

deddy
-
Numero contenuti
22 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da deddy
-
-
Buongiorno a tutti rieccomi
scrivo ancora qui perchè sto sempre alle prese con il settaggio della mia 4max pro
volevo settare il flusso di stampa mi sono accorto che se faccio la prova su 100 millimetri ne stampa 94
dovrei quindi risalire al valore al valore di e-step nel firmware ma come faccio a trovarlo?
ho installato pronterface e quando si connette mi da questi valori
Default Settings Loaded
echo:Steps per unit:
echo: M92 X100.06 Y80.06 Z800.00 E400.00
echo:Maximum feedrates (mm/s):
echo: M203 X150.00 Y150.00 Z20.00 E80.00ilvalore che devo considerare è E80 non credo E400 vero?
per caso sapete se si possono leggere questi parametri ananche da cura?
'
-
1 ora fa, muffo ha scritto:
E montare un hot end un po più commerciale? Tipo un v6?? Non so se sia fattibile ma per quel pezzo trovi tutto su amazon con consegna in un giorno.
Spiegami che sono interessato cos é un V6? Su amazon per quel pezzo cosa cerco gola stampante 3d? Sono tutte uguali?
-
Si grazie del link, quello lo già preso lo sto aspettando da circa un mese ne ho trovato anche su altri siti cinesi il Gruppo completo solo che sono lentissimi a spedire. Volevo provare a farmelo a casa perché comunque ho un sacco di blocchetti 3 sonde e 3 riscaldatore manca solo la gola visto che alla fine è un tubetti o filettato e ho un piccolo tornietto pensavo di provare a farmelo
-
2 minuti fa, muffo ha scritto:
Che hot end hai??? Perché va bene il sadomasochismo, ma se ci dai questa info vedrai che qualcuno di noi ti passa qualche link!!!
Quello che vedi nelle foto nei post sopra
-
Io come avete visto ho un anycubic 4 max pro Rientrata da un cliente e stampo da hobbista, anche se la Mia azienda vende le Stratasys 😛 e dovrei essere PIÙ professionale con le stampanti. Vedo comunque che anche se hobbisti i vostri consigli sono da professionisti. Grazie ancora a tutti.
Ho rimesso il vecchio firmware cambiato completamente l'hotend e adesso stampo di nuovo. HO ascoltato anche il consiglio dello spessimetro.
Adesso devo solo mettermi al tornio e farmi qualche gola perché quelli della anycubic non mi danno risposta per dove comprarli.
-
comunque ho deciso tengo il vecchi firmware che almeno ritorno a stampare 🙂
l'allineamento con il foglio di carta per ora anche se vecchio stile mi ha sempre dato buoni risultati anche con stampe piccole e molto precise proverò a testare con uno spessimetro
ma giusto per curiosità che macchine avete?
le usate per hobbistica o per lavoro?
-
1 ora fa, Truck64 ha scritto:
Dalle foto non sembra. Forse ha il sensore sotto al piatto ma ne dubito. Dal firmware che ha postato non si parla di livellamento automatico ma solo di MESH BED LEVELING. Se uno vuol farsi del male esiste anche quello... 🤪
esatto non c'è il sensore c'è il mesh bed leveling che è una procedura semi manuale, ritieni che il buon vecchio livellamento a mano con il foglietto di carta sia migliore?
lascio il vecchi firmware e vai.
il nuovo firmware aveva anche queste due opzioni
ma credo siano procedure che posso fare comunque lo stesso
il piano è in vetro e risulta abbastanza facile il livellamento manuale, devo magari mettere un punto di livellamento centrale magari aggiungendo una barra di alluminio cosi .
comunque volevo ringraziare tutti per la disponibilità e le pronte risposte.
ps se poi avete una guida facile per queste 2 opzioni perché ho capito come fare il pd ma non come usarlo 😛
oppure se mi spiegate bene a cosa servono

-
1 ora fa, Whitedavil ha scritto:
Imposta lo z offset. Cosa da fare ogni volta che metti mano al gruppo hotend.
C'è nel menu della stampante oppure da terminale con M851.
scusa la mia ignoranza ma come dovrei fare ?
nel menu della stampante non c'è questo comando. collego il pc con cura è do il comando m851 ?
devo poi dare un valore numerico?
1 ora fa, Truck64 ha scritto:Continua ad avere poco senso. Immagino che sia lo StartGcode, e quel movimento avanti/indietro di Y sia quello sullo spazzolino, Il resto, movimento di Z e strusione, non li capisco. E il tutto senza aver dato M104 per scaldare l'estrusore?
