

giaconik
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da giaconik
-
-
Buonasera a tutti,
alla fine diciamo che il problema degli spazi vuoi con le modifiche suggerite da tutti voi è stato risolto e la qualità di stampa è soddisfacente !! Ora però, dopo due stampe della durata di circa 6 ore, ho voluto eseguire una stampa più lunga, circa 22 ore, peccato che però dopo 10 ore l'estrusore si sia bloccato e conseguentemente tutta la stampa e andata a far...si benedire ... 🤬🤬🤬
Io utlizzo un E3D V6 gold edition con una noctua 40mm sul dissipatore di calore. La mia paura è che utilizzando 6 mm di ritrazione mi sia tirato nel heatbraker del filamento fuso che, solidificandosi, ha bloccato tutto.
Partendo da questa mia supposizione ho messo 1 mm di ritrazione ed abbassato a 10 mm/s la velocità di ritrazione; ora sto ritentando la stampa e vi terrò aggiornati. Se nel mentre qualcuno avesse qualche parere o suggerimento sarebbe sempre ben accetto !! 😜
Un saluto a tutti !!
-
13 ore fa, Otto_969 ha scritto:
Premetto che vedo la foto solo dal cell, peró noto subito diverse cose...
L'oggetto in foto sembra piccolino, ed usare un nozzle da ben 0,8mm non é il massimo... Tieni conto che la colonna di materiale nel nozzle é quasi doppia che in un canonico 0,4mm, ma nel resto dell'Hot-End é la stessa dello 0,4... Io uso spesso lo 0,8mm ma solo per stampe molto grandi (min 200x200mm).
Se poi vuoi proprio usare lo 0,8mm, allora la larghezza del tratto di stampa dovrebbe essere SEMPRE un pó piú larga del nozzle, ad es. 1mm. Anche 1,2mm é ok, ma occhio che succhia materiale a gogó...
Terzo, il top é abbondantemente sottoestruso... Aumenta il flusso dei top layers (non vedo bene le pareti, e non mi esprimo), almeno del 10% e vedi che succede... Abilita la funzione di riempimento interstizi, anche se ti creerà qualche imperfezione... Dalla foto non si puó capire ma... Quanti top layers hai messo? Per una macchina perfettamente settata, 3 layers sono il minimo, meglio 4. 5 se il pezzo ha funzioni meccaniche (io faccio sempre le pareti e tops/bottoms dello stesso spessore).
Ritrazione... Non so che macchina hai, ma 45mm/sec con un nozzle da 0,8mm per me sono troppi. Scendi sui 20/25mm/sec e magari passa a 6mm la ritrazione (se é Bowden).
Provare, provare, provare...
P.S. - li hai fatti i test "standard"?
1 ora fa, AndreaG85 ha scritto:Alle volte, per mia esperienza, con alcuni settings cura non crea un gcode perfetto...
Prova a cambiare il pattern dei piani superiori e inferiori in zig zag o concentrico, e vedi se ti chiude il tutto
43 minuti fa, Killrob ha scritto:ricontrolla bene e conta le linee perimetrali dell'anteprima che hai postato... tu metti 4 linee ma quante ne fa? considera che ne fa 4 per la parete ma ne dovrebbe fare 4 anche per il foro... e dove le mette?
Con le modifiche suggerite da Otto_969 ho notato significativi miglioramenti, ora sulla scia di queste sto cercando una messa a punto. Penso che il problema fosse legato per lo più allo spessore della linea e alla percentuale di infill che maggiorata del 10% rende molto bene !!
Spero tra oggi e domani di finire la calibrazione, una volta fatta metterò sulla discussione ciò che ho trovato io nel caso potesse servire a qualcuno !!
Grazie davvero a tutti in particolare a Otto_969 con cui sono in debito !! 😅😅😅

