

blulaserstar
-
Numero contenuti
62 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da blulaserstar
-
-
Io non ho mai stampato a 0.08 o 0.04, sempre lasciate le impostazioni high dei profili sharebot in sl1c3r che come default ha 1mm
-
20 ore fa, Help3d dice:
blulaserstar sei sicuro che il filamento sia "buono"? E per buono non intendo necessariamente di Sharebot, ma che sia in ottime condizioni? Tipo non umido...
Perchè se anche cambiando ugello non risolvi allora è da cercare altrove il problema. Personalmente ho cambiato solo 2 ugelli in 2 anni di funzionamento continuato della macchina. Ma non per occlusione... per usura dopo le molte ore di lavoro! U_n ugello, anche se intasato, al 99% si sblocca sempre! Basta sapere come fare :) :)
Per sapere come fare, intendi, portarlo in temperatura (tipo sui 230) e poi spingere un po giù il filo?
Passare lo scovolino? O la corda di chitarra?
Oppure fare il cambio filo, fargli prendere un abs, e poi fargli riprendere un pla?
Io al momento ho solo PLA e gli ho fatto fare un paio di volte il cambio filo, ma malgrado una partenza migliore all'inizio poi.... riscontro il medesimo problema, e non sto nemmeno insistendo tanto con le impostazioni, perché con le impostazioni di default high dello sl1c3r ho sempre ottenuto ottime stampe.
