
immaginaecrea
-
Numero contenuti
361 -
Iscritto
-
Ultima visita
-
Giorni Vinti
18
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da immaginaecrea
-
-
11 minuti fa, dnasini ha scritto:
Allora, x la questione riscaldamento estrusore, nn credo tu possa farlo perche', x motivi di sicurezza, non e' permessa la Cold Estrusion (estrusione a freddo). Volendo potresti disabilitare questo controllo (sempre da fw) ma a mio avviso e' fortemente sconsigliato.
sisi.... grazie.... è esattamente come pensavo.... il min_temp non voglio disabilitarlo proprio per sicurezza quindi me lo tengo così.....
Grazie ancora...... ora vedrò come fargli capire che una volta percorso il caricamente ha finito il task
-
Il 30/4/2023 at 12:20, dnasini ha scritto:
Vado a memoria perche' ho ricompilato il mio ultimo Marlin mesi fa. La sezione e' proprio quella che citi tu nel file Config_adv.h. Li specifichi quanti mm caricare/scaricare e a che volocita'. Come da te verificato, devi abilitare altre feature anche se nn ti servono ma in questo modo abiliti anche a livello di menu' la possibilita' di cambiare questi parametri successivamente.
Superfluo dirti che ti tocca ricompilare il fw per fare tutto questo
Ti ringrazio molto.... si è quella.... ho abilitato "ADVANCED_PAUSE_FEATURE" e "NOZZLE_PARK_FEATURE" che è richiesto ed in effetti funziona...... ma ci sono 2 cose che non ho capito...... la prima è come disabilitare il riscaldamento del nozzle che viene richiesto per svolgere load/unload...... che non so proprio come disabilitarlo
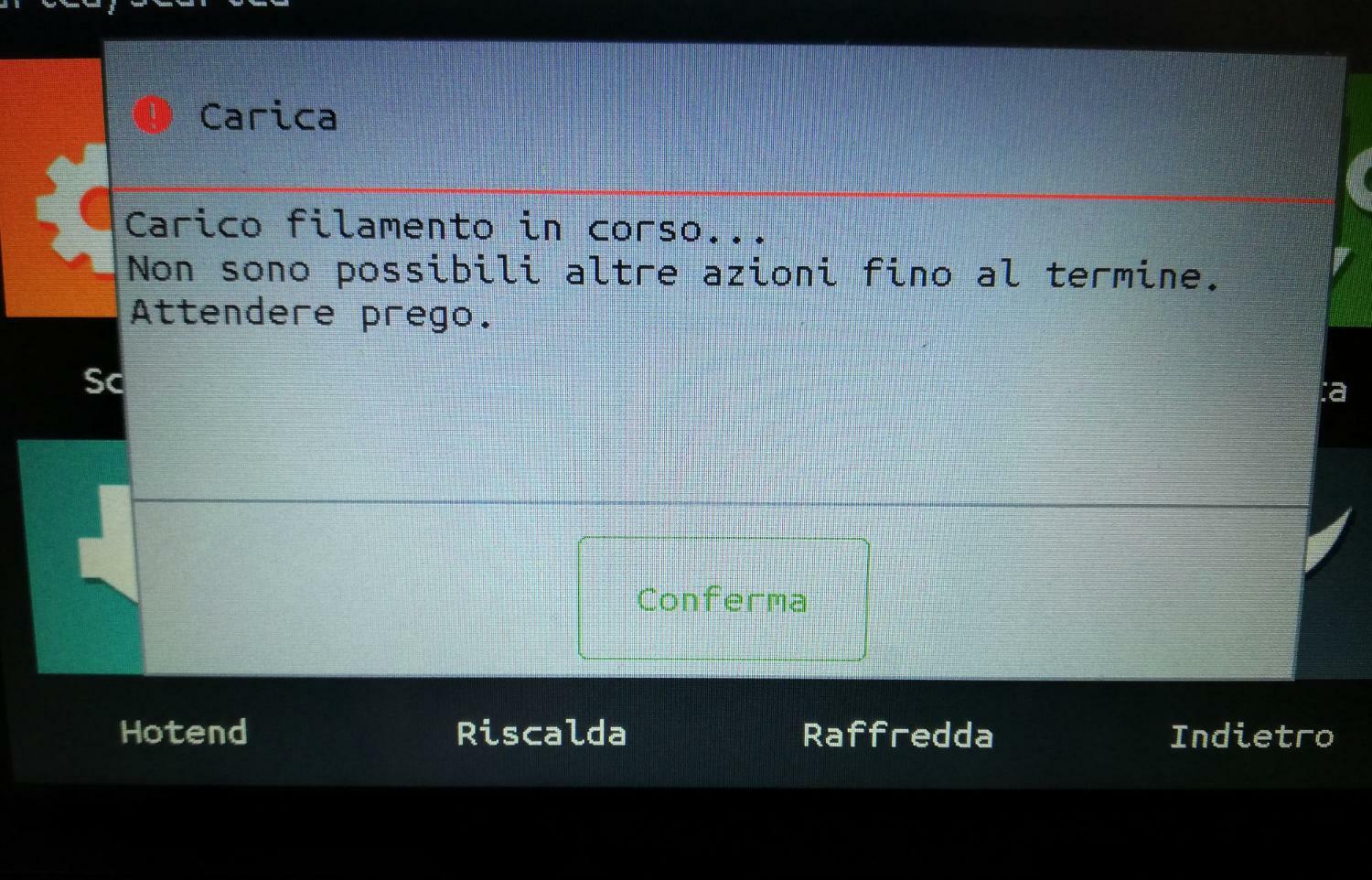
La seconda è che avendo 5 estrusori mi fa scaricare e caricare il primo estrusore (T0).... ma quando clicco nel tasto per selezionare il successivo estrusore mi viene fuori questo errore e non so come fargli "terminare" la sessione.
Pensavo potesse dipendere dal sensore di runout per il filo che peraltro non ho ma la funzione è disabilitata in configuration
Grazie ancora per l'aiuto.... 😁

-
Ciao a tutti..... Marlin firmware 2.1.2..... avrei bisogno di sapere dove si possa gestire la lunghezza di "caricamento/scaricamento filo" che c'è nel menu del lcd
Nel lcd ho il menu "estrudi" dove c'è un tasto per la velocità di estrusione/caricamento, i 2 tasti "carica e scarica" più un terzo che varia i valori in mm 0.1, 1, 10, 100, 200 ..... e si ferma li mentre io ho un bowden di 65 Cm.
