

Pippa
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Pippa
-
-
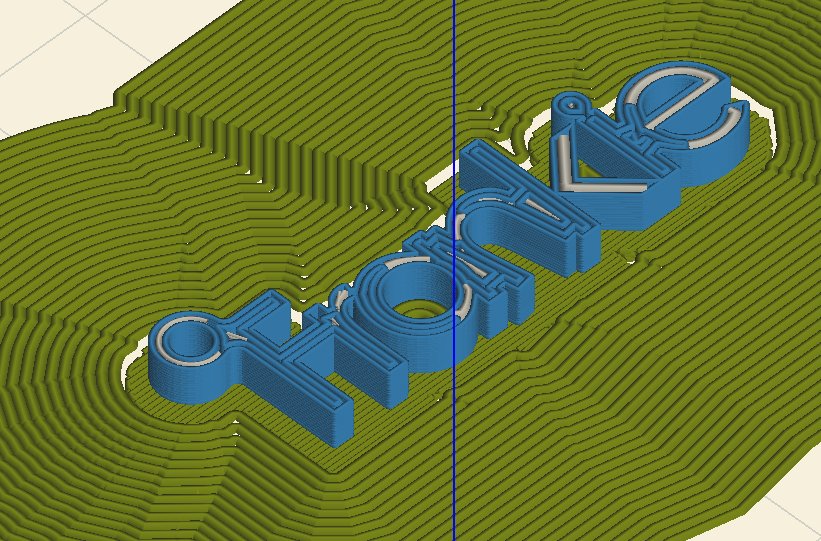
La superficie non è perfetta ma non c'è il problema come nel portachiavi, in quest'ultimo ci sono proprio delle pareti che nella schermata dello slicer non ci sono (tipo quella che divide in due verticalmente lo stelo della k).

-
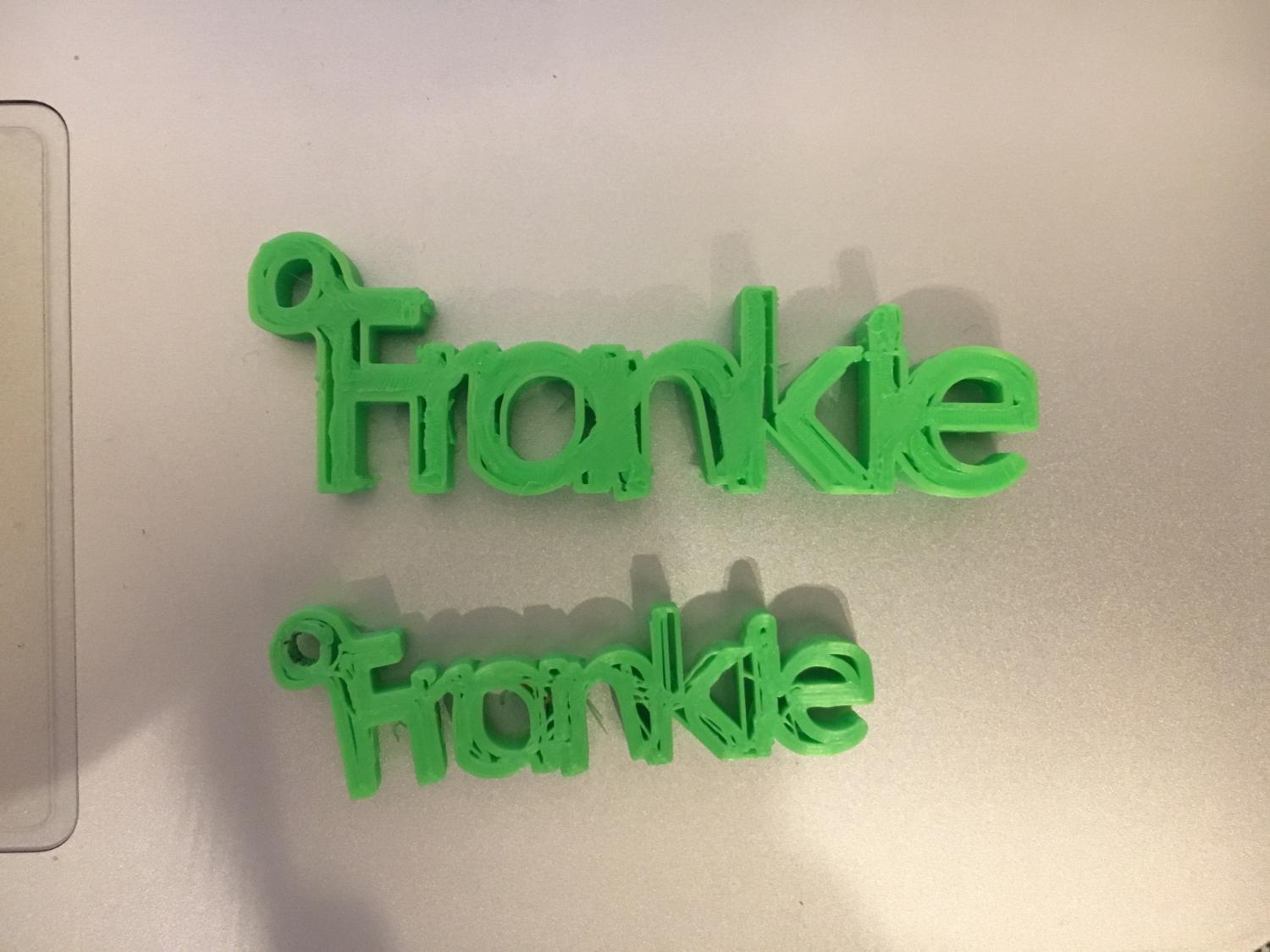
In realtà mi sono accorto che la schermata di slic3r non rende l'idea del difetto, allego due foto:
Quello grande è stato stampato utilizzando il gode indicato qui sopra. Se ci fai caso, ci sono alcuni difetti ricorrenti su entrambi i pezzi ed indipendenti dalle dimensioni: Il buco verticale nella K, il non riempimento della N, la forma strana della E nella parte in alto a dx, la forma del puntino della i ecc ecc.
Per questo pensavo il problema fosse nel file, anche se in teoria il risultato è diverso anche dalla visualizzazione di slic3r.
Idee?
-
Secondo te con il PLA+ serve scaldare il piatto?
Il materiale ha la sua transizione gommoso-vetrosa tra i 60 e i 65°C quindi il piatto dovrebbe stare, appunto, leggermente al di sotto di quel range ma spesso ho letto di persone che usano il piatto freddo come ho fatto nelle ultime prove.
@Elaboratore mi ha già detto la sua, tu @FoNzY?
-
Ciao,
innanzitutto grazie per i consigli.
Ho provato, come suggerito da @FoNzY, ad alzare il piatto e ricalibrarlo a due decimi di distanza ad ugello caldo (ho utilizzato lo spessimetro, come la volta precedente, e controllato più volte la regolazione di ogni singola vite).
In questo modo sia il supporto che la stampa sono diventati molto più omogenei e, seppur ho migliorato molto, non sono riuscito a risolvere il problema dell'imbarcatura ed il pezzo si è staccato durante la stampa.
Utilizzo ugello da 0.4, PLA+ della Sunlu, temperatura dell'estrusione 200°C, piatto a temperatura ambiente, lacca sul vetro, ventola spenta.
Un'altra cosa che ho notato, è che in questa configurazione il filo in uscita dall'estrusore tende ad essere più spesso tant'è che l'ugello tocca la stampa (quasi spalmandola). La distanza è corretta, come scritto l'ho controllata più volte: anche voi regolate le vostre stampanti perché durante la stampa l'ugello "sfreghi" leggermente sul pezzo?