-
Guarda, mi hanno dato un estrusore tutto metallico, niente tubo all'interno. Avvalorando la mia tesi che fosse un po problematico quel componente, anche se il secondo che ho ordinato e che non era disponibile al momento, mi è arrivato con il tubo all'interno, allora ho chiesto lumi e mi hanno detto che dopo varie prove sono ritornati alla soluzione originaria in quanto sembri essere la migliore! mah
Comunque ironia della sorte, la soluzione è durata ben poco, la stampante, ha stampato bene per una decina di pezzi ed ora presenta il medesimo problema. Dicono che è un problema di cristallizzazione del PLA all'interno del tubo. Io stampo a 230 il primo layer e 215 quelli dopo. Non so proprio più che pensare, forse le temperature non sono così corrette, a display sia della stampante che da pc, vedo che è abbastanza stabile, le oscillazioni sulla temperatura non sono così alte, ogni tanto scende di qualche grado 3 o 4 al massimo ma poi torna subito in temperatura, non credo sia un gravissimo problema l'ha sempre fatto.
La cosa che mi perplime è che, dopo un po di cambio filo, inizia a stampare bene e poi.... torna fare l'estrusione di filo "magro" e quindi una stampa schifosa!
-
Salve,
come da titolo ho un problema di sfasatura nella stampa. Nell'immagine da sinistra verso destra ho impostato su sl1c3r (con profilo HIGH sharebot) il parametro: Minimum travel after retraction come segue: 1mm (Default) 2 mm e 0,5mm ma non mi sembra cambiato molto.
L'ugello è nuovo e devo dire che le altre cose le stampa perfettamente, sono queste righe che mi fanno tribolare. Voi quale parametro modifichereste?

-
Ragazzi ho cambiato l'ugello. ed ora la stampa è tornata al top, anche con le impostazioni high dello sl1c3r con i profili sharebot.
-
è proprio da cambiare! L'ho pulito benissimo, con gli scovolini sharebot ma niente, il problema temo che sia nel tubicino di teflon che ormai è sfatto, a suon di spingi tira molla, ed infatti quando mi fa questo problema (ora sempre) trovo sempre nel tubicino come una "bolla" un grumo di plastica.
Domani comprerò l'hotend nuovo e poi vi faccio sapere! Grazie mille per l'aiuto.
Ps.
Ma quel tubicino sapete mica se è venduto singolarmente? perchè mi sembra un punto cedevole e magari in futuro vorrei cambiare solo quello
-