Ho provato a cercare nei file configuration e adv tramite chiave "unload" ma ho trovato solo "//#define ADVANCED_PAUSE_FEATURE" (in adv) che però è disabilitato (oltre che richiede altre funzioni abilitate che a me non servono) mentre nel lcd i tasti carica e scarica funzionano regolarmente.... ma come detto con valore massimo di 200 mm.
Sapete dove posso modificare quel valore massimo e portarlo al valore occorrente?
Grazie a tutti -
Autore
 Riprendo questo discorso per dire che grazie a Fox les, amico francese dalle "grandi bocce" mi ha fatto capire che stavo usando una versione "sbagliata" di Marlin .... nel senso che stavo usando la 2.1.X bugfix che in pratica è una beta della versione 2.1.3 ed è l'ultima scaricabile da github.Solo che questa versione ha dei bug proprio sulle sonde e sulla gestione delle stesse perchè ci sono state fatte molte modifiche dalla versione precedente 2.1.2.......Insomma .... avviso ai "naviganti"..... chi vuole implementare una qualsiasi sonda per abl è meglio che lo faccia con la versione di Marlin 2.1.2 e non successive....E comunque a breve farò un post anche per dare un po' di dritte in merito all'implementazione delle sonde.....Grazie a tutti
Riprendo questo discorso per dire che grazie a Fox les, amico francese dalle "grandi bocce" mi ha fatto capire che stavo usando una versione "sbagliata" di Marlin .... nel senso che stavo usando la 2.1.X bugfix che in pratica è una beta della versione 2.1.3 ed è l'ultima scaricabile da github.Solo che questa versione ha dei bug proprio sulle sonde e sulla gestione delle stesse perchè ci sono state fatte molte modifiche dalla versione precedente 2.1.2.......Insomma .... avviso ai "naviganti"..... chi vuole implementare una qualsiasi sonda per abl è meglio che lo faccia con la versione di Marlin 2.1.2 e non successive....E comunque a breve farò un post anche per dare un po' di dritte in merito all'implementazione delle sonde.....Grazie a tutti-
 1
1
-
 1
1
-
-
Salve a tutti, è un po' che manco dal forum ma la stampa 3D non l'ho mai veramente abbandonata......
Venendo al punto ho una serie di quesiti per quanto riguarda l'uso di una sonda rimovibile tipo quelle del titolo.
Ho già implementato l'ingresso e relativo pin per la sonda che funziona regolarmente con M119 (restituisce le condizioni degli endstop e della sonda)
Ho usato come sonda un microinterruttore Omron che viene usato anche sulle delta Flsun ed ho imitato quel sistema, con una base che si fissa con magneti "sotto" l'hotend con quindi un offset X0,Y0 e su Z ho 21 mm.
Ora... per implementarlo ho notato che Marlin offre ora la possibilità di gestirli con "#define MAG_MOUNTED_PROBE"
*Magnetically Mounted Probe
*For probes such as Euclid, Klicky, Klackender, etc.
Solo che non si trovano molte info su questa opzione infatti nella manualistica di Marlin stesso non c'è neppure quel "#define"
Quindi ho abilitato #define LCD_BED_LEVELING
Ma purtroppo non riesco a far funzionare il tutto, nel senso che non ho proprio capito come abilitare la sequenza che mi permetta di montare la sonda, fare l'abl e togliere la sonda alla fine......
Ho provato a seguire i vari passaggi che si trovano per l'installazione di quei microswitch ma anche in quel caso, vuoi perchè non riesco a fargli fare comunque una sequenza corretta, vuoi perchè mi ritrovo con degli errori, insomma neppure così sono riuscito a metterlo in opera.....
C'è qualcuno che ha un po' di esperienza in merito?
Grazie a tutti -
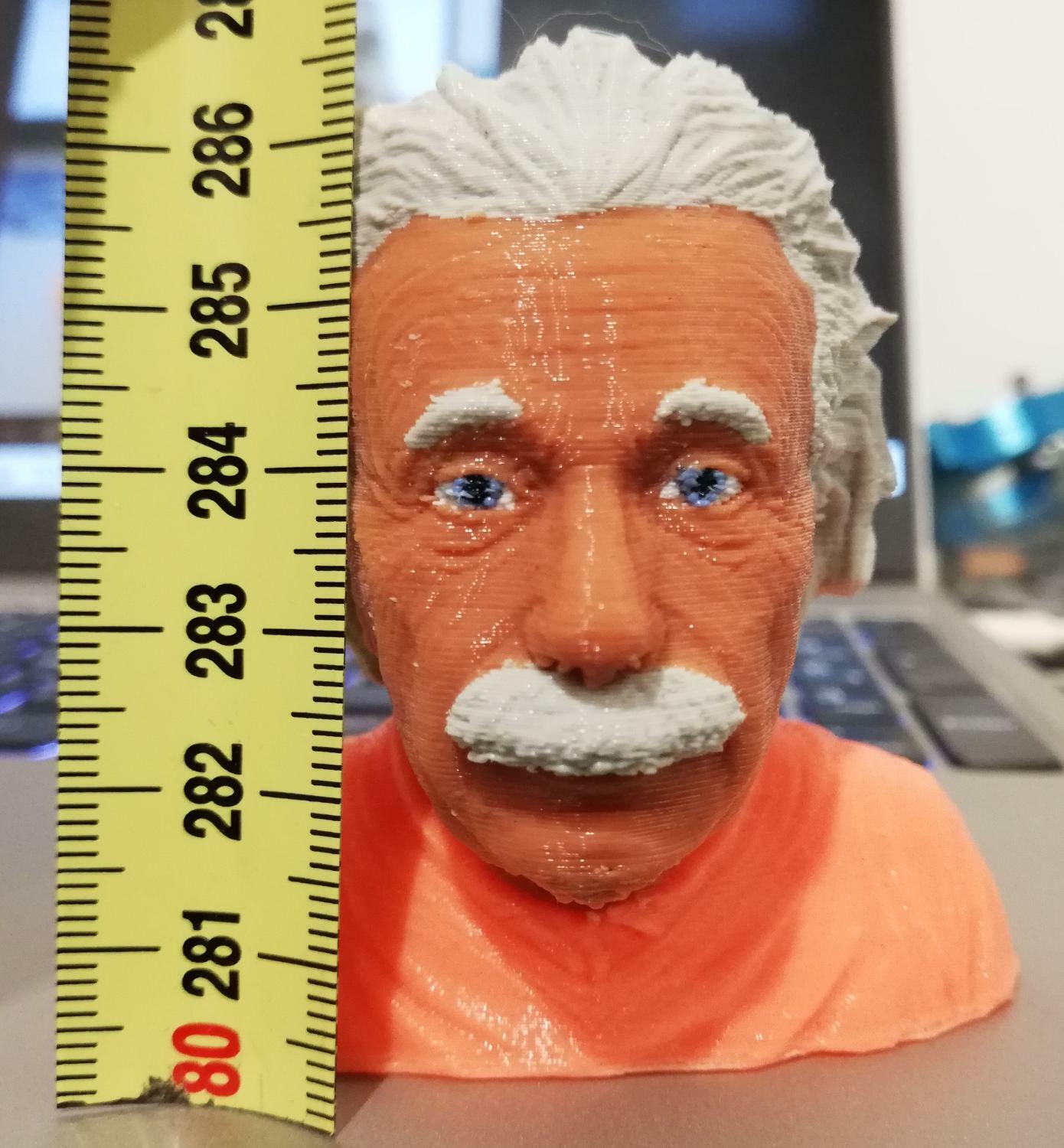
Che dire....... Prusa ha dato il "colpo di coda"...... mantenendo peraltro il tutto completamente free..... finalmente abbiamo un sw per colorare le mesh a piacimento......
