lorenzo_03
-
Numero contenuti
14 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di lorenzo_03
-
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Buongiorno ragazzi, grazie ancora per le risposte... @Hinokami @Alep Provvederò quanto prima a rimediarmi un tester e controllare che valore hanno le Vref dei vari driver (i driver che monto sono del tipo A4988). Ieri sera ho aggiunto un jumper sotto il driver che controlla i motori dell'asse Z (tutti gli altri ne avevano 3 mentre Z solo 2) e ho lanciato la stampa del cubo di prova... e devo dire che le dimensioni erano più o meno quelle corrette, cioè il cubo non è venuto con altezza doppia. Tuttavia, nonostante una ricalibrazione del piano e della distanza tra ugello e piatto, i layer sono venuti di qualità pessima... Mi chiedevo che dato che, da come ho capito, aggiungendo un jumper i microstep sono diventati 1/16, magari dovrò agire sugli step/mm dei motori...
-
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
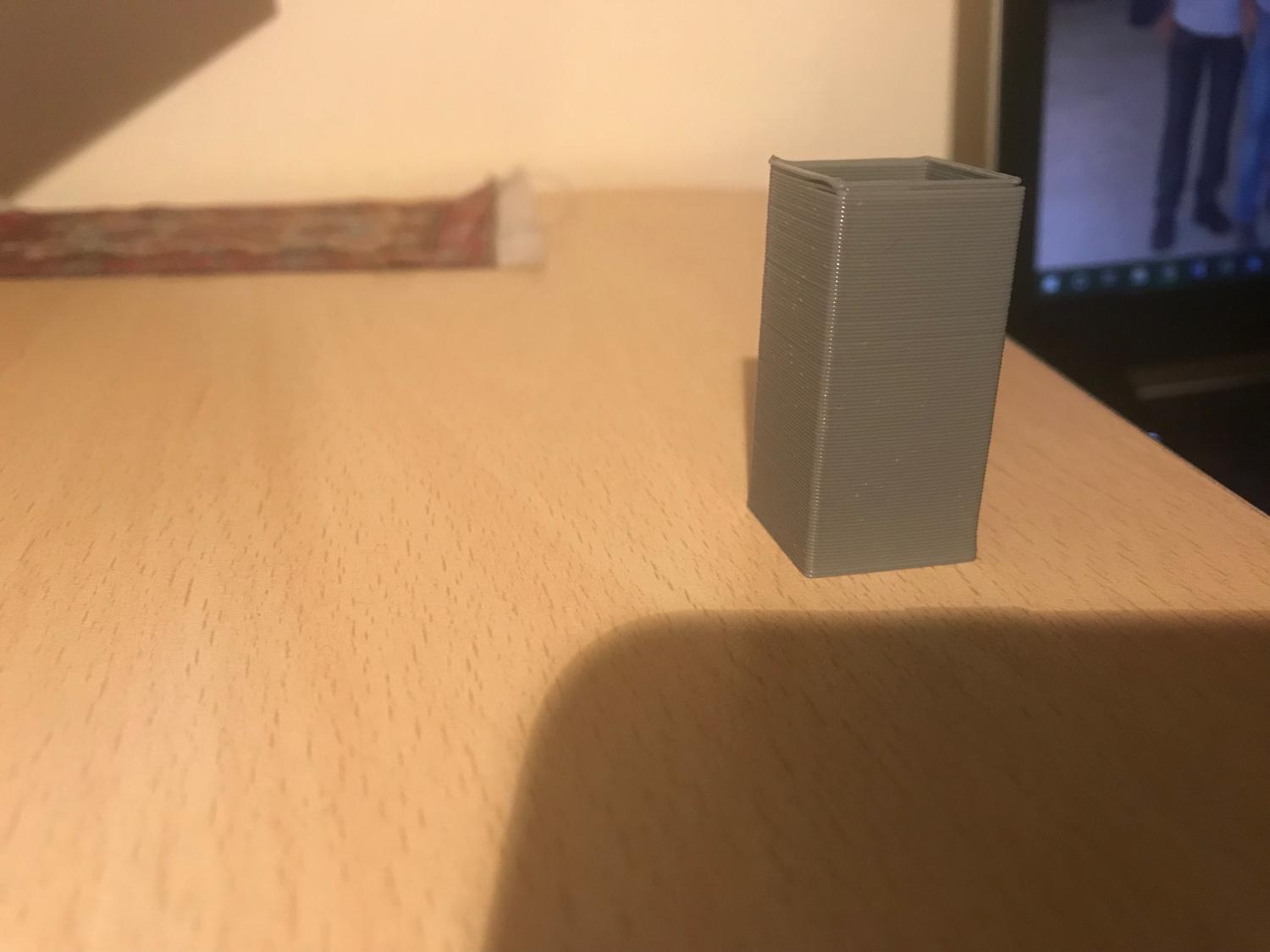
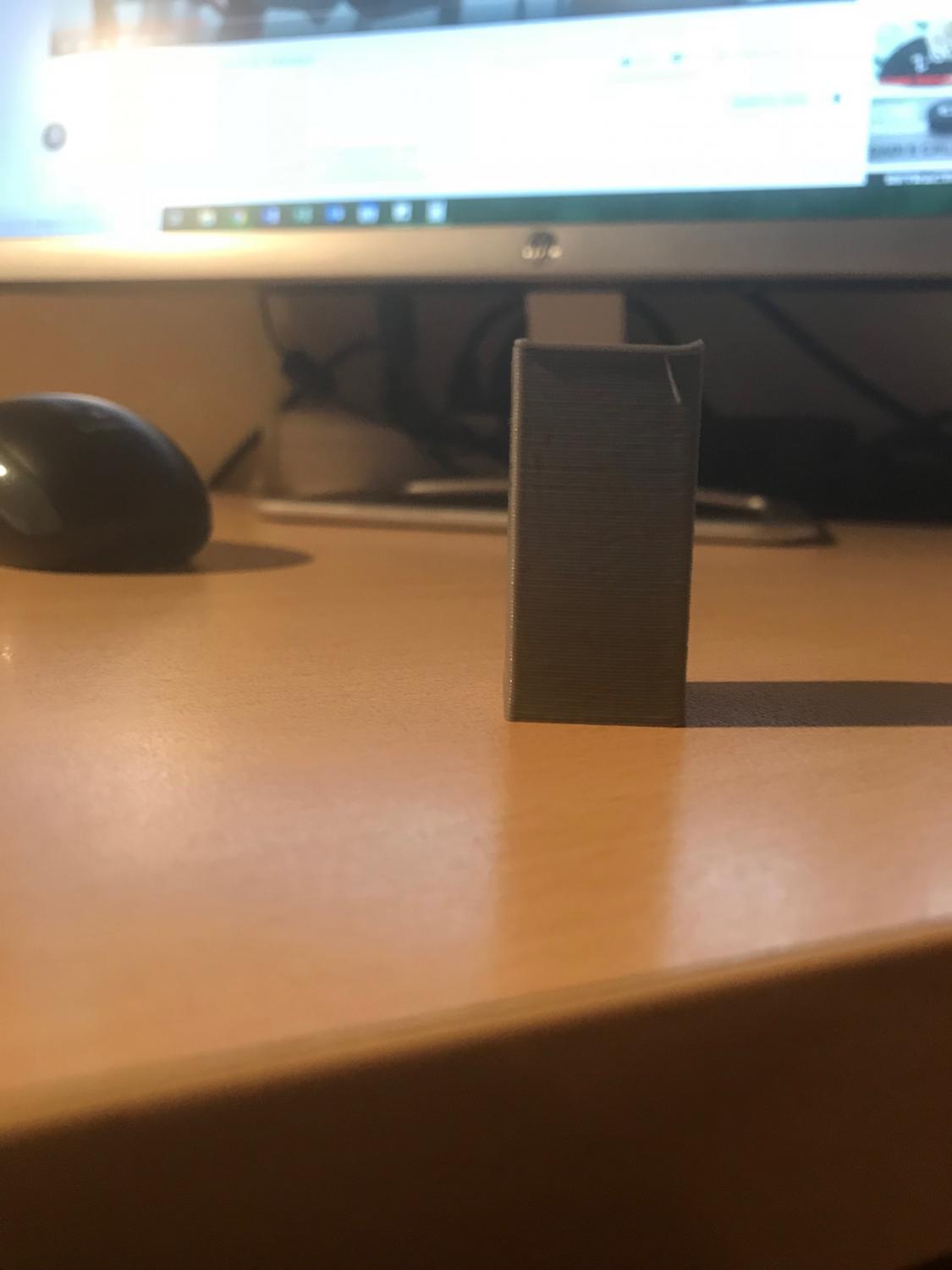
Le immagini mostrano le mie migliori stampe... La prima è il cubo 20x20 che presenta layer "sfalzati", mi era stato consigliato di provare a lubrificare le barre, l'ho fatto e il risultato è stato la seconda immagine (che di fatto è la mia unica stampa poiché tutte le altre le ho fermate dato che mi si presentavano errori), che non presenta segni di presunta perdita di passi e anche una qualità di