

volcane
-
Numero contenuti
37 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da volcane
-
-
Ciao Andrea,
Ogni tanto torno qui per rileggere il post che mi ha ispirato e fatto comprare una stampante 3D e vedere se hai aggiunto profili di stampa a kisslicer, a proposito di kisslicer vedo che quanto aggiungi una nuova marca al contrario di come credevo non cambi il solo diametro e la temperatura, ma anche altri parametri tipo la retrazione, spiegheresti come determini questi parametrri, stampi qualcosa?
-
Ciao,
Ho ordinato un campione da reprap di petg della Real, vedremo come va
-
Il 10/8/2016 at 22:39, Adryzz dice:
Seconda prova PETG ... favoloso !!!
Qui almeno si vede il colore reale la foto precedente era con luce artificiale

Complimenti ottima stampa, qualche informazione in piu' tipo altezza layer? che petg hai usato?
-
Non è la stessa, questa che hai postato il link ha l' estrusore di tipo diretto, l'elettronica non so se è la stessa, in linea di massima si basano tutte sulla ramps 1.4 e Arduino mega2560
-
Ciao,
Sei troppo generico, il motore dell'estrusore gira? Gira nella giusta direzione? Se spingi a mano sbloccando il motore esce il filamento?
-
Ciao a tuuti,
Mi ritrovo con n.2 supporti per cuscinetti in piu' se qualcuno li vuole ovviamente e' un regalo, mi contatti pure.
-
Ciao
È compatibile con MarlinKimbra?
-
3 ore fa, Help3d dice:
........ Anche se i calibri cinesi stentano a prendere quei valori! :)
io stampo a 210/215 i layer senza stringing
Ciao,
Ecco la spiegazione, uso un calibro cinese con display lcd, devo comprarne uno migliore.
P.s. che ne pensi del sistema che adotto per stabilire la giusta temperatura? tu che tecnica adotti per capire a che temperatura stampare?
-
1 ora fa, Help3d dice:
Direi tutto ok (dalla foto). Due consigli:
1) non usare Cura (consiglio però da prendere con le pinze... è solo una mia valutazione)
2) porta a 210 il Layer. Altrimenti rischi di avere pezzi più fragili ( e già il layer , come ti sarai accorto, produce pezzi meno resistenti degli altri PLA. Ma che finitura! )
Leggendo quello che scrivi, ho provato per un po Kisslicer con i tuoi profili, ho scaricato un manuale che se anche in italiano non mi e' servito molto, sono agli inizi quindi ho molti limiti,dicevo comunque che ho usato kisslicer ma ci sono molte cose che non riesco a comprendere poi ho installato una traduzione in italiano che riporta menu diversi dal manuale, l'ultima cosa quando ho provato a stampare con i supporti ho creato solo schifezze, mi ha riempito con i supporti una parte che a fine stampa non era piu' accessibile quindi non potevo toglierli, per intenderci parlo di quel pezzo che ho postato piu' su di colore blu che serve a raffreddare il PLA, mi ha riempito di supporto la parte dove doveva passare l'aria.
Per quanto riguarda la temperatura ho scelto 195 gradi facendo cosi':
Sono partito a 150 gradi salendo di 5 gradi alla volta spingendo il filamento a mano per rendermi conto dello sforzo da fare e guardando il filamento estruso, a 170 gradi iniziava ad uscire ma la pressione da fare era eccessiva, a 175 gradi iniziava ad uscire con poco sforzo, da 185 a 195 era fluido ed era facile farlo uscire, dopo avere fatto uscire circa 5 cm aspettavo che diventasse solido per tiralo, ed ho visto che a 195 gradi tirandolo non lasciava il minimo filamento stringing, da 200 a 220 sempre fluido ma leggerissimo filamento rilasciato quando tiravo.