Si insomma..... il buon Josef è riuscito nell'intento e devo ammettere che ha fatto un eccellente lavoro.
Il fatto di "proiettare all'interno delle mesh le varie superfici verticali colorate è un'idea geniale che permette ai sistemi multicolore di lavorare al meglio......
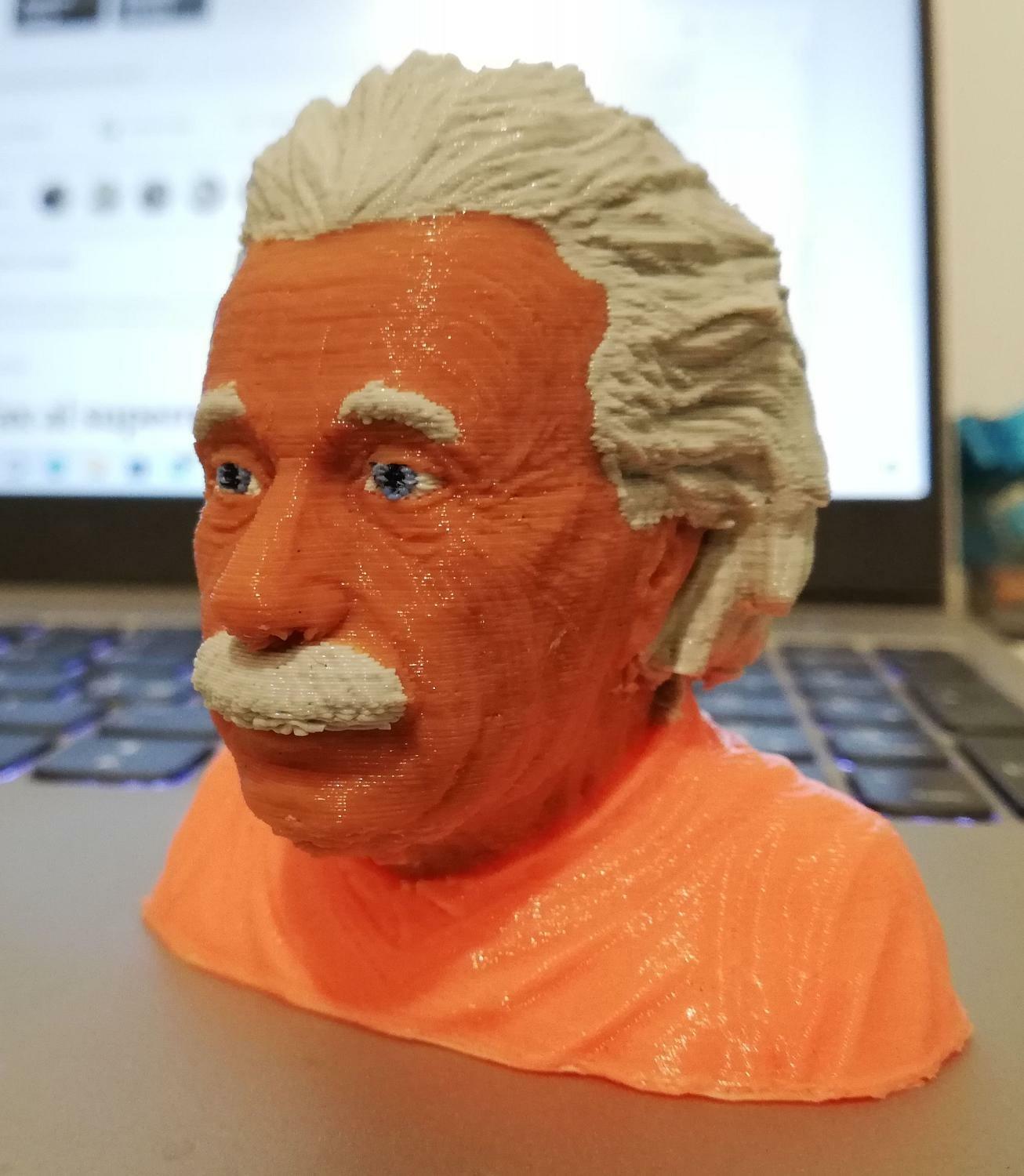
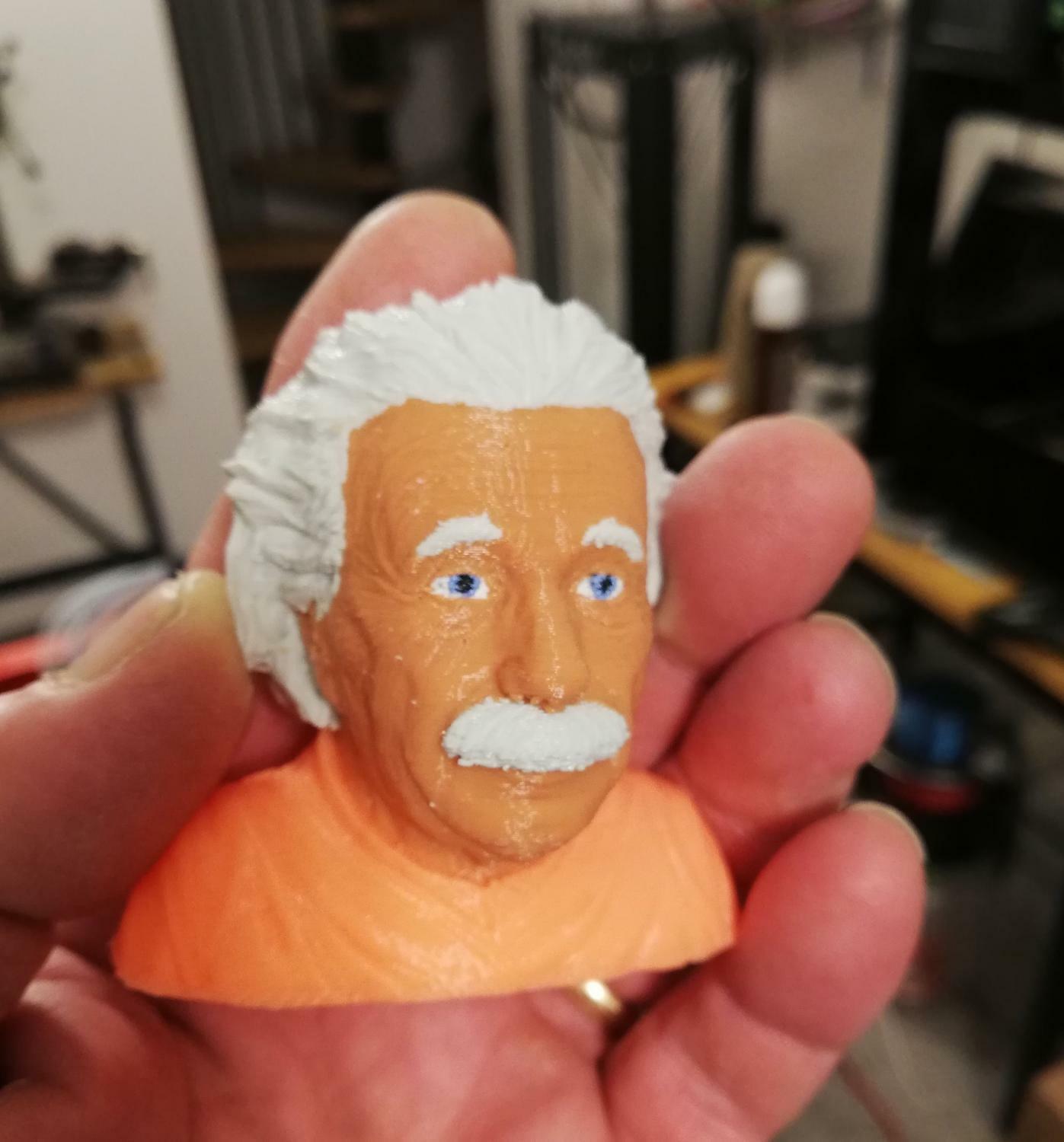
Il busto di Einstein non so esattamente qual'è perchè è una vita che l'ho scaricato ma è uno dei tanti scaricabili da Thingiverse
La stampa è a 0.2 mm layer e le foto in alta risoluzione evidenziano "difetti" (tra cui i layer) che a occhio si fa decisamente fatica a notare..... e non l'ho neppure ripulita come si dovrebbe..... insomma la stampa è più bella dal vivo che in foto.....
Anche i capelli sono grigi e non bianchi..... ma le fotocamere dei cellulari sono troppo luminose per poter notare la differenza col bianco degli occhi
Concludendo....... bella Josef......
-
3
-
-
20 ore fa, Killrob ha scritto:
nella release 2.0.9.2 di Marlin c'è il Nextion da 2.8"
Grazie...
Quindi il 4.3 non c'è....... mannaggia mannaggia...... -
Oggi imperverso..... 😁......
Sapete mica se Marlin 2 supporta il monitor Nextion 4.3"?
