

manustar
-
Numero contenuti
20 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da manustar
-
-
Salve a tutti, sto mettendo in cantiere i classici tavolini ikea per chiudere la stampante.
ora la mia idea non è semplicemente chiudere il tutto, ma vorrei portare fuori la mainboard, alimentatore e schermo. per le prolunghe cavi dei motori ci sono dei kit già fatti e fino a qui tutto ok, ma ho un dubbio (magari chi già possiede questo setup lo sa), quando la stampa finisce il piano va tutto in avanti e misure alla mano sono circa 60cm, il tavolo è 55*55 quindi o le mie misure (quasi sicuramente) sono errate o a fine stampa tocca nella parte frontale.
-
4 minuti fa, eaman ha scritto:
Ma se 3mm di filo sono esposti prima di entrare nell'estrusore cosa cambia? Tanto l'estrusore non e' mica stagno 😉
Peraltro ti incasina con la ritrazione: se chiuso deve scorrere indietro a ogni ritrazione, se libero si muove il pezzo di tubo esterno e amen. Ma forse io sono poco fine 🙂

questa immagine è magnifica.
sicuramente io sono un po esagerato.
-
 1
1
-
-
Tutto questo circo lo sto facendo per ottimizzare/togliere le parti di filamento soggette ad umidità.
io ora ho questo, che non ha la clip per il tubicino ad ingresso filo
invece il dual drive ha sia l'ingresso che l'uscita con il tubicino
molto probabilmente è una mia fissa e forse non da nemmeno benefici, ma togliendo parti soggette ad umidità credo che la stampa ne trovi benefici.
-
1. più che un problema è un ottimizzazione, vorrei far passare tutto il filamento all'interno dei tubicini (dal sunlu drybox all'hotend) per evitare che prendano umidità dato che ultimamente il filo se sta fermo per mezza giornata mi si sgretola.
2. vorrei trovare il giusto compromesso per stampare pla, petg e tpu con una configurazione unica.
-
41 minuti fa, eaman ha scritto:
In teoria, in pratica l'asse Y pesa comunque il triplo ed e' quello il limite meccanico.
Certo che comunque meno peso = meno risonanza / gosting. Puoi prendere un orbiter della TL e montare il firmware Klipper che ha un algoritmo per ridurre il ghosting. Oppure fare pace col fatto che la Ender non e' fatta per andare veloce, quando vai piano stampa da Dio.
i dubbi aumentano, a questo punto rimanere con bowden ma con dualdrive, ma a questo porta benefici doppio asse z con 2 motori?
-
ho sbagliato, intendevo il kit per passare al direct
4 minuti fa, eaman ha scritto:Se intendi "hotend" ne trovi qua, stessa marca / store anche per estrusore e altra roba.
Pero' guarda che l'hotend di base della ender per pla / petg va' bene, puoi giusto prendere qualche nozzle di qualita'.
ho sbagliato, intendevo il kit per passare al direct.
ma poi passando al direct dovrei cambiare il motore con un più leggero immagino.
-
per l'estrusore sono in difficoltà, chiaro microswiss e vai sul sicuro, ma vorrei una cosa con un prezzo più abbordabile
-
il peso sull'asse x data dal direct.
approposito di direct, su quale devo orientarmi?
-
Salve a tutti, stavo valutando se passare ad estrusore direct e doppio asse z (doppio motore) sulla mia ender 3 pro.
Lo stavo valutando anche per limitare l'umidità del filamento.
il mio ragionamento è questo, ho un drybox sunlu il pla lo faccio andare direttamente all'estrusore, e avendo più peso sull'asse gli do una mano con il doppio motore asse z.
secondo voi ha senso o no?
-
