AntonioVisconti
-
Numero contenuti
13 -
Iscritto
-
Ultima visita
Obiettivi di AntonioVisconti
")
Newbie (1/14)
1
Reputazione Forum
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Come diceva Amanda Sandrelli in "Non ci resta che piangere" : "Provando, provando, provando.,.....". Allego le tre prove effettuate su pochi layer, ed il risultato finale, che passo a mia moglie per un lavoretto di post-produzione : non vorrei combinare guai con l' acetone.... Allego anche il profilo utilizzato. Un grazie grande 300x300x400 a Gigi, senza il quale starei ancora a combattere con la stampante... Ciao Antonio Creality CR-10 S RIEMPIMENTO 100 .fff
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Eccomi dopo la prova (foto : primo layer) : quella che in termine tecnico si chiamerebbe "una mezza schifezza" (se non intera..) . Mi era venuto un dubbio : vuoi vedere che sia colpa del filamento ? Allora ho rimesso il filamento originale, fornito con la stampante, del quale avevo ancora uno spezzone e, dopo aver "solo" ri-calibrato il piatto (visto che potevo aver variato qualcosa), ho provato a stampare tutto (fronte_20180723 e retro_20182703) : molto buono (per me che sono un absolute beginner..). Penso che la mini-sbavatura dorata sul retro sia un residuo di qualche micro-particella del precedente filamento rimasta nell' estrusore.. Alcune considerazioni : - nella foto fronte, sulla faccina di sinistra, sembra che lo strato non sia completo : si può fare qualcosa con Simplify3d, o e' una pecca originale del file stl ? (ho notato che c'era la stessa situazione anche nelle primissime foto che ho allegato all' inizio di questa discussione) - per rendere completamente lisci sia lo strato superiore che quello inferiore (possiamo dire primo e ultimo layer ?) su quali parametri posso ancora giostrare ? Se può essere d' aiuto, passando con il dito sullo strato inferiore, e' "liscissimo", passando il dito sullo strato superiore, e' "rigato" - non so se sul forum si possono indicare nomi di prodotti : se si', quale marca affidabile di PLA mi consigli ? (in maniera che relego quelli di qualità inferiore per oggetti "da strapazzo") : il risparmio non e' mai guadagno ..... - last but not least, volevo cercare/creare una discussione per una miglioria tecnica che avrei pensato per la CR-10 S (ma che potrebbe essere utile per qualsiasi tipo di stampante : a quale categoria di discussione devo accedere ? Grazie Antonio
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