però dopo attente analisi inizio a sospettare problemi all'hotend
-
 1
1
-
-
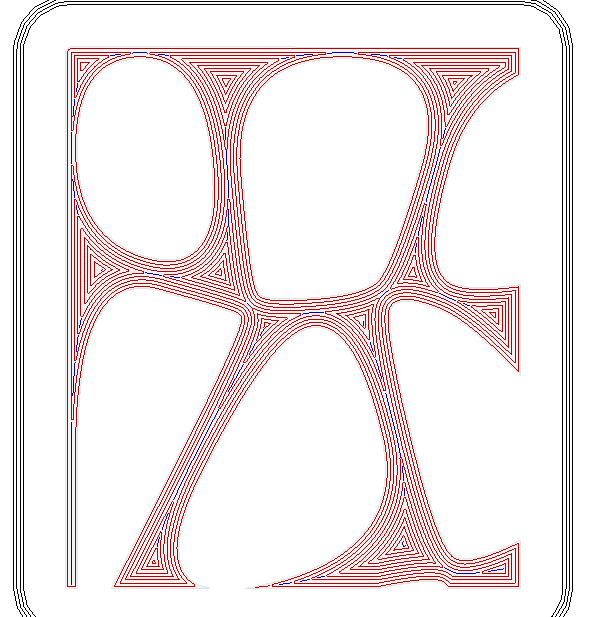
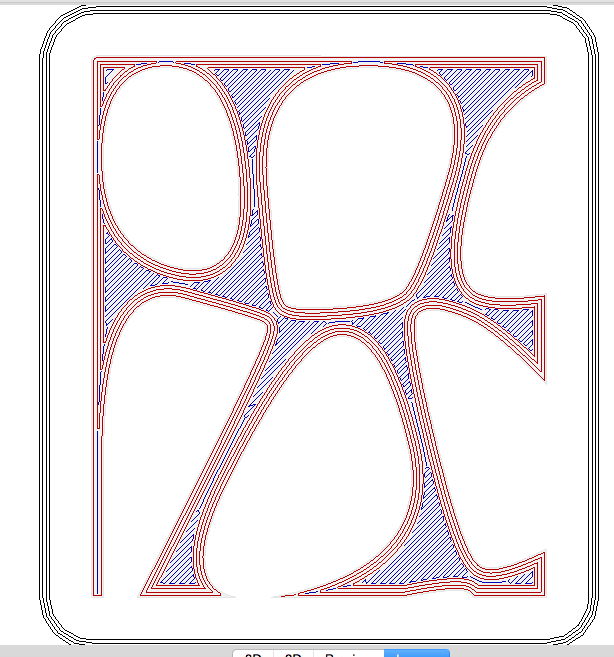
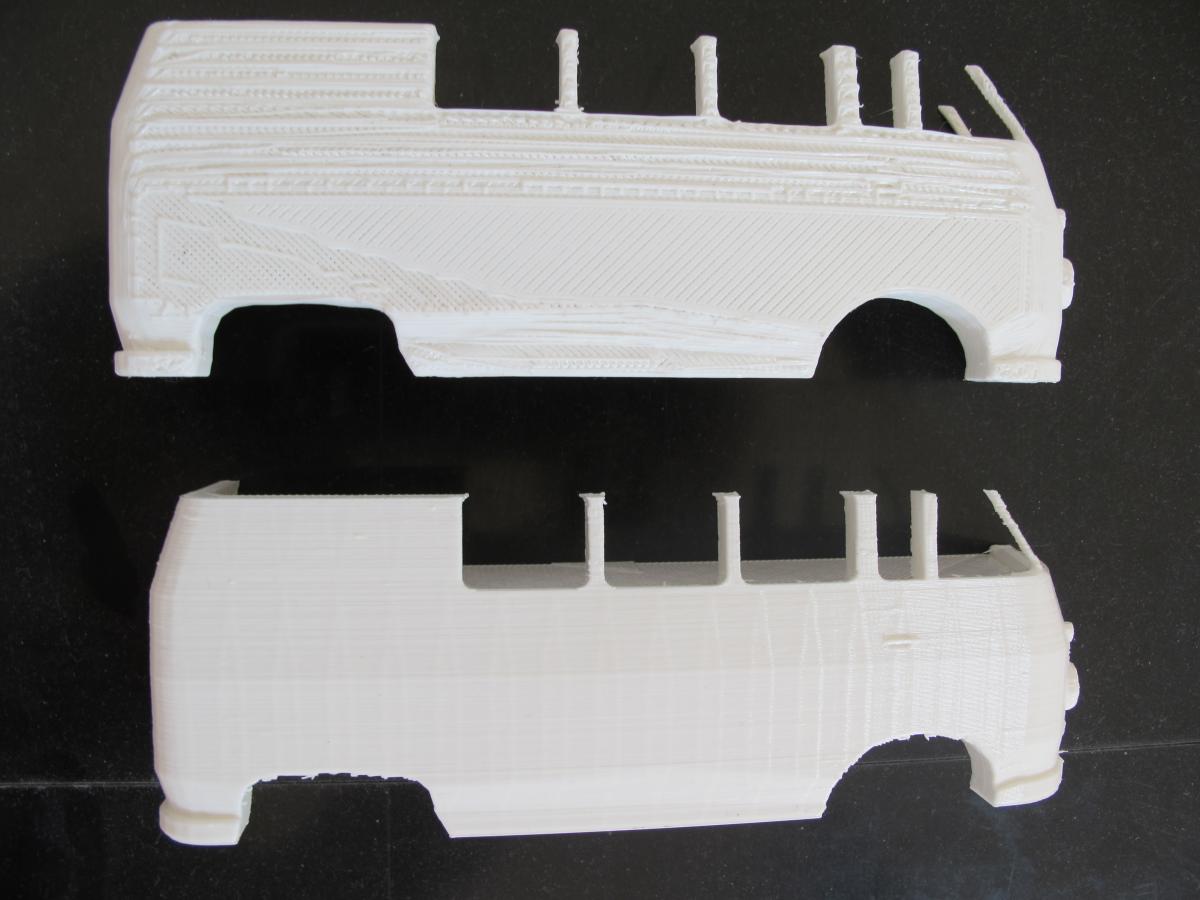
Ok ho provato a mettere il flow ad 1.1 ma... sembra quasi peggiorato.
Ho messo una foto del prima e dopo. Nel secondo tentativo ho impostato un honey da 20% perché tanto date le dimensioni era sufficientemente denso, ma già quando faceva l'honey ho osservato che era disastroso, mentre con il medesimo filo prima aveva fatto una stampa migliore come potete osservare.
Il diametro del filo, sembra stabile, più o meno sempre sulla,1,75. Sono un po affranto nel vederla stampare così
-
ciao, sto usando il PLA Sharebot, perché devo dire che mi ci trovo molto bene.
io ho provato a guardare un po nell'advanced ma non saprei come e quali parametri correggere per vedere di riuscire a migliorare questa cosa.
-
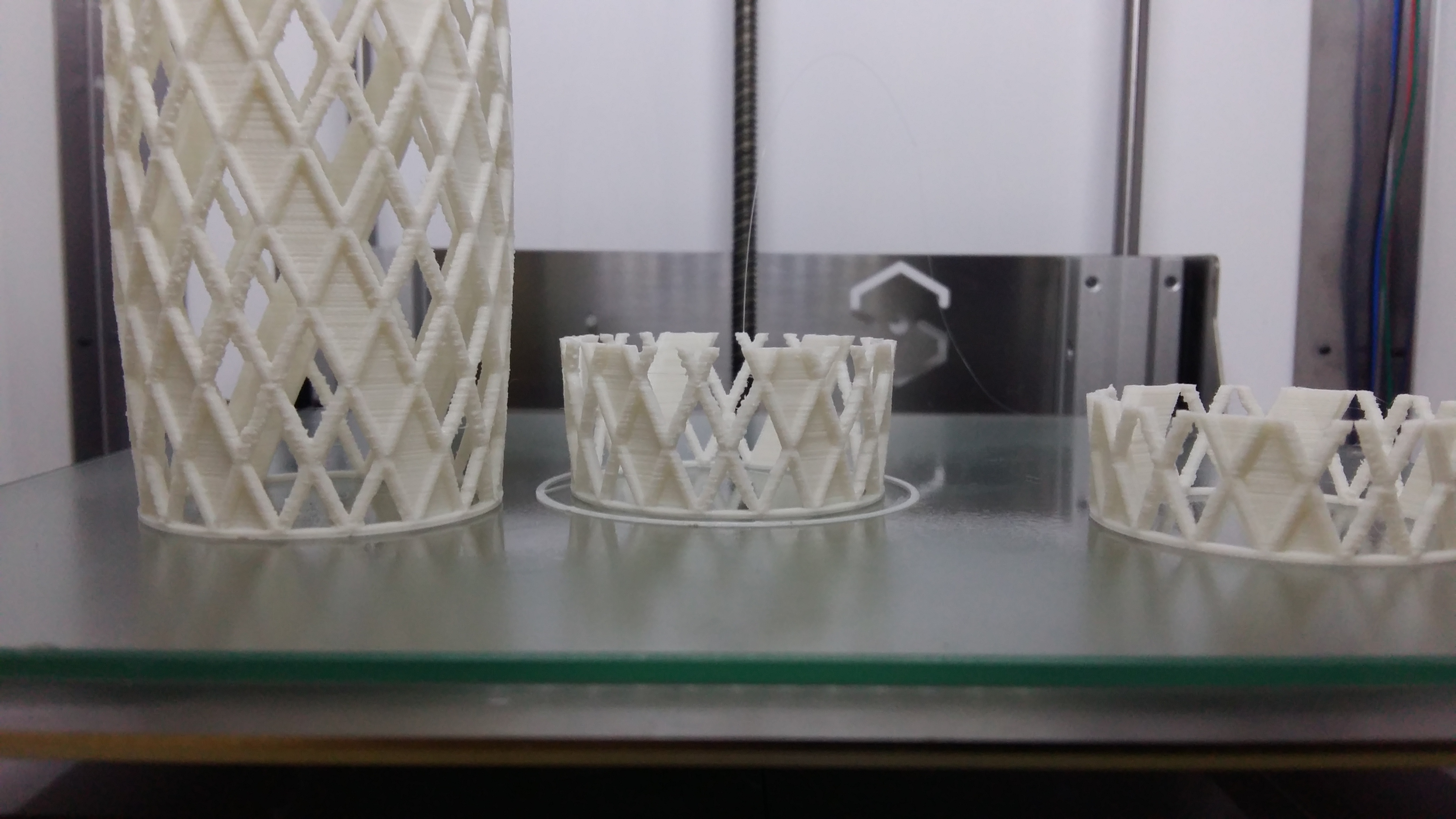
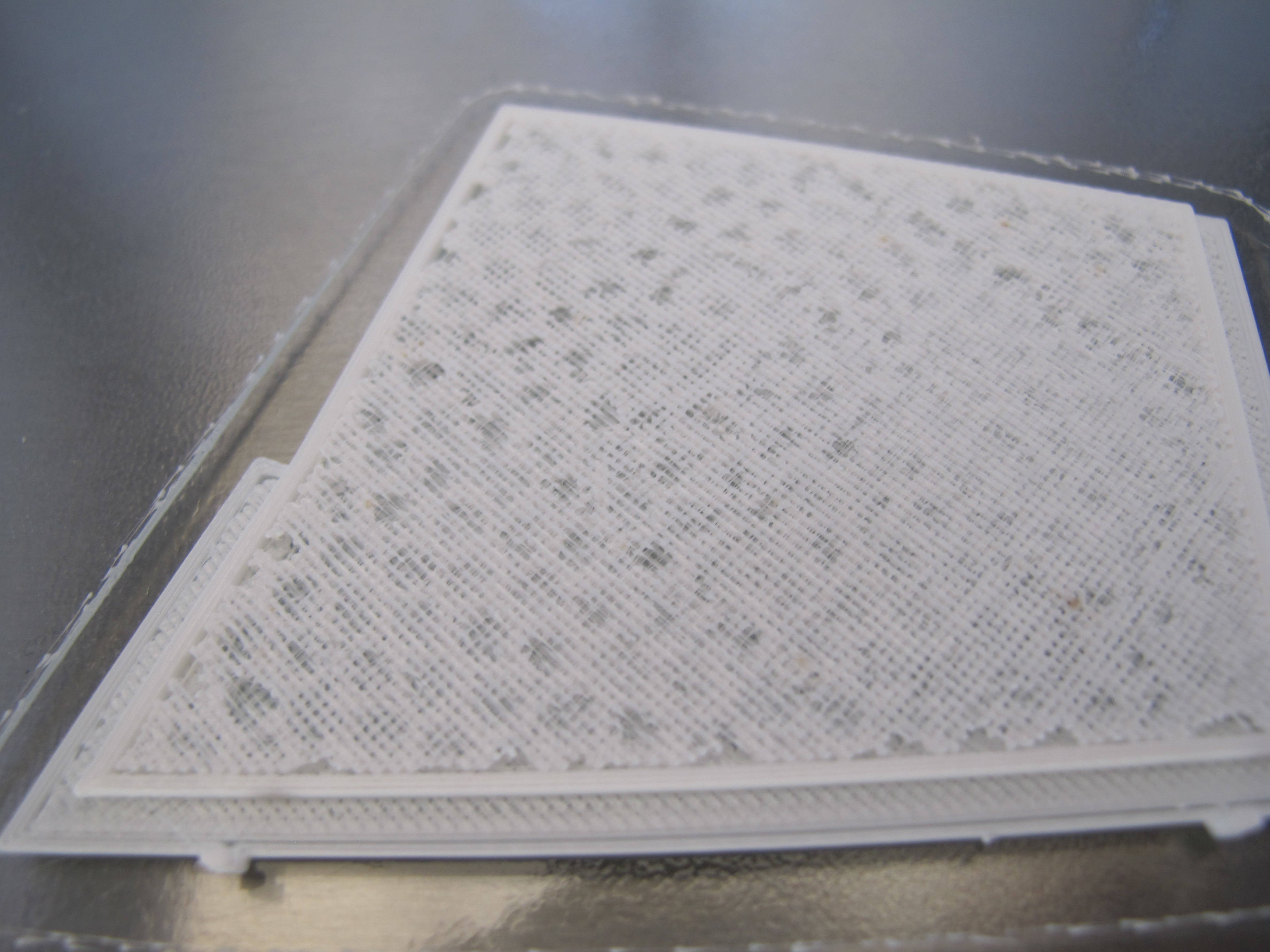
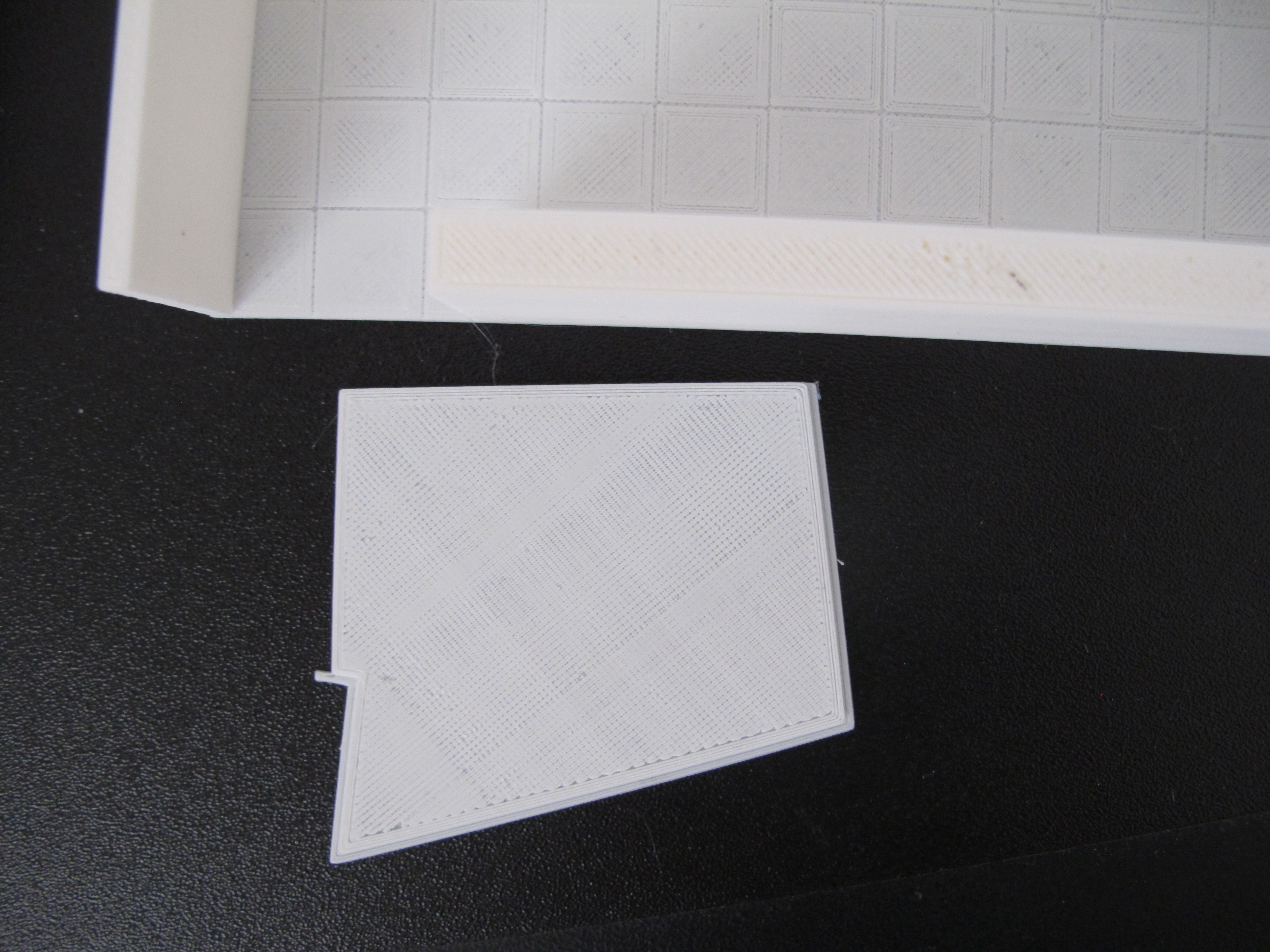
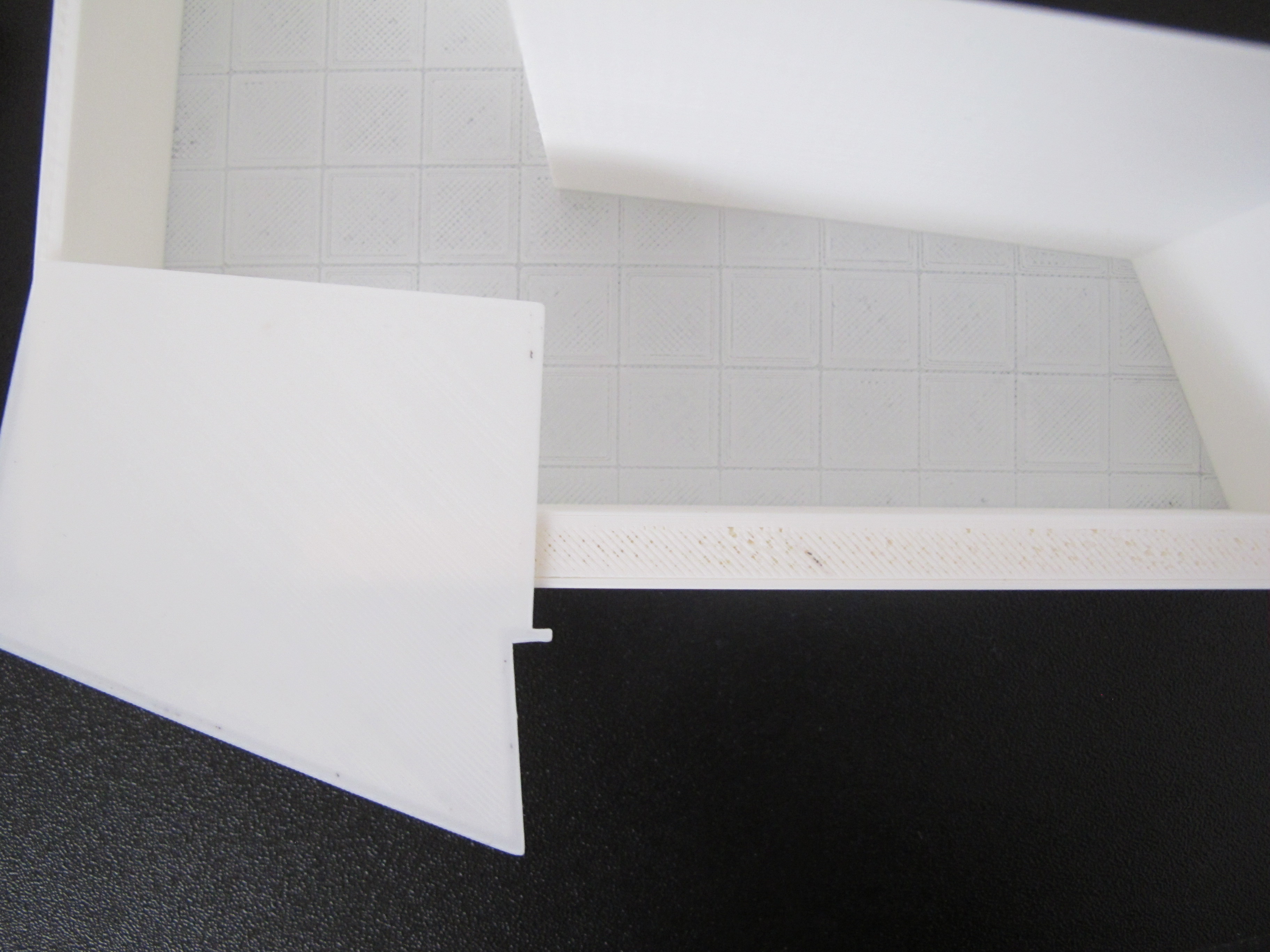
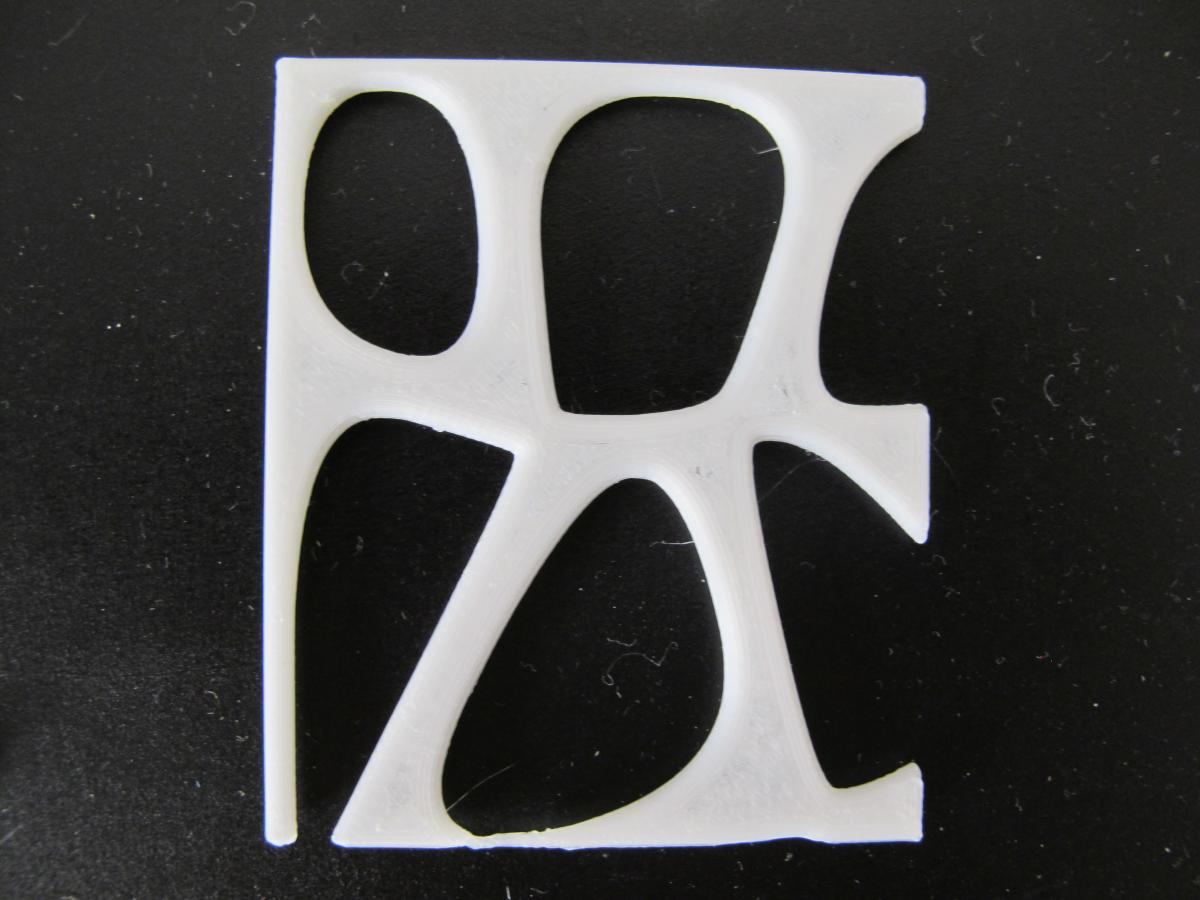
Come da titolo, mi ritrovo a fare degli oggetti che presentano un top layer pessimo.
