dert
-
Numero contenuti
36 -
Iscritto
-
Ultima visita
Obiettivi di dert
")





-
Layer distanziati
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Penso di avere risolto, ho fatto una prova veloce e mi pare ok, domani verifico. Il problema consisteva nello slittamento del filamento dovuto alla vite che regola la ruota dentata la quale era allentata, infatti nelle ultime brevi prove di stampa le rirregolarità di rilascio erano diventate ancora più drastiche nel senso che la larghezza layer variava repentinamente. Era allentata anche la seconda vite che mantiene l'estrusore in posizione verticale per cui rimaneva un po' inclinato. Di già ho sostituito il tubicino (chiedo scusa ma non ricordo i nomi esatti) al cui interno vi è il teflon, l'altro era un po' diverso, più corto e il teflon ad una estremità leggermente più largo, per intendersi a forma un po' conica, non credo si tratti di consumo ma che l'abbiano proprio concepito così forse per semplificare l'introduzione del filamento, ad ogni modo di già che c'ero l'ho sostituito. Grazie per il tempo dedicato dnasini. Ciao -
Layer distanziati
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Magari sono io che non capisco ma ho fatto altra prova, da display vado in configurazione, extruder, steps/MM e li come dicevo prima leggo 90.0, valore che secondo i calcoli dovrei portare a 132 (cosa che pure a me che ne capisco poco pare poco probabile), e sempre come dicevo prima col test estrusione ciò non viene variato come si spera ma addirittura gli step/mm diminuiscono, ebbene, tanto per avere conferma l'ho nuovamente portato a 132 e provato ad avviare la stampa: sputava fuori solo una piccola bava...come se avessi variato riducendo. Non so più cosa fare, ho ricontrollato varie altre impostazioni ma non vedo nulla di strano. Ho anche provato altre temperature. -
Layer distanziati
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Come dicevo ho provato a fare come si diceva nel video ma non ho ottenuto nulla. Per scrupolo provo a rifare i calcoli ma non credo di avere sbagliato ma al di là dell'esattezza o meno quello che fa sorgere ancora più dubbi è il fatto che la prova estrusione dopo la variazione è addirittura peggiorata -
Layer distanziati
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
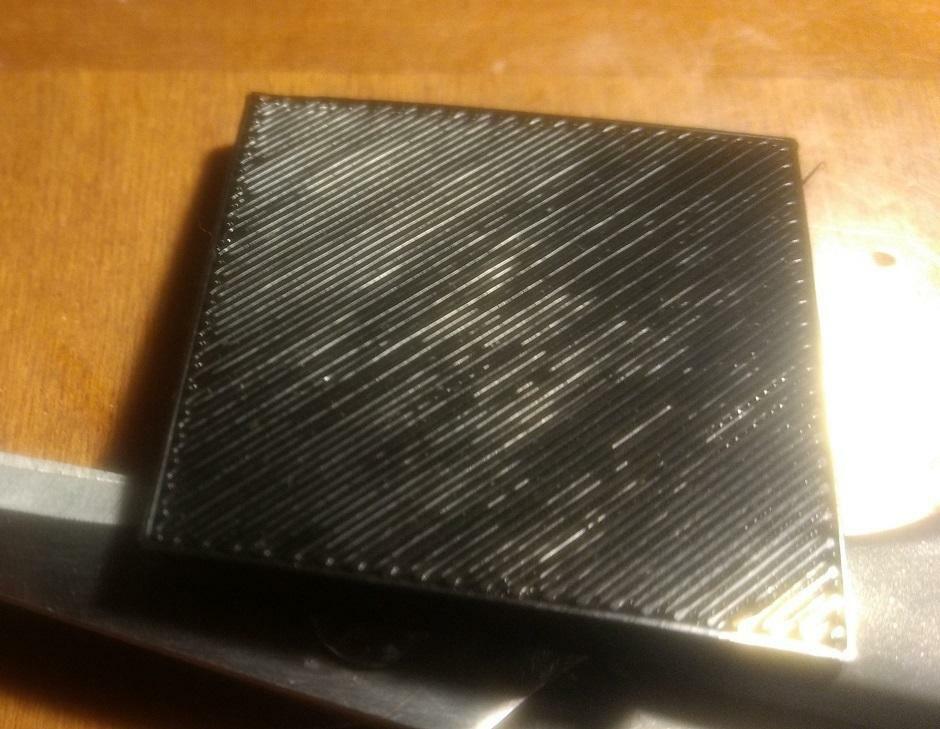
