Marco
-
Numero contenuti
25 -
Iscritto
-
Ultima visita
Obiettivi di Marco
")





-
Warping con PLA
Marco ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
E' textured, ho ordinato quindi una camera chiusa, spero di risolvere in questo modo e di riuscire a far passare tutti i tubi che vanno all'Ace Pro, grazie per il consiglio -
Ciao a tutti, sto avendo dei problemi a stampare questo modello su una Anycubic kobra 3 combo: https://www.printables.com/model/1279939-kumiko-pen-holder-desk-organizer ho dei problemi di warping che agli angoli supera i 4 mm. La temperatura del piatto (PEI) è corretta, il filamento è essiccato, il Brim da 20mm è inutile, il piatto è livellato ed ho abbassato anche la velocità di stampa. I risultati migliori li ho ottenuti usando un Raft da 5 livelli, in questo caso il warping è inferiore ai 2 mm. A questo punto penso che il problema potrebbe dipendere da: - PLA di bassa qualità (uso eSun PLA, quello che si trova a poco più di 10€ al Kg) - temperatura stanza molto bassa (è un solaio non riscaldato, la temperatura in questi giorni è di pochi gradi sopra lo zero) quindi i passi successivi consisterebbe nel provare PLA di altre marche e di comprare un case compatibile con la mia stampante, concordate?

-
Stavo per contattare l'assistenza ma oggi è uscito il nuovo firmware (da 2.3.9.3 a 2.4.0) ed il problema con il purge wiper è scomparso 👍
-