Ho dato un occhiata al firmware che hai linkato e non ci trovo nulla di anomalo (tra l'altro non avevo mai visto il codice dei TFT Dwin, non si finisce mai di imparare). Peccato che quello originale sia fornito solo compilato, magri un confronto avrebbe evidenziato il probolema. Purtroppo non ti so aiutare con il livellamento, ho dato una scorsa a quella funzione agli inizi e ho archiviato l'argimento nell angolo della memoria intitolato "Cose di cui non avrai mai bisogno".
Comunque ho visto che
RESTORE_LEVELING_AFTER_G28non è abilitato quindi se non hai messo M420 S nello StartGcode il livellamento che hai fatto rimane disabilitato dopo la home degli assi, il che potrebbe spiegare la discrepanza in Z. Se non ricordo male il livellamento e l'offset si sommano, solo che l'offset è modale e se salvi i valori in eeprom lo ritrovi anche dopo il reset, mentre il mesh va attivato esplicitamente dopo ogni home.quindi dovrebbe essere sufficiente inserire m420 ?
-
Il 8/8/2021 at 22:48, Truck64 ha scritto:
Spiega bene: il livellamento lo fai muovendo le viti sotto al piatto o con le funzioni di livellamento manuale/automatica? Perchè se quando fai home Z è a 0 e quando parte la stampa ti si alza di 1mm mi si spiega solo se hai qualcosa tipo il livellamento del piatto che si mette in mezzo. Quanto segna Z sul display della stampante quando parte la stampa?
Tra l'altro non ho capito che G-code hai postato, ci sono diversi movimenti senza senso e quel G5 finale senza parametri....
Buongiorno
provo a spiegarmi meglio aggiornando il firmware
https://github.com/Poket-Jony/Marlin-A4MaxPro-2.0.x
ho trovato nei menu della stampante nuovi nella stampante inizialmente non li ho considerati ho fatto il mio solito allineamento manuale con il foglio di carta e durante la stampa mi sono accorto che la testa sta molto più in alto circa 1,5 millimetri.
ho quindi provato a utilizzare il menu Manual Mesh Bed Leveling fatto l'allineamento dei 25 punti alzando e abbassando con il menu e non con le rotelline (prima ho svitato completamente le molle del ripiano altrimenti non l auto livellamento non arrivava) alla fine salvato . quando lancio la stampa (ho notato che ad esempio la testa nel pulirsi nello spazzolino sta spostata di almeno 2 mm non è più centrale e quando va a stampare la testa è completamente schiacciata sulla tavola non mantenendo l'offset impostato.
diciamo che ho risolto mettendo il vecchio firmware ma non sarebbe male poter sfruttare questi nuovi comandi.
come ad esempio
il codice che ho postato è l intestazione che mi mette cura
-
3 ore fa, Truck64 ha scritto:
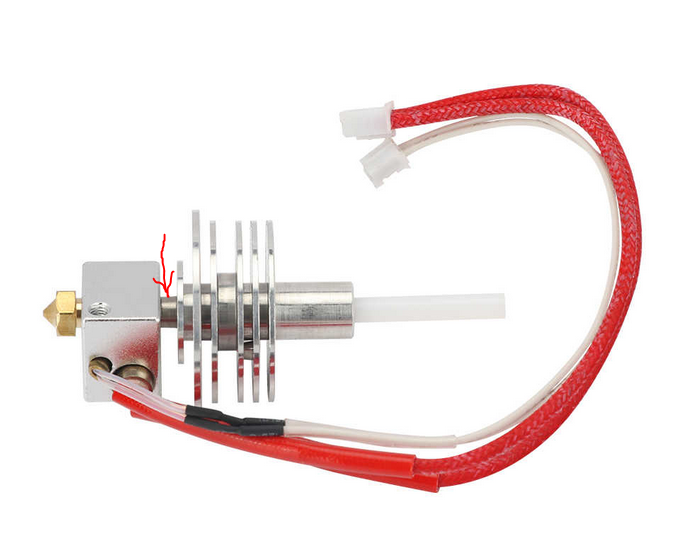
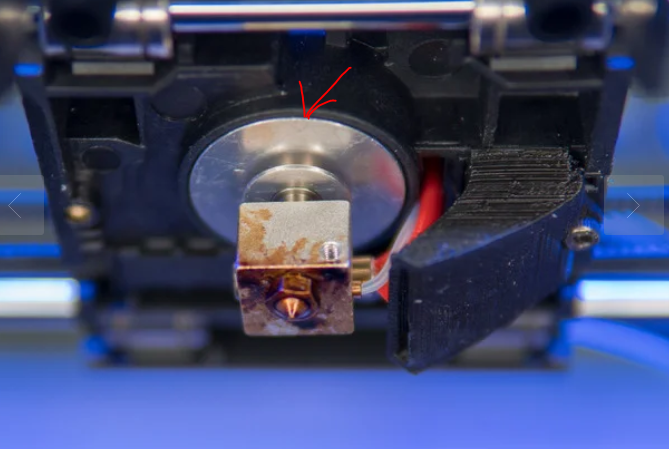
Nessuno vende gli hotend finiti. Quando arrivano li devi comunque regolere e finire di montare tu. E non si allunga più di quello che è già perche il nozle va comunque a pacco sulla faccia inferiore della gola. L'unica cosa che si muove è il blocco di metallo con la cartuccia riscaldante, che va ad avvolgere il nozle e si allontana dal dissipatore.
