

Herlings
-
Numero contenuti
47 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Herlings
-
-
37 minuti fa, Killrob dice:
Non credo si possa inserire una seconda ruota al posto del cuscinetto, piuttosto, dato che sei già in direct, valuterei un cambio di direct passando ad un clone E3D della trianglelab su aliexpress
Oppure questo
Let's shop together on AliExpress with new user coupons
Your € 0,87 in coupons are here!
https://a.aliexpress.com/_BS2nXQPerfetto, grazie del consiglio.. magari prima provo il primo per vedere come va (è un prime, male che vada lo restituisco) e poi casomai valuto il secondo acquisto...,i è giusto arrivato anche il filo, quindi forse sto we ho da sbizzarirmi...
Grazie
-
24 minuti fa, Killrob dice:
La ruota godronata è singola? Perché se è singola e dalla parte opposta hai un cuscinetto il filo può slittare, si ovvia al problema usando uno spingifilo a doppia ruota godronata.
Singola e di tipo direct, è quella standard della I3 Pro B...nel frattempo stavo valutando l'acquisto dello spingifilo in lluminio, tipo questo, ma se mi dici che esiste l'altra versione allora cerco..
Grazie mille
O posso inserire la ruota godronata al posto del cuscinetto liscio su quello che ho già?
-
Rieccomi...
Innanzitutto premetto che parlando col venditore ho scoperto che in quel periodo, causa fornitore dello stesso, ha venduto malauguratamente delle partite "difettose", in termini di regolarità di diametro dell filamento.. poi non ha specificato se ci fossero problemi anche a livello di composizione stessa del materiale.. fattostà che si è premunito di farmi avere una bobina in omaggio, di sua iniziativa, benchè fossero passati diversi mesi; quindi secondo me è giusto sottolineare la professionalità del negozio HELP3D per questo. Mi dice che adesso si riforniscono da Filoalfa.
Con l'occasione ho preso anche un altro materiale, giusto per provare, cioè il FiloalfaPro.
Detto questo, mi riservo di rifare un pò tutte le prove con la nuova bobina, dal momento che queste potrebbero essere state "sfalsate".
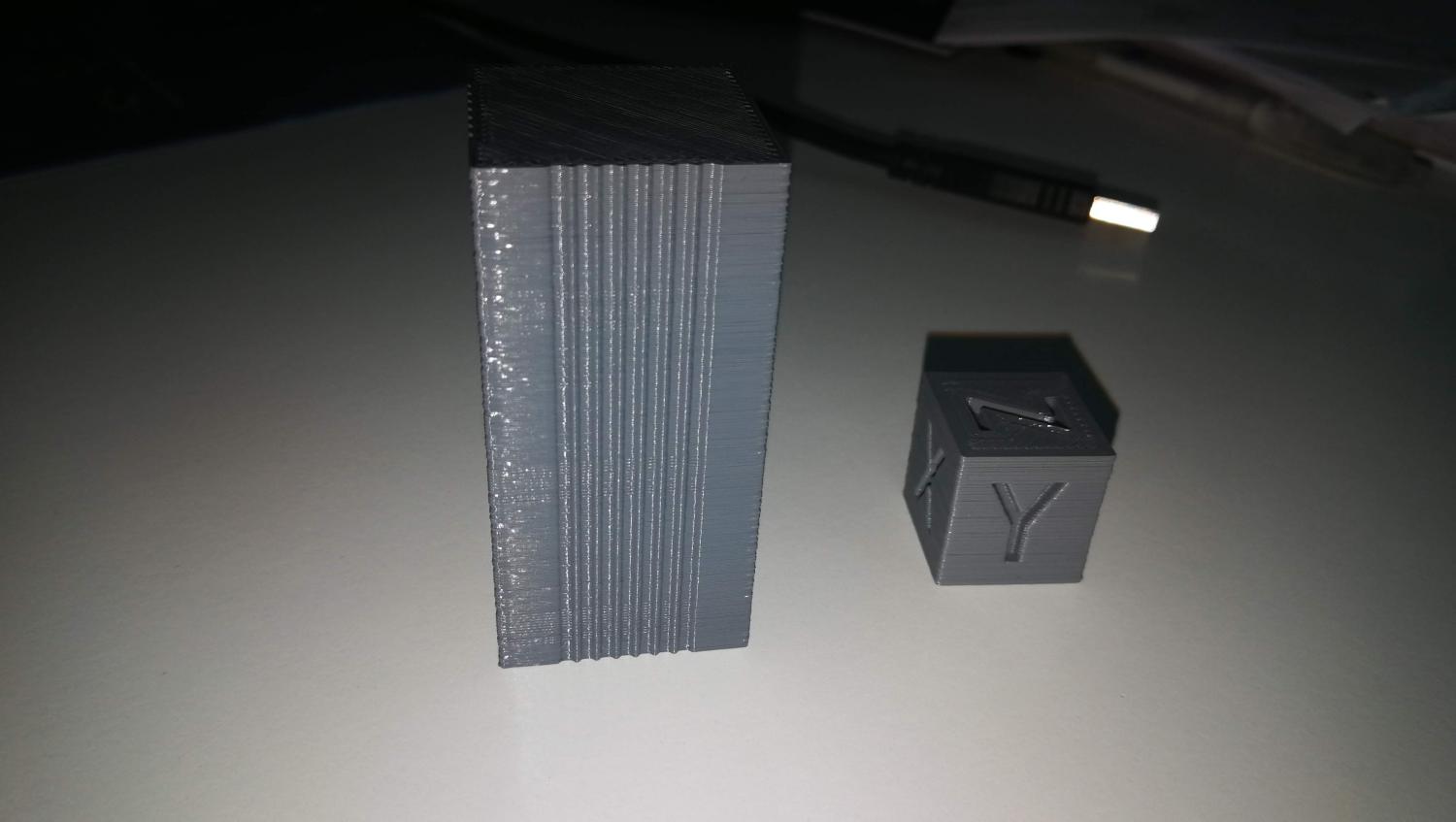
Ho rifatto delle stampe di prova, in particolare il solito cubetto XYZ e devo dire che è migliorata decisamente.. ancora qualche imperfezione lungo le pareti, probabilmente dovuta al discorso di cui sopra, ma niente di che...