Comunque non pensavo che questo filamento avesse una resa del genere, direi veramente eccezionale, sai se ne esistono di altre marche con caratteristiche simili? una sola cosa ho notato, pensavo che il diametro fosse piu' costante
-
1 ora fa, Elvis74 dice:
Ciao Volcane
Se mi fai delle foto e me le mandi via e-mail mi faresti un piacere Elvis3D Ciao,
Ti ho mandato la configurazione da caricare direttamente in Cura
-
1 minuto fa, Elvis74 dice:
Ciao Volcane
Se mi fai delle foto e me le mandi via e-mail mi faresti un piacere Elvis3D Ciao,
Ho tradotto i termini, comunque se vuoi mettere l'italiano devi andare dove hai installato cura, nel mio caso C:\Programmi\Cura_15.04.6\resources\locale ,qui troverai le cartelle con le lingue, ho rinominato la cartella en in _en , poi ho rinominato la cartella it (dove ci sono le traduzioni nella nostra lingua) in en, quindi Cura crede che sta usando l'inglese, ma in realta' vedrai che quasi tutto e' in Italiano, non capisco perche' non mettano un menu di configurazione per settare la lingua.
-
22 minuti fa, Elvis74 dice:
Ciao Volcane
Alex Elvis3D Ciao,
Le imperfezioni credo siano dovute ad un mio errore, ho stampato contemporaneamente 3 pezzi, due di questi avevano bisogno sei supporti, che non ho messo e l'ugello quanda passava da un oggetto all' altro si portava i resti delle lavorazioni sbagliate degli altri due pezzi, comunque ho messo le foto per avere i pareri di chi ha piu' esperienza di me, io ho solo 1 mese di esperienza
-
Ciao a tutti,
Questo carrello e' stato fatto con Pla Layer usando Cura 15.04.6 con le seguenti impostazioni:
Altezza strato:0,2
Spessore pareti:1,2
Spessore primo strato/ultimo strato:0,6
Riempimento:20%
Velocita' di stampa:80mm/s
Temperatura di stampa:195 gradi
Temperatura piatto:60 gradi
Diametro filamento:1,74mm
Diametro estrusore:0,4mm
Velocita' retrazione:120mm/s
Retrazione:2,5mm
Movimento minimo per retrazione:1mm
Abilita combing su tutto
Minima estrusione per avere retrazione filamento:0,02mm
Spostamento asse Z alla retrazione:0,25mm
Spessore primo livello:0,3mm
Larghezza linea primo livello base oggetto:100%
Velocita' estrusore senza stampare:150mm/s
Velocita' primo livello base:20mm/s
Per Help3d, puoi darmi un parere?, sopratutto che ne pensi della temperatura (195 gradi) che sto usando?
-
7 minuti fa, Elvis74 dice:
Ciao Volcane
Alex Elvis3D Ciao,
Dal sito ufficiale, fino a qualche giorno fa le vendevano in offerta a 10,00 euro più iva,ora sembra costino qualcosa in più
-
Ciao a tutti,
Ho iniziato a stampare con Koperfil blu, dunque ho notato che riesco a fare buone stampe rispetto a quello bianco arrivato insieme al kit, lascia molto meno fili a parita' di profilo di stampa, ho notato che sulla mia macchina la temperatura alla quale ho i risultati migliori e' 180 gradi, sembrano bassi, ma credo che viste le tolleranze dei sensori NTC che si usano in queste macchine sia normale.