ok, non avevo ben compreso la guida, lo string guage si attiva correttamente, tuttavia questo difetto si presenta saltuariamente, quindi non so quanto sia stato utile questo test consigliato dall'assistenza. Da quello che ho visto, l'SSH è bloccato. Adesso sto provando a stampare usando la parte del letto magnetico non danneggiato e mi sono accorto di un nuovo difetto😢: il purge wiper non funziona, penso che il nozzle ad un certo punto dovrebbe toccarlo per rimuovere lo scarto, ma nel mio caso non succedere niente e lo scarto va a finire sul piatto, ho fatto un video a riguardo: potrebbe essere un bug software o del firmware?
-
Aggiornamento: secondo l'assistenza il problema potrebbe essere lo "strain gauge" guasto oppure difettoso, mi ha girato questa guida: https://wiki.anycubic.com/en/fdm-3d-printer/kobra-3-combo/hot-end-keeps-pressing-hot-bed?reference=x-elephant ho cambiato anche l'hotend perchè era messo male (allego foto) e l'avevo già comprato di scorta. Il problema è che non riesco a completare la guida, se non ho capito male dovrei premere il tasto home per l'asse Z, attendere che il processo termini, mettere sotto la mano, a questo punto la print head dovrebbe alzarsi, ma nel mio caso non succede niente, ho fatto anche un video: avete dei suggerimenti? P.S. Ho trovato un video di una K3 con il "strain gauge" guasto: https://www.facebook.com/groups/270351976921420/posts/1789776794978923/ ma nel mio caso l'homing viene fatto correttamente. Vedo inoltre che ci sono altri utenti con lo stesso problme:
-
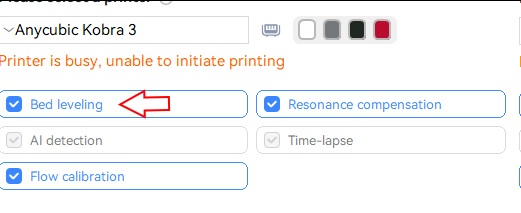
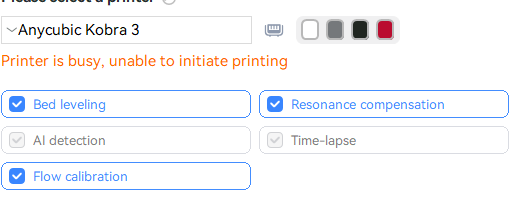
