twistender3
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Obiettivi di twistender3
")




-
Problema di estrusione Ender 3 Pro con PETG
twistender3 ha risposto a twistender3 nella discussione Hardware e componenti
semplicemente per assicurarmi che il nozzle fosse a temperatura non avendo una termo camera ho avvicinato il filo vicino al nozzle e quando si è sciolto mi sono rassicurato che lo fosse. Per quanto riguarda la bobina avevo già provveduto a tagliarne una ventina di cm. Comunque il filo scorre bene, non ha nessun tipo di impedimento dovuto a nodi o altro. A questo punto l'unica cosa che mi rimane da provare è cambiare bobina e vedere che succede. Dovrei avere qualche filamento della SUNLU -
Problema di estrusione Ender 3 Pro con PETG
twistender3 ha risposto a twistender3 nella discussione Hardware e componenti
no è pulita, perchè cambiando subito dopo la bobina (da PETG a PLA) ha estruso normalmente. Oggi riprovando a metterla in stampa noto che incomincia ad estrudere ma molto dopo quindi la stampa viene incompleta con molti layer mancanti. Ho stampato un bordo rettangolare alto mezzo centimetro e al 70% della stampa ancora aveva fatto i primi layer (tra l'altro ho notato che la stampa è uscita male su un lato della stampante come se il piatto non fosse calibrato anche se mi sono accertato che lo fosse prima di stampare) Veramente strano come problema, a sto punto credo che il problema sia l'estrusore oppure lo slicer (anche se ne ho provati altri e stesso problema, quindi escluderei parzialmente l'ultima ipotesi) -