Facendo un pò di prove ho notato un paio di cose strane però:
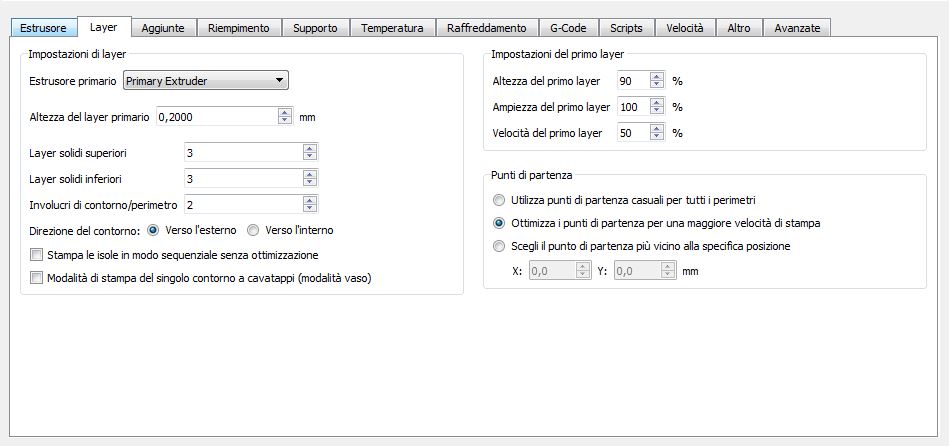
1. Appurato che il flow rate risultante è decisamente basso rispetto alla norma, ho provato a impostare un'ampiezza del primo layer fin a 160%; il primo strato però, invece che diventare un bel "muro", sembra una finestra di una prigione, addirittura aumenta lo spazio tra una linea e l'altra.. sembra che lo calcoli al contrario...Ho giocato anche con l'altezza primo layer aumentandola e diminuendola rispetto al 100%, am non cambia niente..ricordo, uso S3D. Dal secondo layer in poi invece magicamente torna bello sodo.
2. Facendo le prove di trascinamento filo a vuoto, quindi fuori dall'estrusore, con ruota godronata a vista ho scoperto (quasi per caso) che i risultati non sono ripetibili, mi spiego: per non sbobinare il rotolo ho fatto diverse prove avanti e indietro sulla stessa lunghezza ma ad ogni ciclo il filo non torna mai nella stessa posizione segnata (ovviamente tenendo gli stessi step ad ogni ciclo e controllando che la ruota non scivolasse sul filo).. dopo 3-4 volte è fuori anche di mezzo cm... va da se che, specialmente in caso di utilizzo della ritrazione, dopo un pò si sminchia un pò tutto il discorso, soprattutto in stampe consistenti...
-
3 minuti fa, MAL1190 dice:
si molto incostante...
che slicer usi? non devi aumentare la percentuale di ampiezza del primo layer ma quella del flusso del primo layer.
se dici che a 100% viene bene il primo ma abbondanti le pareti metti 100% il flusso del primo layer e poi 80% il resto della stampa
ottimo, i dati della macchina erano corretti e settati al meglio allora
Uso Simplify3D...i parametri da modificare sono come da immagine (non sono miei, da repertorio)

Posso impostare percentuale di altezza e ampiezza, probabilmente si farà i suoi conti finali sull'estrusione...
Nei prossimi giorni farò altre prove su altri pezzi e giro qua i risultati, anche perchè devo riaggiustare step/mm per gli assi x/y adesso (Z spacca il decimo), che si sono starati
Bisogna anche dire che il colore di questo PLA si presta meglio di altri ad evidenziare i difetti, su altri stampati con PETG, o comunque con PLA di altri colori devo andare a cercarli in controluce...
Altra curiosità: secondo te/voi, ci potrebbe stare anche un pelo di z-wobble, o comunque una certa irregolarità meccanica? Rischio troppo se provo ad installare uno di quegli accrocchi anti Z-Wobble? restando sempre con i piedi per terra, dal momento che si tratta di una Geeetech in acrilico...
-
Aggiornamenti: rifatto la calibrazione step/mm, era leggermente fuori ma niente di che, aggiustata.. rifatto quindi il thin wall test, ma non è cambiato molto, sono comunque ad un 0,80 di flusso.. con l'occasione ho rivisto il diametro filo, che in realtà non è così costante come viene pubblicizzato (strano, visto il marchio, ma chiederò lumi al venditore), cioè mi passa da 1,63 a 1,71, nei primi 20 metri di bobina - ne ho srotolata un pò, giusto per capire...quindi ho inserito come media 1,67...
Con flusso al 100%, ampiezza primo layer 100% e ampiezza 0,40, come ugello, mi fa un primo layer bello pieno ma pareti ovviamente più spesse (0,50-0,51); dopo la regolazione, pareti pressochè giuste ma primo layer zebrato, ma questo penso si possa regolare aumentando la percentuale di ampiezza del primo layer...
In tutto questo, con Jerk a 16, gli spigoli sembrano più spigoli e a dire la verità anche le pareti sembrano più regolari...
-
47 minuti fa, MAL1190 dice:
infatti nn intendevo quella del jerk, sono due distinte e separate ( fai prima gli step/mm però )
Ok, grazie mille, appena posso riferisco sviluppi
-
7 minuti fa, MAL1190 dice:
si potrebbe essere anche un problema di jerk un po' basso ( prima erroneamente ho detto che se lo abbassi male non fa ) in realtà è il contrario, essendo il jerk la " velocità di reazione" degli stepper, se è basso tenderà a fare gli angoli più lenti e quindi a smussare e sovra estrudere in quelle zone, al contrario un po' alto farà angoli più netti ma " stiorando" un po' il materiale.
se prima a 16 stamapava meglio rimettilo a 16, ma dalla via che sei in fase di fare delle prove fai qualche cubo 20x20 con diversi valori di jerk e scegli il miglior compromesso per la tua macchina
Ok, non avevo capito ti riferissi al jerk con quella prova, avevo inteso il flusso, dalla citazione...ok stasera provo e vi so dire...
Ovviamente accetto anche altri consigli anche se so bene che alla fine sono sempre le stesse regole/prove che girano...più che altro il difficile arriva quando hai fatto tutto il base (o, come in questo caso, pensi di averlo fatto) e quindi non si sa più dove andare a sbattere..
Grazie mille
-
7 minuti fa, MAL1190 dice:
prova a rimetterlo come dev'essere di macchina e guarda se migliora la qualità, anche se a logica mi viene da dire che abbassandolo non dovrebbe peggiorare... diverso sarebbe il contrario
facilmente no, ma potrebbe essere un segnale
mi sembra molto basso... hai fatto una calibrazione degli step/mm di E? non vorrei che devi tenere il flusso basso perchè E spinge troppo materiale!
Stasera provo e so dire...sinceramente gli step/mm non li ho controllati eprchè non ho mai avuto problemi con l'estrusore (perdita passi o altro, quantomeno nessun tick udibile) e come per il discorso delle barre ho dato per scontato che restando ferma, meccanicamente non sarebbe dovuto cambiare rispetto a quell'epoca, che era corretto. In ogni caso lo controllo, casomai un'altra variabile da, spero, escludere..
Riguardo al Jerk? potrebbe avere qualcosa a che fare anche lui?