Se il sensore è danneggiato, secondo questa discussione, devo cambiare tutto il printer head: https://www.facebook.com/groups/kobra3printer/posts/1667516014113185/ (costa 45€ su un famoso sito cinese). P.S. Un workaround potrebbe disattivare nello slicer il "bed levelling": e provare ad impostarlo a mano sempre sullo slicer: oppure ho detto una cavolata? Grazie
-
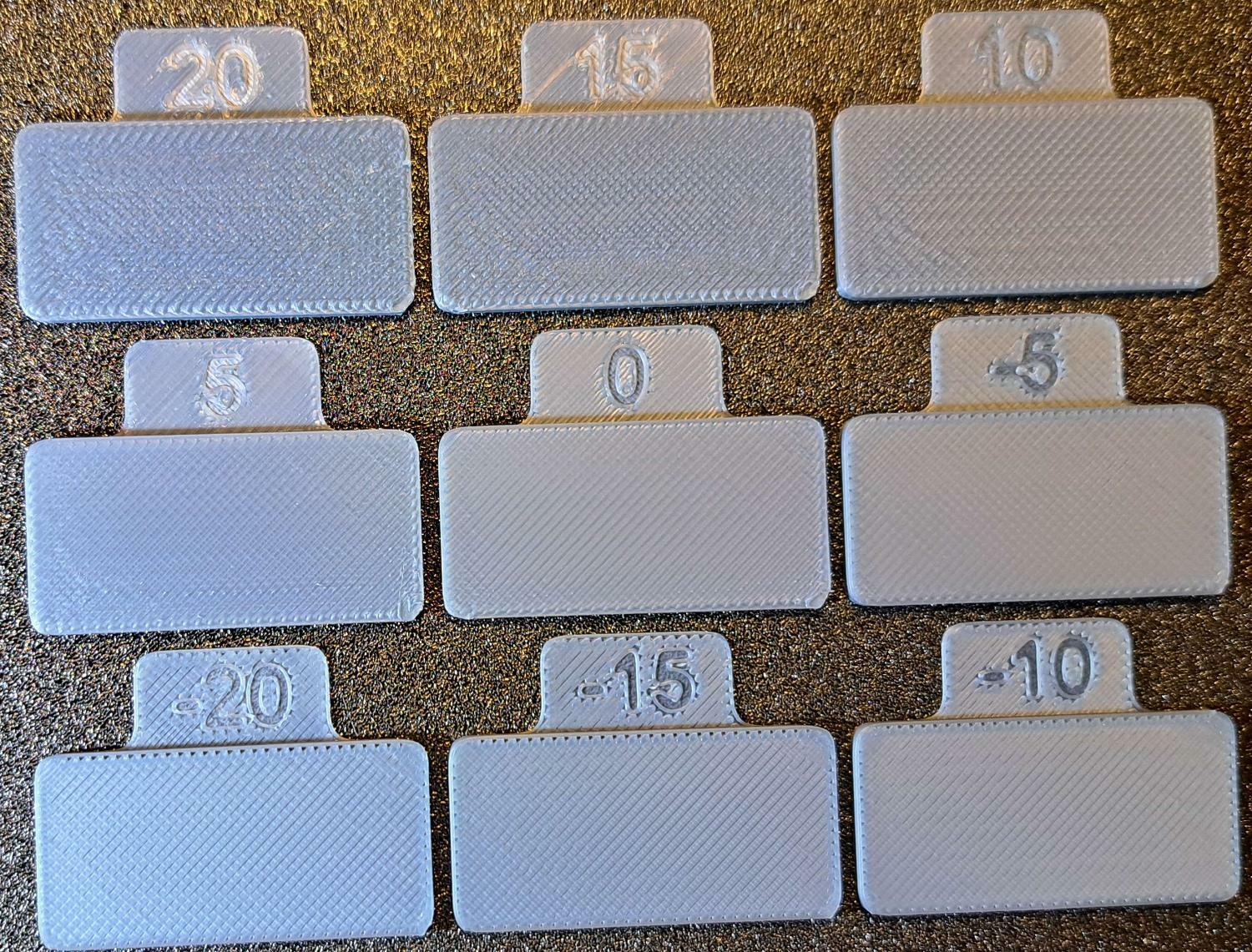
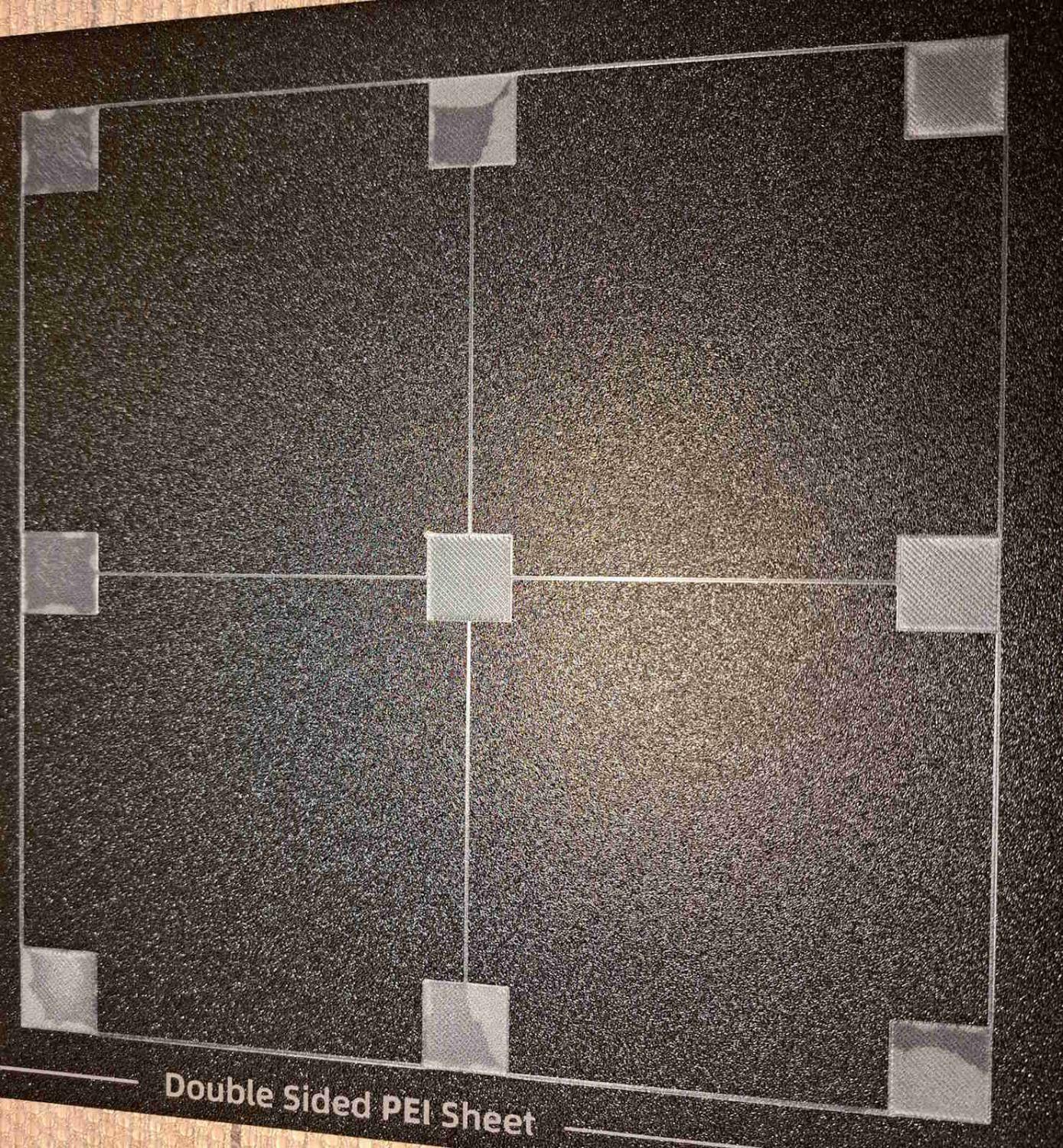
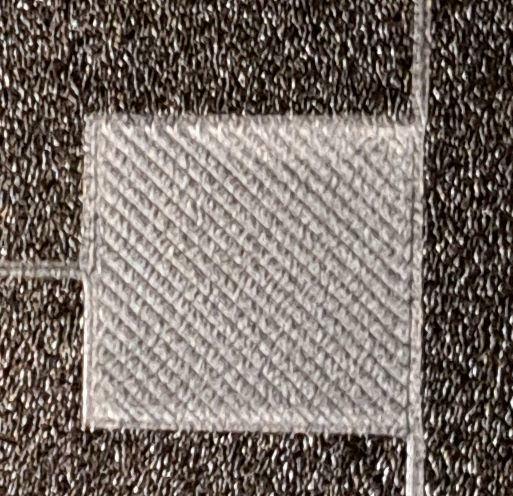
Ciao a tutti, in modo completamente casuale l'ugello letteralmente ara il letto magnetico durante la stampa del primo layer. Accade con vari materiali (PLA e PETG), la stampa precedente tutto OK mentre con quella successiva mi ritrovo il letto magnetico da buttare. Stampo sempre attivando l'automatic bed leveling: e se provo a stampare questo test, risulta tutto perfetto: https://www.printables.com/model/748679-z-offset-bed-leveling-calibration-test penso che di tanto di tanto la stampante sbagli di circa 1 mm l'automatic bed leveling. Il primo problema si era presentato circa un mese fa, il secondo oggi, nel frattempo ho anche aggiornato il firmware ma non è cambiato nulla. Proverò a contattare l'assistenza, nel frattempo avete dei consigli da darmi?
-
Stampa modellino nave (IJN Fuso)
Marco ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
Mi sembra OK, anche se la qualità è inferiore a quella dell’X1 Carbon che ho in ufficio, in ogni caso non ho mai rilevato un problema di qualità di stampa così grave. Grazie per la guida. I filamenti dovrebbero essere tutti asciutti, il modulo ACE Pro aggiuntivo mi permette anche di effettuare i cicli