Perchè nella lista dell'hw non è citato però ho trovato un post sul forum RepRap dove un tizio diceva che è stato inserito tra i monitor supportati......
Grazie ancora a tutti
-
4 minuti fa, gregorio56sm ha scritto:
Devo leggere con più calma. Non avevo capito la tua domanda. Scusa (deve essere l'età)😂
Dillo a me....... che manco mi son sognato di "leggere" le info sul valore da selezionare....... ma abbiate pazienza.... nel mio caso è anche l'età..... 🤣
-
1
-
-
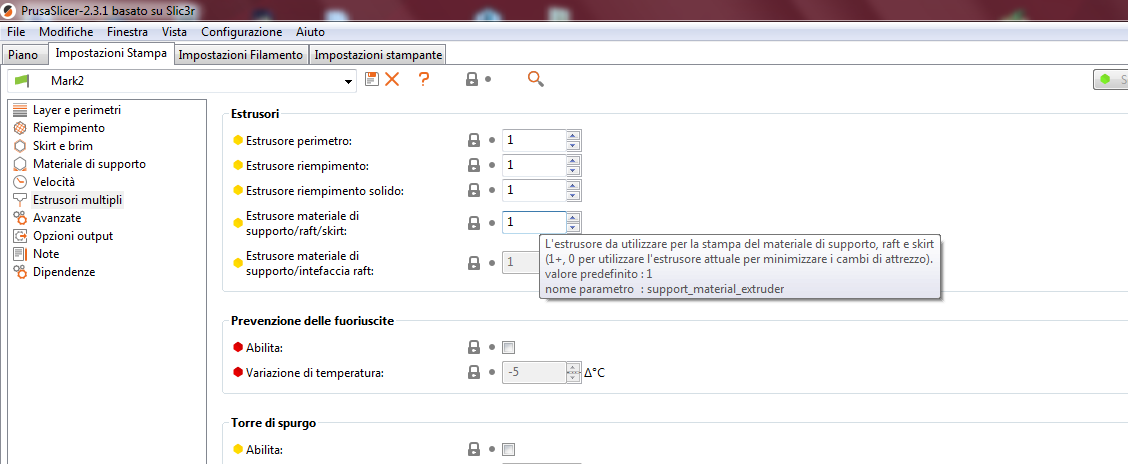
1 minuto fa, Truck64 ha scritto:
Ciao Davide,
non ho ancora provato ma stando alla documentazione e all'help metti uno 0 nell'estrusore del materiale di supporto lo li dovrebbe generare con l'estrusore corrente:
Grazie.... ci provo subito.... sono un bel pirla però.... dalla fretta manco l'ho letto.... grazie ancora...😂
-
Ciao a tutti,
ho un problema con i supporti stampando a colori con Prusaslicer
Avendo più colori In Repetier con Cura Engine c'è la possibilità di assegnare o un estrusore specifico ai supporti, oppure c'è l'opzione "Qualsiasi estrusore" che permette di fare i supporti con l'estrusore attivo in quel momento.