stampa quasi perfetta se non fosse per il doppio dell'altezza. Successivamente ho apportato delle modifiche ai parametri di stampa (forse troppo frettolosamente) ma non sono riuscito a risolvere nulla, anzi mi si è ripresentato il problema dei layer sfalzati... Mi era stato anche consigliato di controllare quanti jumper c'erano sotto il driver di Z, e di provare ad aggiungerne 1 se ce ne fossero stati solo 2. Infatti c'erano solo 2 jumper, me ne sono procurato uno e ora devo riprovare a lanciare una stampa. Onestamente sono un po sconsolato... :(
-
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Il problema si presenta con la stampa di un cubo 20x20... solamente una volta sono riuscito a stampare quasi perfettamente, dove l'unico problema (uno non da poco) era che mi è uscito un cubo largo e profondo 20 (quindi asse X e Y ok) ma alto 40mm.. La tensione di riferimento non l'ho controllata, prima volevo tentare di capire se fosse un problema di natura strettamente meccanica... -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Si esatto, ho messo sul software le dimensioni di fabbrica X= 200mm Y= 200mm Z= 180mm Quindi dici che ridurre le dimensioni del piano potrebbe risolvere il problema? Onestamente non avevo pensato a questa possibile soluzione, provo a fare questa modifica... Grazie Per quanto riguarda i passi, che valori mi consigli (monto i motori forniti dalla geeetech) -
ACCOPPIAMENTO CINGHIA-PULEGGIA PUO' CAUSARE PERDITA PASSI??
