

roby3d76
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da roby3d76
-
-
Preso le info da qui, non ho fatto la "Calibrazione PID"
https://flyingbearghost.com/docs/calibrazioni
Ciao
-
 1
1
-
-
1 minuto fa, Killrob ha scritto:
Infatti io proprio qui volevo farlo arrivare, alla calibrazione degli assi 😉
l'ho fatta dopo il primo post, giuro! 😃
Comunque, ho seguito una guida specifica per la ghost 5 (se volete metto il link, magari non è corretta) ma forse non l'ho fatta bene, qualche suggerimento particolare? forse meglio seguire il video di Help3D?
-
7 minuti fa, mcmady ha scritto:
Buttarla no.... Esagerato....xo a sto punto so torna al problema stepmm degli assi x e y...
mi serve giusto un fermaporta....😃
proverò a rifare la calibrazione di x e y e vediamo se migliora qualcosa.
-
2 ore fa, Killrob ha scritto:
Io intendevo provare a modificare l'accellerazione dal pannello della stampante, se te lo permette.
Domanda, hai verificato in oggetti rettangolari la corretta dimensionalita'? Nel senso se fai un rettangolo di 100x50 lo rispetta la stampante?
Non avevo capito, ma comunque non lo permette. E' possibile farlo tramite GCODE o in altro modo?
No, in effetti anche sulle stampe rettangolari le misure non sono rispettate....come vedi dalle foto il lato corto avrebbe dovuto essere di 62 mm mentre il lato lungo di 76 mm.