Problema di estrusione Ender 3 Pro con PETG
twistender3 ha risposto a twistender3 nella discussione Hardware e componenti
l'avevo conservata in una busta sottovuoto con la bustina di silica gel. Tra l'altro l'avevo usata il giorno prima senza problemi. Strano che riscaldando l'hotend e estrudendo manualmente il petg esca mentre con qualsiasi gcode (anche quello utilizzato il giorno prima) non estrude niente -
Problema di estrusione Ender 3 Pro con PETG
twistender3 ha pubblicato una discussione in Hardware e componenti
L'altro giorno stavo facendo l'ennesima stampa con il PETG della geetech ( avrò usato 5/6 bobine e mai avuto problemi, tra l'altro la bobina era già iniziata) e noto che la stampante parte ma non riesce ad estrudere. Inizialmente pensavo fosse un problema del nozzle (tra l'altro verificando avevo notato che ormai era troppo usurato e ho deciso di cambiarlo con sempre con uno da 0.4) Riprovo a stampare e stesso problema, allora decido di smontare nuovamente l'hotend per fare un controllo della gola e del tubo PTFE perchè ormai avevo dato per scontato che il problema era uno dei due ma niente, ancora la stampante presenta quel problema. Decido di cambiare bobina sempre della geetech ma PLA e la stampante ritorna nuovamente ad estrudere (ovviamente da CURA avevo cambiato le impostazioni mettendo quelle per il PLA). Decido di fare il classico cubo per la calibrazione e da repetier host cambio gli step/mm