

JatoD
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da JatoD
-
-
2 minuti fa, agi62 dice:
Ma se hai il nozzle da 0,4 perchè hai settato lo spessore pareti a 0,45 o a 0,90?
Inizialmente l’avevo fatto per compensare un po’ l’extrusion multiplier, tutto qui!
-
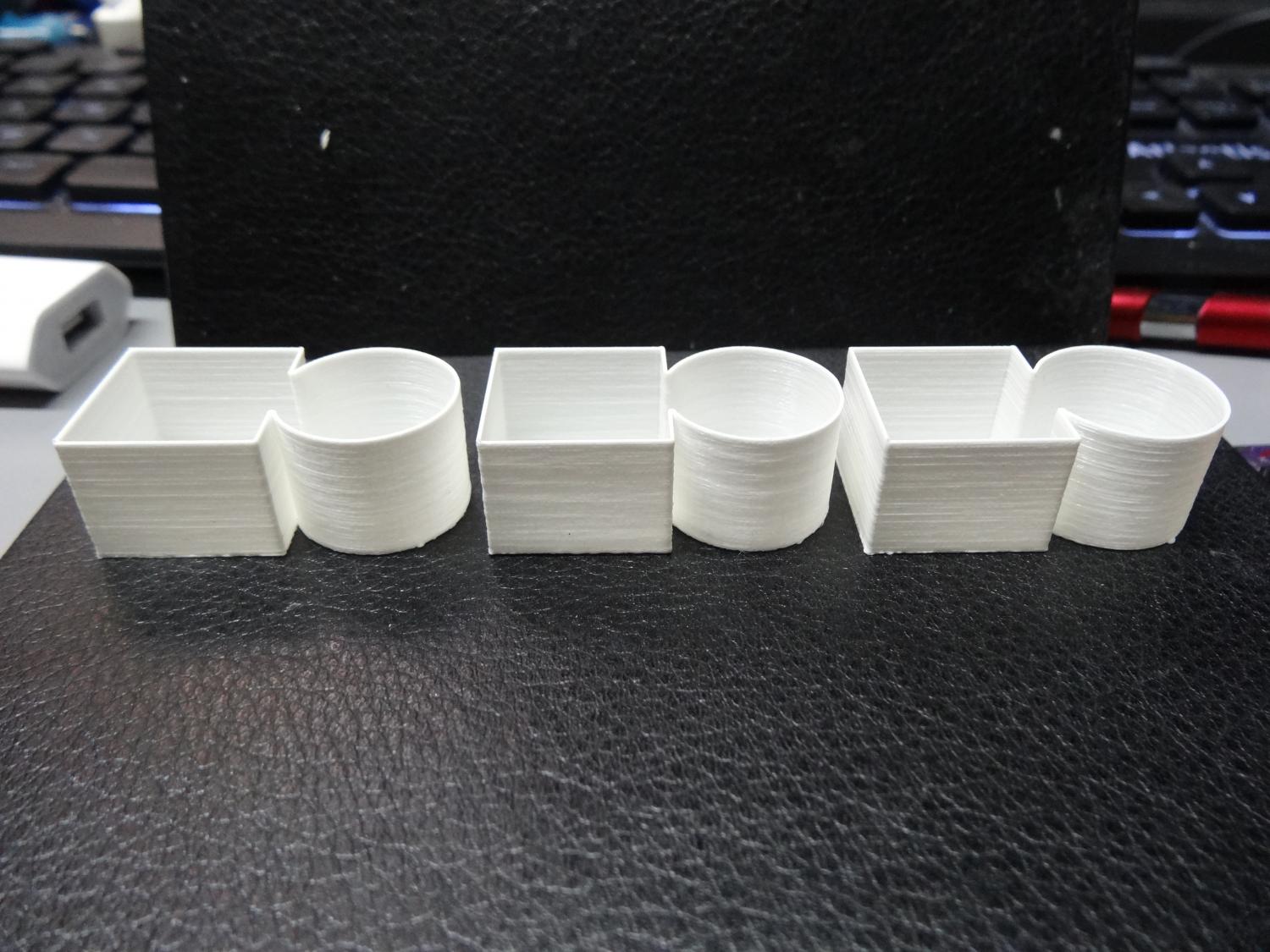
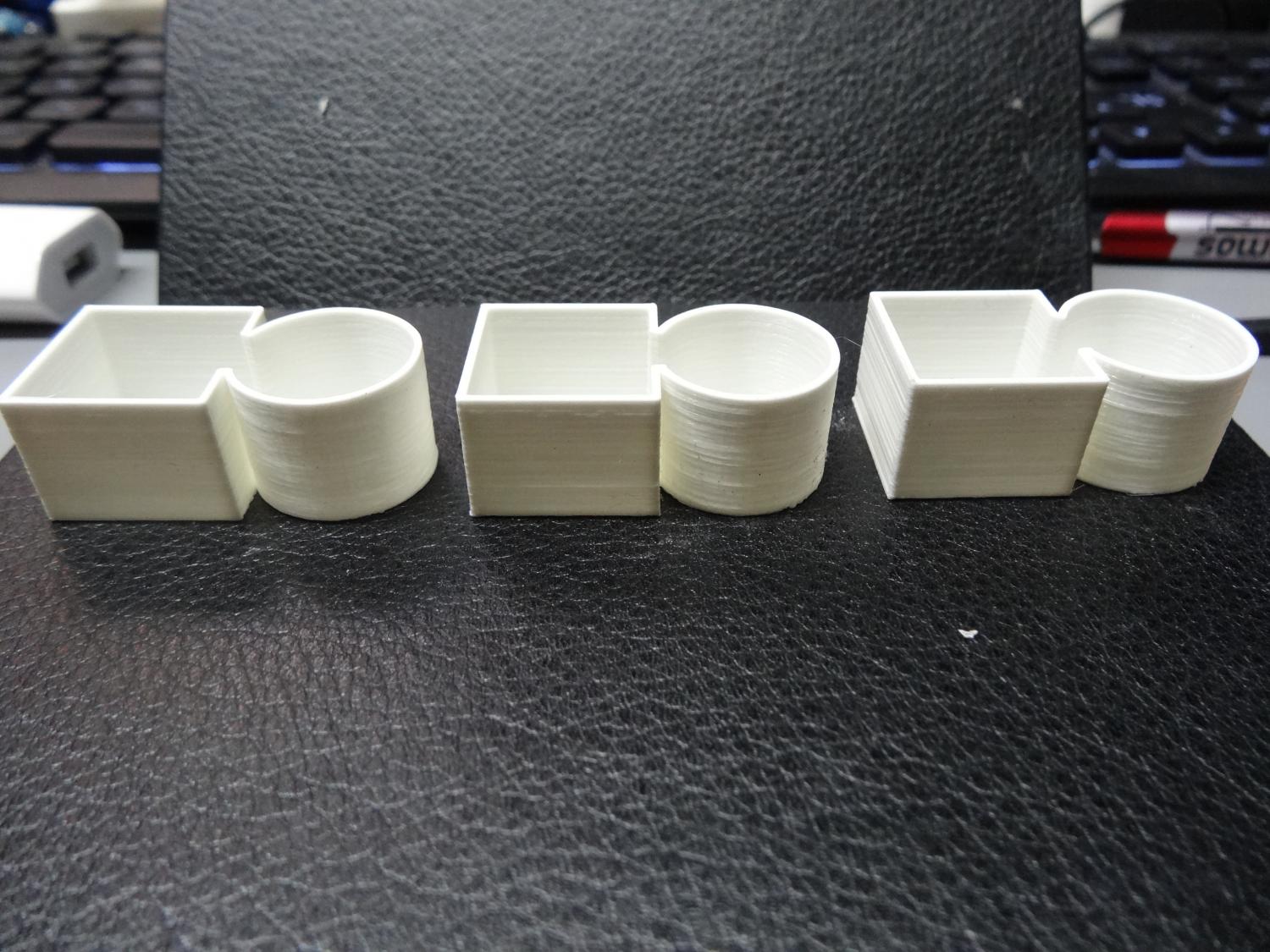
Allora, ho avuto modo di fare un pò di prove.
- Prima foto: test con diverse temperature, extrusion multiplier a 0,85
- Seconda foto: test in vase mode a 205 gradi, extrusion multiplier, da sinistra a destra, di 0,85 - 0,90 - 1,00. Spessore parete per tutti e tre i pezzi di 0,45
- Terza foto: 205 gradi, 2 pareti, extrusion multiplier a 0,85 per il pezzo a sinistra, al centro 1,00, a destra 1,00 con ventola al 100%. Spessore pareti 0,90mm a sinistra, e 1mm gli altri 2 pezzi
Ora, non vedo grossi miglioramenti provando tutte queste combinazioni...Non sò più cosa pensare!