La stampa era orientata come vedi in foto.
pffff...la butto???

-
18 minuti fa, Killrob ha scritto:
Allora è un problema di settaggio della stampante, prova a diminuire l'accellerazione
SI, sono convinto anch'io che ci sia qualche settaggio che nelle forme circolari scazza, perchè altre stampe di oggetti "non circolari" sono buone, secondo me.
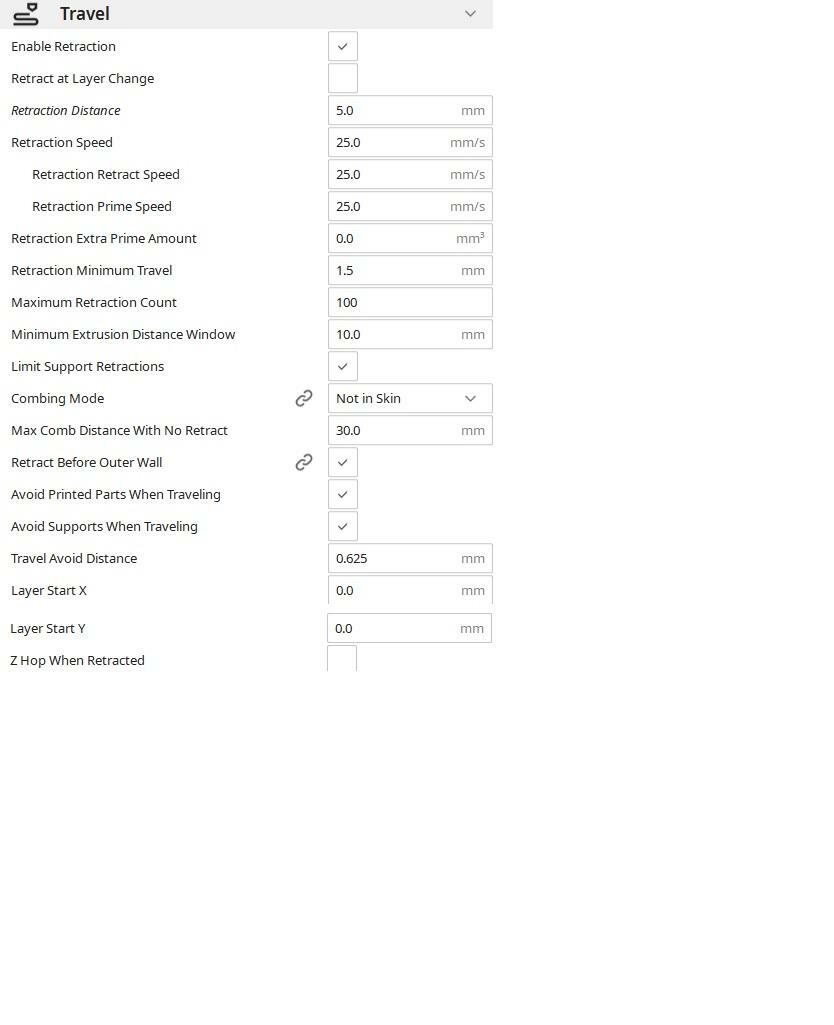
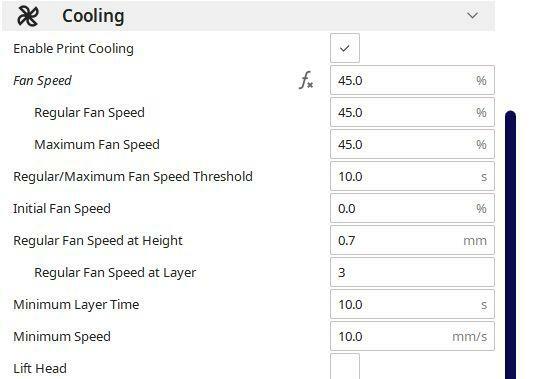
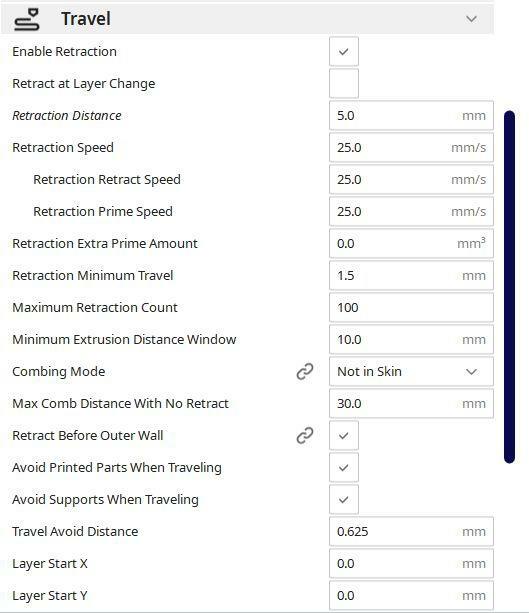
Le impostazioni di Speed e Travel cono queste, quali secondo te non sono "corrette"?

-
NO, non ho provato un altro filamento ma quel problema c'è sempre stato, poi me lo sono scordato fino a che non ho dovuto stampare un oggetto circolare.
Il filamento l'ho aperto circa una settimana fa e non c'è troppa umidità nella stanza
-
Fatto calibrazione degli step di tutti gli assi, fatto calibrazione step dell'estrusore, fatto thin wall test e aggiornato i dati della stampante e nello slicer.
Ad occhio, il mio, qualcosa dalla prima stampa è migliorato ma quella maledetta scollatura rimane e il cerchio non è perfetto.
Mi viene da pensare che sia un problema meccanico ma non saprei davvero dove o cosa possa essere.
Rifarò la calibrazione del piatto e riproverò, altrimenti eviterò di stampare oggetti tondi. 😃
Grazie a tutti dei suggerimenti.