di asciugatura. Ho provato a effettuare la calibrazione del flow rate direttamente da Anycubic Slicer Next, mi sembra calibrata correttamente, se lo riduco aumento i problemi dei piccoli fori (vengono chiamati pinholes nella guida che mi hai girato) lungo il perimetro: Potrei far vedere il modello che ho stampato ad un paio di persone molto più esperte di me, magari vedendolo dal vivo potrebbero notare qualche cosa mi sfugge. Come mi avevi consigliato posso provare con un nozzle più piccolo, sul sito del produttore sono esauriti ma su un famoso siti cinese sono disponibili.
-
Stampa modellino nave (IJN Fuso)
Marco ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
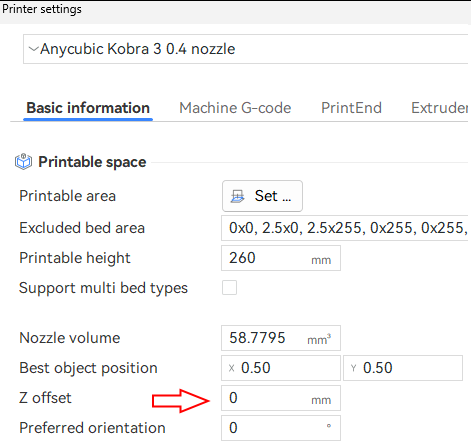
@eaman In teoria quel modello è per il nozzle da 0,4mm (c'è anche il modello per il nozzle da 0,2mm), comunque ho fatto una foto, spero che vada bene, non ho un righello ma solo un metro: se invece volevi sapere la lunghezza della nave stampata, quella è 336mm. @dnasini La prima stampa l'avevo fatta senza importare i parametri della P1S, l'unica cosa che ho cambiato è il "Wall generator: Arachne" perchè secondo l'autore è necessario questo parametro. Il risultato è stato pessimo, in pratica sono presenti tutti i problemi della seconda stampa ma accentuati. Per lo z offset ho provato a stampare questo modello: https://www.printables.com/model/748679-z-offset-bed-leveling-calibration-test/files a me sembra tutto ok e uniforme, la differenza di colore è dovuta dal fatto che il PLA si stava scollando durante il raffreddamento.
