cambiare che al momento mi sfugge; il filamento sembra molto buono, le stampe che non prevedono molti spazi aperti in cui "colare" mi sembrano molto buone e precise, quindi direi che di per se la qualità generale della stampante non è male. grazie in anticipo ragazzi

-
Ciao a tutti ragazzi, nuovo membro del forum e possessore di una Geeeetech Prusa i3 Pro B acrilica, già montata e in fase di calibrazione...da svariate sere ormai 😴 Vi sto leggendo da diverso tempo ed è venuto il tempo di postare qualcosina per chiedere lumi, perchè agendo sui vari settings sembra mettersi a posto da na parte e scalibrarsi dall'altra, quindi forse è giunto il momento di cercare di mettere dei punti fissi e capire dove è il caso di fermarsi. Grazie in anticipo per tutto. Ciauu
-
- 1
-