Roberto
-
1 ora fa, Killrob ha scritto:
dimmi una cosa... quante pareti gli hai fatto a questo anello di prova nello slicer?
vale anche per te la domanda @grede 😉
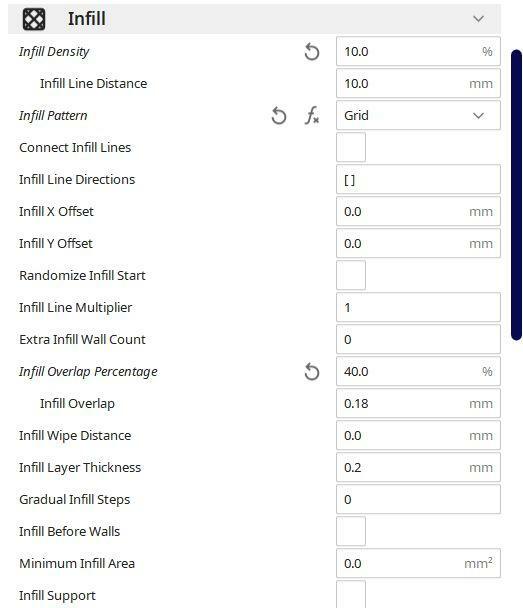
4 pareti e 10% di infill
@Killrob: bene che a te venga, quindi è un problema di impostazioni, spero non di stampante....proseguo con le calibrazioni. Grazie
-
1
-
-
42 minuti fa, grede ha scritto:
@roby3d76 ho provato a stampare il cerchio e non è colpa del progetto ne della mia calibrazione.
Scusa ma dall'immagine non capisco, anche a te lascia quello spazio e la forma non è perfettamente circolare?
-
Sto facendo proprio ora questa calibrazione.
Lanciato comando
G1 E280 F800;
ma l'estrusione effettiva era di 276 mm invece di 280.
Ora è di 281mm, può andare?
-
Nuovo test con le impostazioni suggerite da Grede ma niente da fare.
Ho misurato il diametro del filamento ed è 1.77 mentre io l'ho impostato a 1.75 in Cura (come da specifiche del produttore) ma ho capito che è buona cosa non fidarsi, modifico anche quel dato e riproverò.
Grazie
Roberto
-
 1
1
-
-
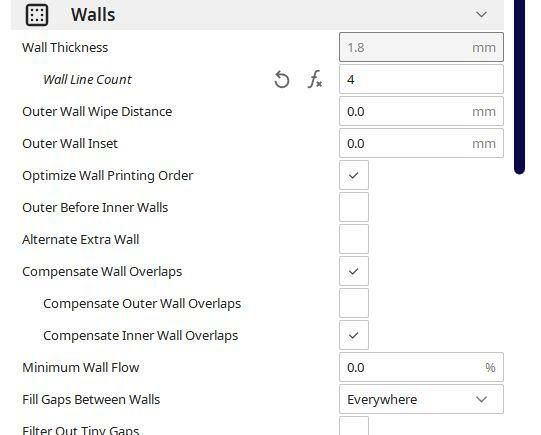
16 minuti fa, grede ha scritto:
premesso che sono anche io un nuovo utente e mi ci sto divertendo anche io da poco con la stampa 3d ma anche io ho constatato che i test è bene farli anche ai cambi filo, ci ho sbattuto la testa in prima persona! ho finito 1kg di filo perche volevo abbattere i tempi.