Come potete ben vedere nelle foto, indipendentemente dal riempimento, la tettoia ha un rectilinear 100% ed un top layer da 6, la casetta con in pavimento ed il muro hanno un honey da 50% che è già una bella densità per il tipo di oggetto ed un top layer di 4 come da default per la stampa ad alta qualità del profilo sharebot, la parte piatta finale fa sempre... diciamo pure schifo. Però la parte inferiore, ho girato la tettoia nella foto due, è perfetta, liscia e riempita uniformemente.
Sto sbagliando qualche cosa?
-
Ciao, grazie mille per l'offerta ma ho scoperto il problema e ne condivido anche l'informazione: naked angle, che su rhinoceros c'è la funziona di verifica della loro presenza e correzione. Una volta corretti e sistemati la stampa è andata a buon fine perfetta. Spero questa informazione possa tornare utile.
-
Salve,
ho un problema, genero un oggetto su rhino, perfetto, tutto ok, tutto corretto sicuro al 100%.
Genero l'STL, cura mi dice che è perfetto, sl1c3r mi crea degli strani buchi.
Non è la prima volta che mi capita, voi avete idea del motivo per il quale ogni tanto fa così?
-
Grazie mille davvero! Ora stampa al centro
ps mi scuso per il doppio post!
-
buongiorno,
anche io ho il medesimo problema della stampa non centrata nel piatto, ma spostata verso il display.
Su sl1c3r ho ritrovato i parametri originali, 215 195, che ho cambiato con quelli da voi indicati, ma il problema permane, anzi con i nuovi parametri è peggiorato.
-
Ah ok grazie per la dritta non ci avevo pensato!
-
Grazie Mille @FabLab Padova, sei gentilissimo.
Ma Sharebot è stata velocissima, ed ha provveduto alla sostituzione in neanche 2 giorni, devo obbligatoriamente complimentarmi con loro.
Inoltre il pezzo che mi è arrivato è di tutt'altra consistenza, sembra essere quasi in teflon, molto più massiccio e solido.
Sono davvero contento. Si riparte eheheh
-
uhmm hai ragione, io infatti pensavo a fare un'asola nei fori con il dremel e metterci una boccola di ottone, però farci passare il tubo in teflon mi sembra meglio! ne cercherò subito online, anche se però non ho il trapano a colonna per poter forare con precisione.
-
Buongiorno,
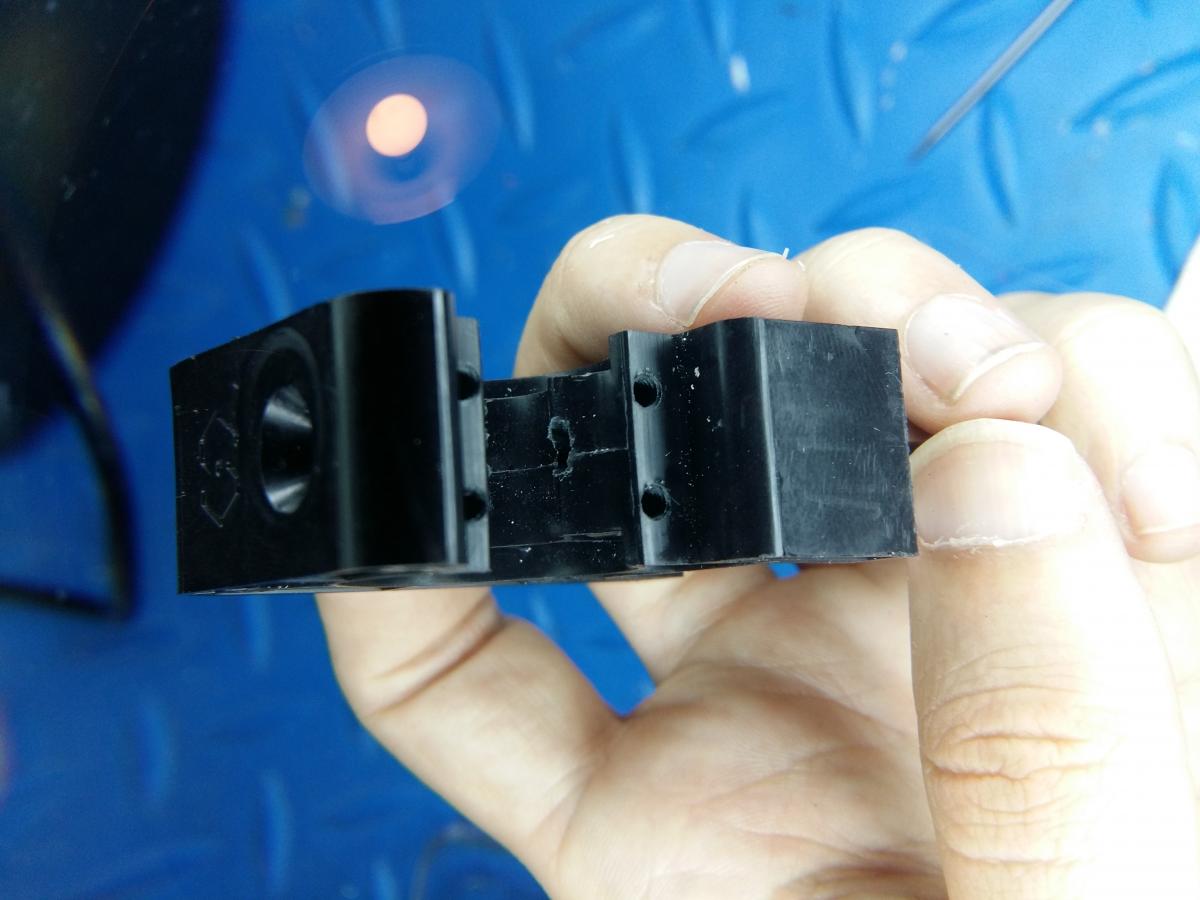
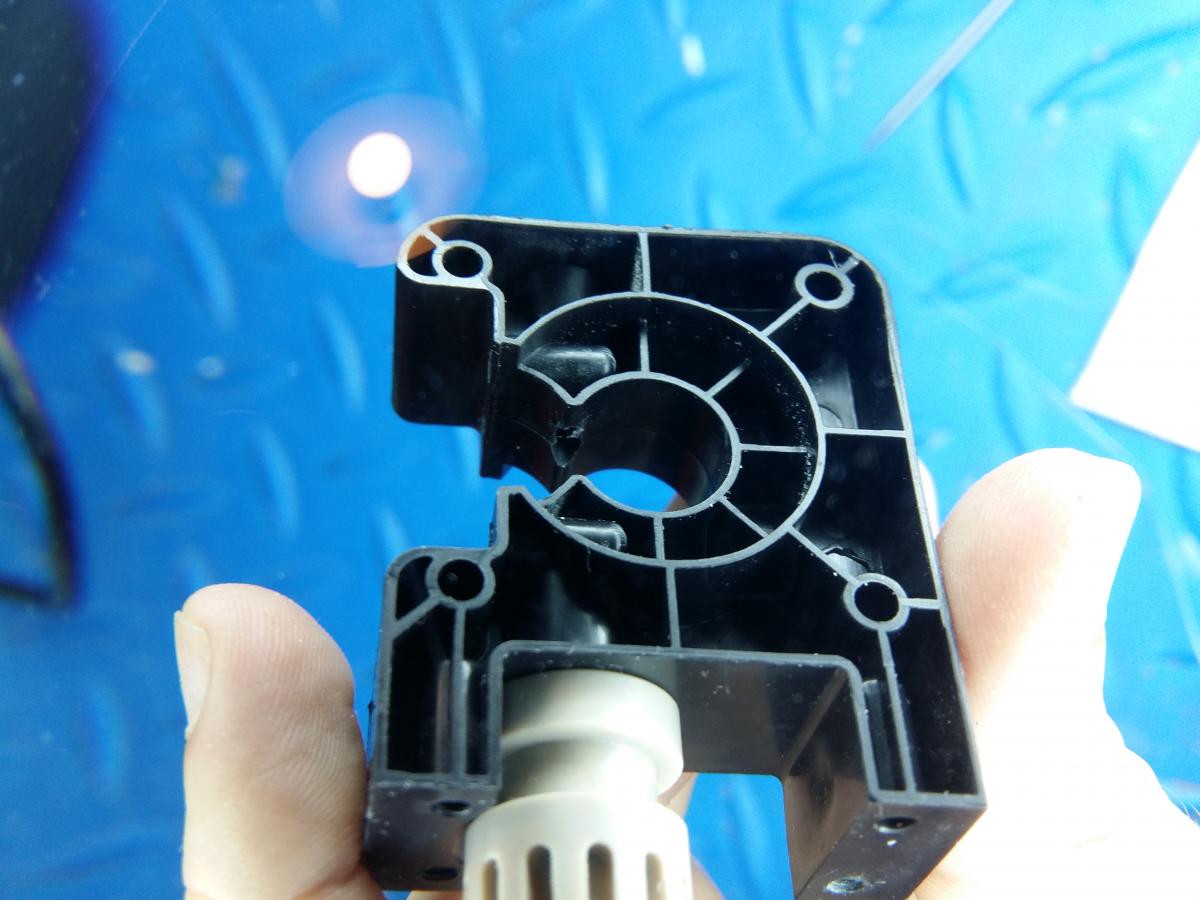
come da oggetto, mi ritrovo dopo neanche 6 mesi un pezzo della stampante (di cui ignoro il nome) già completamente liso ed inutilizzabile.