con quelli corretti e riprovando a mettere il PETG ancora niente. Per il PETG su Cura uso 230/235° gradi, ventola al 30% con il piatto a 50/60° con velocità del primo layer a 10 mm/s. Secondo voi da cosa può dipendere questa cosa? Ho provato pure a riscaldare l'hotend manualmente e facendo una prova di estrusione il PETG usciva normalmente dopo il cambio del nozzle. Mi sono anche dimenticato di scrivere che ho livellato il piatto di stampa ogni volta che cambiavo qualcosa quindi escluderei anche questo problema -
Problemi Stampa Ender 3 PETG
twistender3 ha risposto a twistender3 nella discussione Problemi generici o di qualità di stampa
allora già in passato avevo fatto la stessa stampa leggermente piu piccola con i bordi stondati a 2mm (come in questo caso) Volendo potrei stondarlo anche di piu tanto non ci sono problemi. L'asse z non ha problemi (ho già fatto varie verifiche) quindi a questo punto presumo che sia un problema di warping ( non posso saperlo al cento per cento perchè stampandolo con i supporti non si vede nulla). Secondo te potrebbe essere anche che la stampante sia vicino alla porta? perchè tra la stanza della stampante e quella dopo la porta a volte ci sono pure 7/8 gradi di differenza e quindi all'apertura della porta il movimento dell'aria potrebbe causare qualche problema? -
Problemi Stampa Ender 3 PETG
twistender3 ha risposto a twistender3 nella discussione Problemi generici o di qualità di stampa