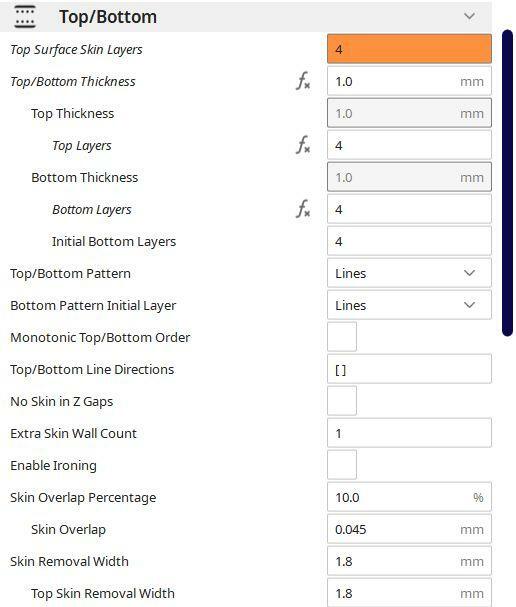
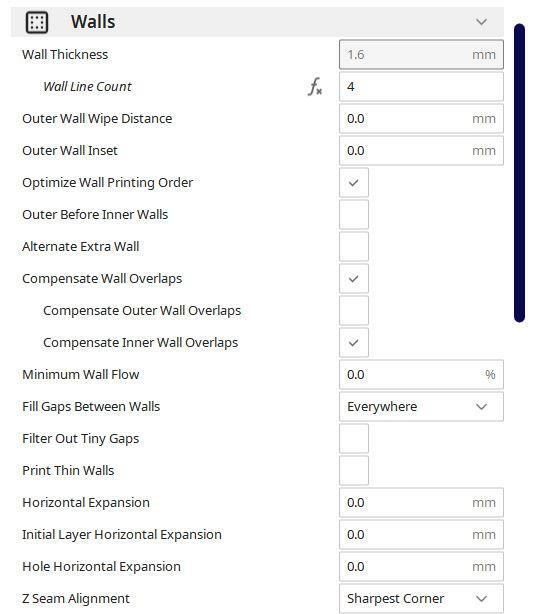
le ultime due stampe stanno venendo molto bene, ma sicuro dovrò ancora lavorarci su.dalla mia poca esperienza leggevo le impostazioni del "wall line count" che sta a 4 e 4 è lo spessore del cerchio, sono curioso di vedere il file stl di questo che stai stampando, ma l'unica cosa che posso suggerirti dalla mia poca esperienza è che ridurrei a 2 il "wall line count" ed userei la "infill" per saldare le due pareti. ma posso anche ben sbagliare, ripeto sono anche io un super novizio.
se lasci il file qua provo a stamparlo anche io che ho una curiosità innata di quelle che viene stampato da altri e da quello che riesco a fare io.
Grazie, ora provo a diminuire il "wall count" e vediamo come viene.
Allego il file incriminato.
Ciao
Roberto
-
 1
1
-
-
Sulla base dell'inesperienza purtroppo...forse ho colto male il suggerimento del thin wall test?
Ora mi informo meglio, grazie.
-
Ciao a tutti.
Rieccomi, ho fatto tutti i test e aggiustamenti che mi avete cortesemente suggerito.