-
Nemmeno io uso cura, lo usavo prima! E da quello che ricordo, lo spessore delle pareti lo scegli il mm!
-
Con Cura decidi lo spessore in mm...con simplify indichi invece il numero di pareti. Ad esempio con un ugello da 0,4mm, se tutto è tarato bene, indicando 3 pareti si otterá 1.2mm di parete
-
1 ora fa, Gigi dice:
se vuoi puoi mettere quelle che ti ho dato altrimenti vedi tu.
ti ho detto il primo layer perchè mi hai scritto della distanza tra i layer
dalla preview vedi anche altri difetti come la retraction ecc.
fai delle prove.
x me non è un problema meccanico ma posso sbagliare.
oppure fai come ha detto @Hinokami
se la stampante è quella che ho trovato costa 3 volte la mia e sta stampando peggio.
una telefonata la puoi sempre fare
Intendevo dire che diminuendo l’extrusion multiplier ottengo la quantità ottimale di materiale, ma poi nell’infill le passate sono distanti, così come il numero di pareti.
Farò di nuovo qualche prova con l’extrusion multiplier e vi farò sapere!
-
1 ora fa, Gigi dice:
secondo me sono le impostazioni dello slicer.
io proverei a cambiarle.
guarda il primo layer dalla preview e vedi se ci sono differenze
Con le impostazioni che mi hai dato tu? Ora non posso controllare, ma dalla preview vedrei una differenza solo per quanto riguarda la larghezza del primo layer. E comunque non sarebbe un problema del solo primo strato...
-
Quindi tu dici sia solo un problema di extrusion multiplier?
-
5 minuti fa, Gigi dice:
aumenta anche la sovrapposizione di contorno