Grazie
-
44 minuti fa, MAL1190 dice:
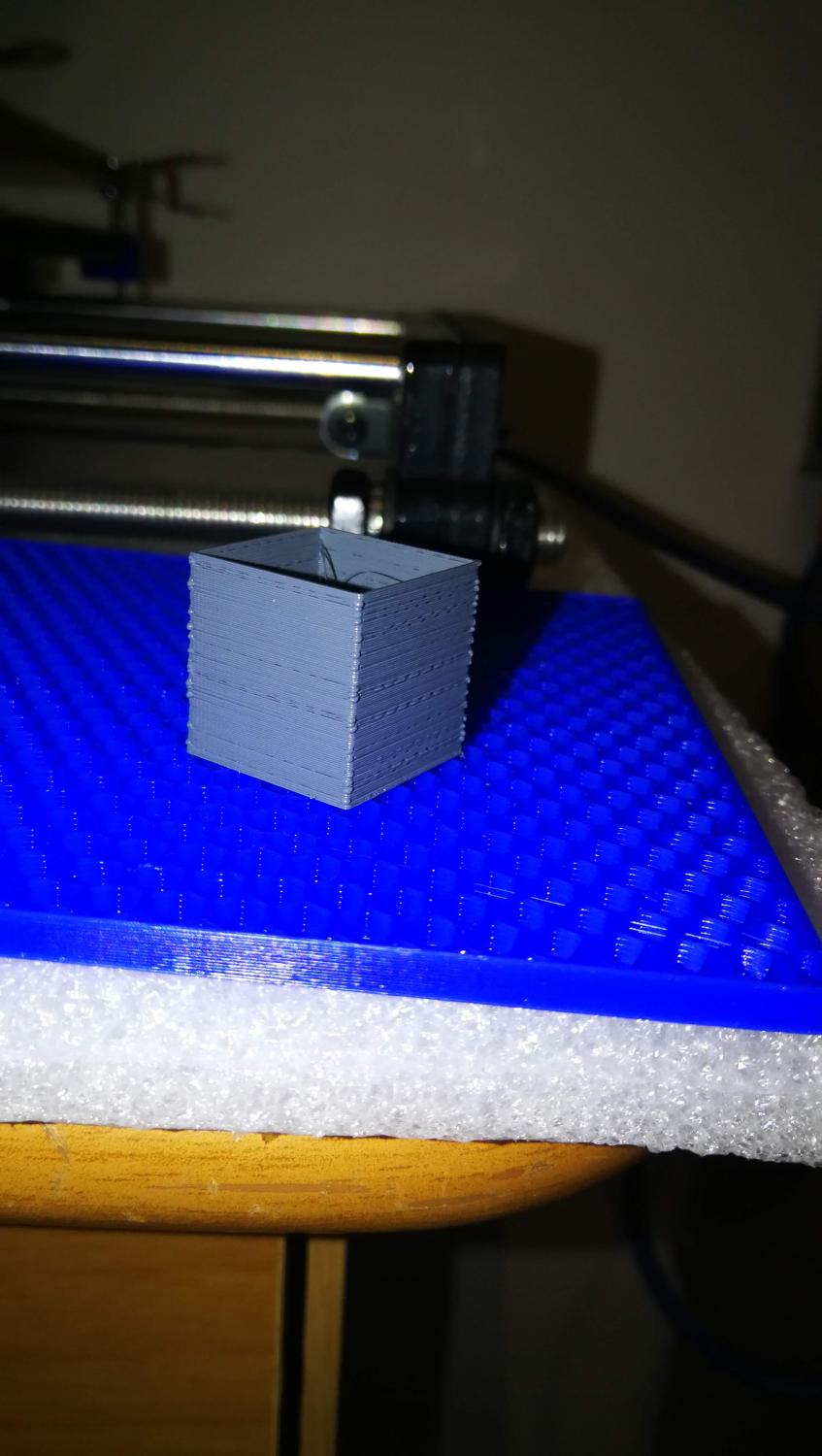
anche a mio avviso le stampe sembrano buone,
se proprio proprio vogliamo andare nel pignolo ( e non nel pignoletto 🤣) forse hai un po' di flusso abbondante
si vede negli spigoli dei due cubi, un po' di materiale in eccesso che va a creare qualche riga più spessa!
hai fatto un thin wall test?
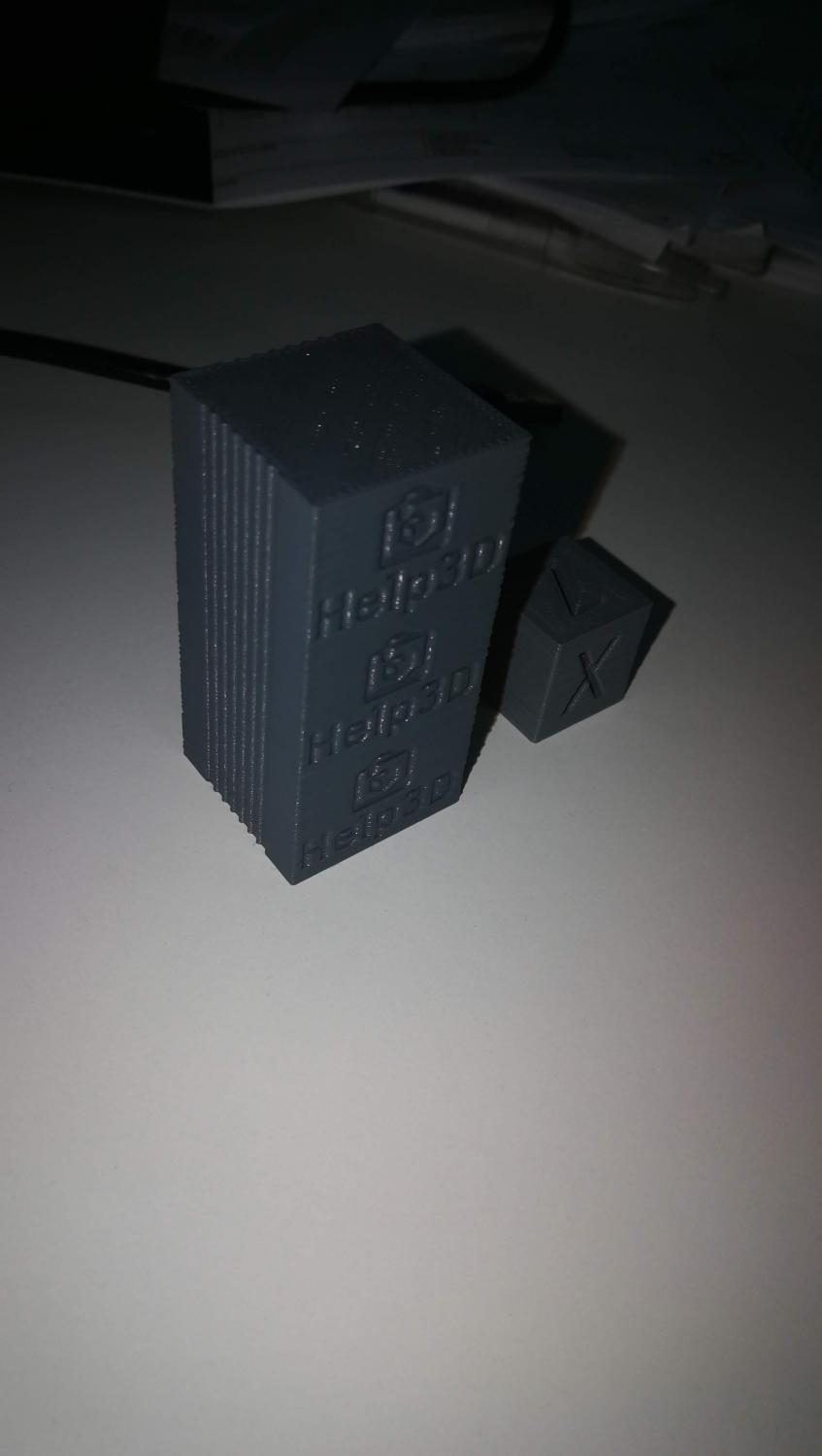
Ecco, allora non me lo sono inventato...ho notato anche io proprio quella cosa la, sugli angoli.. e secondo me si ripercuote anche sulle linee delle pareti verticali, infatti secondo me le pareti verticali non sono proprio le più belle e regolari fatte dalla mia stampante...tanto per fare un esempio, una delle ultime stampe che ho fatto prima di "chiuderla", sono stati due supporti geometricamente regolari (nel senso, linee dritte per ogni settore), con il medesimo PLA, e ne usciti pareti praticamente lisce (intendiamoci, per quanto lo possano essere in un sistema a strati sovrapposti, per quanto preciso) e con angoli sostanzialmente a punta...tutt'altra cosa rispetto ad adesso.. Stasera se riesco faccio foto..