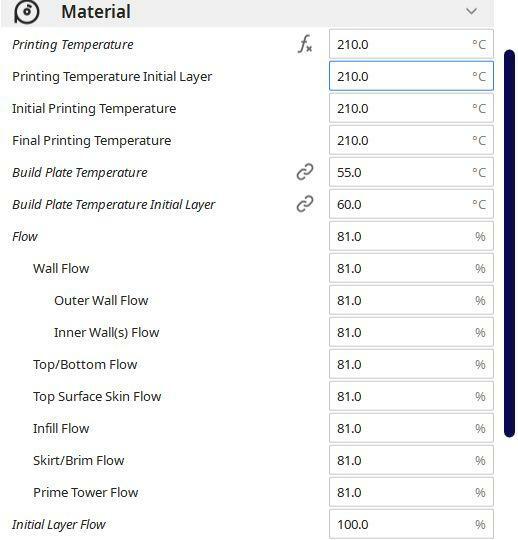
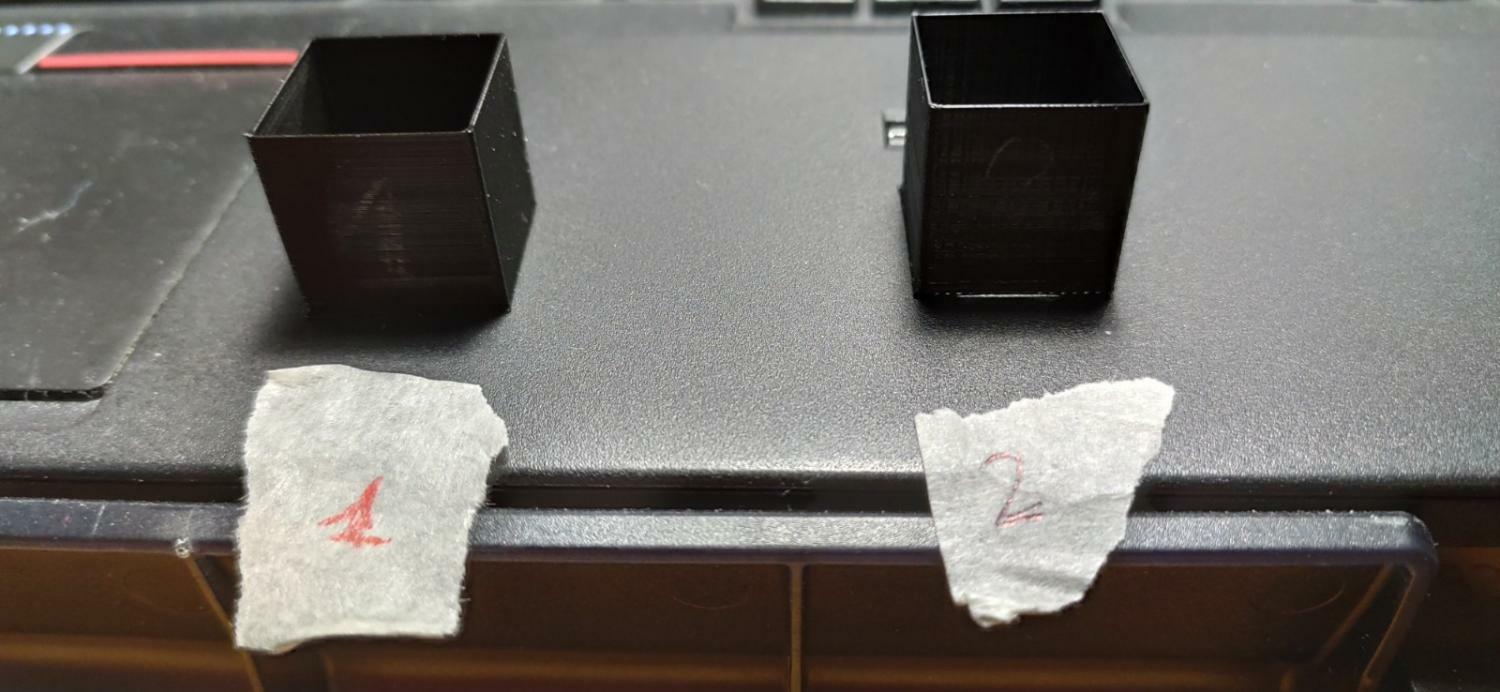
Seguendo un tutorial, ho fatto delle stampe di prova e in seguito impostato il flusso all'85% mentre il flusso dello strato iniziale a 110%.
Così, ad un occhio profano, c'è un piccolo miglioramento ma il gap tra le parte dell'anello rimane e di conseguenza anche la forma non circolare (test_anello.jpg).
Anche i lati del cubo dopo il tweak sono più sottili e di misura uniforme ma ho notato uno scollamento del fondo (twt_1), che nel primo test non si verificava, meglio riportare il flusso iniziale al 100%?
Inoltre, ho notato che fra i lati del cubo, che dovrebbe essere 20x20mm, c'è una differenza di circa un millimetro sul lato (sia prima che dopo le modifiche) che non credo sia normale, è tollerabile o c'è anche qui qualcosa che non va?
Grazie e buona domenica.
Roberto
-
Ah ecco, mia ignoranza senza limiti...alla calibrazione di fino ci arriverò prima o poi.
Ora mi studio il thin wall test e prova, ma tornerò, lo so già! 😃
Grazie per i suggerimenti!