ho provato ma nulla, fa sempre lo stesso scherzetto, e i cavi passano esterni da tutta l'elettronica. se stampo da sd con octo collegato il problema non si pone.
credo che opterò ad usare octoprint solo come monitoraggio
-
11 minuti fa, marcottt ha scritto:
scusa ma come fai a verificare questo valore percentuale? quella è la velocità di una connessione seriale, che però viene emulata su una connessione usb che è parecchio più performante e non ha sicuramente problemi a gestire 115k... mi sembra un po' strani che tu perda pacchetti...
mi arriva l'allert su octoprint che mi dice che il 22% delle informazioni sono errate o andate perse.
https://community.octoprint.org/t/octoprint-keeps-running-into-communication-errors-and-timeouts/227
https://community.octoprint.org/t/my-creality-ender3-runs-into-a-lot-of-communication-issues/30555
appena torno a casa provo a schermare il cavo usb e vedere come va
-
18 ore fa, eaman ha scritto:
Mi sembra tanto e ampio, io uso tipo:
primo layer: 222
stampa: 215Piuttosto controlla di avere la ventola spenta per i primi3-5 layers, e il primo layer fallo sempre bello spesso (tipo sui 0.22)
ho fatto un po di pulizia alla ruota godronata, tirato le cinte e minacciata di saldare l'asse Z e per ora sta funzionando molto bene, ora sto usando le temp sempre a 200 fisse e il bed a 60
-
primo test di abbassamento bauds è andato peggio, ora mi perde il 22% a 115200.
-
10 ore fa, Killrob ha scritto:
prova a diminuire i bauds di comunicazione
sai ci stavo pensando anche io
-
Ora ho notato un altra cosa, se mando La Stampa con octoprint vedo dal software che mi perde circa 12 / 14% di pacchetti e La Stampa non viene bene, inizia a fare delle righe fuori l'area di stampa
-
Salve a tutti, ora sono qui con un altro quesito.
se collego il rasp alla stampante tramite usb è normale che si accenda da sola? ho fatto una stampa di prova con octopi collegato usb alla stampante, ma ho visto che fa dei movimenti strani mentre stampa (esce dall'area dii stampa e ritorna da sola) cosa che non fa stampando lo stesso file da sd.
-
non so se può essere utile a qualcuno, ho fatto un po di manutenzione tra cui controllo cinte, pulizia estrusore e hotend e ora sembra rinata.
-
Salve a tutti, mi chiamo Manuel e da poco sono entrato nel mondo della stampa 3d.
-
 2
2
-
-
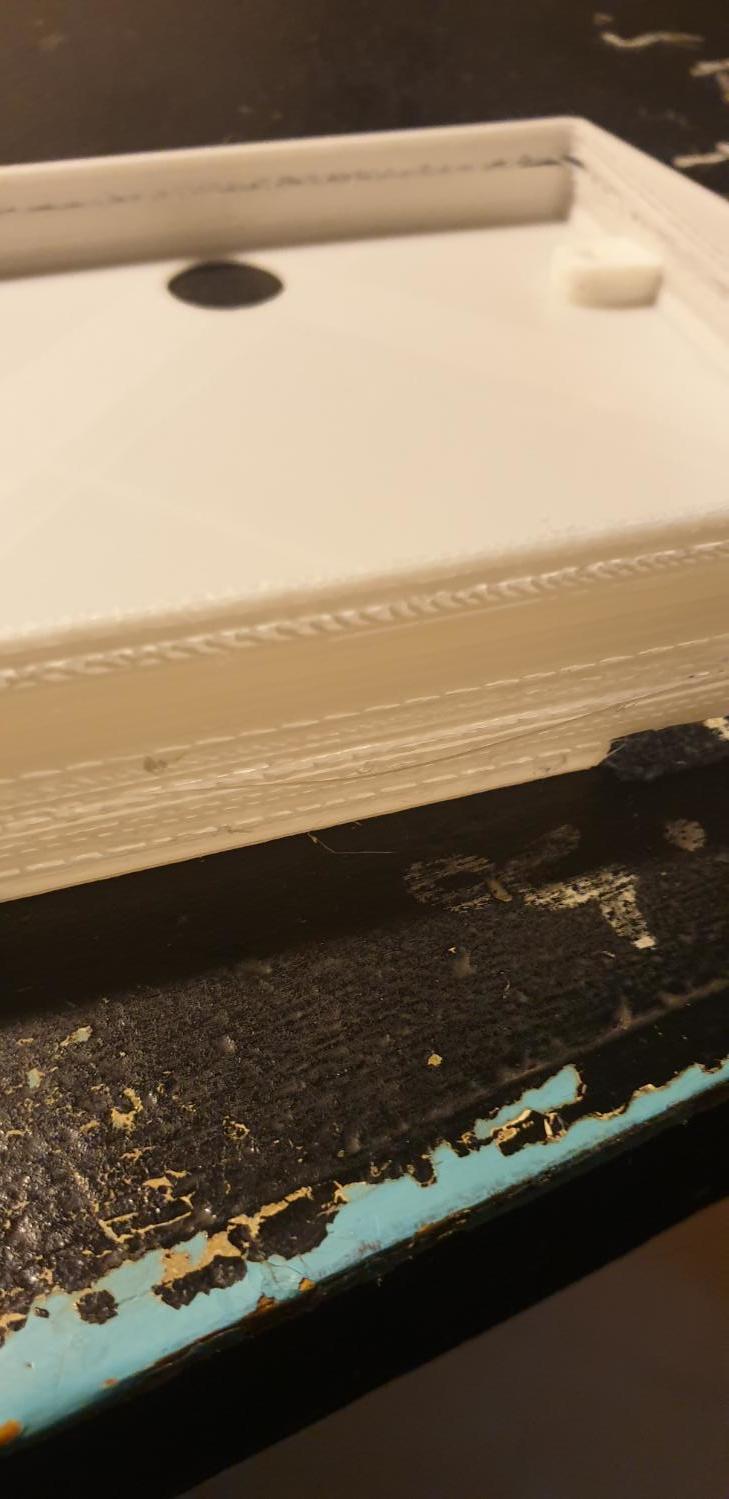
Salve a tutti, ho da poco preso una ender 3 PRO, ho preso un paio di upgrade, tra cui le molle più dure (ottime per la regolazione), il piano in vetro (che non so per quale motivo l'ugello ha toccato sul piatto e diciamo che va ben pulito).
Ora sto notanto che la stampa non è molto soddisfacente, vedo delle imperfezione che non riesco a capirne il motivo, sto stmpando il coperchio posteriore lcd e diciamo che la difficoltà è poca dato che è un quadrato, ma non so perche lo stampa male, ci sono punti dove non c'è filamento, la base è venuta bene ma le pareti no; ho stampanto un pupazzo senza supporti ed è venuto molto bene.
queste sono i dati di stampa da cura:
primo layer: 230
stampa: 200
piano primo layer: 65
piano stampa: 60
velocita: 40
qualità: dynamic 0.16
riempimento: 20%filamento: sunlu pla plus bianco
ho fatto anche la prova di estrusione, e su 100 estrusi ho misurato 97/98 effettivi










Enclosure Ender3 PRO
in Nuove idee e progetti
Inviato
Ma questa impostazione di non far andare avanti il piatto a fine stampa si fa diretta sul firmware o va messo come impostazione sullo slicer?