Questa opzione è comodissima perchè permette di usare il colore che sta usando senza aver bisogno di cambiare estrusore per il materiale di supporto.
Prusaslicer invece permette di assegnare solo uno specifico estrusore, in questo modo però nelle parti, magari anche estese, di un colore che non sia lo stesso del materiale di supporto, lo slicer fa fare il cambio colore ogni layer, mentre Repetier usando l'estrusore corrente non fa mai cambi per il solo supporto, risparmiando un sacco di tempo.
Sapete se c'è un modo per risolvere ed assegnare l'estrusore corrente al materiale di supporto?
Grazie a tutti
-
16 ore fa, Marco-67 dice:
beh... non mi sembra
Eeee..... la meccanica è il mio forte.... ma l'elettronica l'ho studiata alle superiori poi sono andato a lavorare in officina meccanica.... e il software ... solo per passione nulla più........
Ho in stampa una prova e sembra proprio che funzioni tutto....... entro oggi pubblico tutto compreso il setup.... 😉-
2
-
-
Come detto anche l'ultima verifica è andata a buon fine... sperando non mi sia sfuggito qualcosa provo a stampare e vedo cosa capita...... sperem....... 😁
-
3 minuti fa, Marco-67 dice:
sicuramente si... prova in quello o al limite nell'altro
in quello non posso se no me lo compenserebbe ogni cambio.... posso però con l'end gcode della stampante.... sto ricontrollando ogni cambio nel file di test (9 cilindretti diam 10 mm e 1 mm di altezza ognuno un colore) a 0.2 mm layer
Quindi mi devo impippare 45 cambi circa 😁-
 1
1
-
-
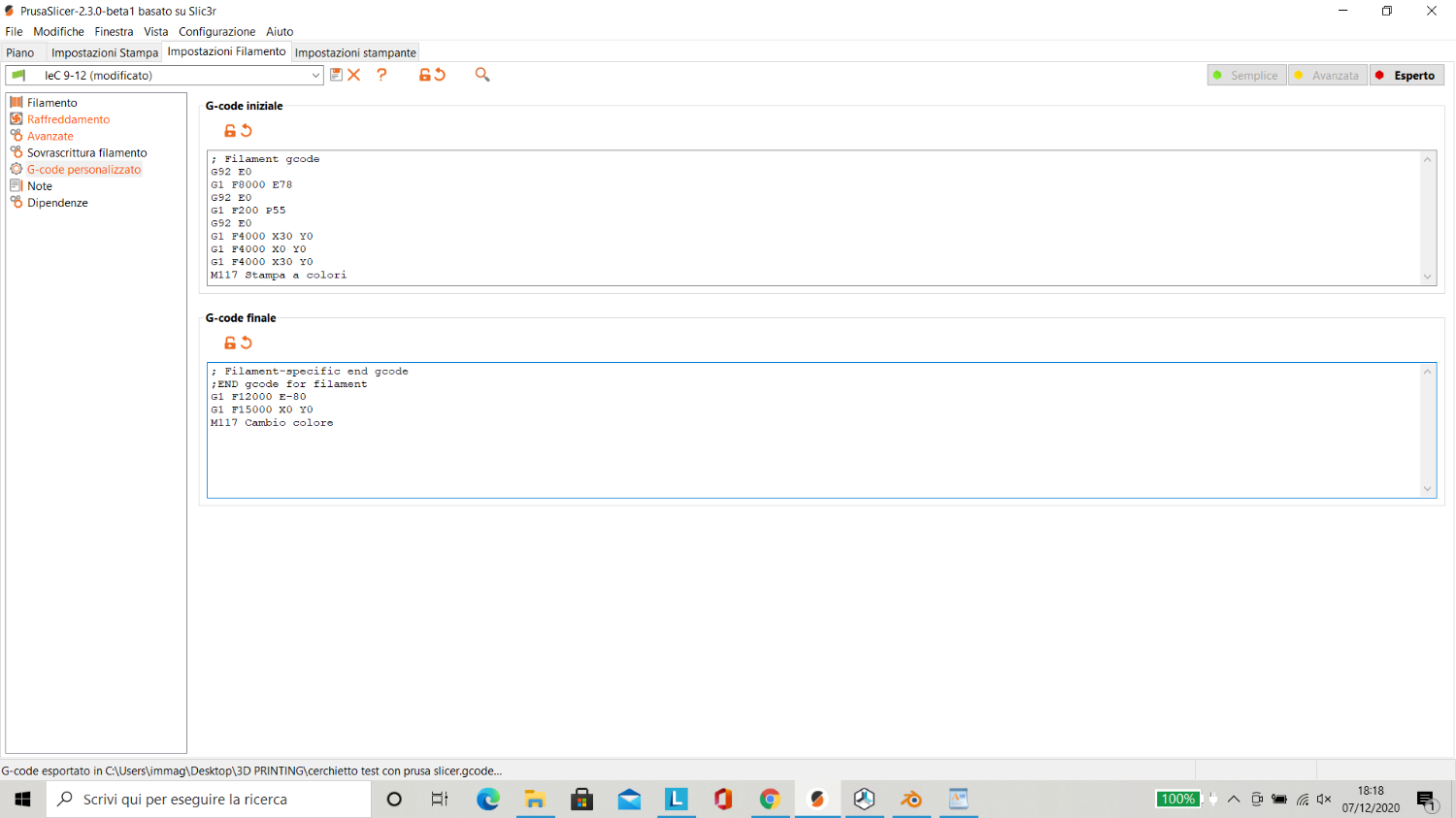
5 minuti fa, Marco-67 dice:
@immaginaecrea hai 2 differenti GCode iniziale uno lo trovi in impostazione stampante, questo comincia all'inizio tra il riscaldamento piano e riscaldamento estrusore e l'altro in Impostazioni filamento, quasto comincia dopo il precedente e fossi in te giocherei sul secondo....
questo te lo stavo scrivendo proprio ora... 😄
E' esattamente ciò che ho fatto.... ora sto ottimizzando un poco le cose tipo invertire l'ordine tra il portare la testa nel punto di spurgo e ritirare gli 80 mm... che è da invertire e, alla fine c'è una ritrazione "di troppo" da 6 mm nell'ultima disattivazione dell'ultimo estrusore.... e devo capire se posso compensare con l'end gcode
Questo il codice nel filamento:
sempre grazie ragazzi della collaborazione..... adesso provo davvero a stampare qualcosa di piccolissimo in modo da potergli star dietro e se va tutto bene domani vedrete i risultati stampati..... ;)..... bella Prusa!!!!..... una volta tanto mi sei utile tu a me e non io a te...... non è vero devo essere onesto.... nel lontano 2011 la mia prima stampante era proprio una huxley derivata da Prusa...... 😄😂 -
Forse sono riuscito.... con l'unica differenza che bisogna usare il codice delle finestre gcode del filamento e mettere a 0 invece di 80 gli estrusori.... poi c'è la procedura di avvio che invece di partire con un filo inserito parte con tutti in parcheggio...... provo ad andare in stampa e poi vi dico.... ma dal codice fin dal primo caricamento.... indipendentemente dall'estrusore inserito parte caricando i 78 mm (2 meno prima dello spurgo perchè non cozzi il filo stirato), fa lo spurgo dove deve, ricarica e via.... vi metto qui sotto gli spezzoni di avvio e primo e secondo cambio così magari mi aiutate a controllare3 che non abbia avuto una svista.....