Posso aumentare la sovrapposizione tra il riempimento ed il contorno, ma non tra le pareti del contorno stesso...
-
Hai ragione ma posso solo aumentare l’ampiezza del riempimento...rimarrebbe il problema che il perimetro interno è quello esterno non si toccherebbero...
-
L’extrusion Multiplier l’ho calcolato, ma l’ho dovuto aumentare un po’, perché altrimenti c’era spazio tra una riga ed un altra.
- con una retrazione così bassa ottengo solo molti fili creati nei movimenti
- ho provato coast e wipe per un altro problema, ma sono comunque settaggi che non riguardano il problema attuale.
- l’altezza e lo spessore del primo strato è stata impostata in modo da ottenere adesione ed una superficie liscia
- come dicevo ho provato con temperature dai 190 ai 215 gradi. Più o meno stesso risultato. Prova fatta anche con piatto spento.
- la ventola non la tengo al 100% perché avendo un convogliatore diretto, mi sembra troppo.
Comunque tutte queste sono impostazioni, tranne la temperatura e la ventola, che non comportano il difetto che ho attualmente...purtroppo!
-
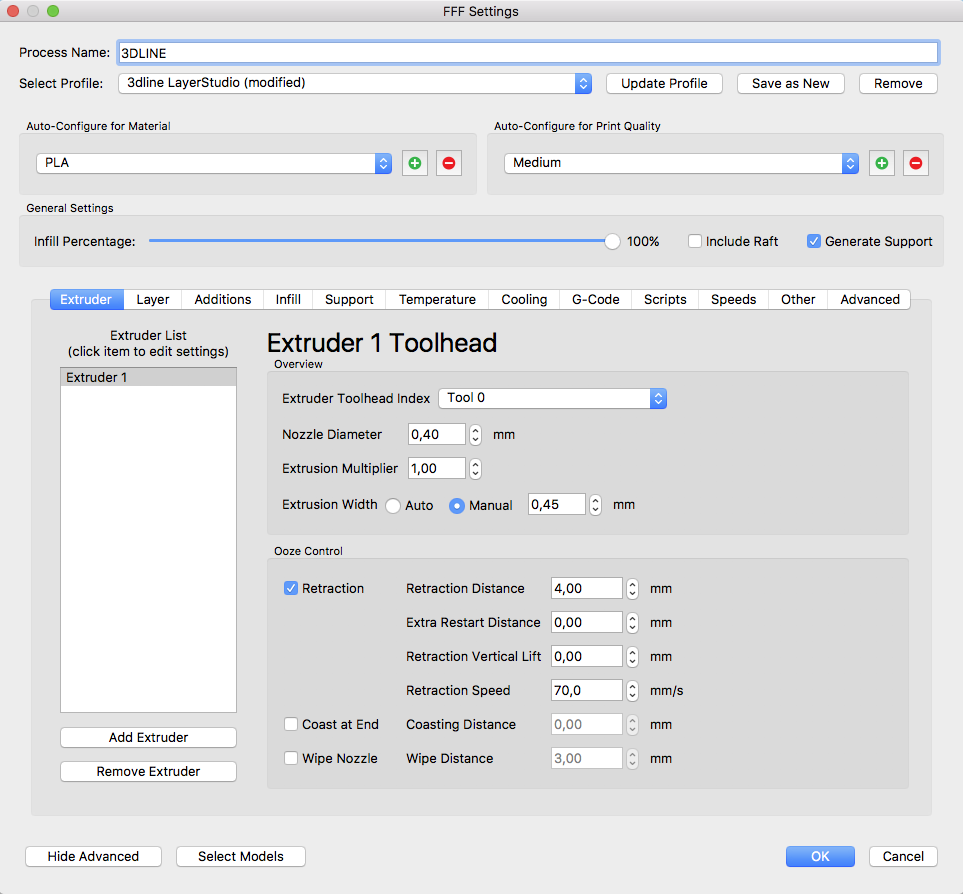
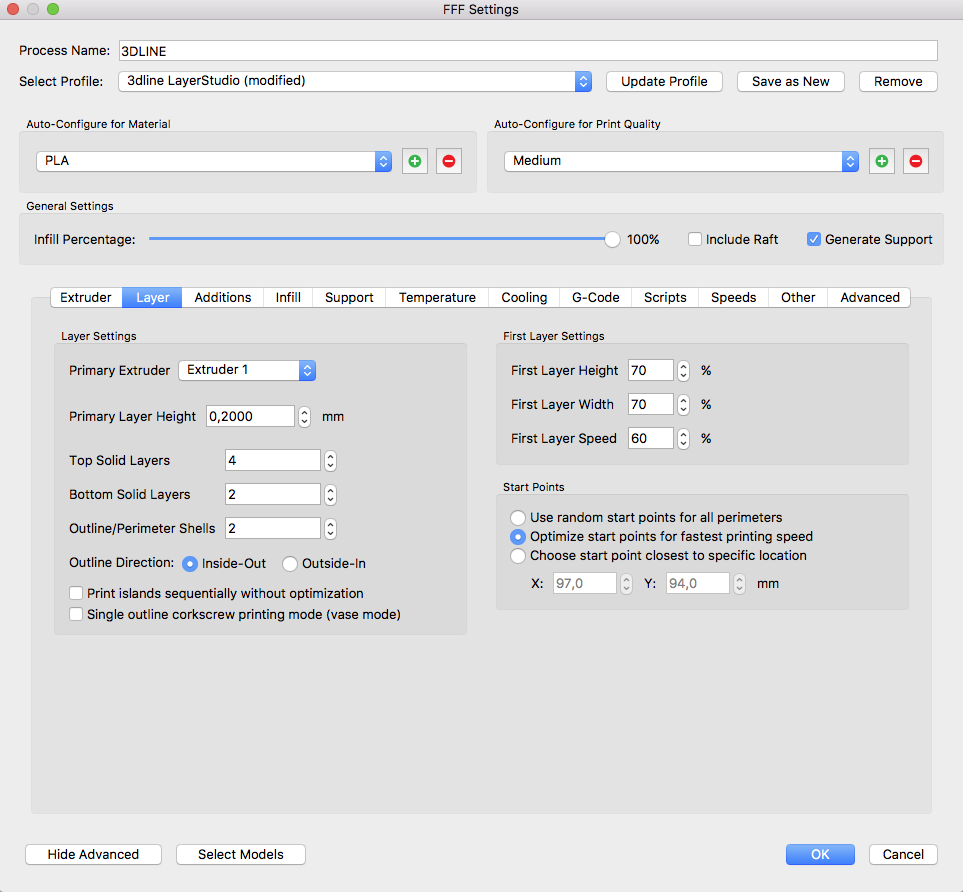
1 ora fa, Gigi dice:
scheda estrusore e layer
Ecco le impostazioni
-
2 minuti fa, Gigi dice:
perchè dici Y?
a me sembra più Z
hai le barre trapezie e non dovresti vedere tutte quelle righe.
hai ingrassato bene le barre?
che slicer e impostazini stai usando?
dicoY perche se stampo un cubo, le righe si vedono di piu nella parte dell'asse Y.
Le barre sono lubrificate!
Uso simplify3d. A che tipo di impostazioni ti riferisci nello specifico?