Giusto per cultura leggiti questo documento che descrive come si comporta il calore sui fusori delle stampanti 3D.
credo tu mi abbia salvato ho fatto come dicevi ed effettivamente adesso riscalda nel modo corretto e sembra estrudere bene, quei pochi millimetri di distacco fanno un enorme differenza grazie del Prezioso aiuto.
domanda veloce come si chiama quel tubetto che si attacca al blocco di riscaldamento (quelllo che mi hai seganto con la freccia) ne devo ordinare uno per scorta 🙂
adesso ho un altro problemino spero di riuscire a sistema anche quello:
quando faccio HOME degli assi tutto va a 0 faccio il livellamento con il classico foglio di carta tutto ok
quando stampo sta circa 1mm più alta e il filo ovviamente non si attacca credo questa cosa sia dovuta all aggiornamento del firmaware a marlin 2.0.1 che avevo fatto per disperazione quando non stampava
ho notato che nei menu ci sono dei comandi nuovi per il livellamento e che quando lancio questo livellamento sta a quella stessa distanza.
allego anche i settaggi della macchina magari basta toccare il gcode
G21 ;metric values
G90 ;absolute positioning
M82 ;set extruder to absolute mode
M107 ;start with the fan off
G28 X0 Y0 ;move X/Y to min endstops
G28 Z0 ;move Z to min endstops
G1 X-3 Y40
G1 X-3 Y5
G1 X-3 Y40
G1 X-3 Y5
G1 Z15.0 F{speed_travel} ;move the platform down 15mm
G92 E0 ;zero the extruded length
G1 F200 E3 ;extrude 3mm of feed stock
G92 E0 ;zero the extruded length again
G1 F{speed_travel}
M117 Printing...
G5
-
15 ore fa, Whitedavil ha scritto:
Dici che se togli la ventola, la temperatura sale correttamente, la ventola di cui parli, è quella li?
Si la ventola è quella
4 ore fa, Truck64 ha scritto:Forse non sono stato abbastanza chiaro: il blocco di riscaldamento DEVE restare distante dal dissiparore.
Questo è il tuo hotend:

Così è quando lo compri:
Lo spazio che ho indicato serve ad evitare che il calore si trasmetta nel dissipatore in tutti gli hot end, a parte quelli in ceramica.
A me è arrivato così e mi sembra anche quello di prima era così. Provo a vedere se riesco ad allungarlo (basta svitarlo vero) ho solo paura che allungando così l. Estruso re vada a toccare il piano e non si riesca ad abbassare di più
-
2 ore fa, Whitedavil ha scritto:
Ma parli della ventola a chiocciola che si vede in foto?
in che parte del discorso ti riferisci?
-
fatto anche il pid staccando la ventola però
#define DEFAULT_Kp 25.97
#define DEFAULT_Ki 1.57
#define DEFAULT_Kd 107.45secondo test
#define DEFAULT_Kp 21.26
#define DEFAULT_Ki 1.28
#define DEFAULT_Kd 87.94 -
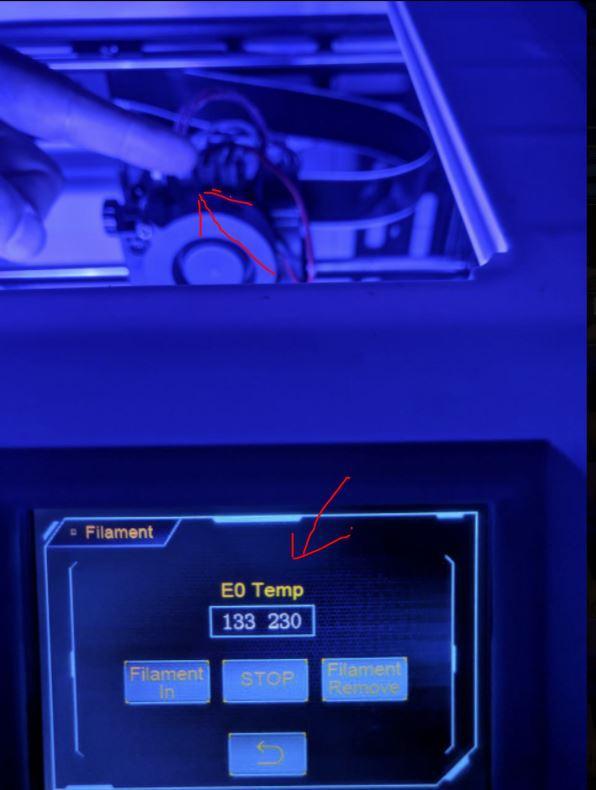
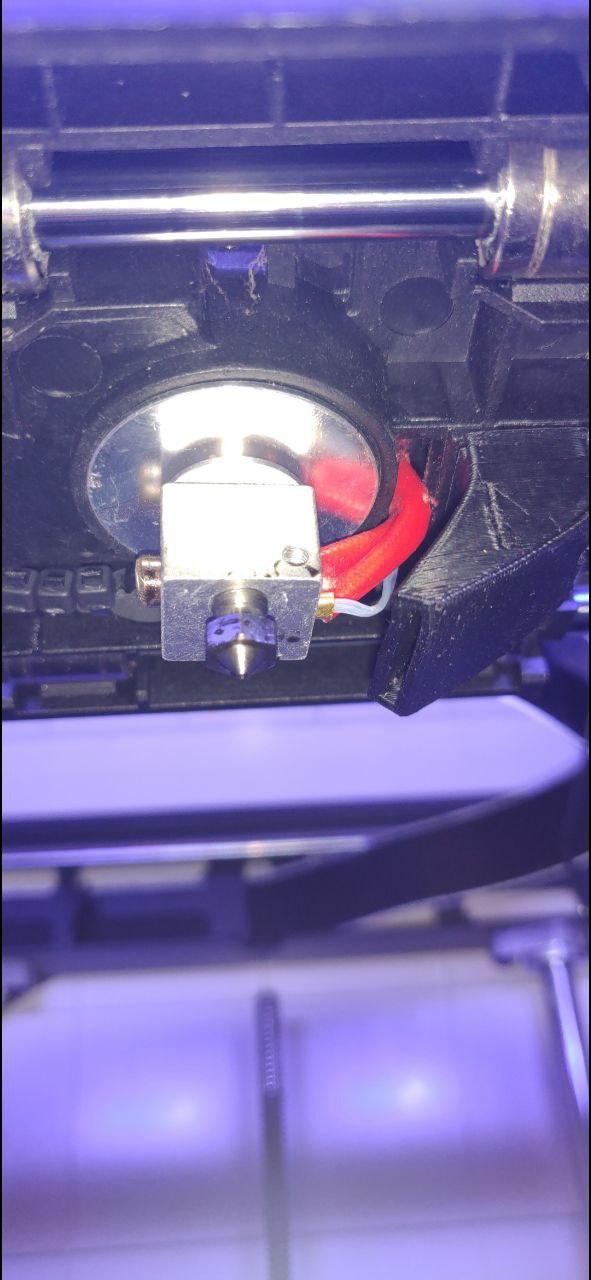
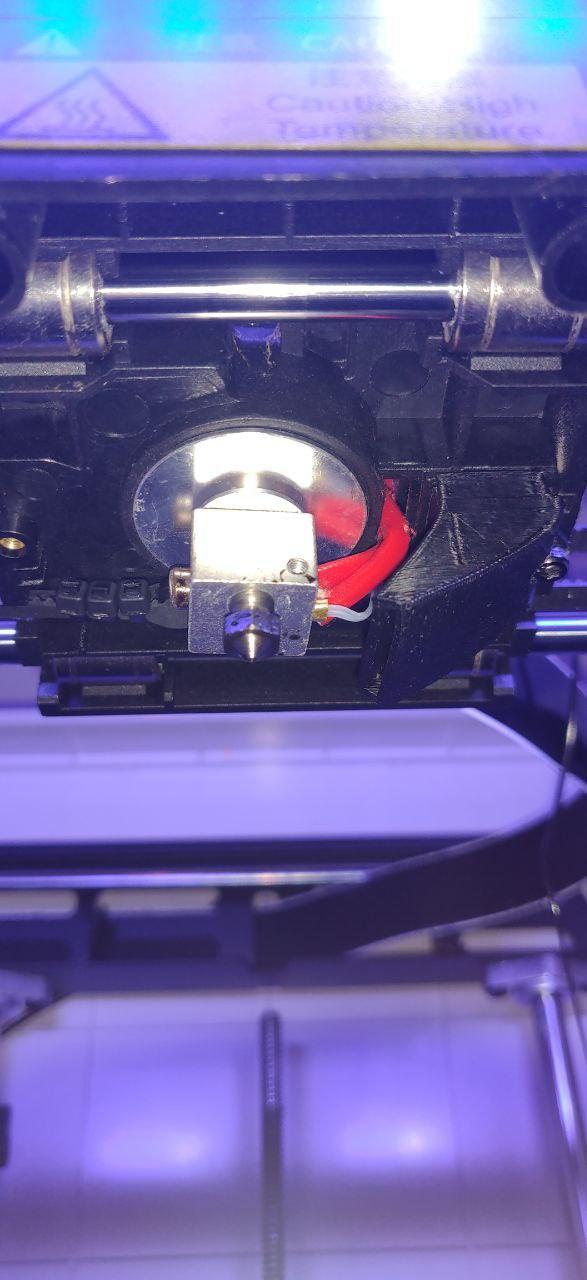
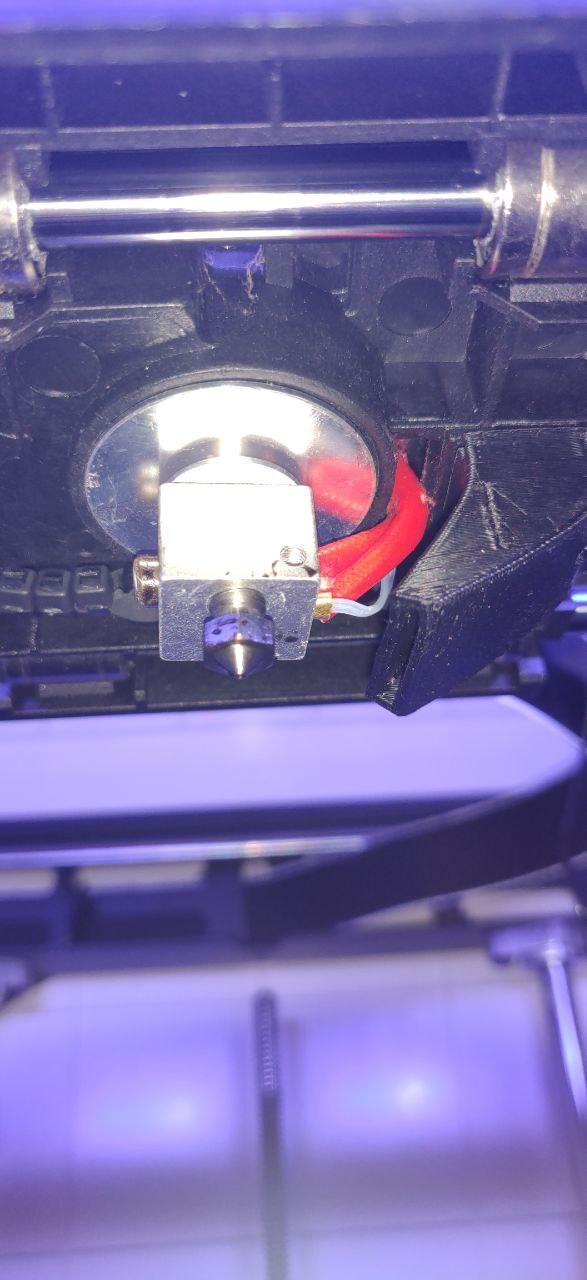