ok, provo domattina..... sempre solo il primo layer o tutto l' oggetto ? Grazie Antonio -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Gigi, ho allegato (i ragazzi direbbero "postato") la foto del primo layer. Quello che vorrei, ma non so se e' possibile, e' il seguente "desiderio" : - dal momento che vorrei realizzare dei monili (orecchini, pendenti, anelli, ecc...) , mi piacerebbe che gli oggetti prodotti dalla stampante siano molto lisci e presentabili da tutte e due i lati , sia quello inferiore che quello superiore, in maniera che, girandoli, non si vedano quelle tracce di imperfezione che si notano, ad esempio, nelle foto che ho allegato prima di pranzo. Ho la sensazione (ma e' solo una sensazione ) che io debba giostrare su qualcuno (molti ...) della miriade di parametri da poter impostare. Non so, pero', se alla fine potrò raggiungere il mio obiettivo. Speriamo.... Antonio
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
scusa, siccome lo faro' nel pomeriggio (ho tutto l' apparato in garage...), metto "stop printing at height" a 0,2 mm , corretto ? -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Gigi, ho seguito i tuoi consigli e le tue "dritte". Allora : - come prima cosa ho preso Simplify3D : hai ragione, e' tutta un'altra cosa ... - ho studiato i tutorial, da te indicati, come uno scolaretto - ho tarato la CR-10 S secondo le indicazioni di Help3D - ho prodotto il medaglione in allegato : sono "ragionevolmente" soddisfatto - ho solo delle domande da "novizio" : volendo essere un medaglione da indossare, quali parametri devo modificare per far si' che lo strato superiore ma, soprattutto, lo strato inferiore siano praticamente lisci ? - a supporto, ho allegato anche il file STL originario, ed il profilo utilizzato Ancora grazie Antonio Creality CR-10 S RIEMPIMENTO 100.fff heart_couple_pendant.stl
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Come faccio ? Edito il G-code e cancello dalla label LAYER:2 in poi ? P.S. ho un impegno in famiglia, "operero'" domani mattina. Grazie -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Mi sembra che la situazione sia peggiorata .... Antonio
-
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Gigi, considera che io uso la impostazione consigliata. Per evidenziare i parametri, ho pigiato "personalizzata", ed ho stampato quelli evidenziati. Penso di aver fatto bene Grazie P.S. Ma non c'e' una funzione di "export" dei parametri ? Cura_341_qualita.odt -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Le ho messe nel file