Purtroppo, ho anche buttato via un sacco di stampe, perché in principio giacche il lasco era minimo, c'era rischio che il filo scivolasse dietro le ruote a metà stampa, ma poi dopo un po di imprecazioni e molte regolazioni riuscivo a risolvere, ora proprio è defunta, ho provato a mettere uno spessore, ma... non c'è verso è proprio da cambiare.
Premetto che ho usato solo fili originali sharebot, in particolare modo una bobina intera di pla, ed una diciamo mezza di altro pla, quindi neanche un volume di stampe esagerato. I fili sono in cascata diretta montati su di una sbarra al di sopra della stampante, non fanno alcuno sforzo.
Ora spero proprio in una celere sostituzione in garanzia.
A voi è già capitato?
-
Buongiorno,
io ho un problemino di cui non riesco a trovare soluzione online, ovvero, se disegno un logo su illustrator,lo esporto come file dwg ed infine lo importo su sketchup, si genera un problema alquanto fastidioso, ovvero, si generano una marea di linee superflue che non mi permettono di selezionare l'area e poter fare ad esempio una semplice estrusione.
Si è vero online si trovano dei tutorial, ma per tipo per una lettera di testa, per un disegno semplice semplice, tiri una riga, aggiungi un rettangolo come base al disegno, e magicamente correggi quei 2 errori di importazione che c'erano, ma con una immagine più complessa?
Voi conoscete un altro metodo per importare un'immagine di illustrator in ketchup o simili senza problemi? ovvero che mantenga più fedelmente possibile le linee del disegno?
PS Si è vero, potrei anche prendere l'immagine e ricalcarla con rhino ad esempio, però... è talmente un lavoro lungo data la complessità dell'immagine, che se si potesse usufruire di un metodo automatico sarebbe oro!
-
Si era proprio la parte superiore a non venirmi bene, ma un po con le guide un po con le prove ho capito che:
Uno scarso riempimento e un top fino crea una trama pessima, d'altronde è ovvio, molto materiale è sospeso su dei buchi se il riempimento è poco denso, e pochi layer di copertura mantengono la trama troppo sottile ed imperfetta.
L'unica cosa che ho "capito" dagli esprimenti, è che se hai un pezzo non troppo altro, e con delle forme un po diciamo variegate come quello che dovevo fare, fare in modo che si riempia con gli shell non è una cosa poi così insensata, se guardi la trama della stampa ha una sua rifinitura, perlomeno riprende le curve dei buchi, non viene spezzata la trama con un player top che fa righe trasversali. Poi questa è una questione di gusti, l'importante è che sotto ci sia un buon riempimento.