buongiorno a tutti dopo un po di giorni di relax torno con il mio bel problema
smontata tutta la testa e sostituito tutto il gruppo del hotend come vedete dalla prima immagine se monto tutto e faccio la procedura di preriscaldamento per l inserimento filo la temperatura resta ferma sotto i 140 e non c'è modo di andare su
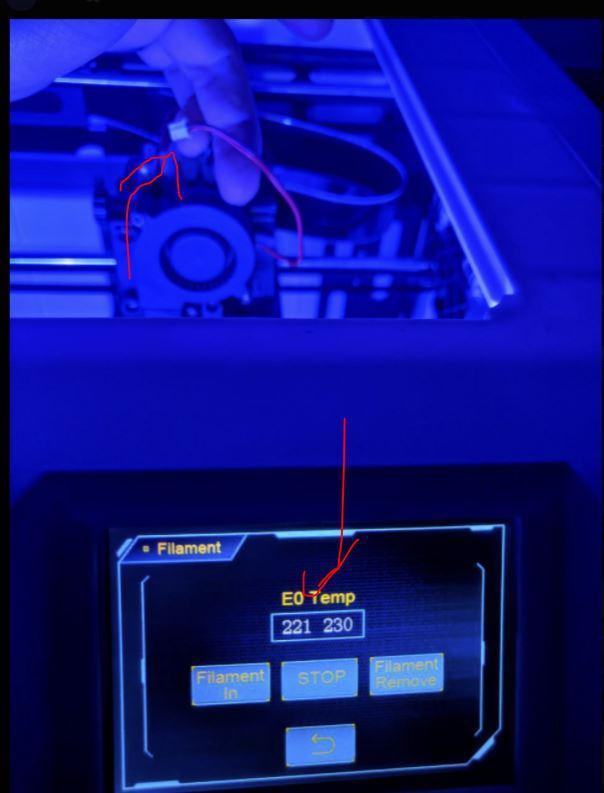
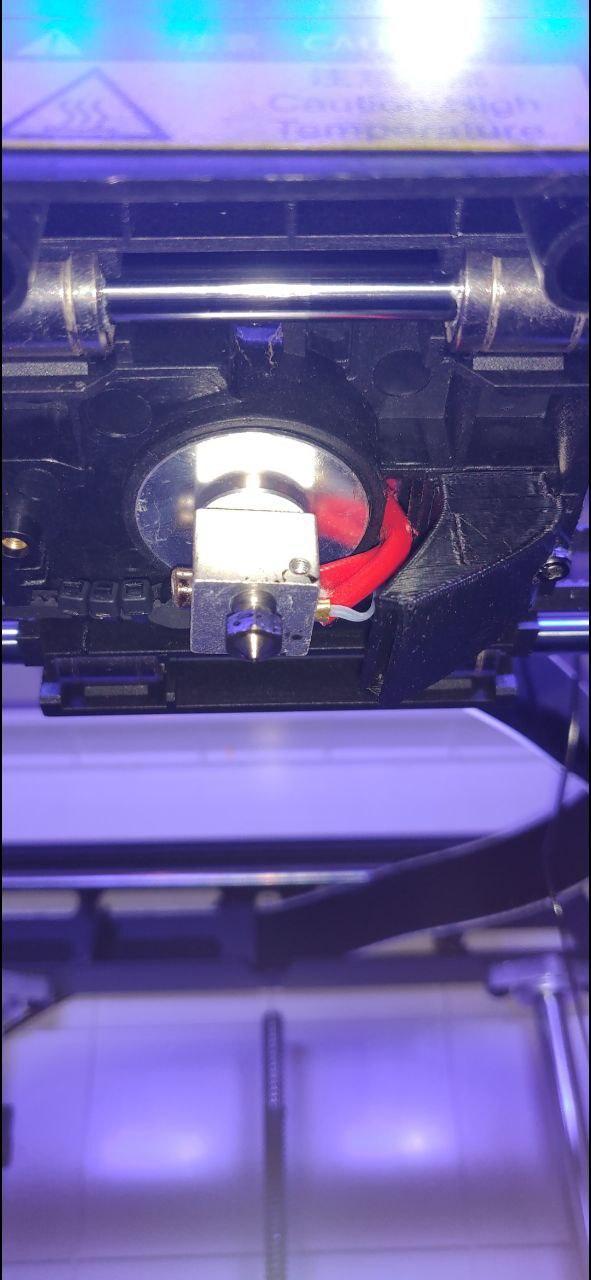
se tolgo la ventola come si vede dalla seconda foto la temperatura sale e arriva a 230.
ho provato a ricontrollare tutto l'hotend e mi sembra perfetto .
preriscaldando per l inserimento filo con l hot end smontato la temperatura sale senza problemi (5)
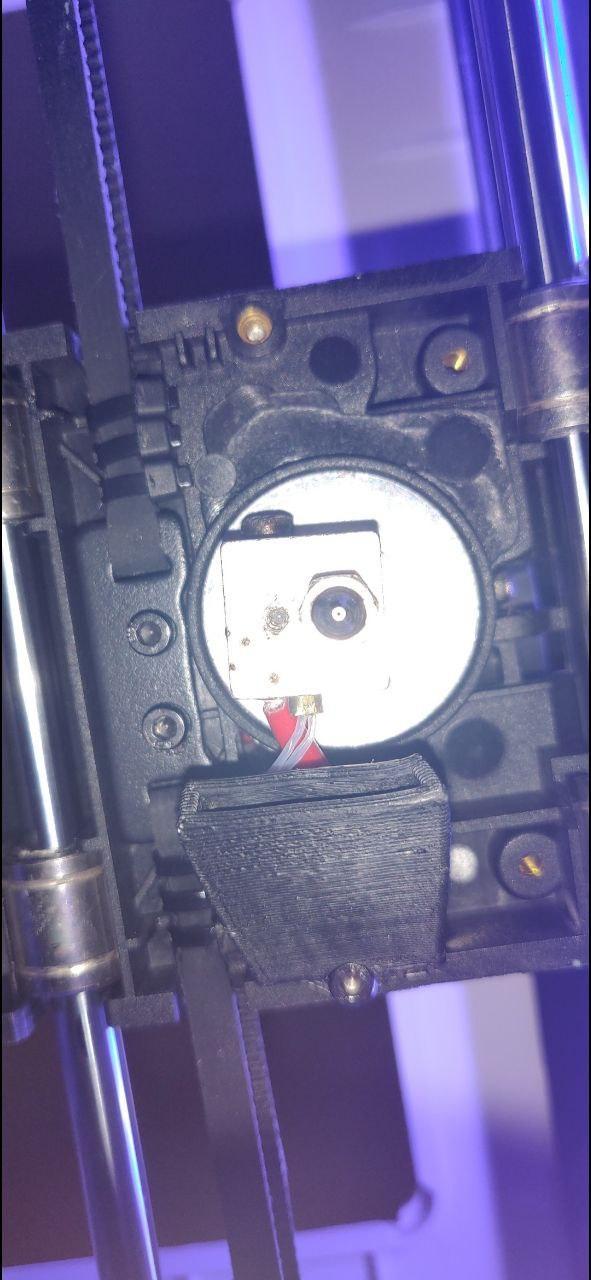
il sotto del carrello mi sembra senza danni o buchi particolari (6)
la ventola manda l aria direttamente alle lamelle del hotend
sto provando la procedura PID ma non funziona perché la testa ovviamente non arriva a 200
non so più che fare.