-
16 ore fa, AndreaG85 ha scritto:
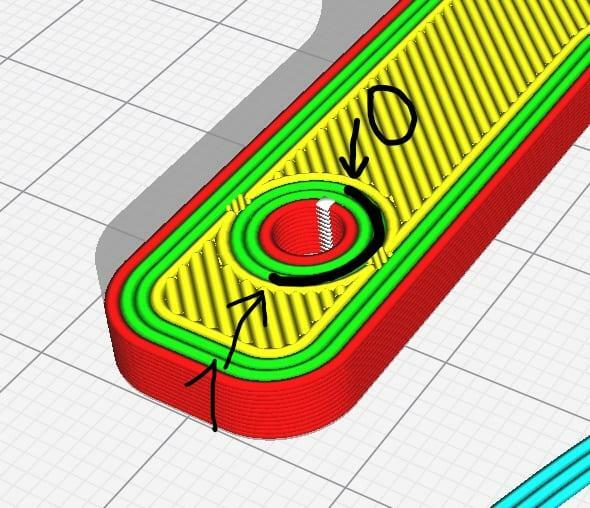
Quelle due aree con linee gialle più sottili... Riesce a fartele?
In realtà si, il problema è che manca la parte indicata in nero nella seguente foto, conta che quella linea parte da dove ho messo lo zero e poi fa i giri interni, da uno inizia a estrudere come se partisse in ritardo e poi procede ai giri interni correttamente...
-
11 ore fa, Otto_969 ha scritto:
Premetto che vedo la foto solo dal cell, peró noto subito diverse cose...
L'oggetto in foto sembra piccolino, ed usare un nozzle da ben 0,8mm non é il massimo... Tieni conto che la colonna di materiale nel nozzle é quasi doppia che in un canonico 0,4mm, ma nel resto dell'Hot-End é la stessa dello 0,4... Io uso spesso lo 0,8mm ma solo per stampe molto grandi (min 200x200mm).
Se poi vuoi proprio usare lo 0,8mm, allora la larghezza del tratto di stampa dovrebbe essere SEMPRE un pó piú larga del nozzle, ad es. 1mm. Anche 1,2mm é ok, ma occhio che succhia materiale a gogó...
Terzo, il top é abbondantemente sottoestruso... Aumenta il flusso dei top layers (non vedo bene le pareti, e non mi esprimo), almeno del 10% e vedi che succede... Abilita la funzione di riempimento interstizi, anche se ti creerà qualche imperfezione... Dalla foto non si puó capire ma... Quanti top layers hai messo? Per una macchina perfettamente settata, 3 layers sono il minimo, meglio 4. 5 se il pezzo ha funzioni meccaniche (io faccio sempre le pareti e tops/bottoms dello stesso spessore).
Ritrazione... Non so che macchina hai, ma 45mm/sec con un nozzle da 0,8mm per me sono troppi. Scendi sui 20/25mm/sec e magari passa a 6mm la ritrazione (se é Bowden).
Provare, provare, provare...
P.S. - li hai fatti i test "standard"?
Ciao Otto_969 !! Innanzitutto grazie davvero per la risposta completa, precisa e davvero valida !! Solo che per questa ti devo, minimo, un caffè !! 😂😂😂😂
La stampa non sembra ma è abbastanza voluminosa quindi penso che usare lo 0.8 ci possa stare, diciamo che siamo al limite però !! 😅😅
Adesso provo un'altra stampa con tutto ciò che mi hi suggerito:
- Line width = 1 mm e poi provo 1.2 mm
- Wall flow e top/bottom flow = 110%
- Fill gaps between walls = everywhere
- Wall lines count = 4
- Ritrazione = 20 mm/s per 6 mm
Adesso provo a lanciare l'ennesima stampa, speriamo bene... I test standard gli ho fatti ma ti dirò che non trovo nulla di anomalo. Ti aggiorno più tardi e ti mando la foto di una colonna di temperature !!
Grazie ancora !!😃😃
-
23 minuti fa, AndreaG85 ha scritto:
Penso tu debba ricontrollare per bene le impostazioni dello slicer.
Probabilmente un qualche parametro non fa riempire bene gli interstizi. Ti consiglio di analizzare sempre con l'anteprima il gcode che lo slicer prepara... Ti accorgi prima di eventuali problemi. Tempo ( e materiale) risparmiato.
Ho già provato a modificare alcuni parametri di cura ma continua a presentare questo distacco, sembra come se il flusso di PETG parta in ritardo e non riesca a completare il primo giro più esterno del foro.
-
Buonasera a tutti,
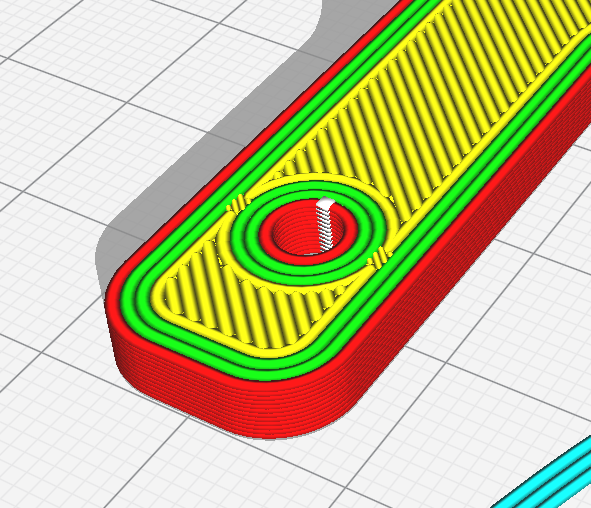
ho un problema quando estrudo PETG. In particolare non si riempiono i contorni dei fori, spero dall'immagine si veda bene.
Uso un nozzle da 0.8, altezza layer 0.32, spessore wall 2.4 (tre passaggi da 0.8), infill 100%, 240° di estrusore e 70° di piatto, velocità 40mm/s, velocità primo layer 15 mm/s, velocità wall 25 mm/s, ritrazione 5 mm a 45 mm/s, nessun supporto e skirt per iniziare.
Grazie a tutti quelli che potranno darmi una mano, sono disperato 😪 ...
-
ottimo !! finalmente !! ci sono venuto matto per provare a capire ... grazie mille ora capito il problema e so dove intervenire !! ancora grazie mille !!
-
Buongiorno a tutti, ho un problema con la stampa di pezzi costituiti da fori circolari al loro interno, misteriosamente attorno a questi si formano degli spazi vuoti non dovuti alla stampa vera e propria ma dovuti allo slicing. Io personalmente per costruire i pezzi uso Fusion 360 per il CAD e Cura per lo slicing, vi allego alcune foto per capire meglio il mio problema. Nelle foto i fori in questione sono stati cerchiati in rosso. Grazie a tutti in anticipo.
-
Ciao a tutti !! Sono nuovo sia sul forum sia nel mondo della stampa 3D !! Un saluto a tutti !!


.jpeg.1a05501aaad92ecfb11f90661d3d1b41.jpeg)

Problemi stampa PETG
in Problemi generici o di qualità di stampa
Inviato
Si quindi dovrei aver fatto la cosa giusta speriamo !! In giro tra forum, google e youtube suggeriscono per gli estrusori bowden (tipo E3D V6) dai 5 ai 7 mm mentre per i direct da 1 a 3 mm e seguendo ciò ho impostato 6 mm ... Anche secondo me era troppo !!
Ora noto che si accumula un pò di PETG sul nozzle ... amen !!