Roberto
-
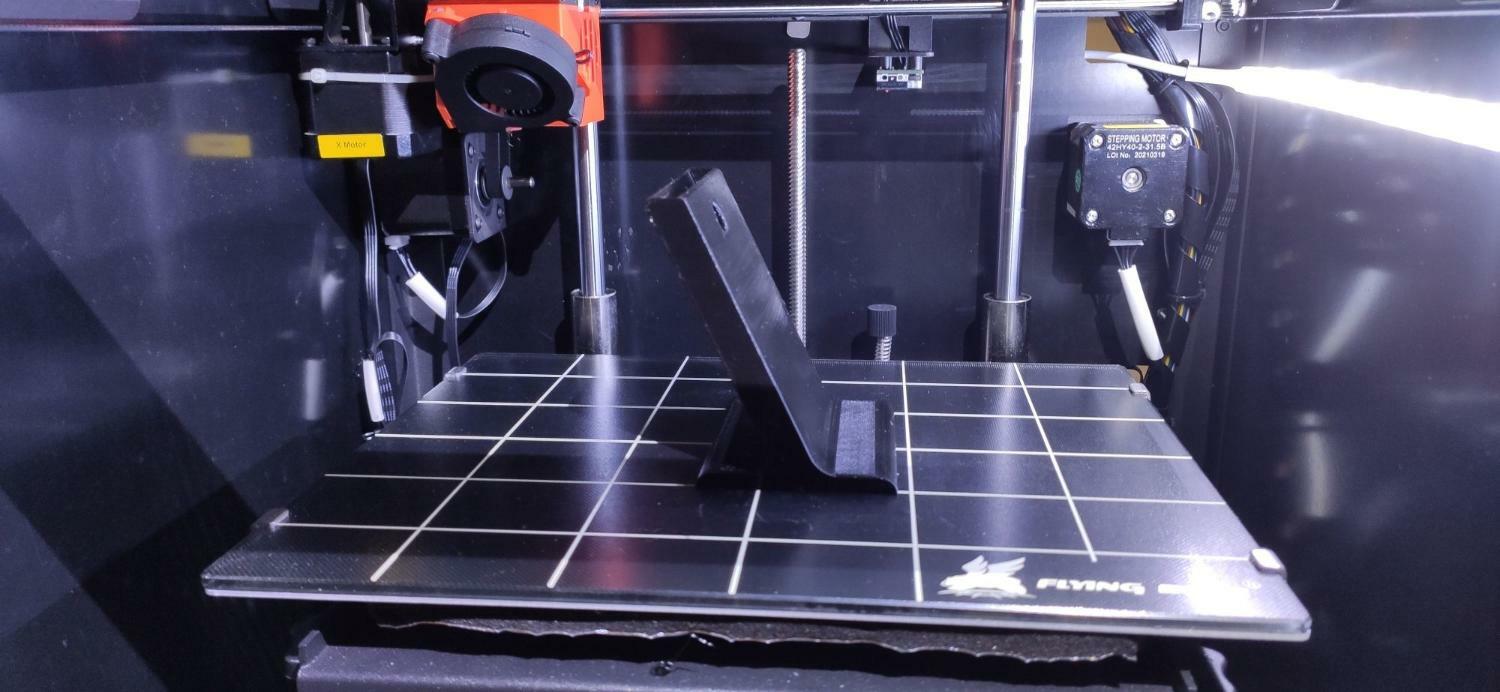
Ciao a tutti.
Sono nuovo della stampa 3d e da qualche mese posseggo la Ghost 5 e sono soddisfatto, stampe di buona qualità e facile da configurare ed utilizzare.