per disperazione ho provato a stampare con la ventola staccata ma dopo circa il 40% non scendeva più il filo ho dovuto interrompere perché si era incastrato tutto.
qualcuno ha qualche altra idea da darmi
-
14 ore fa, Truck64 ha scritto:
OK, comunque quel nozle mezzo fuori dal blocco di ricaldamento non va certo bene. E se non sbaglio il blocco di riscaldamento tocca anche sul corpo alettato, cosa che potrebbe speigare la perdita di calore. Dai una letta a questa guida del buon @Killrob e sistema quel nozle, magari si mette apposto anche la temperatura.
Ottimo provvedo a leggere e fare
Dopo il weekend 😛
-
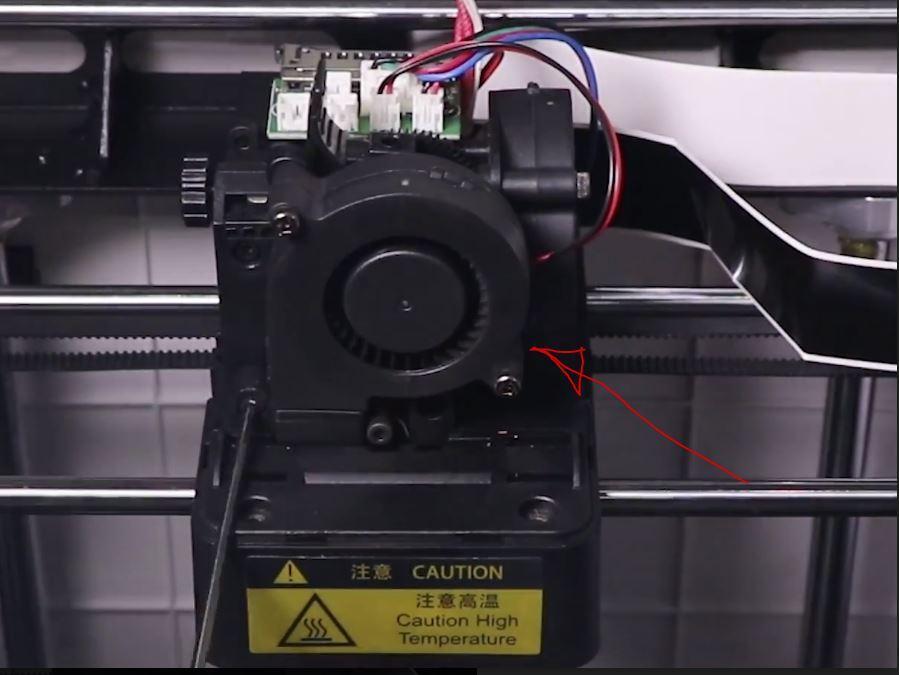
Il 30/7/2021 at 19:15, Truck64 ha scritto:
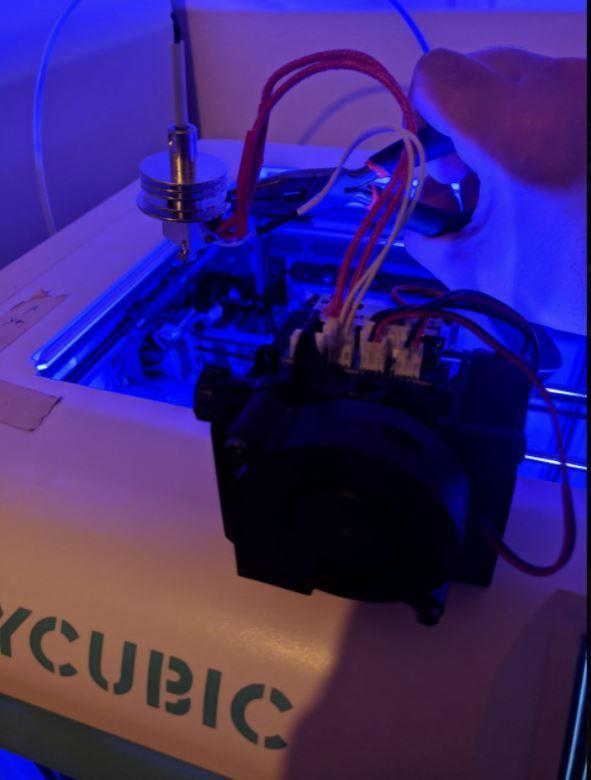
Per curiosità ho ravanato un po in rete a capire come è fatta la tua stampate. Da quello che ho capito la ventola che hai indicato nella foto sopra è quella che raffredda la gola e dovrebbe partire a bomba senza interferire con l'hotend.