lorenzo_03 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, possiedo (da poco tempo) una GeeeTech aluminium prusa i3 e ancora non riesco a stampare come si deve... Ho avuto dei problemi di perdita dei passi lungo Y, ho provato a lubrificare e sembrava essersi risolto il problema poi è ritornato... Ho notato che nel movimento delle piatto di stampa lungo Y durante la stampa, la cinghia tende ad andare a "sbattere" contro la parete laterale della puleggia...potrebbe essere questa la causa della perdita dei passi?? Grazie in anticipo Lorenzo -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Grazie per le risposte che mi avete dato. @Alep @Gigi Allora la situazione è questa: Alcuni mi hanno consigliato di controllare quanti jumper ci fossero sotto il driver dell'asse Z dicendo che ce ne sarebbero dovuti essere 3 ma era probabile dato il mio problema che ce ne fossero 2 . Effettivamente c'erano solo 2 jumper, invece sotto tutti gli altri driver ce ne sono 3. Non avendo a casa dei jumper ne ho fatto uno di fortuna in attesa di rimediarne uno, tuttavia ho riscontrato una perdita di "qualità" della stampa cioè i vari layer non erano cosi ben definiti l'uno con l'altro. Attualmente gli step/mm di Z sono settati a 400 step/mm. Se li aumentassi potrei risolvere il problema della perdita di qualità superficiale della stampa?? Avete qualche consiglio a riguardo? In secondo luogo ancora riscontro ogni tanto (a dir la verità di frequente) la perdita dei lassi lungo Y, ho notato che la cinghia non era perfettamente al centro della puleggia, allora ho fatto in modo di accentrarla tuttavia durante il movimento di Y tende ad andare contro una delle due pareti della puleggia, ho ragione di pensare che sia questo il motivo per il quale si perdono dei passi... sono un po scoraggiato perché non riesco ad arrivare ad un funzionamento a regime che mi permetta di stampare senza problemi... -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Infatti io ho montato barre trapezie e il valore era proprio 400 step/mm per l'asse Z.... Poi ieri sera ho provato a dimezzare i passi portandoli a 200...tuttavia durante la stampa è capitata la pertita dei passi lungo Y (oltre agli step di z ho cambiato anche altri valori come acc, le Vmax le Amax ecc e ho anche stampato con un infill del 10%)... Per quanto riguarda la questione firmware sai dirmi nulla... -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Sul programma di stampa (nel caso specifico ho stampato da Repetier-Host) il cubo lo vedevo effettivamente come cubo... Solo che durante la stampa ad un certo punto ho notato che c'era una bella incongruenza tra "tempo stimato per la fine" e dimensioni del pezzo, cioè il pezzo sulla stampante era all'incirca intorno ai 2 cm ma il tempo rimasto era ancora molto alto (10 minuti mi sembra).... allora a quel punto ho deciso di lasciare finire la stampa per vedere che cosa sarebbe uscito fuori. Ieri sera che ho trovato un po di tempo per dedicarmi alla stampante (poco) e ho apportato delle modifiche a qualche parametro e ho anche dimezzato gli step/mm dell'asse z per vedere cosa sarebbe accaduto. Una volta lanciata la stampa il tempo stimato era più verosimile, intorno ai 35 minuti ma a differenza del cubo di prima stavolta aveva un infill del 10-15%...tuttavia, purtroppo mi si e riverificato il problema della perdita dei passi, stavolta ho notato un comportamento un po "anomalo della cinghia" quindi controllerò quella e lubrificherò bene tutte la barre. Potrebbe essere un problema di firmware?? Io in quel campo non me ne intendo molto...io ho montato la stampante e l'ho avviata, senza mettere mano al firmware...devo usare un firmware particolare?? Se mi sapete dare una dritta in questo contesto ve ne sono grato perché è un mondo che conosco poco...Grazie -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Prima di tutti grazie ancora per le risposte... A casa dovrei avere