allegato. Grazie P.S. mi e' venuto un dubbio : io uso le impostazioni di stampa "consigliate" (sono un neofita). E se, invece, giocassi con quelle "personalizzate" ? Boh.... Cura_341.odt -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Ho ricalibrato il piatto, ma niente... Ho scaricato la versione 3.4.1 di Cura (impostando, ovviamente, gli stessi parametri per la stampante) , e ho rigenerato il file G-code, che proverò nel pomeriggio.... Nel frattempo, allego i due files G-Code. La cosa "strana" e' che il secondo file (quello generato con la 3.4.1) e' CINQUE volte più grande dell' altro : boh ! Grazie Antonio Visconti pendente_340.gcode pendente_341.gcode -
Primi strati poco definiti
AntonioVisconti ha risposto a AntonioVisconti nella discussione Problemi generici o di qualità di stampa
Grazie, Gigi. Una domandina (che poi sono due...) : Ricalibrare solo "manualmente" il livello del piatto ? Ho notato che il G-Code, tra le prime istruzioni (in particolare il rigo 21) ha uno Z con 0.3 : e' una impostazione che prende da Cura ? ------------------------------------------------------------ ;FLAVOR:Marlin ;TIME:3080 ;Filament used: 3.03457m ;Layer height: 0.2 ;Generated with Cura_SteamEngine 3.4.0 M190 S60 M104 S200 M109 S200 M82 ;absolute extrusion mode G28 ;Home G1 Z15.0 F6000 ;Move the platform down 15mm ;Prime the extruder G92 E0 G1 F200 E3 G92 E0 G92 E0 G1 F1500 E-6.5 ;LAYER_COUNT:23 ;LAYER:0 M107 G0 F3600 X128.434 Y141.24 Z0.3 ;TYPE:SKIRT G1 F1500 E0 ---------------------------------------------- Per il momento , buonanotte & grazie Antonio -
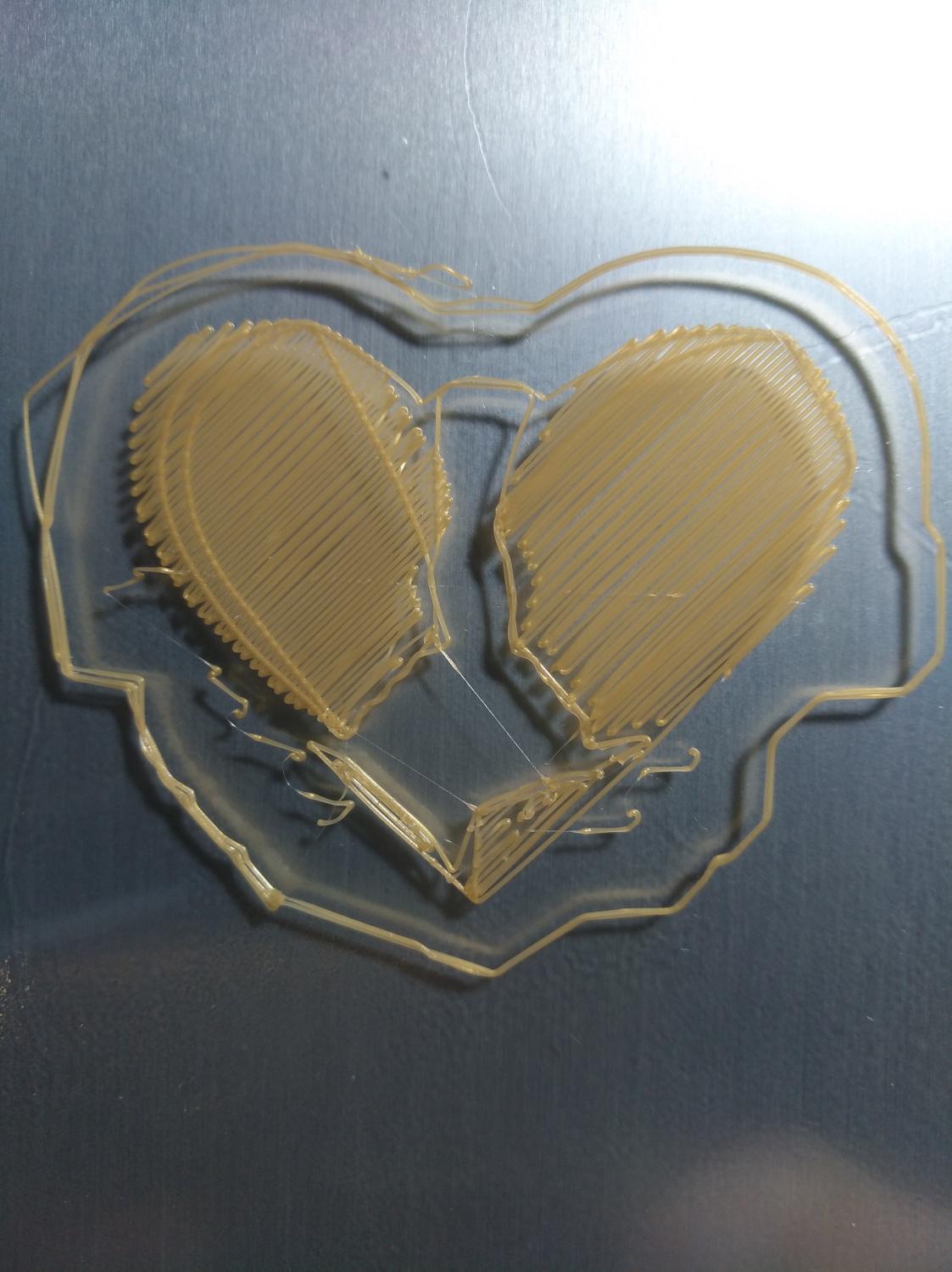
Primi strati poco definiti
AntonioVisconti ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve a tutti. Mi scuso con tutti per la stupidita' delle mie domande ma, come disse qualcuno : "Per saper correre, devi prima saper camminare..." Da pochi giorni ho iniziato ad usare la CR-10 S, con software Cura 3.1.4 In alcuni oggetti, tipo il medaglione del quale allego le foto, noto questo "fenomeno" (che non so se sia una anomalia, o e' un funzionamento normale e me lo devo tenere cosi'...). Con un riempimento al 100 %, ed una altezza di 0,2, mentre "tutto" (in pratica da quasi subito fino alla superficie superiore finale va tutto bene (vedi foto "fronte"), i primi strati (vedi foto "retro") sembrano una cattiva imbastitura.. Se serve ho allegato anche un file con gli screenshot dei parametri in Cura. Sono a disposizione per fornire ulteriori informazioni. Grazie in anticipo Antonio CURA.odt