Il distanziamento linee. Prima in slic3r in print setting ho provato ad agire su first layer ma non è cambiato nulla nel senso che sono sempre distanti, stessa cosa in default extrusion width, poi ho provato con Cura, idem. Questo problema è sorto cambiando filamento, magari è solo una coincidenza che non ha come causa il cambiamento, anche perchè quello che andava decentemente bene era vecchio come la mia stampante e conservato senza grandi precauzioni (ora non ricordo ma ca 5 anni marchiato come la mia stampante zonestar) e questi due che ho provato sono sunlu e elegoo. -
Sto cercando di capire perché all'improvviso la stampante si è messa a fare i capricci. Problema layer distanziati (metto foto di uno dei vari pezzi). Ho stampato un cubo per controllare la precisione e fin qui tutto bene, mm 0,45 risulltano mm 0,45. Dopodiché ho seguito quanto si dice in questo video per controllare gli step/mm https://youtu.be/I5i1FPoc0H4 Ho una prusa di qualche anno fa, dal display vado in configurazione, extruder, steps/MM e leggo 90.0. Coi calcoli che si dice nel video, nel mio caso dovrei regolare a circa 132, e già qui mi sembra strano che vi sia un divario di tale ampiezza, comunque procedo e poi salvo andando in Store to EEPROM, configuration stored. Spengo la stampante e la riaccendo per controllare che abbia salvato la mia impostazione e così risulta. Poi provo ad estrudere il tratto di mm 150 e vedo che invece di estrudere questa misura ne estrude solo mm 96. In precedenza, prima di modificare da mm 90 a mm 132 ne estrudeva addirittura di più rispetto ad ora (mm 6 in più). Non capisco più nulla... Aggiungo una cosa. Il distanziamento dei layer a me pare proprio che sull'asse verticale non ci sia.

-
Sistema livellamento piatto prusa, modificare stl o altro sistema semplice
dert ha pubblicato una discussione in La mia stampante 3D e il mio laboratorio
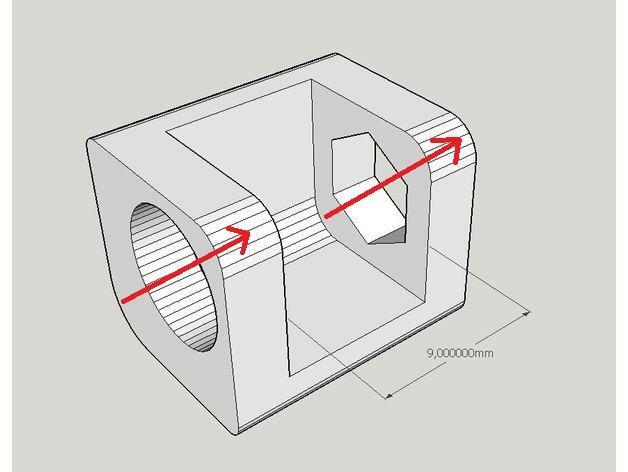
Non so se va bene scrivere qui comunque provo, al massimo mi spostate. Ho provato a stampare uno di questi https://www.thingiverse.com/thing:1985374 per vedere se potevo utilizzare questo sistema di livellamento sulla mia prusa, mi sembra che possa andare bene ma sarebbe necessario modificarlo perchè il foro non risulta al centro del foro del mio piatto, in sostanza risulta troppo esterno, bisognerebbe portarlo 3 millimetri più interno ma ovviamente nel contempo ampliare il perimetro di modo che dalla circonferenza del foro rimanga un margine decente perchè non si rompa (nell'allegato ho messo le frecce per indicare la direzione dell'ampliamento), chiedo se magari qualcuno ha trovato altro sistema altrettanto facile oppure se magari ha voglia di apportare la modifica, ho provato ma non sono in grado di farlo.