la vaselina “da farmacia” provo con quella. Per quanto riguarda le dimensioni del cubo sono abbastanza sicuro di averlo scaricato da Thingiverse, quindi è 20x20 e non riesco a trovare una possibile causa se non quella di qualche parametro su slic3r (o repetier) oppure gli steps/mm di Z. Le barre di Z sono quelle trapezie, ma non capisco bene cosa intendi quando dici che possono essere mal regolate...che tipo di problema possono avere?? Sono d’accordo con te sul fatto che il motivo per cui l’asse Z continuasse a salire possa essere correlato al doppio della lunghezza del pezzo...magari la stampante “pensa” che ci sia il doppio dello spazio disponibile. Anche se mi sembra di avere dato come limite 180 mm (come riportato dalla scheda tecnica che mi ha fornito la Geeetech). Per 1/2 giorni non sarò a casa quindi non ho modo di guardare. Appena posso posto le foto dei parametri che ho settato, magari notate qualcosa di anomalo. -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
@Alep @Gigi Allora ragazzi ho rifatto un allineamento del piano di stampa e lubrificato con olio le barre dell'asse Y (successivamente mi procuro la vasellina e provo con quella...piuttosto dove posso comprarla, e che tipo??) e il problema della perdita dei passi ""SEMBRA"" 😂 essere superato... Tuttavia mi si è presentato un'altro problemino...il cubo sarebbe dovuto essere 20x20 mm ma in realtà è di 20(un pochino meno di 20)x40 mm Vi mando anche la foto.. Secondo voi da cosa dipende?? Devo dimezzare gli step/mm dell'asse Z?? Altra cosa che vi chiedo è come si deve comportante la stampante una volta che ha finito di stampare. A me continuava a salire lungo l'asse Z e anche dopo aver raggiunto l'altezza massima i motori continuavano a girare e mi ha sballato tutto l'asse X portandolo fuori asse...come posso controllare questa procedura?? impostando qualche parametro su Slic3r o Repetier??
-
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Grazie per le risposte. Prima di tutto cerco di risolvere il problema per via "meccanica", controllando la cinghia e lubrificando le barre. Nel caso in cui non devesse essere sufficiente vedrò di controllare l'elettronica. Che tipo di lubrificante consigliate?? Ho notato che in vari post si parla di vasellina tecnica ma onestamente non l'ho mai usata...un olio spray può andare bene lo stesso? -
Perdita passi
lorenzo_03 ha risposto a lorenzo_03 nella discussione Problemi generici o di qualità di stampa
Quando dici "tensiona la cinghia mentre stai stampando e vedi se è questo il problema" intendi dire che devo tendere la cinghia dell'asse Y a mano mentre sta stampando perché pensi che sia un po troppo lenta? -
Ciao a tutti, come potete vedere dalla foto allegata durante la stampa si è verificato (diverse volte) il problema della perdita dei passi. La stampa è un cubo 20x20 vuoto. Dato che la cinghia mi sembra tesa al punto giusto, penso si un problema di natura elettronica, in particolare della Vref. Io possiedo una Geeetech Prusa i3 Aluminium, non ho apportato alcuna modifica perciò monta tutti i componenti forniti direttamente dalla geeetech. Mi sapete dire come tarare questi parametri? Secondo voi dovrei sostituire alcuni componenti alla stampante?? Grazie. Lorenzo
-
Presentazione e Suggerimenti
lorenzo_03 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti, ho da poco acquistato e finito di assemblare una Geeetech Aluminium Prusa i3, sono in fase di avviamento ma sto avendo qualche leggera difficoltà. Prima di tutto vi chiedo cosa ne pensate della stampante, se è buona oppure no... Poi vorrei chiedere dei suggerimenti per quanto riguarda il settaggio dei vari parametri di stampa, poiché sto avendo più difficoltà del previsto nel trovare la configurazione migliore. PLA+ da 1.75 e nozzle 0.3. Come software per la stampa utilizzo Repetier Host e Slicer, non so magari è meglio Cura?? Tutti i suggerimenti sono bene accetti. Grazie Lorenzo