;avvio macchina M107 M104 S210 ; set temperature ;TYPE:Custom G21 G90 M82 M107 M222 T0 S120 M222 T1 S120 M222 T2 S130 M222 T3 S140 M222 T4 S140 M222 T5 S140 M222 T6 S140 M222 T7 S160 M222 T8 S130 G92 E0 ; Reset extruder position M109 S210 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 T0 G92 E0 M104 S210 ; set temperature ; Filament gcode G92 E0 G1 F8000 E78 G92 E0 G1 F200 P55 G92 E0 G1 F4000 X30 Y0 G1 F4000 X0 Y0 G1 F4000 X30 Y0 M117 Stampa a colori ;LAYER_CHANGE ;Z:0.2 ;HEIGHT:0.2 G1 Z0.200 F11400.000 G1 E-6.00000 F8400.00000 G92 E0 G1 Z0.700 F11400.000 G1 X161.063 Y161.569 G1 Z0.200 G1 E6.00000 F8400.00000 ;TYPE:Skirt G1 F1800.000 G1 X182.840 Y141.228 E7.05823 ................ e segue il codice del primo estrusore ....................;codice al primo cambio G1 X187.852 Y173.728 E12.21458 G92 E0 G1 Z0.700 F11400.000 ; Filament-specific end gcode ;END gcode for filament G92 E0 G1 F15000 X0 Y0 G1 F12000 E-80 M117 Cambio colore T1 G92 E0 M104 S210 ; set temperature ; Filament gcode G92 E0 G1 F8000 E78 G92 E0 G1 F200 P55 G92 E0 G1 F4000 X30 Y0 G1 X0 Y0 G1 X30 Y0 M117 Stampa a colori G1 E-6.00000 F8400.00000 G92 E0 G1 X193.609 Y148.289 F11400.000 G1 Z0.200 G1 E6.00000 F8400.00000 ;TYPE:Solid infill G1 F1800.000 G1 X192.565 Y147.245 E6.05499 ...................... segue la stampa del secondo estrusore.................;terzo estrusore G1 X188.289 Y153.850 E12.21458 G92 E0 G1 Z0.700 F11400.000 ; Filament-specific end gcode ;END gcode for filament G92 E0 G1 F15000 X0 Y0 G1 F12000 E-80 M117 Cambio colore T2 G92 E0 M104 S210 ; set temperature ; Filament gcode G92 E0 G1 F8000 E78 G92 E0 G1 F200 P55 G92 E0 G1 F4000 X30 Y0 G1 X0 Y0 G1 X30 Y0 M117 Stampa a colori G1 E-6.00000 F8400.00000 G92 E0 G1 X203.643 Y158.183 F11400.000 G1 Z0.200 G1 E6.00000 F8400.00000 ;TYPE:Solid infill G1 F1800.000 G1 X202.598 Y157.139 E6.05499 ............................ e gli altri cambi risultano uguali.........................