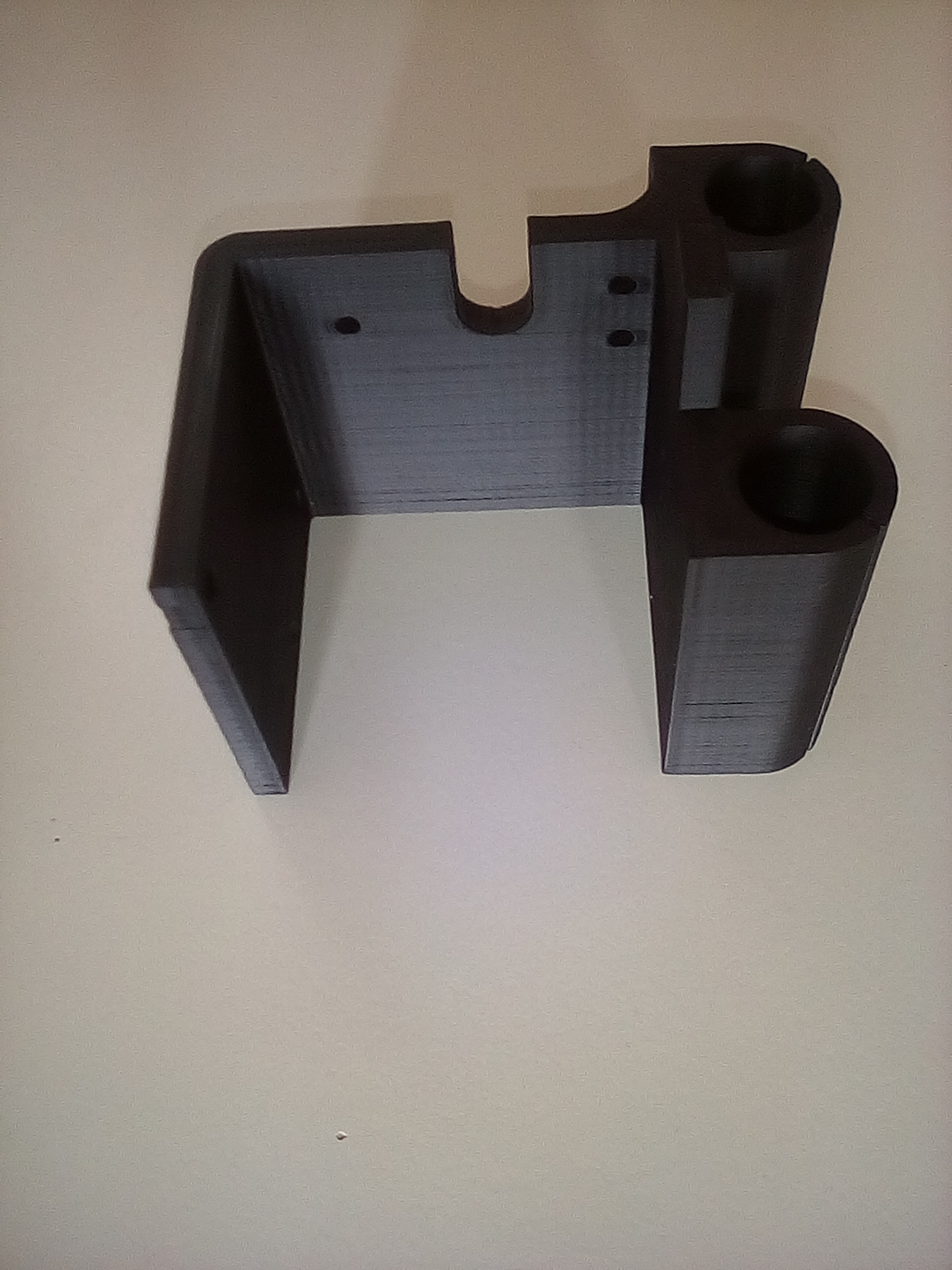
Allego una foto di un supporto stampato per mettere il sensore induttivo per l'autolivellamento del piano, e per raffreddare meglio il PLA estruso, dai post su diversi forum sembra proprio che per limitare al massimo lo stringing cioe' i fili che si creano quando l'estrusore si muove da una parte all' altra sia proprio raffreddare al meglio il pezzo in stampa.
-
1 ora fa, Adryzz dice:
Tutti morti ....
Ciao,
A dire il vero leggendo i tuoi post, ho comprato due bobine una verde l'altra blu, pagate veramente poco, finora non ho avuto molto tempo a disposizione, dunque poi faro' sapere le mie impressioni, al momento posso dire che rispetto a quello arrivato insieme al kit cinese, questo koperfil sembra piu' rigido nel senso che se lo piego si spezza, non so vista la mia poca esperienza se questo puo' essere un pregio o difetto.
-
Scusatemi, la percentuale e' del 20%
-
Ciao,
Infill e' settato a 60mm/s non credo posso andare oltre, vedevo la testina di stampa andare velocissima e si sentiva la struttura vibrare.