il problema che non faccio sempre queste misure. Mi capita anche di fare oggetti del genere ma cilindrici. Secondo te come potrei dividere il bordino dal resto dell'oggetto? come potrei creare un sistema per incastrarli tra di loro? -
Problemi Stampa Ender 3 PETG
twistender3 ha risposto a twistender3 nella discussione Problemi generici o di qualità di stampa
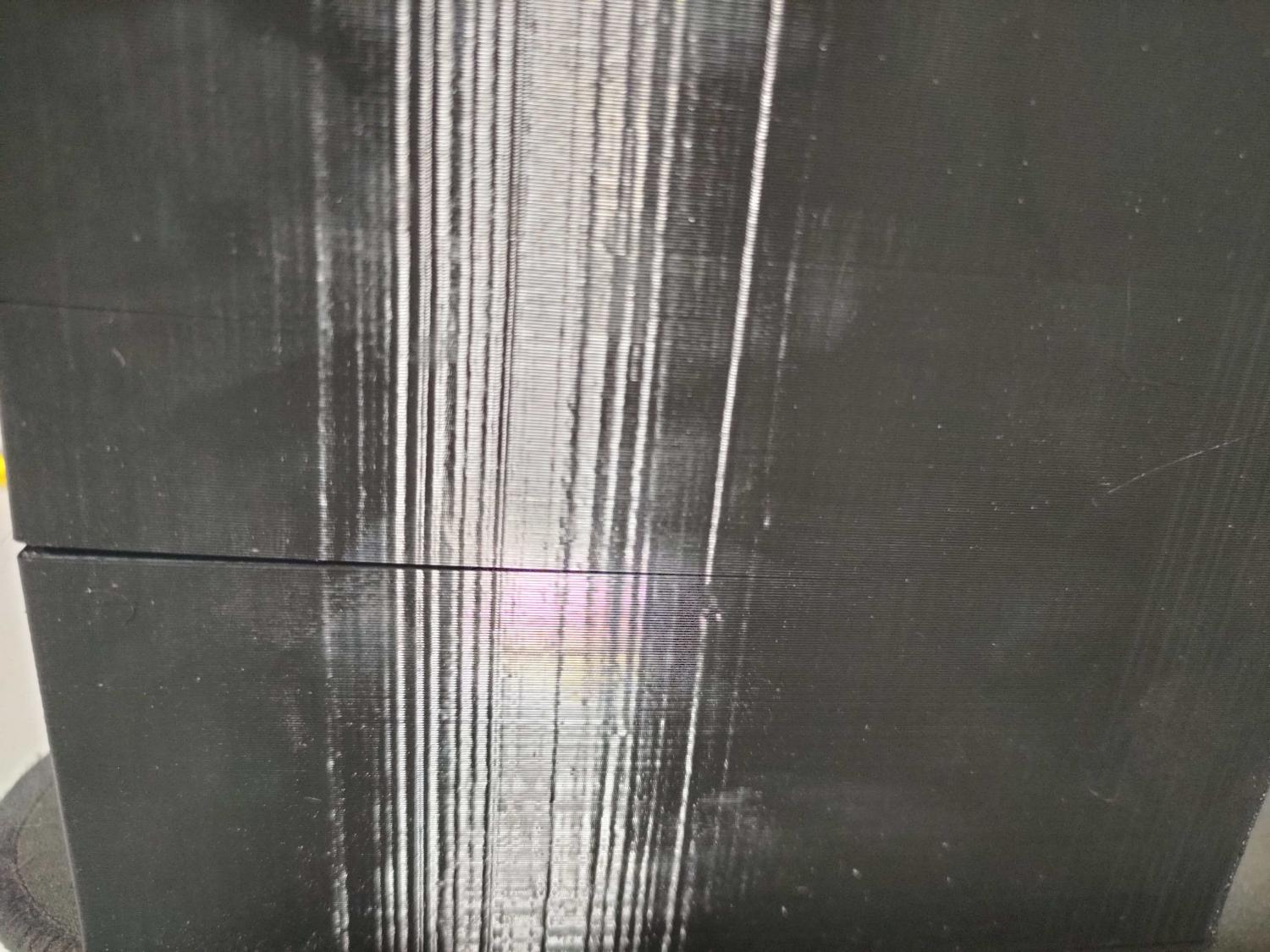
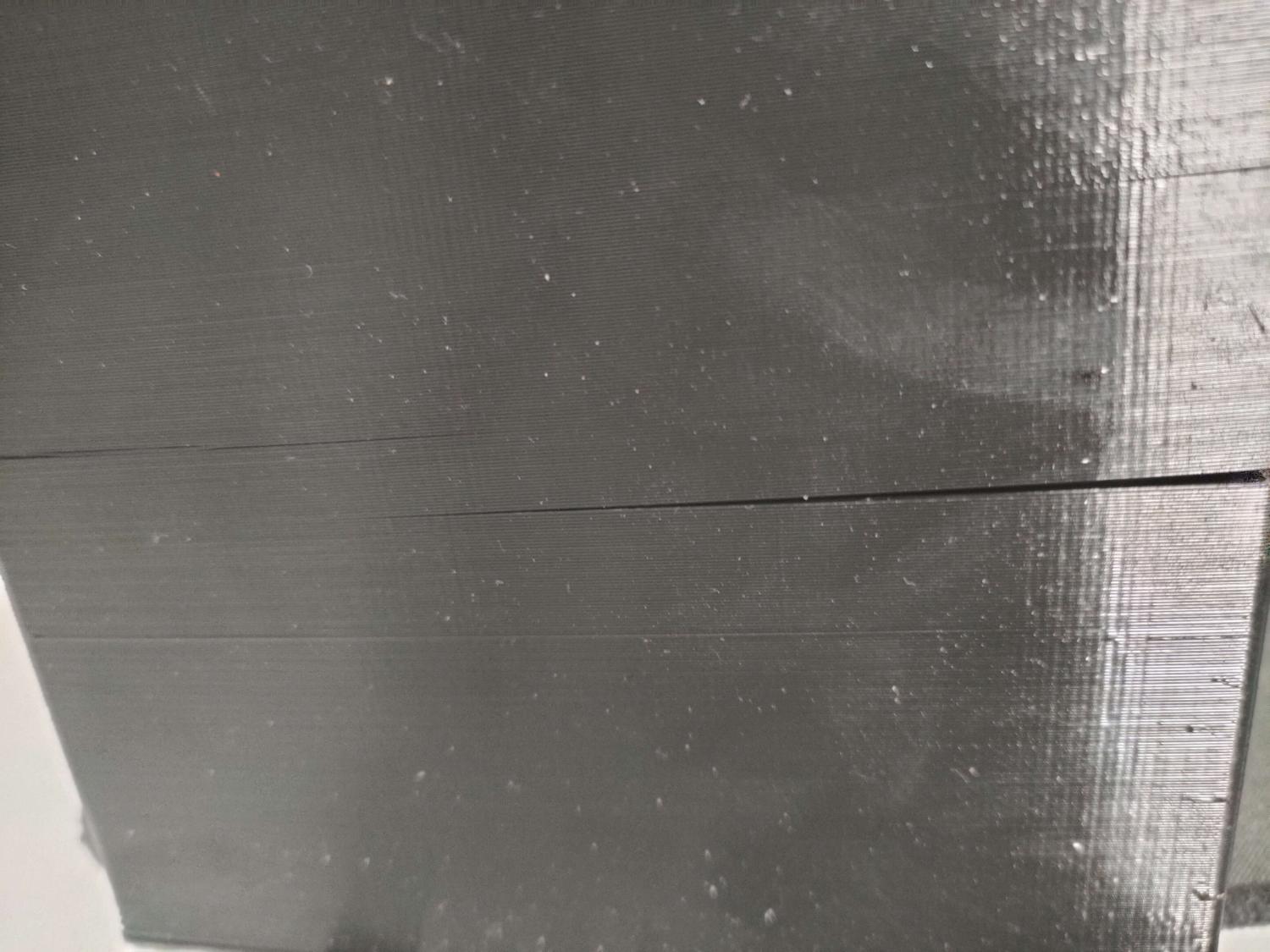
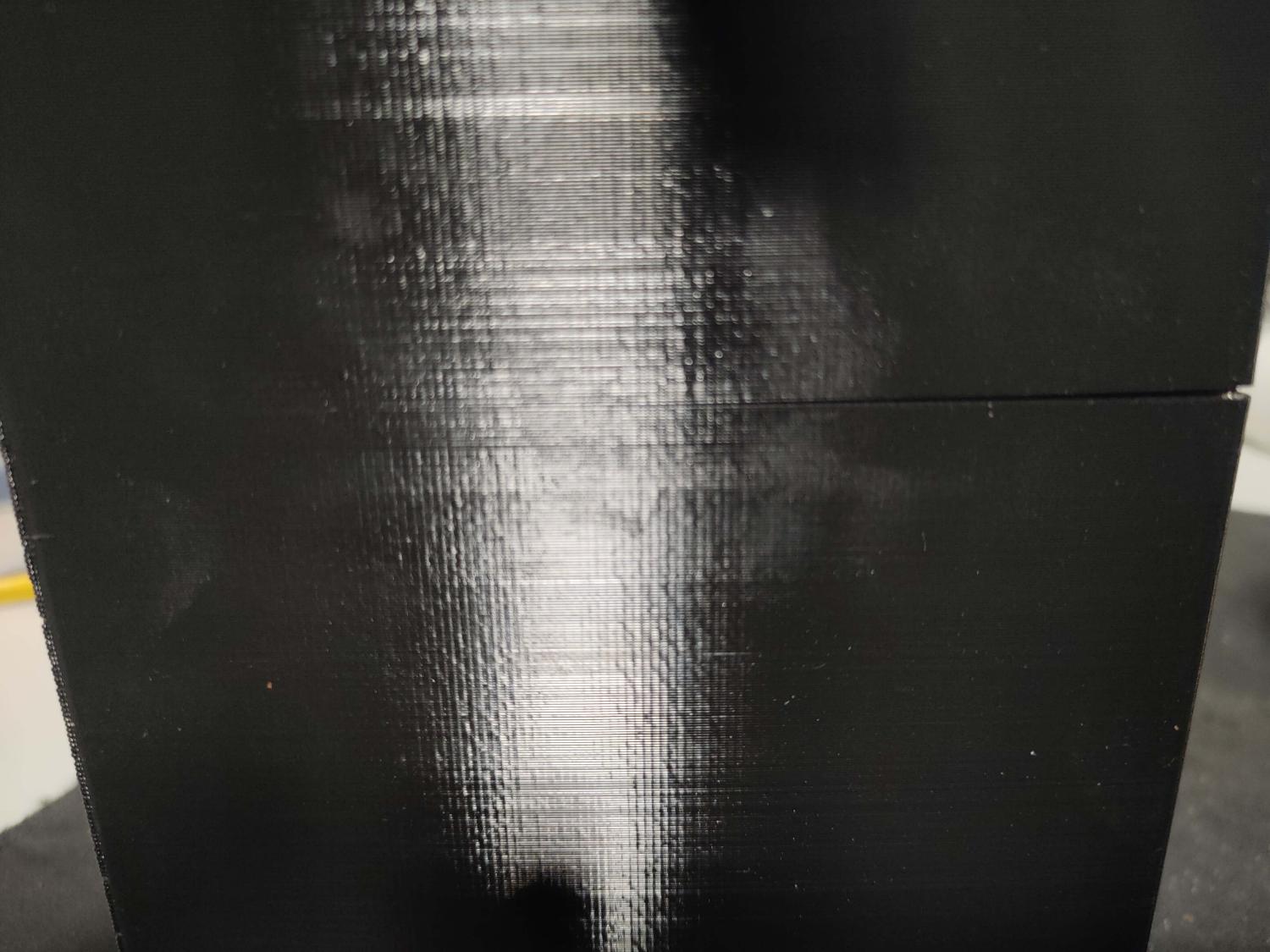
puoi aiutarmi per i layer che si staccano? è la prima volta che mi succede e pure ho già usato varie volte sia il petg che il pla. (per risparmiare intendevo in termini di tempo visto che con i supporti cura mi dava 8 orette in piu) -
Problemi Stampa Ender 3 PETG
twistender3 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao avevo giàfatto una stampa sempre con petg ma con dimensioni piu piccole e non ho avuto mai problemi. Ho rifatto la stessa stampa (anche piu semplificata) ma di dimensioni maggiori e oggi a stampa finita mi sono accorto che ogni tanto dei layer non si sono attaccati lasciando degli spazi. Stampo il primo layer iniziale a 245 gradi e il resto a 235 sempre con ventola spento e piano di stampa a 70° e velocità del primo layer di 15 mm/s, wall e support speed 25 mm/s e infill speed 50 mm/s. In allegato vi lascio la foto della stampa e il file stl. Mi potete aiutare e consigliare un altro slicer (se esiste) migliore di Cura. Poi secondo voi come potrei risparmiare con i supporti stampando questo oggetto? grazie mille Corpo1.stl