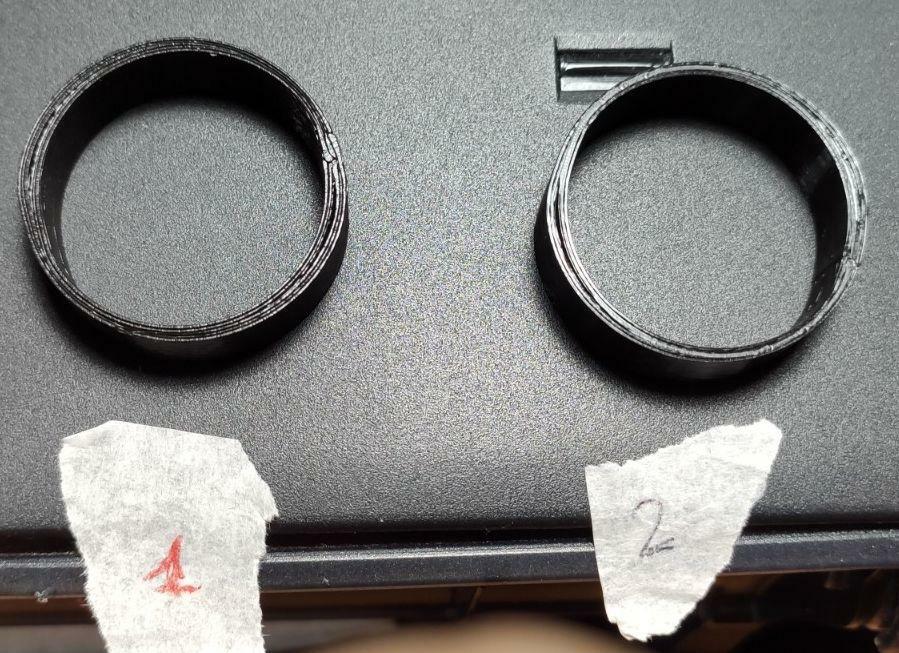
Ho notato però che sulle stampe circolari c'è qualche problema. Come si vede dall'immagine 1 in due punti i layer sono staccati e c'è come un rigonfiamento del pezzo, rendendo quindi irregolare la forma verso l'esterno.
Nell'immagine 2 si vede uno scalino sulla superficie che si ripete per tutta l'altezza del pezzo, come fosse una giuntura.
Ho ricalibrato il piatto più volte ed ho messo un "belt tensioner" sulla cinghia dell'asse X come letto in giro ma non è cambiato nulla.
Ora la domanda fatidica: quale potrebbe essere il problema? Lo so che così è difficile dare risposte ma magari qualcuno ha avuto lo stesso problema e sa da cosa potrebbe dipendere.
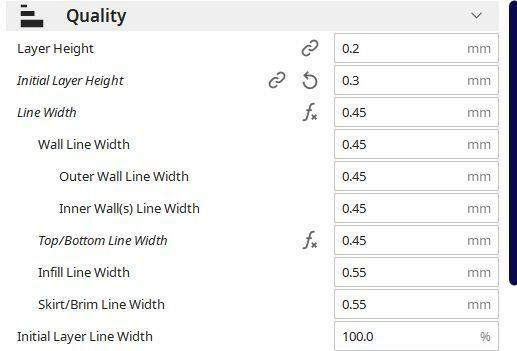
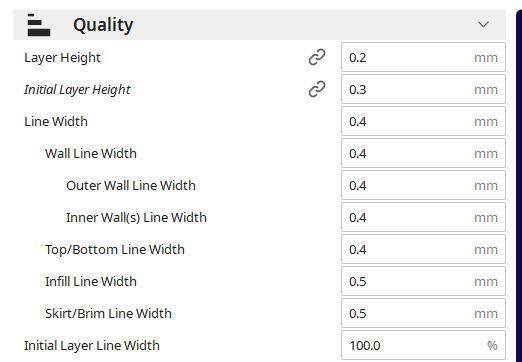
Ho aggiunto screenshot dei parametri di stampa, se avete bisogno di ulteriori info chiedete pure.