Che ne dite???????😉-
1
-
-
Adesso, Salvogi dice:
Probabilmente c'è una soluzione ma io non ci sono riuscito.
Poi le torri di spurgo la trovi in un'altra sezione del programma, dovrebbero riorganizzare meglio l'interfaccia utente.
E' proprio un casino sto programma...... ma porca vacca..... vabbè.... adesso provo tutte le combinazioni possibili tra codice inserito nei vari campi e modalità varie...... poi metterò i risultati qualora ci saranno.... grazie di tutto....
Però....... se cura engine ha solo quel difetto di non fare prima i riempimenti perchè anche in Cura hanno fatto tutto quel casino??? che peraltro neanche funziona???... forse perchè così lo puoi utilizzare solo con le ultimaker e i valori di default?.... 😠😠 -
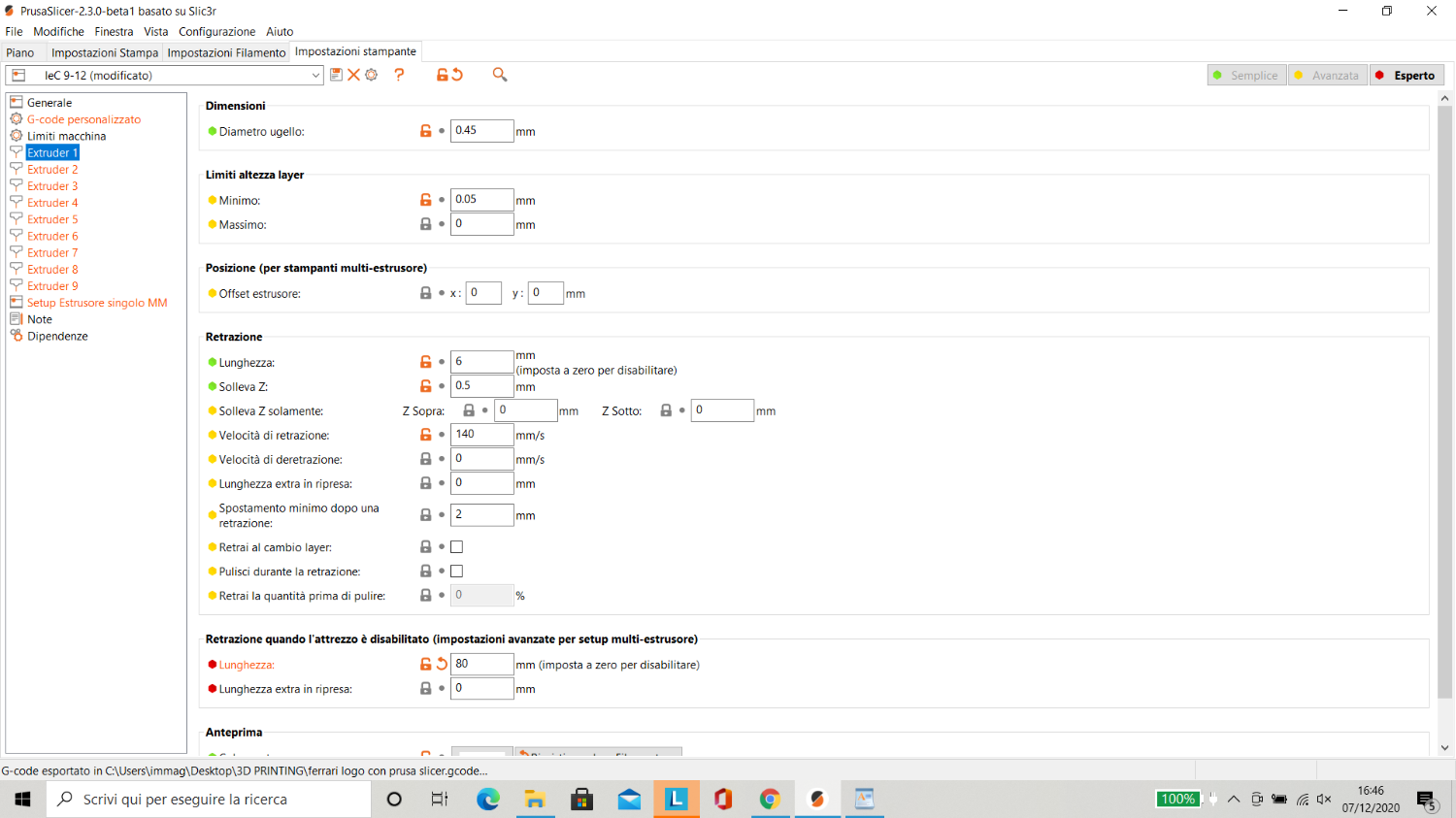
4 ore fa, Salvogi dice:
Il -6 è la ritrazione che hai inpostato nelle schede "Estrusore 1", "Estrusore 2", ecc.
Hai modificato la "Retrazione quando l'attrezzo è disabilitato" cometi avevo detto nel precedente post?
Purtroppo al primo cambio di colore Prusaslicer non avanza gli 80mm quindi
- o fai una skirt esaggerata
-
o apri il gode ed iserisci solo nei primi cambi utensile (quindi se usi 9 colori, solo nove volte) il seguente codice dopo i comandi T0, T1, T2, T3, T4, T5, T6, T7 e T8 (solamente la prima volta che vengono richiamati nel gcode).
G92 E0
G1 E80 F2400
G92 E0
Ahi.... no.... non voglio pensare di dover modificare a mano i gcode.... la skirt esaggerata non ha senso e con tutti i cavoli di finestre per inserire il gcode che ha sta pippa di programma possibile che non ci sia un'altra soluzione?
non mi do per vinto..... 😠 -
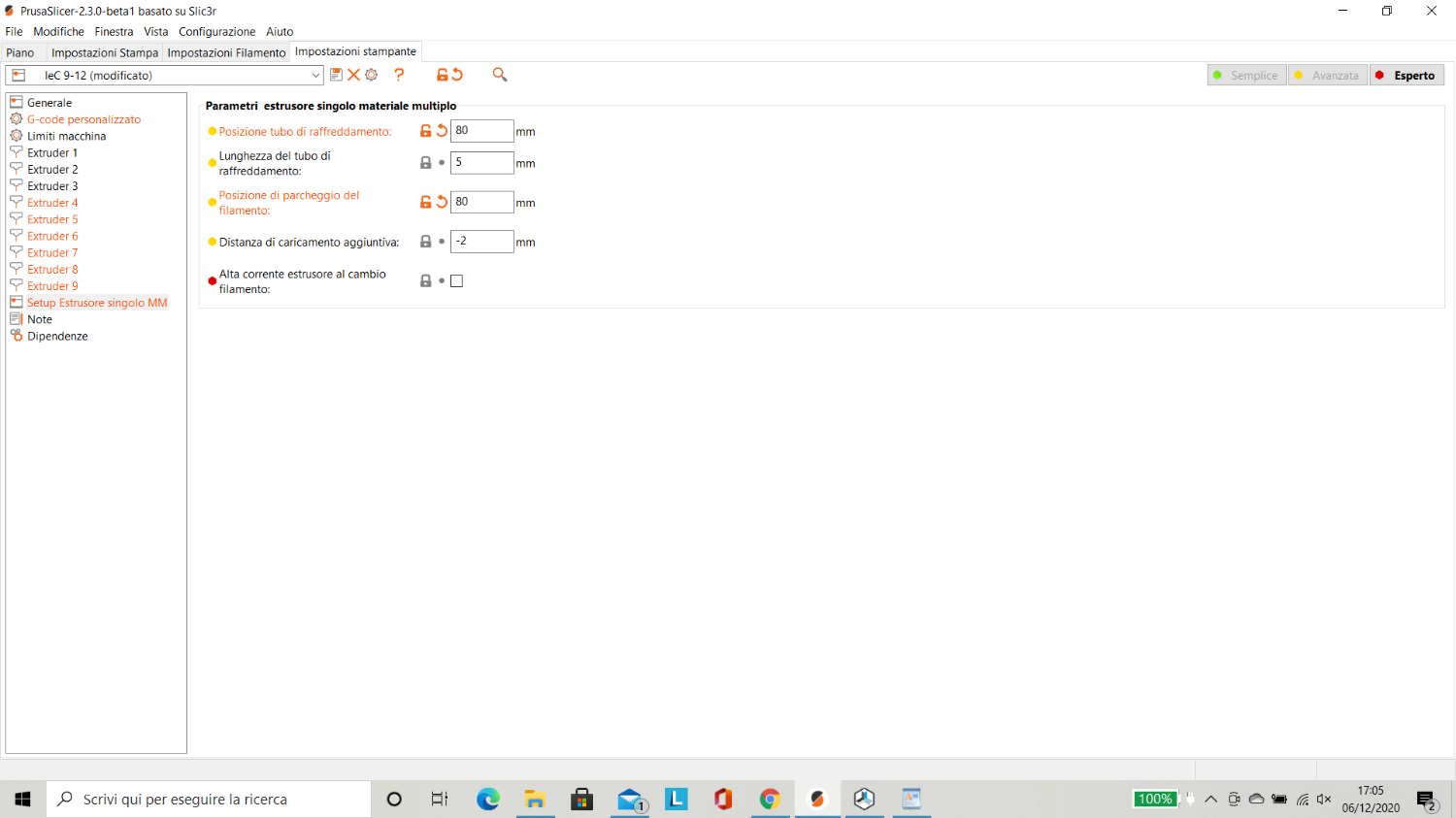
@Salvogiallora.... questo il setup degli estrusori (tutti uguali)
quindi qui dovrei essere a posto giusto? -
allora.... scusate il lag......