Thin wall test fatto giusto ieri sera, per scrupolo, visto anche la "ricottura" della bobina, e con spessore impostato a 0.40 ho pareti da 0.40-0.41 (sono dovuto arrivare al 78% di flow comunque)...
Scrivendo degli angoli mi è venuto in mente che forse di diverso dall'ultima stampa buona ho un jerk diverso, perchè nelle innumerevoli prove fatte ho inserito nello start GCODE che mi imposti il Jerk X/Y a 10, mentre da macchina è a 16.
Riepilogando, il problema degli angoli e delle linee potrebbe essere facilmente attribuibile a over extrusion? Perchè i giorni scorsi mi sono stampato anche degli anti z-wobble, ma non volevo credere che restando ferma si siano magicamente piegate le barre e quindi non li ho mai montati.. volevo prima escludere il resto...
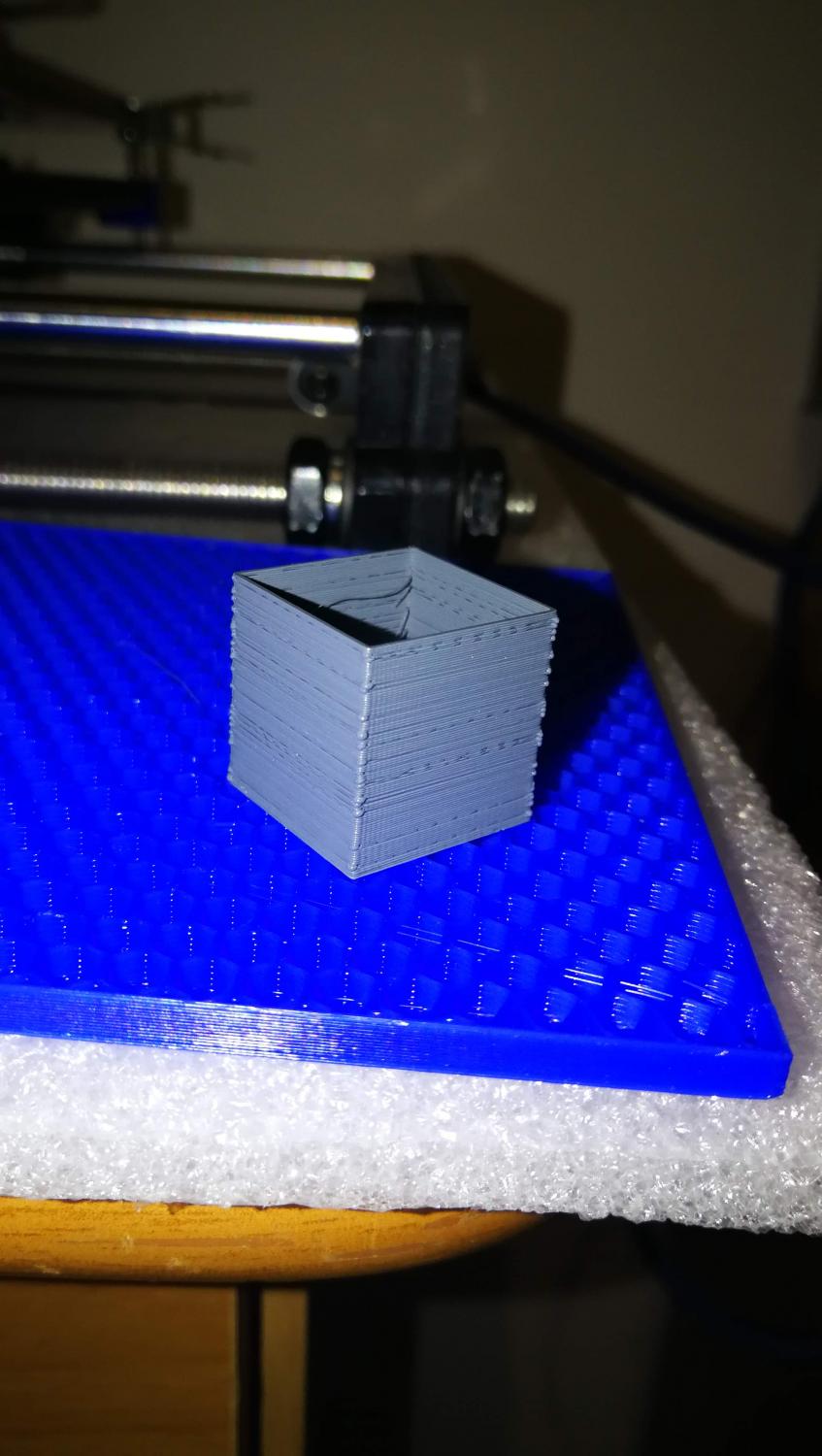
Il fatto che non abbia pensato all'eventuale over extrusion, ignoranza e inesperienza a parte, è che se guardate il primo layer (penultima foto), le linee non sono proprio coprenti...e questo, da quello che so, è sinonimo del contrario...
ugello 0.4, Layer height a 0.2, altezza primo layer 100%, ampiezza 120% e ampiezza standard a 0.48.
-
43 minuti fa, Killrob dice:
Ad una prima occhiata mi sembrano buone le stampe
Sono d'accordo...posso anche dire che, specie all'inizio, ne ha fatte di decisamente peggiori..il punto è che fino a 5 mesi fa (periodo lockdown, sostanzialmente, in cui mi sono sbizzarito) ne ha fatte di migliori, potrei aggiungere anche notevolmente in certi casi...e non parlo di geometrie diverse da queste dove magari si possono esaltare certi punti piuttosto di altri...
E, da quando l'ho spenta a quando l'ho riaccesa una settimana fa, non è stata minimamente toccata, spostata, cambiato pezzi o fatto altro...Anche la bobina a dire la verità non è stata immagazzinata a dovere, tant'è che dopo le prime stampe così l'ho pure messa in forno qualche ora...ma non è cambiato molto da prima a dopo...
Tu dici che sono buone, ok, e probabilmente per questa fascia di stampante sono nella media di "ci si può accontentare", ma non vedi niente di migliorabile? Sempre limitatamente alla dotazione della stampante...