-
-
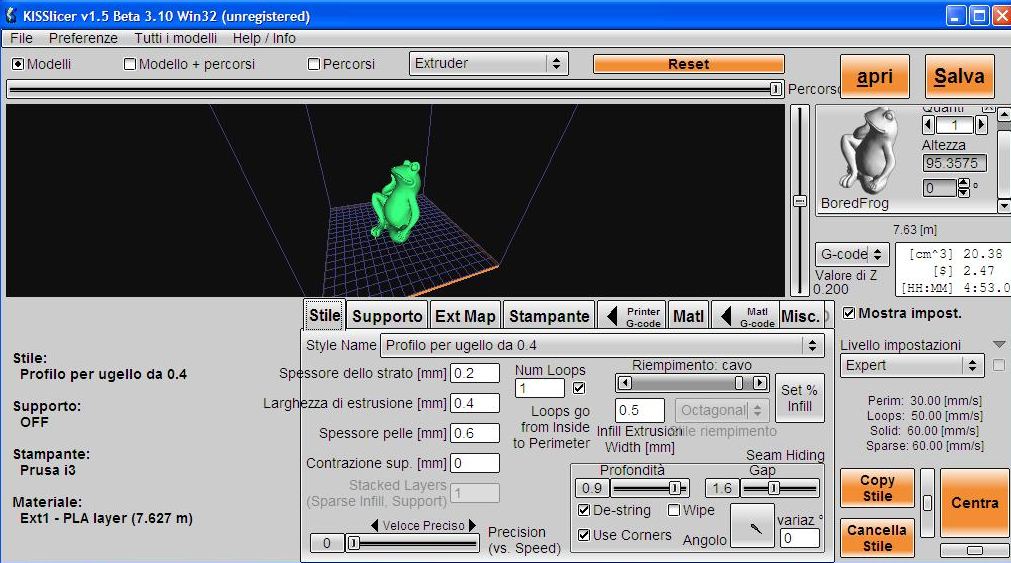
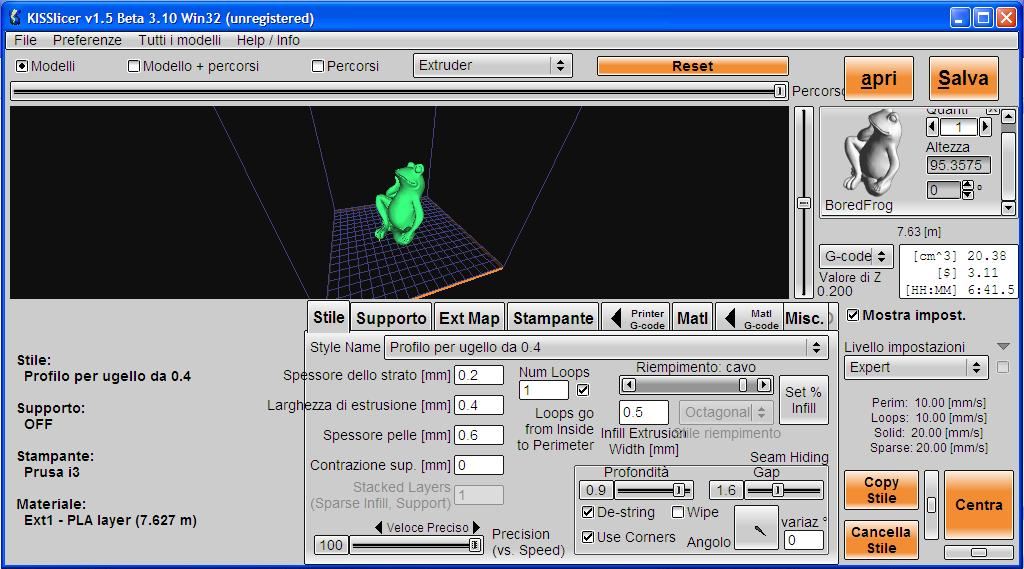
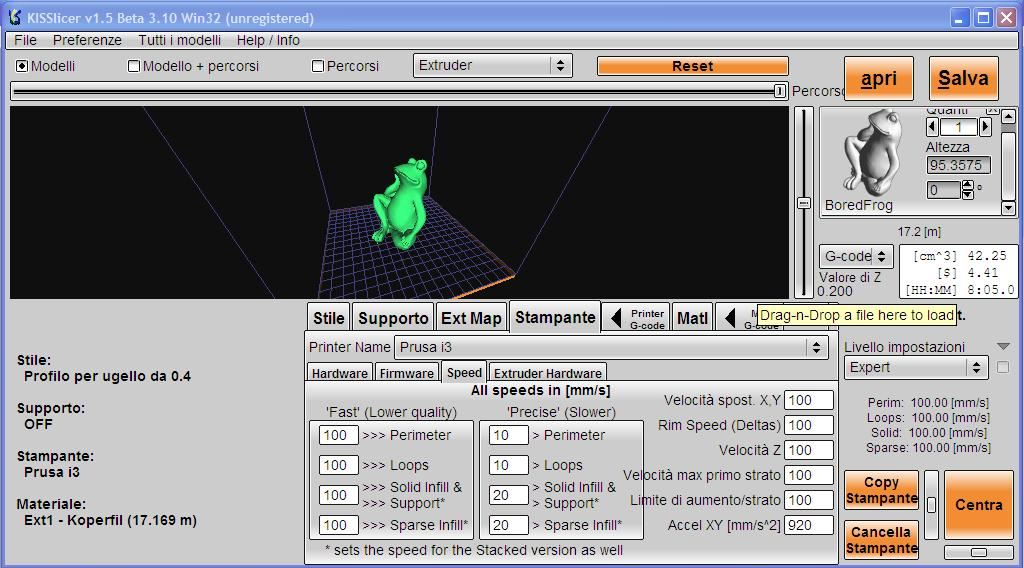
Ragazzi posto le immagini di Kisslicer, i tempi con i profili di Help3d variano da circa 5 ore a quasi 7 ore
-
6 minuti fa, Help3d dice:
Non stai sbagliando nulla (se non il fatto che devi abbassare le velocità... in particolar modo quella del primo strato). E' normale che ci metta 8 ore per quel pezzo, dubito ALTAMENTE che ce ne metta una. Che risoluzione/altezza dei layer stai usando? Secondo me, quello che c'è nella foto di prima, è leggermente scalato.
Ciao
Questa sera controlli i parametri risoluzione/altezza e li posto
Adryzz ha impiegato 1 ora
-
Ciao a tutti, non so cosa sto combinando, ma partendo dai profili Kisslicer di Help3d, ho forzato tutto a 100mm/s pero' come vedete nell' immagine che allego, ci vogliono circa 8 ore, dove sto sbagliando?
-
25 minuti fa, Help3d dice:
Come direbbe Peter Griffin... Momento momento momento momento momeeeeeeeentooooooooooo
Hai mai provato (e per provato intendo KG di materiale non 5 minuti e via) il Pla Layer?
Io non ho mai provato per questo chiedevo informazioni ma dalla tua risposta ho capito tutto, il PLA layer è tutto un altro mondo
-
6 minuti fa, Adryzz dice:
Non lo so, mai provato pla layer troppo caro per i miei gusti :P
Io uso Simplify3d come slicer
Ciao,
Sarebbe possibile avere il profilo che usi per il tuo slicer? io uso kisslicer con i profili di Help3d, ho inserito il file STL usato da te, inserisco la velocita' a 100mms/s e mi calcola che ci vogliono 6 ore e 45 minuti, tu ha fatto in poco piu' di 1 ora, dove staro' sbagliando?





Prusa I3 by Sunhokey
in Problemi generici o di qualità di stampa
Inviato
Grazie Andrea, ammiro il tuo modo di condividere le tue conoscenze, che non e' cosa da poco, ho cercato in thingiverse il termine THIN WALL CUBE TEST, ne sono usciti piu' risultati, intendi quello che cubo vuoto di RikhardKarlsson?