-
1
-
-
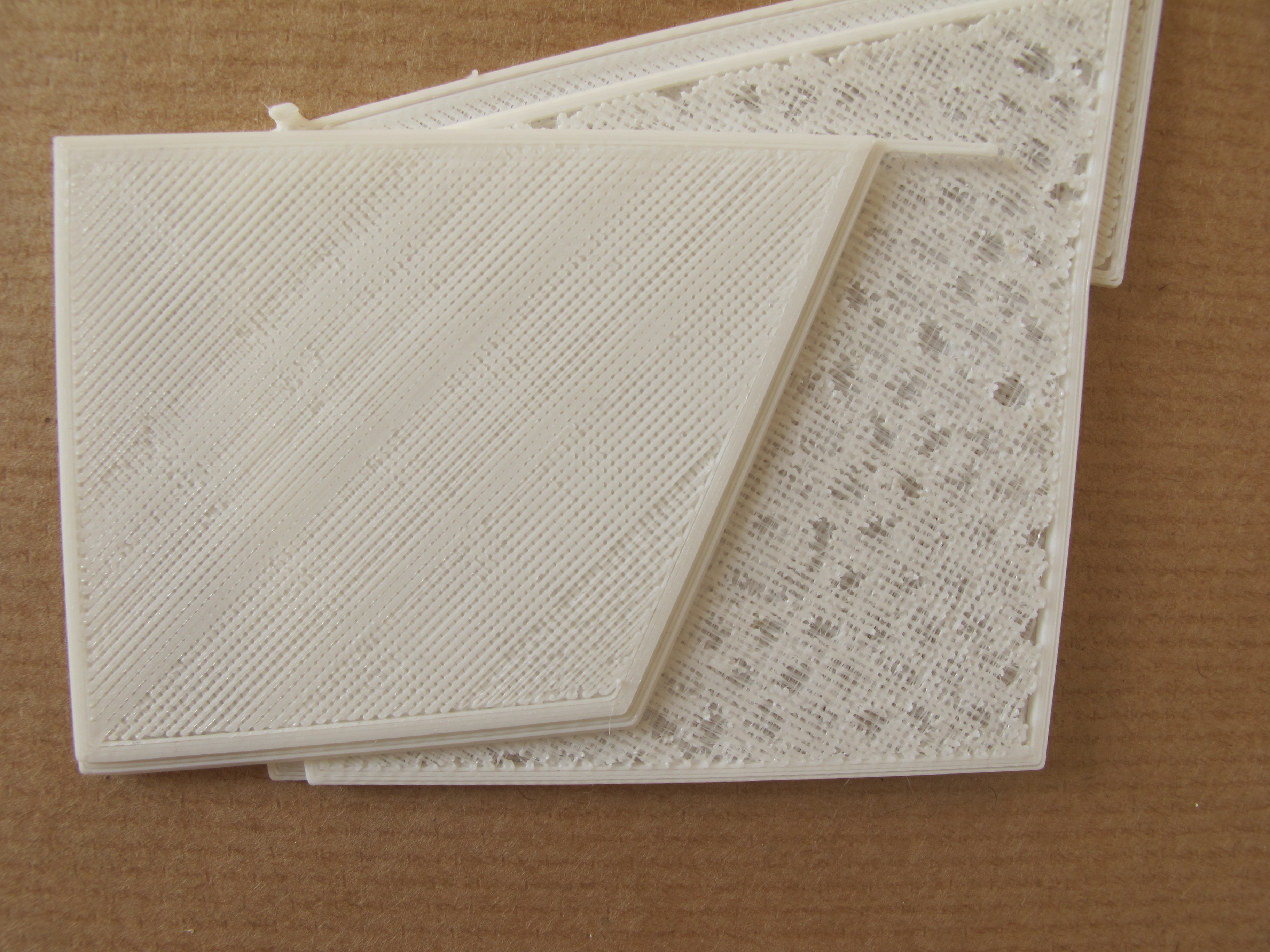
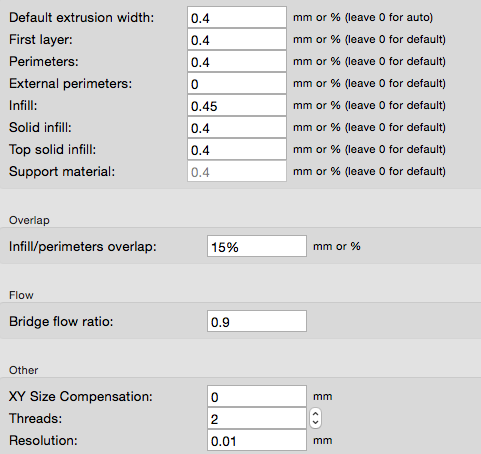
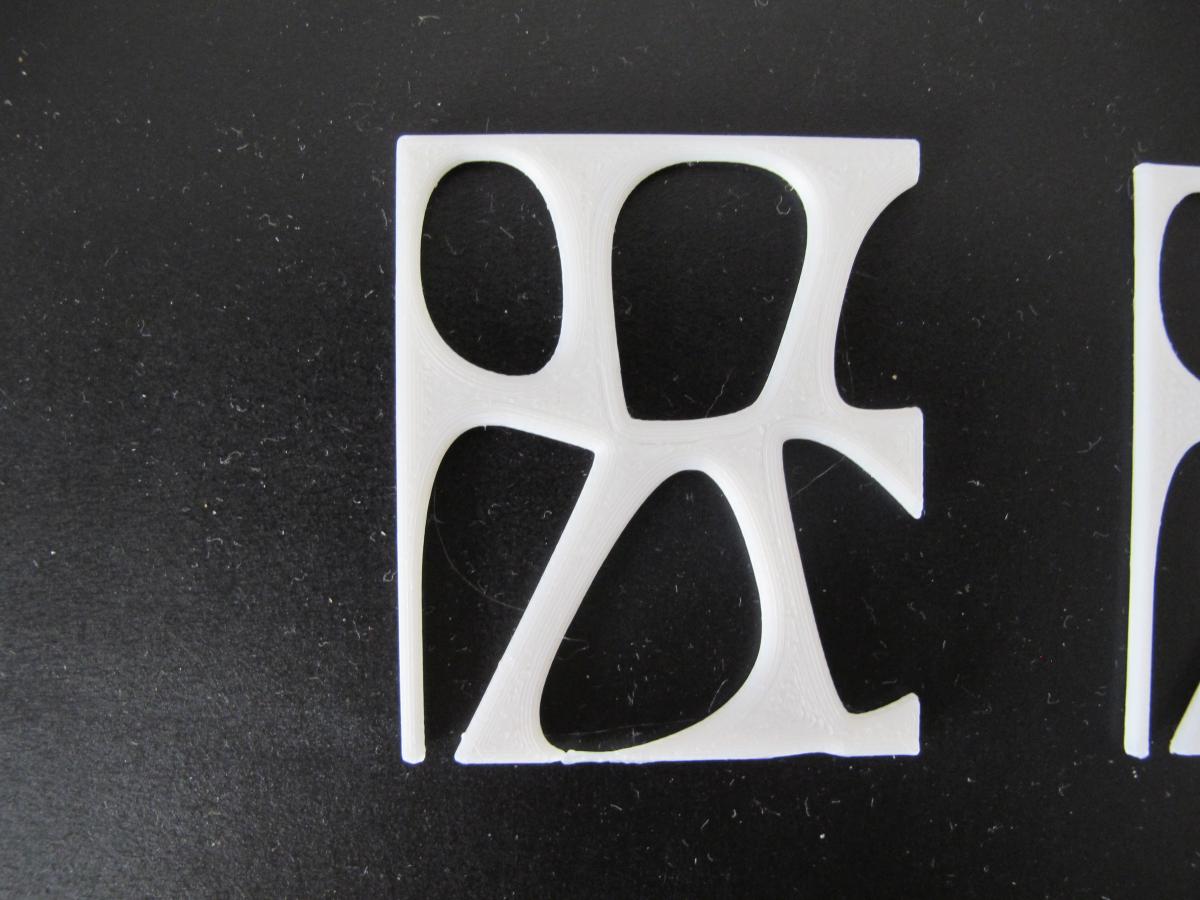
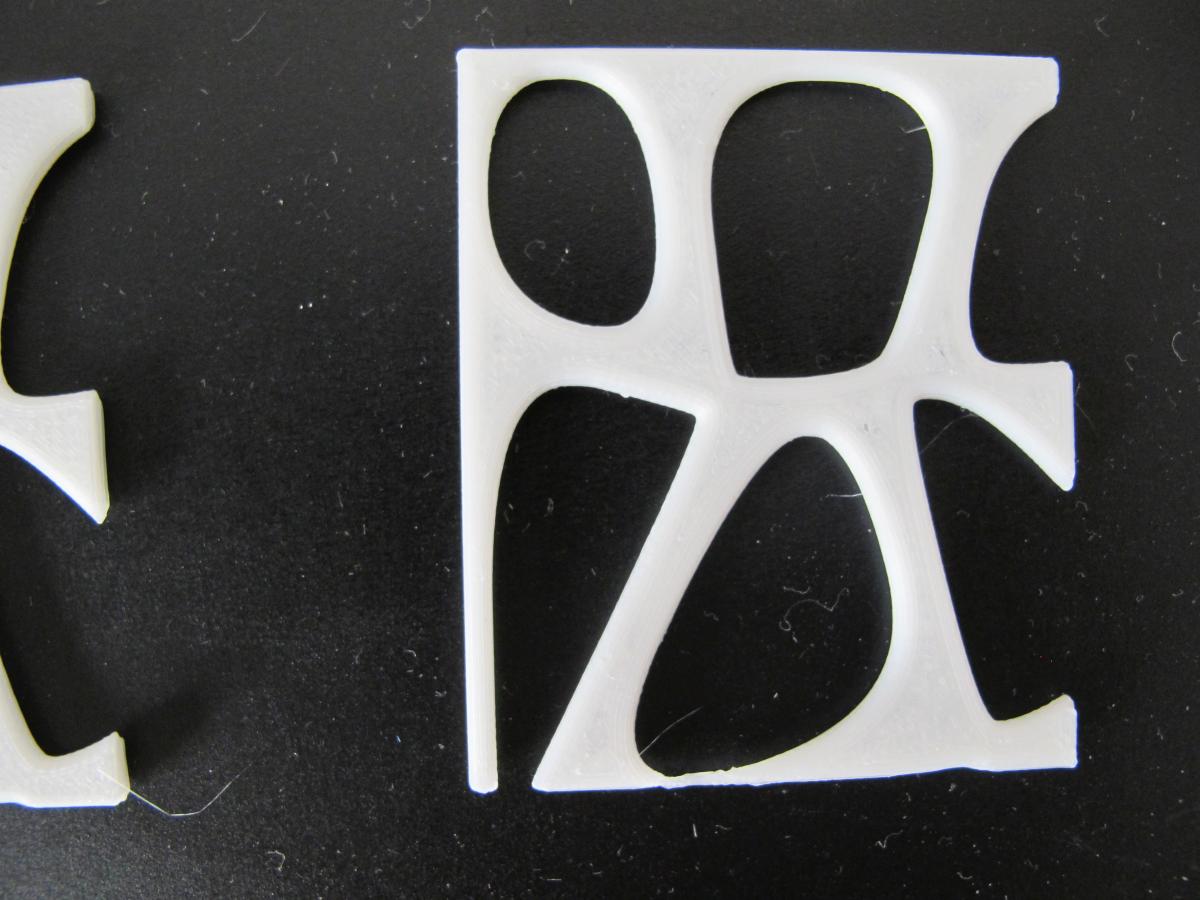
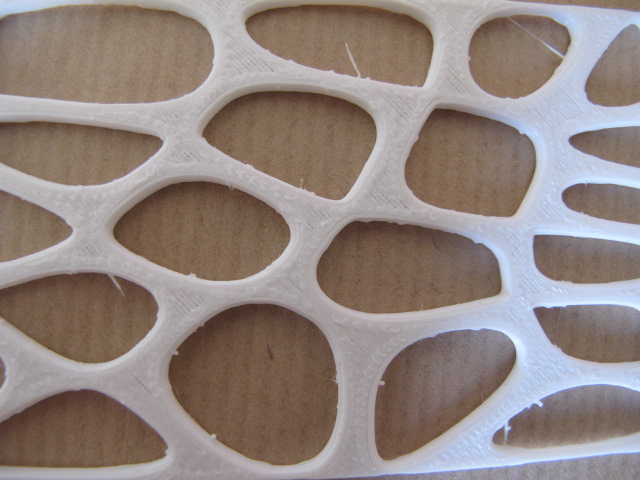
Allora ho fatto un po di esperimenti e penso di averci capito qualche cosa.
Allora ho stampato un pezzettino di quanto già fatto in precedenza ed analizzando il gcode ho capito che forse potevo fare dei tentativi per eliminare quella fastidiosa trama che si era formata al top.
1. Ho creato una stampa che aveva praticamente solo shell
2. Ho creato una stampa con un riempimento 50% ( rispetto ai 20 di default ) ed un top player di 6 strati.
3. Ho lasciato le impostazioni high pla come da file di configurazione fornito dalla sharebot.
Morale, il primo e secondo file hanno una qualità nemmeno paragonabile al terzo. Tempi? beh più o meno 34 minuti su tutti e tre, il terzo 31 minuti giusto per differenziare.
Vi lascio gli screenshot sperando che vi tornino utili per comprendere un po come ci si possa comportare per stampare un oggetto simile.
-
Buongiorno,
ho un dubbio, sbaglio io? o sbaglio io? eheheh
Beh alle volte mi capita di stampare da thingverse, qualche cosa di pronto e tutto va a buon fine, le superfici sono lisce e ben rifinite, non riscontro grossi problemi, ma quando invece creo il file io, soprattutto le superfici fanno pena.
Ho creato il file con rhino, la preview del file stl non mi sembrava pessima, vado a stampare e come potete vedere c'è qualche cosa che non va!
Perché gli stl che prendo da thingverse hanno delle superfici rifinite molto meglio? dove sbaglio?
PS Chiedo scusa il correttore mi ha corretto STL in sto nel titolo della discussione
-
si si in verticale nessunissmo problema! la qualità è davvero molto diversa a seconda di come si stampa! non pensavo
-
comunque ringraziandovi come al solito dei consigli, nel frattempo ho sperimentato un po, ed ho capito un po dell'importanza di posizionare bene le stampe, la differenza si vede:









Righe verticali sfasate
in Problemi generici o di qualità di stampa
Inviato
si si è un filo bianco sharebot nuovo!
la sfasatura, intendo che le linee non sembrano tutte perfettamente allineate verticalmente, è pieno di sbavature, mi sembra una stampa pessima