-
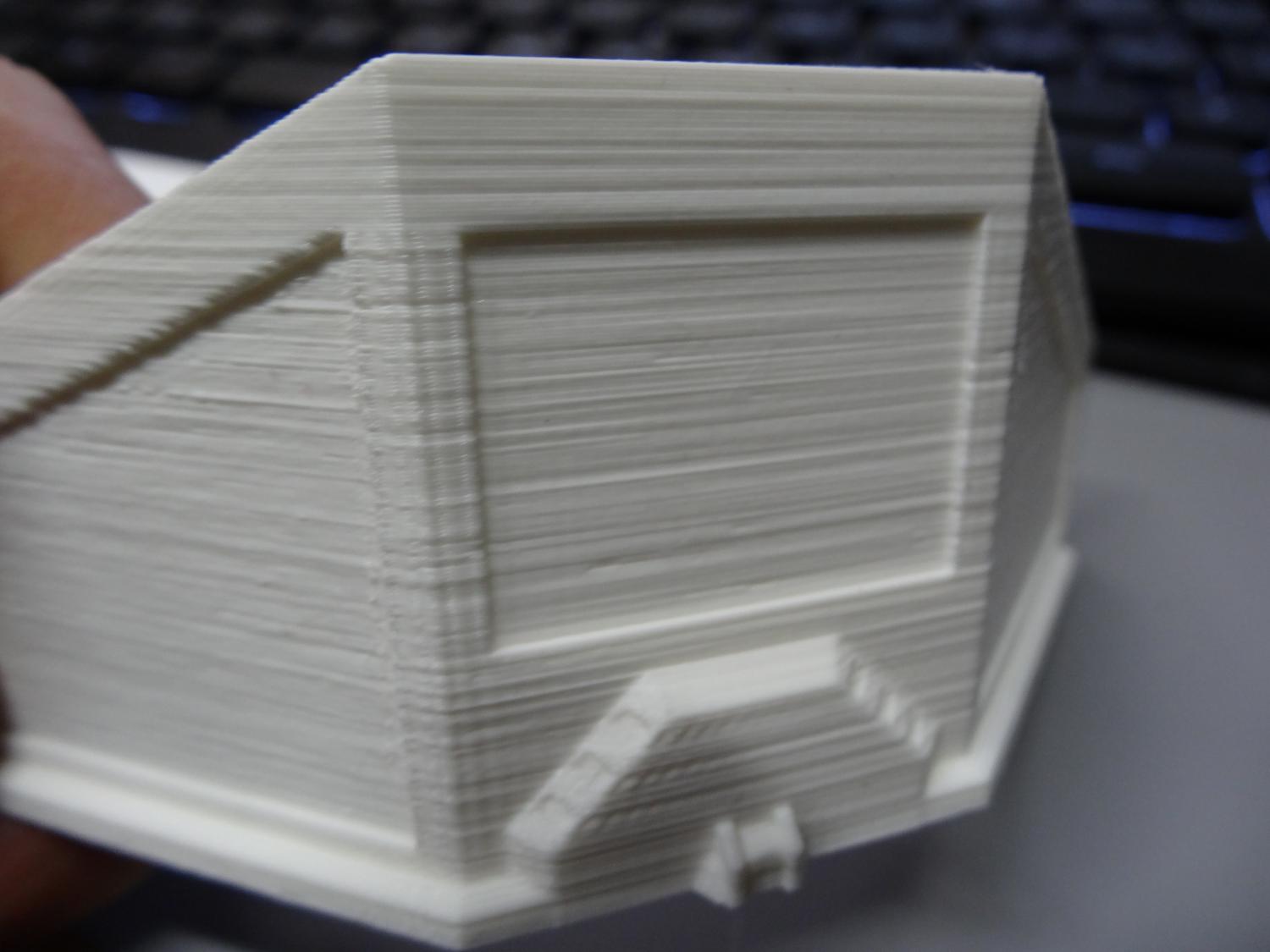
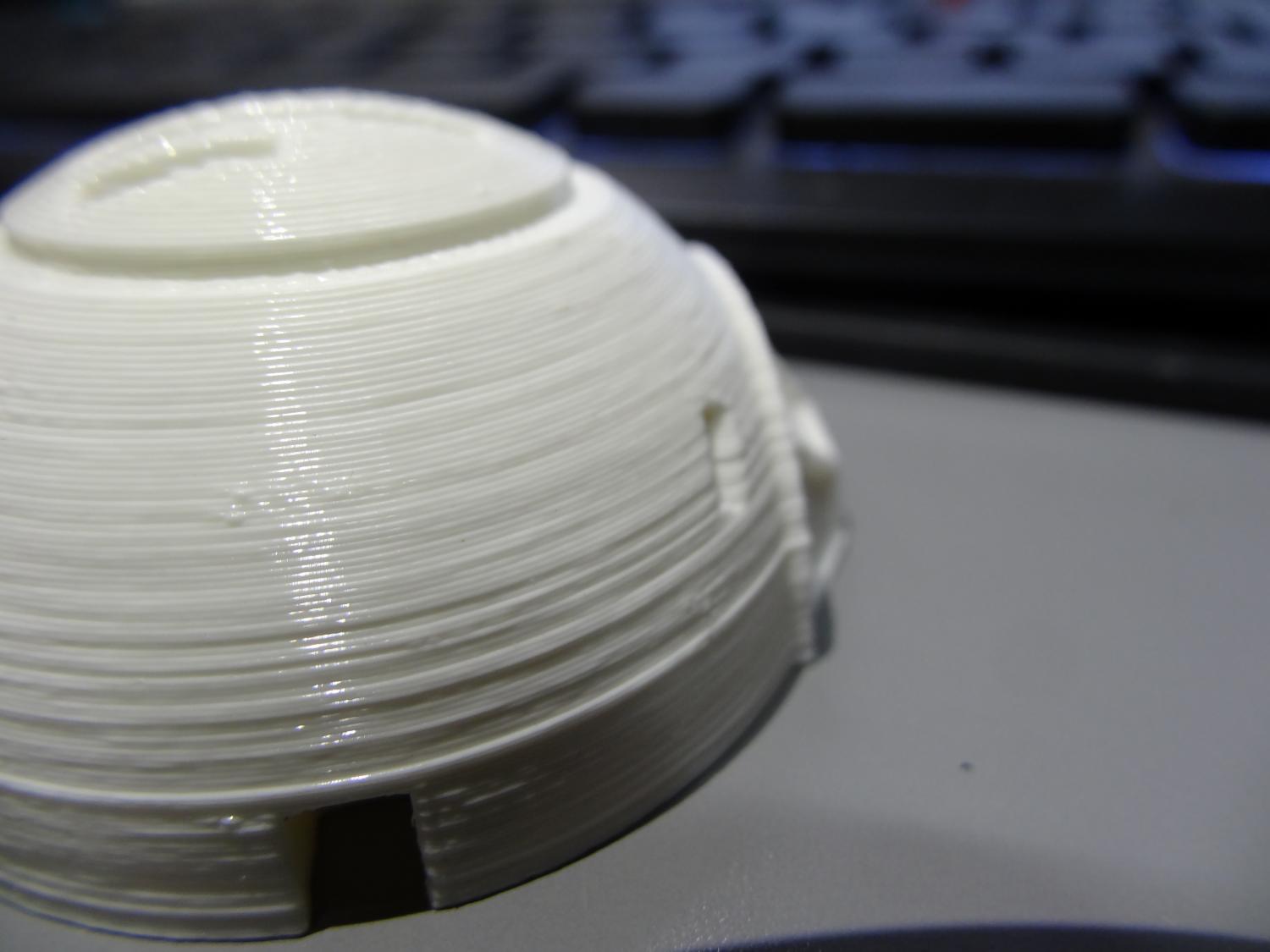
il flusso è stato regolato con il classico test di stampa del cubo con parete singola...strano che lo faccia quasi esclusivamente in Y
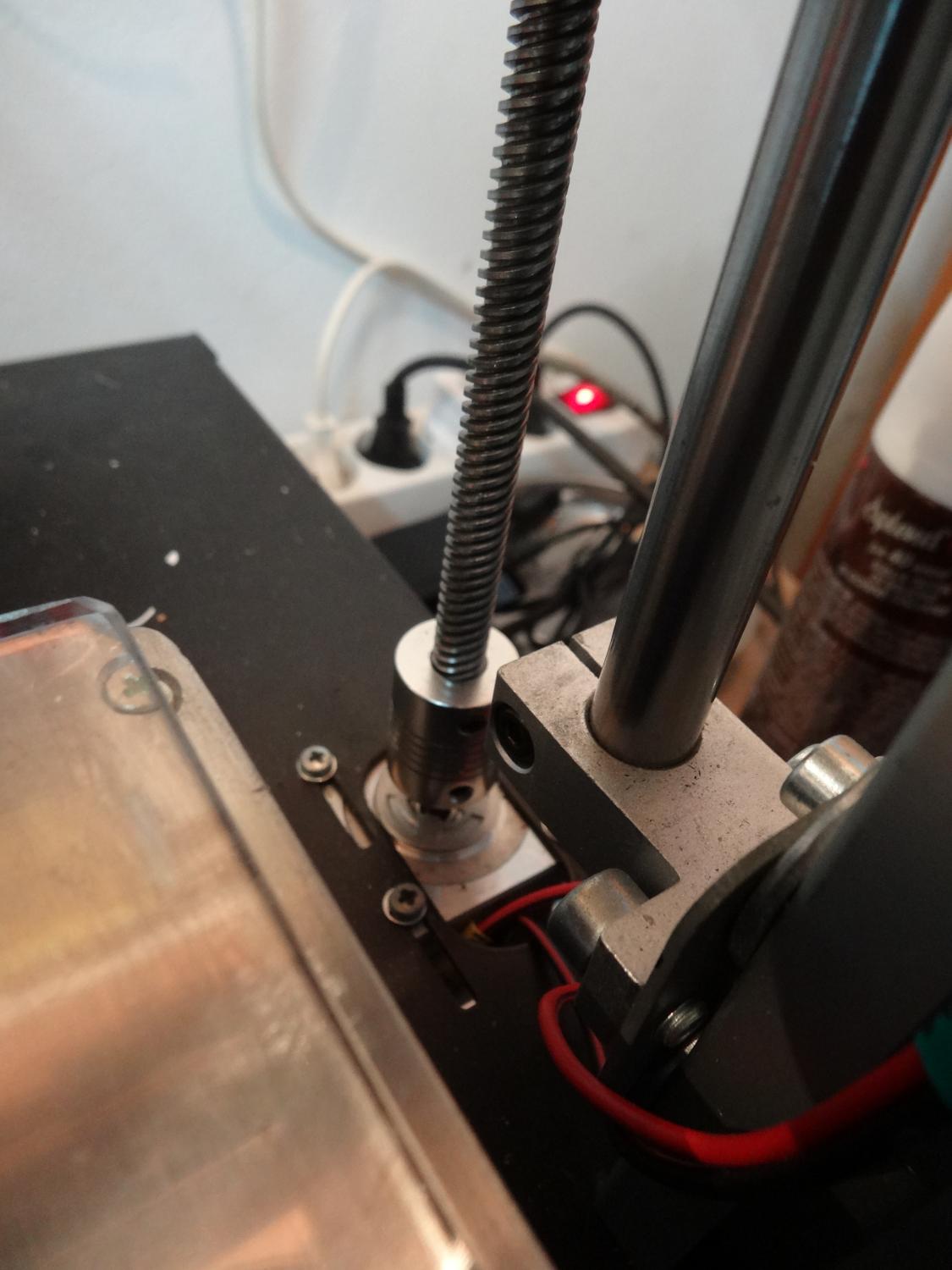
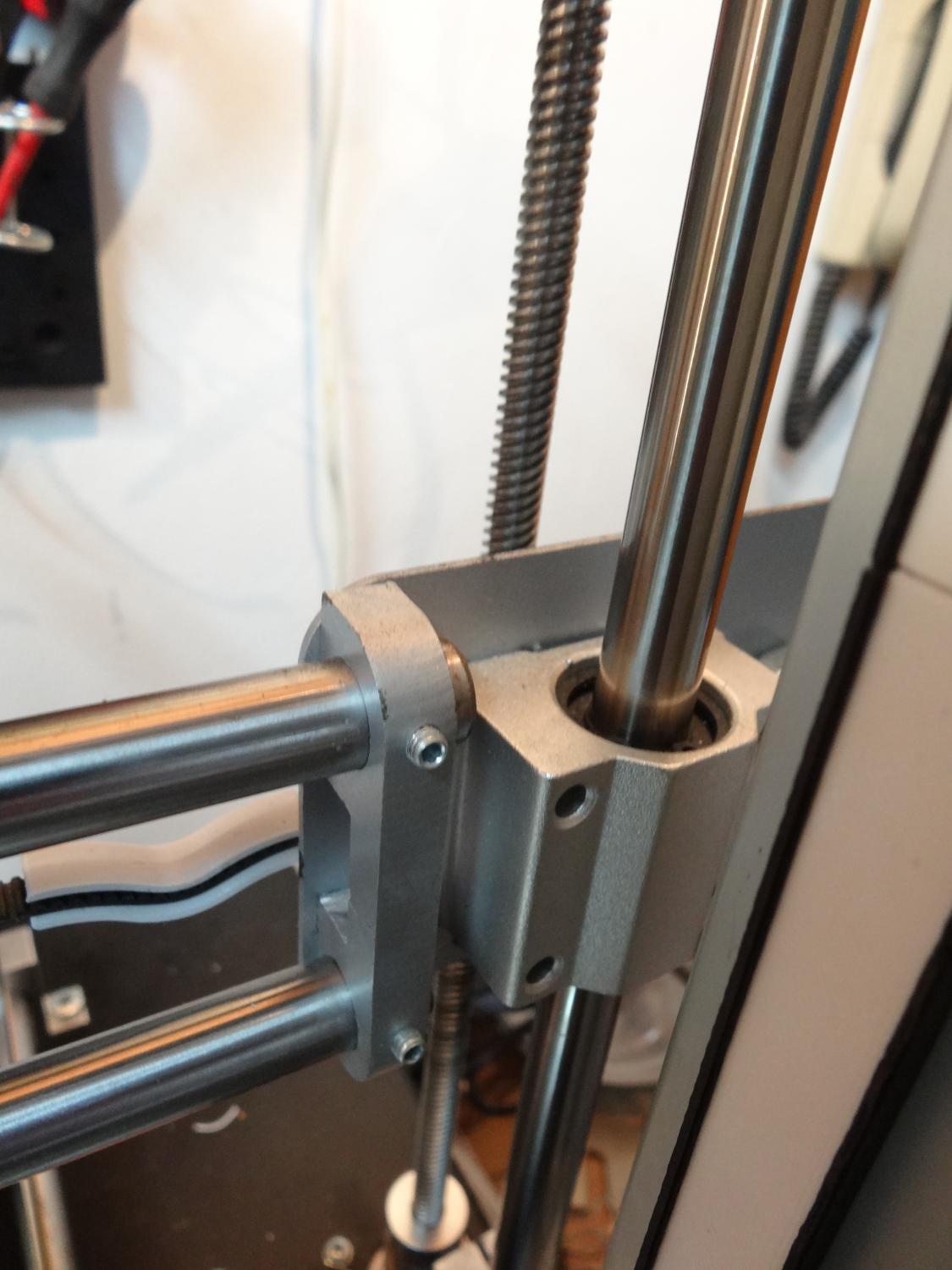
5 minuti fa, Gigi dice:puoi mettere una foto della stampante e dell'asse Z?
-
Salve a tutti, ho una stampante 3d Line, non riesco a risolvere il problema di qualità che vedete nelle foto...Ho provato a sostituire l'ugello, a modificare