Grazie del feedback
-
Salve a tutti,
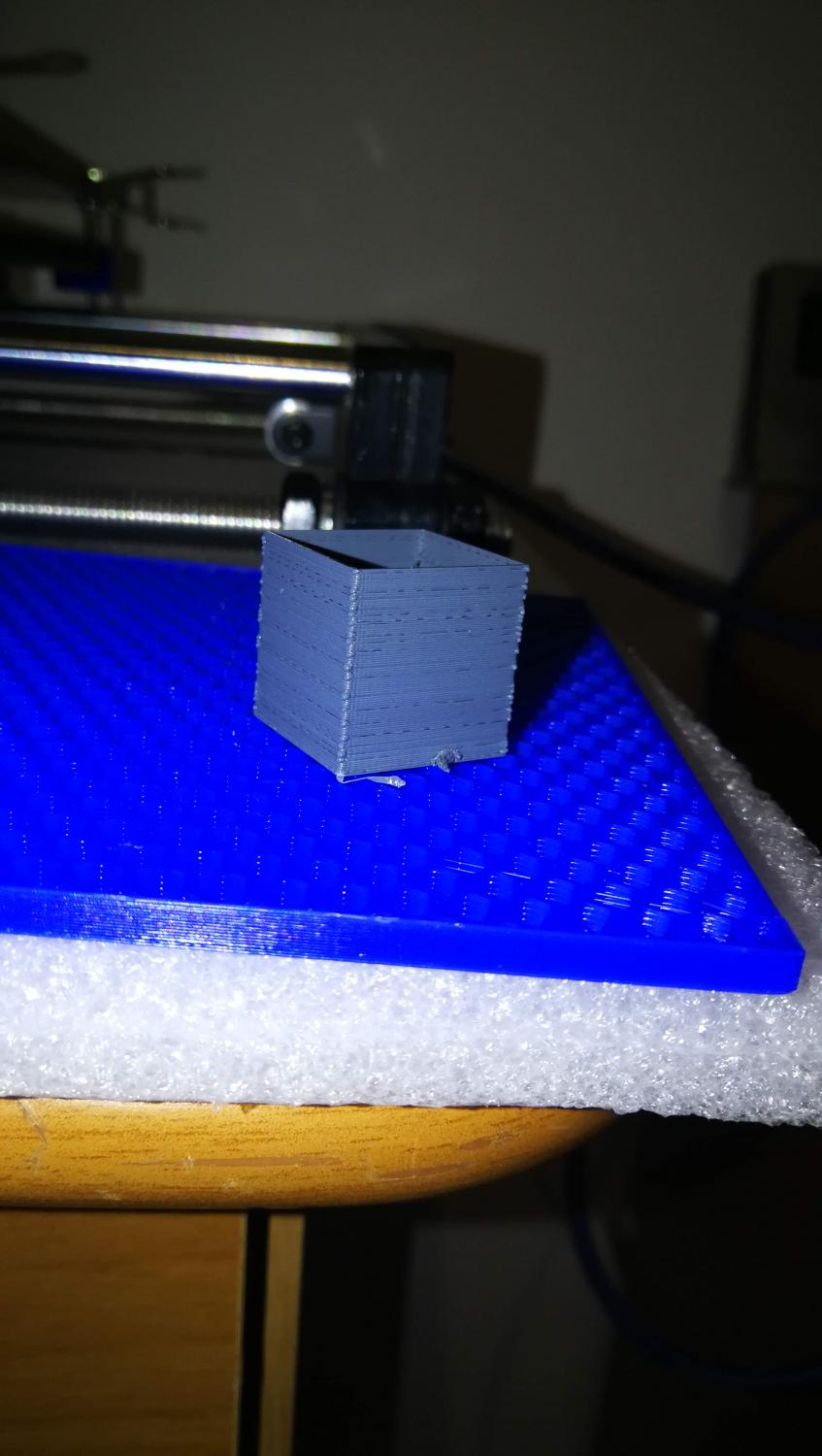
il post in questione è per chiedere (per il momento) opinioni riguardo a delle stampe che ho fatto; in particolare vorrei capire se se nelle foto allegate di stampe di pezzi di prova (i classici che girano ormai ovunque) ci vedete qualcosa di strano, oppure se secondo voi sono pessime, piuttosto che normali, ecc.
Per il momento mi limito a chiedere solo questo perchè secondo me c'è qualcosa di strano nel risultato finale, però prima di dire il problema che vedo io vorrei capire se è effettivamente un problema, piuttosto che una finezza da mettere a posto in una certa maniera, o cos'altro. Voglio vedere se mi sto immaginando cose che non ci sono, o altro...
Il materiale è PLA classico, di HELP3D, e la stampante è un economicona Geeetech I3 PRO B in acrilico. Stampe fatte dopo aver calibrato passi, flusso, ecc
Ovviamente il tutto limitatamente a quanto si può capire da una foto, con tutte le luci e ombre del caso.
Grazie in anticipo
-
Il 12/6/2020 at 21:33, jagger75 dice:
se usi repetier il flusso lascialo a 100%
prova a fare il primo layer a 205 e gli altri a 200/195 vedi che succede
Ciao, scusate il ritardo...questa prova devo ancora farla in realtà, perchè nel mentre ho lanciato un'altra stampa per un pezzo che mi serviva ed è risultata direi ottima; con tutte le riserve del caso, nel senso che ne è uscito un pezzo praticamente come prima che si presentasse questo "problema"...a temperature di partenza 210 e poi 205 °.
Invece, guardando video qua e la, me ne è capitato uno sottomano in cui si parlava di Z-Wobble...siccome con questo filamento grigio si notano di più gli strati, e non riesco a capire se è colpa del colore (come il nero smagrisce le donne, magari il grigio "layerizza" di più 😀) c'è modo per capire se si tratta appunto di z-wobble?Questa stampante l'ho presa nuova nel dicembre 2018, le barre filettate mi sembrano ok...e volevo provare a stampare di quei supporti che si trovano su thingiverse, am non so se rischiare delle modifiche che poi magari mi sminchiano anche la parte buona della struttura...
-
1 ora fa, jagger75 dice:
diciamo che le latenze le ha il pc proprio perche si mette in latenza cioè fermo a riposo o chiamalo come vuoi pero se fosse cosi non dovrebbe avere ritardi di comunicazione ma vere e proprie pause di stampa o addirittura blocchi
hai detto bene prova con da SD e vedi che succede
pero a vista guardandolo bene sembra proprio problema di flusso e temperature alte
Dici anche temperature alte? Adesso estrudo a 215 primo layer, 210 dal 4 in poi...provo ad abbassare di 5 gradi?
Per il flusso non saprei come fare...
Grazie mille
-
14 ore fa, jagger75 dice:
percio quando in repetierhost o cura o qualsiasi altra cosa finisce la stampa dell ultimo layer fisicamente la stampante sta stampando ancora il terzultimo layer?
detto cosi sembra piu un problema di latenza della comunicazione tra pc e stampante pero non centra nulla con la qualità della stampa
strana sta cosa !