-
Ventola hotend, rimane quasi sempre spenta
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Killrob, vero, questa mattina o ieri sera quando ho controllato confrontando con lo schema di montaggio ero straconvinto corrispondesse, invece ricontrollando ora risultavano proprio invertite. Adesso quando accendo la stampante parte immediatamente quella dell'estrusore e l'altra è ferma, parte se tolgo la barra sull'icona in repetier host. Piu tardi o domani provo a stampare qualcosa. Bravo, hai fatto bene a non fidarti di questo troglodita 😁 -
Ventola hotend, rimane quasi sempre spenta
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
No, ho guardato lo schema di montaggio e i connettori delle ventole sono nelle posizioni indicate, e comunque lo si capisce anche dal fatto che quando in repetier host si toglie la barra sulla ventola, questa si mette a girare. Anche la questione stato di salute della ventola alla luce di ciò non credo possa essere la causa (oltretutto la stampante era stata usata poco). Se ci sono suggerimenti sono qui.... in sostanza vorrei capire perchè repetier host per conto suo mette la barra sulla ventola. -
Ventola hotend, rimane quasi sempre spenta
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Si, quella che raffredda la stampa è sempre in funzione a partire dal momento in cui si accende la stampante, devo provare ad invertire i connettori? -
Ventola hotend, rimane quasi sempre spenta
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Abbi pazienza ma sono imbranato. Ho messo la sd, dal display vado in SD card, poi vedo Mount card, e da li non riesco a fare nulla, sbaglio qualcosa? Colpa mia... adesso ho dato l'ok per la stampa, è partita ma non ha scaldato ne il piatto ne l'estrusore, immagino ci sia qualche impostazione da dare ma navigo in mare sconosciuto ok, riuscito, sta scaldando il piatto, fra poco vedo cosa fa e riferisco Piatto e estrusore giunti a temperatura (65 e 210), partita la stampa, ogni circa 4 secondi la ventola dà un accenno di partire (a occhio fa un sesto di giro) ma si ferma. Questo fino a circa il 20% di stampa (da inizio stampa a spanne ca. 5 minuti), poi la ventola è partita, in questo momento sono al 50% e continua a girare. Se non scrivo poi altro significa che è rimasta accesa fino al termine. -
Ventola hotend, rimane quasi sempre spenta
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Non ho mai provato a stampare da SD, ho messo ora il g-code su sd e sto provando da repetier host a far partire la stampa ma non riesco, nel pomeriggio riprovo -
Ventola hotend, rimane quasi sempre spenta
dert ha pubblicato una discussione in Problemi generici o di qualità di stampa
La stampante è prusa Zonestar P802M. Come dicevo quando avevo chiesto lumi sul problema relativo al fatto che non riusciva a tenere la temperatura, la stampante è stata ferma 3 o 4 anni ma mi sembra di ricordare che già allora faceva uno scherzo simile a quello che ora dico. Comunque dico quello che succede ora. In repetier host parto con una stampa utilizzando silc3r, leggo che a 50 gradi dovrebbe accendersi la ventola dell'hotend e rimanere sempre accesa ma nel mio caso non si avvia, proseguendo guardando di tanto in tanto vedo che rimane sempre spenta per cui in repetier host tolgo la barra visibile sull'icona della ventola e quindi la ventola parte, dopo poco però ritorna la barra sull'icona e la ventola si ferma. Con l'ultima stampa che è durata 3 ore ho notato che a spanne negli ultimi 15 minuti dopo avere tolto la barra la ventola non si è più visualizzata la barra e quindi la ventola ha continuato a girare. Nelle impostazioni di slic3r https://manual.slic3r.org/expert-mode/cooling c'è l'impostazione Keep fan always on che si potrebbe attivare ma da quanto ho capito è relativa alla ventola che raffredda la stampa e non a quella dell'hotend per cui non dovrebbe essere questo il problema. Morale della favola, la ventola non è guasta però viene inibita da qualcosa, posso risolvere solo parzialmente togliendo la barra in repetier host ma questo escamotage non ha vita lunga perché per qualche ragione la rimette dopo pochi secondi e ferma la ventola. Per favore, dato che fatico a capire, se ci sono suggerimenti scriveteli in modo passo passo così riesco a procedere, grazie. -
Variazione temperatura estrusore Prusa i3
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Aggiorno. Ieri ho sostituito il riscaldatore e il sensore, con la prima prova la temperatura precipitava ancora più velocemente, con le seguenti 3 il problema non si è più presentato. Grazie per gli aiuti avuti. Ora ho altro problema che dico in altro topic. -
Variazione temperatura estrusore Prusa i3
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
Se sostituissi il riscaldatore non con un gemello (credo sia da 40 watt) ma con uno da 50 o 70, sarebbe necessario variare le impostazioni nel firmware? edit. Ho letto che pare sostanzialmente non servirebbe a nulla, e forse potrebbe creare degli sbalzi -
Variazione temperatura estrusore Prusa i3
dert ha risposto a dert nella discussione Problemi generici o di qualità di stampa
L'ho scritto questa mattina, sul display rimane quella impostata e scende quella rilevata. Ho provato ancora un paio di volte col portatile e poi per scrupolo altre due prove col desktop ma il problema rimane. La stampante mi pare che l'ho presa nel 2015, usata poco ma è ferma da diverso tempo, sicuramente 3 anni ma potrebbero essere anche di più