La macchina a 9 colori la trovate nella pagina fb
https://www.facebook.com/Immagina-e-Crea-Componenti-per-Stampa-3D-124509197725455/?modal=suggested_action¬if_id=1606756244900198¬if_t=page_user_activity&ref=notif
Il flusso a 9 colori funziona solo perchè uso il tubo capillare inox che essendo 2.6 mm di diametro esterno mi permette di compattare 9 uscite in un diametro molto limitato...... impossibile insomma fare altrettanto col teflon (4 mm ext)Non l'ho pubblicato più che altro per non dare un'ulteriore sponda a Prusa e similari.... 😂
Se chiedete a Nicola Di Donato (lo trovate su fb) sicuramente vi potrà il link per un flusso a 4 colori che ha adattato agli E3D...... quello che ho in firma è adatto solo per i nostri hotend che peraltro non produco più ma sto facendo una variante del flusso proprio per gli E3D convenzionali
Venendo al sw... ok.... il valore 80 mm l'ho inserito nei singoli eswtrusori e sembra funzionare.... ma solo dal secondo cambio in poi..... infatti avendo 9 colori non è detto che parta a stampare con il T0 (il primo estrusore), come in effetti nella prova che sto usando per settare il sw (logo a colori 6 ferrari) deve iniziare col T1.
Ma la macchina può avere in partenza sia tutti i fili in parcheggio, sia (come ora in repetier) col T0 col filo già pronto per stampare inserito fino alla melt zone
Infatti partendo a stampare col T1 non so come dirgli di ritrarre il T0 e/o (nel caso di tutti a parcheggio) mandare il filo con 80 mm nel hotend
Quindi mi trovo un avvio di stampa così..... dove di default quando accendi la macchina è il T0 l'estrusore attivo.M109 S210 ; set temperature and wait for it to be reached G21 ; set units to millimeters G90 ; use absolute coordinates M82 ; use absolute distances for extrusion G92 E0 T1 G92 E0 M104 S210 ; set temperature ;LAYER_CHANGE ;Z:0.2 ;HEIGHT:0.2 G1 Z0.200 F11400.000 G1 E-6.00000 F8400.00000 G92 E0 G1 Z0.700 F11400.000 G1 X140.634 Y103.454 G1 Z0.200 G1 E6.00000 F8400.00000 ;TYPE:Skirt G1 F1800.000 G1 X141.627 Y102.233 E6.05586
come si può notare partendo col T0 attivo di default, prima del comando T1 dovrebbe tirare indietro il filo di 80 mm ... oppure subito dopo il T1 dovrebbe inserirlo di 80 mm.... invece nulla..... fa solo la ritrazione di 6 mm e va in stampa.
E quello è un primo problema...... poi..... ci sono mille mila finestre dove inserire il gcode per il posizionamento e lo spurgo e mi sta diventando un casino capire "dove metterlo"....
Ma questo viene dopo.
Grazie ragazzi della collaborazione.... purtroppo il sw non è proprio il mio massimo..... 😭 -
Grazie...... allora.... ho il problema di dove inserire il codice di spurgo... che non ho ancora capito in quale finestra gcode inserirlo.... ma anche capire come far funzionare proprio i valori inseriti
Ad esempio ora per fare una prova ho evitato di mettere codice di spurgo e mi sono limitato a mettere i valori di cambio come da immagine..... ma al cambio estrusore il codice mostra che il filo NON viene ritratto per gli 80 mm indicati... anzi... non viene proprio mosso e non capisco il perchè
Poi non capisco neppure perchè al primo cambio mi mette la ritrazione (-6 mm) per uscire dal piano (o andare nell'eventuale colonna).... ma poi non mi ritrae il filo in parcheggio, mentre nei successivi cambi mi cambia da -6 mm a -10... così.... misteriosamente.... e naturalmente continua a non farmi la ritrazione di parcheggio...... 😭
Quindi...... per concludere..... hai un profilo a colori funzionante su una prusa a più estrusori (no mmu) da poter montare ed eventualmente adattare al mio flusso viste le similitudini?
Grazie
-
Se la risposta è si mi sarebbero utili alcune indicazioni sul setup..... grazie a tutti.....
-
5 ore fa, Truck64 dice:
A me sembra che si possa escludere la torre di spurgo:
Poi magari ci sono altre cose che non ti vanno bene, come detto fino ad ora ho esperienza diretta solo di stampe a materiale singolo.
Si si.... non è quello il problema...... il problema è la sequenza da inserire per la pulizia dell'ugello quando cambia filo.... non ho ancora capito come utilizzare il gcode prima e dopo il cambio ugello..... ma non ho avuto moltissimo tempo da dedicargli e la prox settimana ci guardo meglio.... con un poco più di tempo..... 😉
-
3 ore fa, PopiTech dice:
Quindi se uso ideamaker o altri software, risolvo il problema? Ho iniziato a guardare alcuni tutorial di ideamaker, purtroppo però supporta solo 2 estrusori, spero che presto aggiornino a 3.
Per certo ce ne sono diversi che supportano il mixing... per certo Repetier https://reprap.org/wiki/Repetier_Color_Mixing
Che è poi l'unico sw che riesco ad usare con 9 colori senza mixing.... poi ce ne sono altri che adesso non ricordo.... ma lo stesso Slic3r, che è l'altro motore di slicing oltre al "cura engine" installato in repetier, dovrebbe supportarlo....

Marlin - caricamento/scaricamento filo in bowden
in Software di slicing, firmware e GCode
Inviato
Per correttezza metto anche qui la soluzione che ho dovuto adottare per il "Load/Unload" dei fili nei 5 estrusori......
Purtroppo le funzioni nella pagina specifica del menu non funzionano, o perlomeno funziona solo l'estrusore 1 e non c'è stato verso di capire comne fargli cambiare estrusore.....
A quel punto ho "cassato" quella sezione ed ho usato le macro gestibili dal BTT - TFT70 3.0.
In pratica per la funzione carico/scarico ci sono i comandi "M701/M702" che fanno esattamente la stessa cosa della sezione load/unload.....
Quindi è bastato modificare il file config.ini del TFT per avere i comandi necessari come da immagini
dimenticavo.... grazie a tutti...... 😁