Ho pensato anche io a sta cosa, ma di solito dovrebbe succedere il contrario...cioè, il pc manda il comando, e la stampante ha una qualche latenza nel leggerlo...dovrei provare a scaricar su SD e vedere se fa lo stesso scherzo.
Sinceramente non ho mai guardato se alla fine c'è questo scarto tra stampa e valore di Z, però sembra che fiiscano quasi in contempoarnea...
Per il resto, qualche idea?
-
Rieccomi....
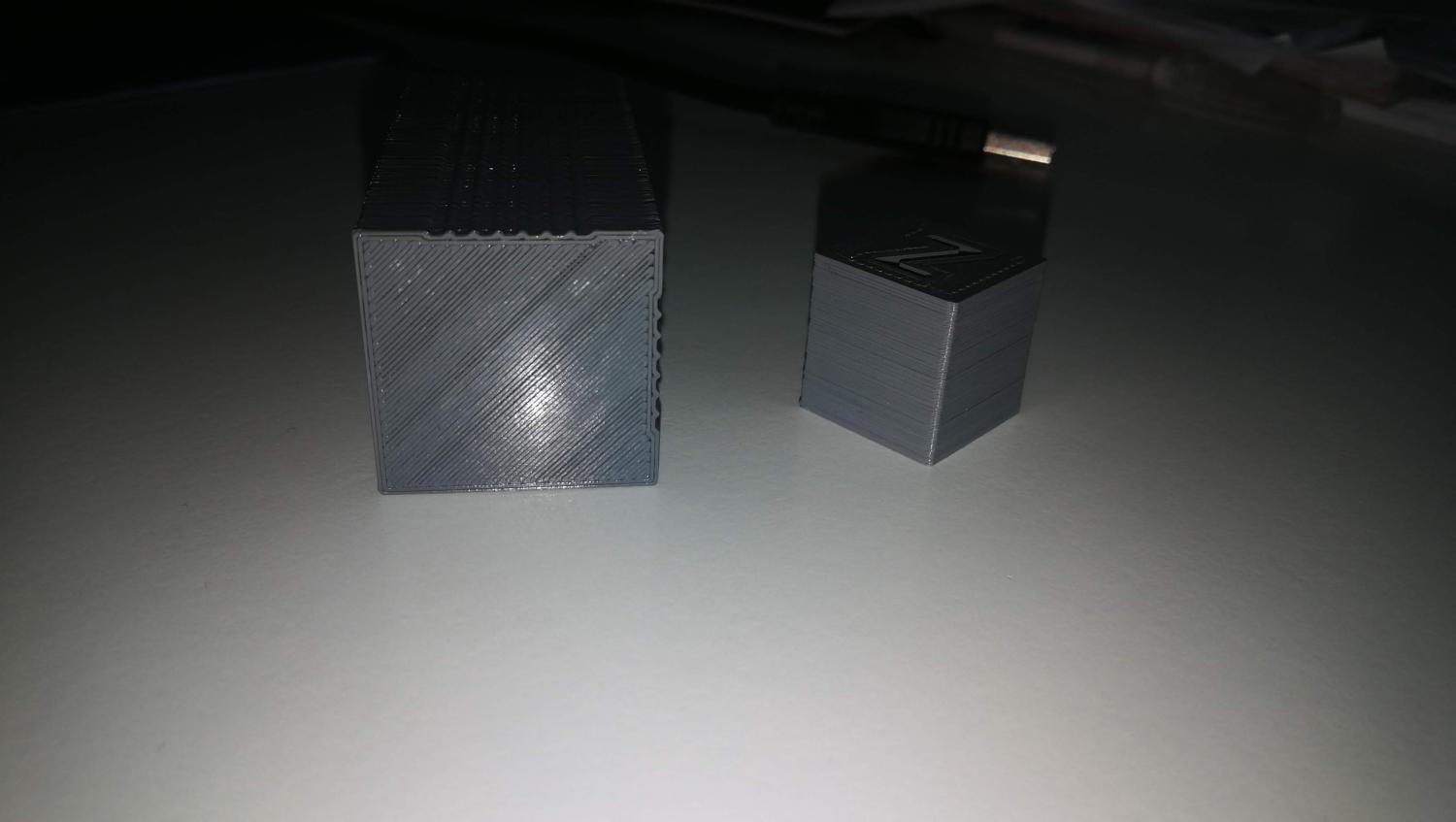
Di seguito le foto..come vedete, a parte i blob sugi angoli, dovuti all'impostazione che parte sempre dallo stesso punto, ci sono evidenti segni di mancanza di estrusione...o almeno, quello sembra...adesso lancio una stampa con flow a 0,78 e vedo cosa ne esce...
-
13 minuti fa, Tomto dice:
Perchè 0.78 ti suona strano? se parti da Flusso 1 e valore teorico 0.45 di extrusion width e 0.58 reale è normale che il flusso sia inferiore a 1.
Quando puoi posta le foto
Si, mi sono espresso male non contestualizzando: matematicamente è ineccepibile, però guardando uno dei video del Piraz @Help3d dice che normalmente si resta intorno ai 0,9 - 1,1, o addirittra più stretti...per quello mi suona strano...poi, magari va benone..appena posso posto foto e magari un video in cui si vede la questione lato software...
grazie
-
Salve a tutti,
dopo diverse ore di stampe di tutto rispetto, e in seguito alla sostituzione del gruppo hotend (gola, blocco alluminio e nozzle 0,4 mm), si sono ripresentati dei "classici" problemi, ma con una ricetta strana. Per scrupolo ho rifatto più volte test lunghezza di estrusione, modificando leggermente i passi, mentre per quanto riguarda la questione step x/y era già tutto ok.
Utilizzo simplify3d, ma anche con repetier e Cura è uguale; nozzle 0,4, larghezza estrusione 0.45, altezza layer 0,2, PLA (fornitura @Help3d) grigio estruso a 215° primi 2 layer e poi 210°). Ritrazione disabilitata. Spessore filo 1,65 (in realtà un pelo variabile ma in media quello) e inserito in slicer.
Quando faccio il classico thin wall test sul cubo 20x20x20, escono le prime "rogne": larghezza estrusione 0,45, flusso a 1 -> risultato: 20x20x20 circa (+- un decimo o 2 a seconda di dove misuro), quindi va di lusso...spessore parete: costante, quindi va bene, se non fosse che è a 0,58...ok, direte voi, basta modificare il valore di flusso...a parte che dovrei portarlo ad un valore di 0,78 e già questo suona strano, peccato che le pareti presentano delle imperfezioni, riconducibili ad una prima occhiata ad un flusso insufficiente..
Sottolineo delle cose importanti:
- nel montare l'hotend ho seguito la solita procedura, prima la gola e poi l'ugello a battuta delle predetta e non in battuta con l'alluminio - non ho, ad oggi, perdite evidenti dai filetti.
- a mano prima, e poi con slicer, non in stampa, l'estrusione avviene perfettamente senza problemi.