-
Stampa modellino nave (IJN Fuso)
Marco ha pubblicato una discussione in Problemi generici o di qualità di stampa
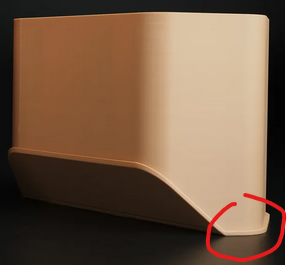
Ciao a tutti, volevo provare a stampare questo modello, in scala 1:625, sulla Anycubic Kobra 3: https://makerworld.com/en/models/786421 il problema è che i parametri inseriti sono per una Bambu Lab P1S. Ho già fallito due stampe, in entrambi i casi ci sono dei problemi sulla poppa e sulla prora. Vi giro le foto della stampa migliore, a prora il fasciame del ponte è OK ma come ad un certo punto (l'ho indicato con una freccia rossa) il fasciame inizia a sciogliersi Problema simile a poppa, gli elementi trasversali sembrano sciolti e irriconoscibili: Avete qualche suggerimento da darmi? Non ho mai stampato modellini e non mi è mai capitato di vedere una cosa del genere. Grazie Doc
-
Bambu Lab X1-Carbon – gommino per cuscinetto a sfera
Marco ha risposto a Marco nella discussione Hardware e componenti
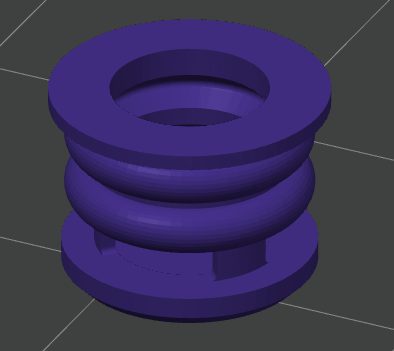
Ciao a tutti, vi aggiorno sulla risposta dell’assistenza, la parte danneggiata è lo “z screw damper”, al momento non esiste come parte di ricambio, tuttavia l’assistenza mi ha girato l’STL e l’ho già stampato in TPU 95. Non so se posso pubblicare l’STL, ma se a qualcuno serve lo posso inviare come messaggio privato.
-
Bambu Lab X1-Carbon – gommino per cuscinetto a sfera
Marco ha risposto a Marco nella discussione Hardware e componenti
Grazie, ma non vorrei che si rompesse quando lo rimuovi, ho provato a rimuovere il tappino di un'altro cuscinetto e sembra essere un blocco unico con quello che c'è sotto. Domani contattato l'assistenza, la cosa che mi lascia perplesso è che non vedo questa parte fra le parti di ricambio. -
Bambu Lab X1-Carbon – gommino per cuscinetto a sfera
Marco ha risposto a Marco nella discussione Hardware e componenti
Sotto c'è qualcosa che sembra un residuo, allego foto, a questo punto proverò a contattare l'assistenza per vedere cosa mi dicono. Nelle altre barre filettate il gommino è presente, non posso smontarlo senza romperlo ma sembra che sia interposto fra il cuscinetto e la barra filettata
-
Bambu Lab X1-Carbon – gommino per cuscinetto a sfera
Marco ha pubblicato una discussione in Hardware e componenti
Ciao a tutti, come potete dalla foto penso che manchi o che si sia usurato un gommino che probabilmente riduce le vibrazioni fra il cuscinetto a sfera e la vite filettata. Il problema è guardando fra le parti di ricambio non trovo niente di simile: https://eu.store.bambulab.com/it-it/collections/spare-parts-for-x1-series?page=5 Come posso acquistare questa parte di ricambio? Devo contattare l’assistenza Bambu? Grazie
-
Bambu Lab X1-Carbon – difetto lungo l’asse Z
Marco ha risposto a Marco nella discussione Problemi generici o di qualità di stampa
Tutto OK, grazie, ho stampato anche la seconda parte della flangia con i parametri da te consigliati e l’accoppiamento fra le due parti è risultato perfetto. Ho fatto solo una modifica sulla temperatura dell’estrusore, da 260 a 250°C, perché 260 coincideva con la temperatura massima per questo materiale, non saprei se questa modica ha avuto un impatto positivo.