la temperatura e a diminuire la velocità...Sembrerebbe oltretutto accentuato nell'asse Y. Chi può illuminarmi? Grazie
-
Salto le tue domande, perché oggi ho provato a togliere le viti che tenevano l’elettronica e il display attaccati alla scocca e tutto ha ripreso a funzionare. Quindi direi che si tratti di un qualche problema di massa. Proverò a risolvere usando viti e distanziali di nylon. Ora peró, durante una stampa di prova ho avuto altri problemi. Domani magari allego qualche foto! Grazie mille della risposta per il momento!
-
Ciao a tutti, sono nuovo in questo forum, ma abbastanza "avviato" nella stampa 3d. Mi trovo a chiedere aiuto riguardo la mia stampante (una 3dielle) con mega 2560 e ramps 1.4. Il problema é che il display (20x4) subito dopo poco che la stampa comincia, inizia a visualizzare strani caratteri. Tutto torna normale quando premo per entrare nel menu (non sempre). Tutto questo però, è accompagnato da strani movimenti durante la stampa, x e y che tornano allo zero, per poi continuare o a volte interrompere la stampa, con conseguente scomparsa di qualsiasi scritta sul display, oppure continuare la stampa “shiftando” la lavorazione. Ora non so se sia dovuto al fatto che recentemente non funzionava più il regolatore 5v della mega, ma comunque l’ho sostituito con un 7805. Ho provato anche a tenere lontano il cablaggio del display da quello dei motori e a riflashare il firmware, ma niente.....
Chi sa illuminarmi?? Grazie in anticipo!


Problemi qualità stampa
in Problemi generici o di qualità di stampa
Inviato
Perimetri a parte...qualche possibile soluzione al mio problema?