- pensando ad una cinesata del nozzle, ho misurato l'estrusione di prova e misura 0.39-0.40, quindi direi che la misura sbagliata di quello non può essere
- velocità di stampa 40 mm/s, con un 80% dei contorni, quindi direi che anche quello non può essere
- Nessuna perdita apparente perdita di passi, nessun TAC TAC TAC...slittamento del filo dubito, altrimenti non avrei (forse delle pareti cosi grosse) in ogni caso nel trascinatore non ho cambiato niente dopo la sostituzione dell hotend, è rimasto tutto invariato.
Tutto questo predetto che prima stampavo alla grande...
Purtroppo al momento non ho sottomano foto per farvi capire la gravità (o meno) di quanto scritto, in serata a casa ne metterò qualcuna...se intanto qualcuno ha qualche idea...so che si parla sempre dei soliti problemi triti e ritriti, e assicuro che non mi è successo ieri sera e lo scrivo stamattina, ho passato almeno un paio di settimane a fare prove su prove, smontare e rimontare, cubetti come se non ci fosse un domani...si presentano apparentemente con una combinazione strana, che non sono riuscito a trovare in altre discussioni..
Altra cosa strana che non mi era mai capitata, di natura software: dopo il 3 layer, a display della stampante, il valore di Z slitta automaticamente al valore del 5 layer (per esempio, fa 0,25 il primo, poi 0,45, 0,65, e poi vedo che dal 4 layer slitta a 0,85, 1,05 e 1,25 in un secondo) pur restando fisicamente al terzo..nel senso che non si vedono palesi mancanze di layer...mai successo? Ho controllato il GCode e mi sembra che a livello di codice sia tutto ok...
Grazie mille
-
Il 6/5/2020 at 22:34, Basilietto dice:
Riguardo alla temperatura devi vedere te perchè ogni filamento ha la sua. Considera che devi fargli il test del flusso. Possibile che il filamento sia così conico? Cavolo da 1.74 a 1.64 è tantissimo, di solito i margini variano di 0.03, qui parliamo di 0.1.......
Se gli fai un riempimento inferiore al 100% aumenta gli strati superiori in modo da coprire bene il tutto, specialmente i buchi che si creano all'inizio dei layer al 100%.
Riguardo alla stampa dei perimetri è sempre meglio che si stampi dall'esterno verso l'interno, specialmente se hai dei dislivelli questi vengono stampati su una base solida, se fai al contrario comincia a stampare dal vuoto.....
Difatti mi sembra strano, però ho queste misure...in realtà, devo dire che nel punto in cui misuro l,1.64 ho fatto la misura solo da un "lato", non ho provato a girare attorno al filo..non vorrei che fosse, per così dire, non tondo ma ellittico (non so se può essere)...quindi di fatto il volume in quel punto sarebbe comunque lo stesso che nel resto della bobina...
Comunque per il resto, direi che sono a posto con questo topic, nel senso che per la retrazione e stringing sono quasi a posto, dipende un pò dalle stampe...per i restanti problemi, se mai dovessero diventare tali, aprirò appositi topic.
Grazie della disponibilità intanto
-
 1
1
-
-
10 ore fa, Basilietto dice:
Io direi di partire dai 205 e vedi come va, a limite puoi sempre aumentare da LCD. Riguardo alle piramidi hai attivato "costa al termine" e "pulisci ugello"?
Ho fatto una stampa del supporto a 215°C...direi che primo layer pressochè perfetto, poi nel salire c'è qualche "buco" nel perimetro (intendo un sottilissimo spazio tra layer) e solo per un paio di mm e nello stesso punto..allora ho provato empiricamente ad avvicinare con mezzo giro di vite il piano di stampa in quell'angolo (durante la stampa, ormai era partita) e si è risolto..probabilmente il livellamento non era corretto. Per il resto, a quella temperatura, mi sembra che abbia detto il fatto suo, tra l'altro senza raffreddamento locale perchè la ventola si è fot***a la stampa precedente.
Unica pecca di questa prova casomai è l'ultimo layer di riempimento (totale 3 layer superiori) che in un punto centrale le "passate" sono leggermente staccati tra loro. Devo capire se si tratta di un problema di flusso dato dal diverso diametro di filamento...in questo rocchetto ho fatto delle misure spot ed ho 1,74 mm da una parte e 1,64 in vari altri punti, quindi ho messo una media di 1,68...ho il presentimento che quando becca i diametri inferiori mi lascia appunto questi buchi (flusso e moltiplicatore impostato con il thin wall test, quindi direi che quello può essere corretto)
Per quanto riguarda la retrazione, ho abilitato pulisci ugello a 6 mm, ma non distanza di costa..potrei provare..oltretutto ho provato a invertire anche il senso di costruzione dei perimetri, dall'esterno verso l'interno, in maniera che quando lascia e si sposta almeno parte dall'interno lasciando eventuali blobs prima di uscire dal perimetro..non avendo prova del contrario però non so quanto possa essere stato efficace.
-
27 minuti fa, Basilietto dice:
Ma è PLA o PETG? Perchè le temperature sono alte considerando che a occhio la temperatura buona si aggira intorno ai 240/250
E' PLA...scusa, ma mi sono dimenticato di specificare che l'ho fatto su PLA con una Temp Tower disegnata per le temperature del PETG..ormai avevo il file factory fatto precedentemente per il PETG, ho solo cambiato alcune impostazioni, tra cui ovviamente le temperature, e ho tenuto il disegno originale...partendo quindi da 230 effettivi, secondo te la stampa migliore è tra i 210 e i 220 °C...forse ancora stasera provo con queste, stampando un supporto per il porta rocchetto e vedo cosa ne esce...
Invece, idea per il discorso dei blobs nella parte alta delle piramidi? Immagino dovrei andare ad agire sulle solite impostazioni di retrazione, anche se a dirla tutta nella parte bassa mi sembra si comporti bene...