-
Quindi se ho capito bene secondo te la deformazione sia causata più che altro da una questione dimensionale più che termica?
Faccio qualche prova...
Intanto grazie mille!
-
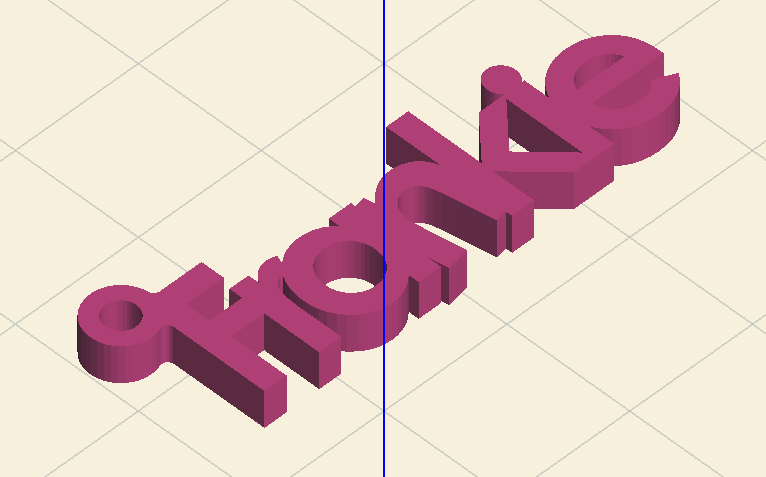
Ciao a tutti,
stavo cercando di creare un portachiavi con un soprannome ma mentre a video ottengo una figura corretta:
Ho provato sia con Cura che con Slic3r ed il risultato è lo stesso, avete qualche idea?
-
Solo io raffreddando velocemente (ventola a 100%) ottengo una forte imbarcatura sin dai primi strati?
-
Ciao a tutti,
sono alla mia prima esperienza con le stampanti 3d e sto avendo tantissimi problemi di adesione che non riesco proprio a risolvere per cui ho pensato di provare a vedere se qua ci fosse una povera anima pia disposta a darmi una mano.
Qualsiasi cosa che io provi a stampare, da un cubo 20x20x20 ad un case per il Raspberry pi, ho dei problemi di imbarcatura del supporto veramente fastidisiosi al punto che in ogni stampa dopo pochi layer la stampa si stacca e io sono costretto a ricominciare da capo.
La stampante è una Creality ender 3, di scatola tranne che per il vetro al posto del "tappetino" originale.
Il filamento (PLA+ della Sunlu) lo estrudo a 200°C, piatto spento con lacca, ventola spenta; questa è la configurazione migliore con cui ho ottenuto solo una imbarcatura di un singolo lato, partita da quando ho iniziato a deporre il 2°strato. Non sono ancora soddisfatto perché le caratteristiche dimensionali, pur arrivando in fondo alla stampa non sono idonee.
Prima di questo ho provato ad abbassare la temperatura dell'ugello, portare a 60-70-80°C il piatto, aumentare al massimo la velocità della ventola senza ottenere risultati soddisfacenti.
Dimenticavo, la calibrazione del piatto l'ho fatta a 1/10 di mm.
Qualcuno ha qualche dritta da darmi?

[RISOLTO] Facce di un solido
in Problemi di modellazione 3D, gestione mesh, esportazione in stl
Inviato
Pare che il problema fosse il tensionamento errato della cinghia asse x, è bastato tirarla un po' per risolvere il problema dimensionale.
Ricercando con più precisione il problema mi sono accorto che in alcune zone le pareti risultavano curve quando avrebbero dovuto essere dritte:
Da qui ho capito che il problema non era nel file (non si spiegava appunto come mai lo slicer impostasse un percorso diverso da quello effettivamente seguito dall'estrusore). Provando a muovere il carrello sentivo che in due o tre punti c'era una sorta di scatto, dovuto al salto del dente della cinghia.