Il discorso è che nella parte inferiore le alette devono far tenuta sulla plastica in modo che l'aria sfoghi di lato e non verso il basso. Secondo mè sul bordo dove ho indicato hai uno spazio. Puoi postare una foto della tua stampante?
ecco le foto
appena scattate le foto ho visto che l hotend non era ben allineato ho rimontato con il giusto allineamento ma non è cambiato nulla
-
si l hotend entra solo in una direzione c'è una sola vite che fa serraggio sulla testa non può stare ne più alto ne più basso la la cartuccia di riscaldamento nel blocchetto è inserita e fissata con il grano di fissaggio idem per la sonda della temperatura, difatti se lo tengo smontato o se lancio il preriscaldamento con la ventola staccata va a temperatura senza problemi. Il problema e non avevo mai fatto caso se prima la ventola partiva a bomba o se partiva lentamente.
-
8 minuti fa, incisore ha scritto:
Si penso anch'io dipenda dalla ventola, hai provato a regolarla dallo slicer?
Altrimenti temo dipenda dalla scheda, ma potrebbe essere anche la ventola che fatica a partire a bassi regimi.
è la ventola frontale per il raffreddamento interno non si può regolare dallo slicer
-
La ringrazio consiglio
la ventola credo sia giusta perché non è possibile montarla al rovescio
come può vedere dalla foto non si può montare al contrario.
eseguirò al più presto il test sul PID grazie anche della guida.
il problema mi si presenta anche quando devo caricare il filo la prima volta non riesco a caricarlo perché la temperatura non sale a 230 come impostazione di default della macchina se stacco la ventola allora riesco a caricare il filo
20 ore fa, incisore ha scritto:Hai cambiato solo l'Hotend, o anche il riscaldatore e il sensore di temperatura?
La sensazione è che arrivino riferimenti errati alla scheda che quindi si comporta di conseguenza.
ho cambiato tutto il gruppo riscaldatore più sensore di temperatura
ho controllato anche con il tester che arrivi la giusta tensione al riscaldatore e fa 12.2 v stabili
se provo a riscaldare tutto tenendolo in mano (ovviamente con una pinza) arriva velocemente a 230
se lo monto sulla testa con ventole e tutto collegate si ferma a 150 quindi credo sia colpa della ventola che parte a 50 gradi ma subito a bomba
-
Grazie delle info
il problema e che se lascio la ventola attaccata la temperatura non sale si ferma a 150 gradi quindi la stampa non parte
e non riesco a capire perché una volta non avevo questo problema di raffreddamento eccessivo
che si possa essere rotta la ventola che magari parte a bomba invece di raffreddare piano?
le ventole solitamente hanno dei sensori o vengono comandate dalla scheda della stampante?
-
Buongiorno da qualche giorno non riesco più a stampare con la mia anycubic 4max pro
cosa che prima procedeva senza intoppi da 2 anni
inizialmente pensavo fosse un problema di hotend perché la testa non arrivava più a temperatura si fermava a 150 gradi e non raggiungeva piu i 195 (neanche durante il preriscaldamento per cambiare il filo)
ho sostituito l'hotend con uno nuovo ma il problema persiste.
ho controllato la tensione che arriva al riscaldatore è corretta 12 v
ho notato che staccando completamente (i fili) della ventola superiore quella che raffredda hot end non quella del filo la temperatura saliva e si riesce a stampare, arrivati però al quinto o sesto livello l'uscita del filo si interrompe (credo perché parte la ventola di raffreddamento del filo)
fermando da CURA il raffreddamento con le ventole la stampa procede
da cosa può dipendere questo problema prima stampavo tranquillamente con le ventole inserite.
rischio di bruciare tutto se le ventole le lascio staccate?






Problemi di stampa anycubic 4max pro
in Problemi generici o di qualità di stampa
Inviato
Grazie giusto per curiosità a cosa si riferisce il valore 80?