Grazie
-
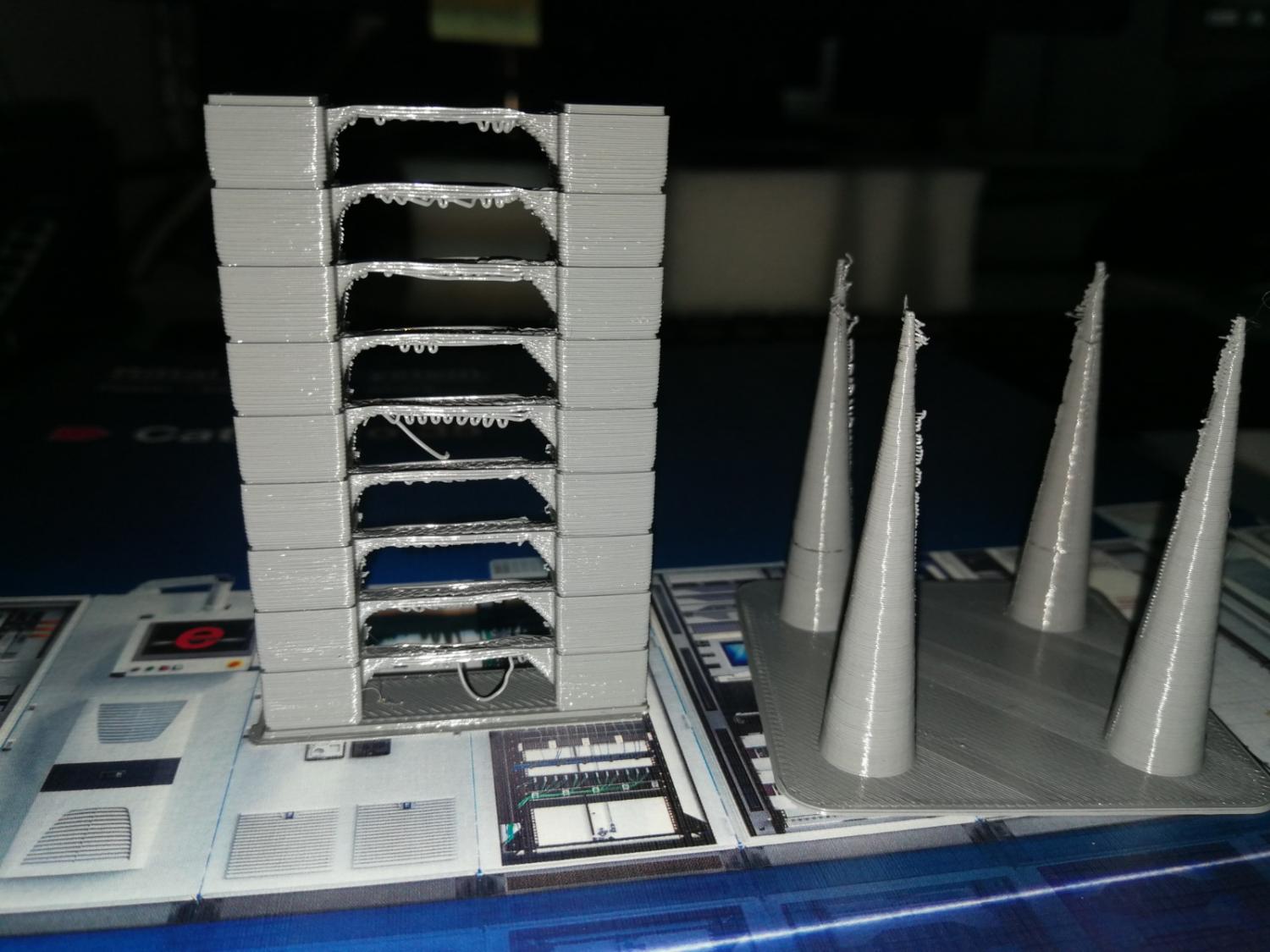
Scusate se non mi sono fatto più sentire ma ho avuto poco tempo per sistemare alcune problemi sorti non so perchè, am che pare abbia messo a posto..tornando al mio "problema", avendo cambiato filamento (PLA grigio di HELP3D), ho fatto torre temperature e stringing test...di seguito le foto, accetto consigli...per la parte bridging tenete conto che mi sono accorto sollo alla fine che la ventola di raffreddamento non è partita, (stessa cosa per lo stringing) quindi potrebbe aver falsato il risultato finale.
A mio avviso, da profano, non male, se non fosse per le parti in punta...in ogni caso anche nella parte inferiore, un pò di "cordone" lo ha fatto...temperatura 200° costanti, retrazione 3 mm a 15 mm/sec (non so perchè, se aumento la velocità, peggiora), distanza pulitura ugello 6 mm, movimenti senza stampa 140 mm/sec
Invece non riesco a capire come interpretare la torre delle temperature...va da 230 a 190, dal basso verso l'alto...a livello di layer mi sembrano tutti abbastanza ok..su stampe più grosse però qualche "buco sul perimetro, con questo filamento, me l'ha lasciato, nonostante temperature attorno ai 205 ° (su quella particolare stampa ho dovuto cambiare al volo il filamento erchè il precedente era finito)
Dimenticavo, ugello 0,3 e layer a 0,2.
-
Il 26/4/2020 at 15:52, Basilietto dice:
Bello quando stampando col file creato da simplify non vedi un filino di stringing
Effettivamente si, dà soddisfazione :-)
-
21 ore fa, Basilietto dice:
Guardati bene questo, ti spiega bene tutti i parametri da attivare su simplify. Ho controllato e sembra che la veocità di retroretrazione è la stessa che imposti per la retrazione
https://www.youtube.com/watch?v=v7-MnuFzhK8
Grazie mille
ieri sera sono andato per provare ma non sono riuscito a stampare un f...o pezzo che sia uno, eprchè ha cominciato a dare altri problemi, che esulano dal tema di questo topic..sto cercando di capire se riesco ad arrangiarmi, eventualmente apro un altro topic e appena posso vedo di tornare sul pezzo...
-
1
-
-
21 minuti fa, Basilietto dice:
Penso che il jerk non abbia niente a che vedere con la retrazione. Il jerk serve a far rallentare la macchina in prossimità delle curve su stampa normale. Considera che per il PETG lo stringing è molto più accentuato e difficile da togliere del tutto. Riguardo al tuo problema di retrazione controlla su simplify a quanto hai la retroretrazione (non so se si chiami così), in poche parole è la velocità con cui l'estrusore rimette il filamento nel nozzle, non è che ce l'hai troppo bassa?
Quello non l'avevo considerato, stasera controllo...più che troppo bassa forse è troppo alta? Se c'è...nel senso, rimette troppo velocemente il filo nel nozzle e quindi cola...Per quanto riguarda il "problema" del PETG ero al corrente della questione, ma stavolta non sono i fili a dare fastidio ma appunto i blob - che poi, il principio per cui si formano è praticamente lo stesso.
Riguardo al Jerk, è una sorta di decelerazione, ma anche il primo strappo di accelerazione, per quello mi è venuto in mente..che poi non c'entri nulla è un altro discorso, era solo un'idea..







Consigli/opinioni stampe PLA
in Problemi generici o di qualità di stampa
Inviato
Scusate, ma non ho attivato le notifiche di nuove discussioni e tra lavoro e casa ho lasciato un pò stare il discorso...adesso che sono in ferie e siamo rossi, ho ripreso un pò in mano il discorso...
Prima di tutto BUON NATALE A TUTTI !!!!!!
Per quanto riguarda il filo, devo ancora aprire quello del Piraz nuovo ma ho avuto da un amico un pezzo di bobina che non usava il cui diametro è molto più regolare (Sunlu) , e provando svariati pezzi è decisamente un'altra cosa a livello estetico.
Per quanto riguarda il discorso anti z-wobbing, chiedevo solo per capire se magari andando a toccare la struttura cercando di migliorare il pelo di difetto che fa, magari non ci fosse il rischio di peggiorare le cose magari, ma mi sembra di capire che male che vada resta come prima...
Per quanto riguarda il discorso Geeetech acrilico😗😝😗
Me ne sono accorto che, per quello che è e per quello che costa. stampa alla grande senza tanti lavori accessori...però volevo solo sottolineare che i consigli che chiedevo erano per per migliorare la qualità senza ovviamente ambire alla perfezione da cnc industriale 🤪
Grazie ancora intanto e di nuovo buone feste