Grazie
Roberto













FB Ghost 5 - Stampe circolari non corrette
in Flying Bear
Inviato
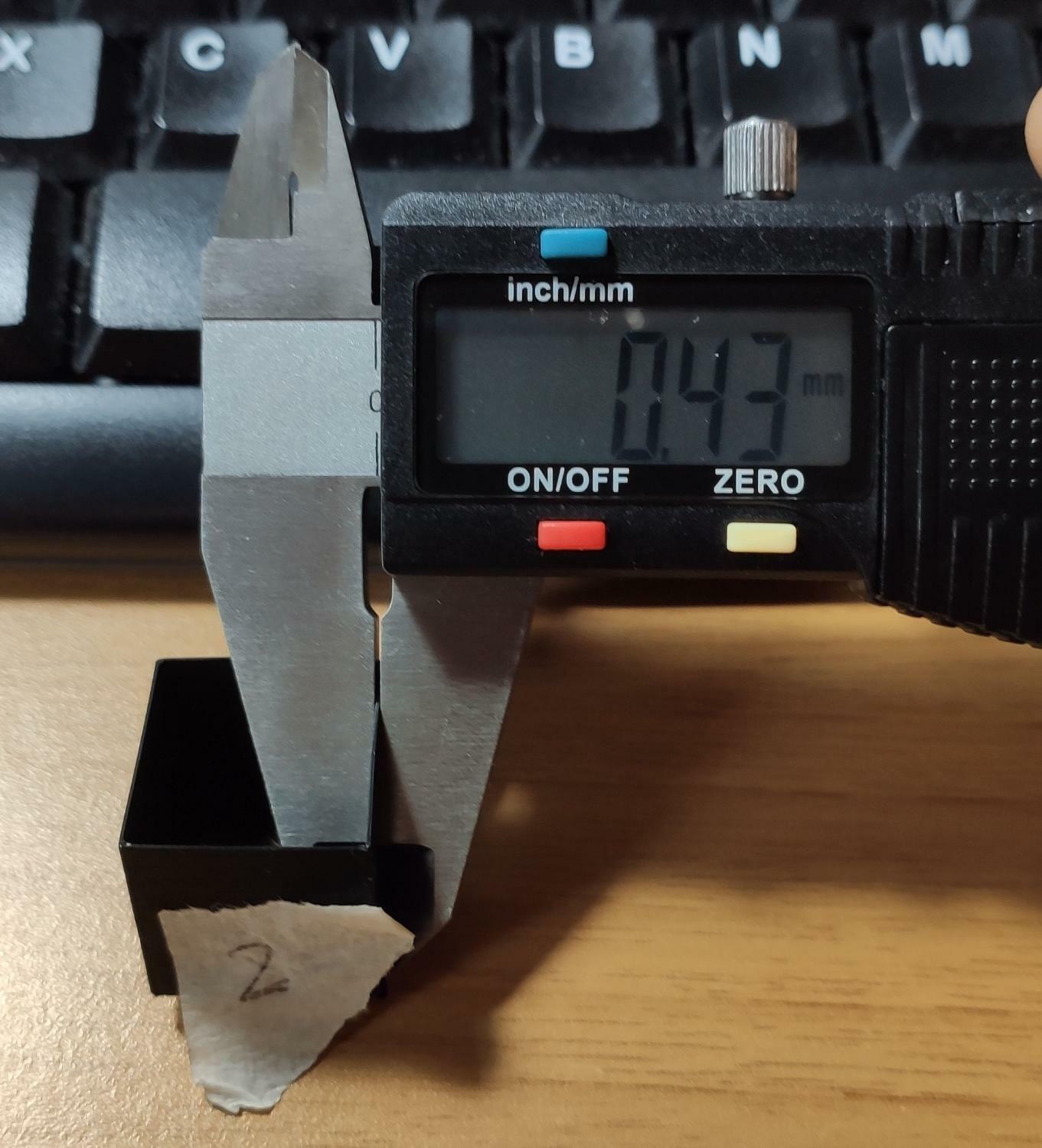
La regolazione del flusso l'ho fatta seguendo il video di Help3D e a fronte di uno 0.45 impostato in CURA ho ottenuto 0.47. Proverò a rifare anche la calibrazione del flusso e vediamo se migliora.
Per gli step degli assi X e Y proverò a seguire quello di Help3D.
Grazie