

Daviderk85
-
Numero contenuti
25 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Daviderk85
-
-
Il 16/2/2021 at 08:01, lan ha scritto:
Ciao @Daviderk85
Fantastico, sei il primo che lo prova, per curiosità cosa hai tenuto e cosa hai modificato?
E quando hai tempo, in pvt, mi spieghi il movimento a scatti?!??! Mai accaduto, giusto per capire
Leo
Il firmware va benone per le mie necessità, il passi/mm sono settati a dover già sul tuo. Per i driver , smontando uno dei tuoi puoi vedere come sono disposti i piedini e risalire da li al lato di installazione, la Vref Che utilizzo è 0.75 per xyz e 0,8 per l'estrusore. Tutti i jumper chiusi , tranne quelli dell'estrusore settato ad 1/16 (trovi i vari schemi di settaggio su google con facilità). La stampa è migliorata enormemente, movimenti fluidi e monte meno vibrazioni.
-
1 ora fa, Daviderk85 ha scritto:
Provo a reimpostare 🙏🙏🙏🙏
Driver sistemati, non credevo che spendere 10€ di driver, avrebbe cambiato così radicalmente il comportamento della macchina. Ora inizio a fare stampe più dettagliate e vi aggiorno grazie @Marco B., impagabile, e grazie ovviamente a @lan che se non fosse per il suo firmware l'avrei buttata dalla finestra sta NG.
-
 1
1
-
-
1 ora fa, Marco B. ha scritto:
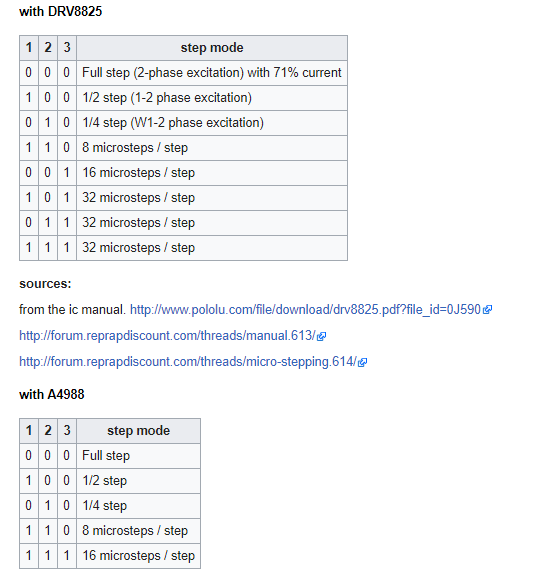
Ti giro la tabella comparativa per l'impostazione dei jumper sulla rumba (anche se immagino che tu l'avrai già sott'occhio) La dimostrazione di ciò che ti dicevo a proposito dello spingere il microstepping al massimo che in relazione allo stesso motore non sempre porta giovamento. Considera che di fatto la maggior coppia di un motore stepper (sia in movimento che in mantenimento di posizione) si ottiene pilotandolo in full stepping, va da se che se il motore è già "impiccato" (nel senso che ce la fa a mala pena) aumentandogli il microstepping gli hai tolto potenza e sicuramente perde passi.
Lascia pure sull'estrusore il DRV8825 , aumentagli la vref a 0,8 ma imposta il microstepping a 1/16 (pari al funzionamento precedente), se il motore non ha problemi scommetto che le cose miglioreranno. Ricorda di riportare nel firmware il valore di step/mm precedente.
Io su E ho lasciato il vecchio A4988 impostato di fabbrica a 1/16 ma il motore l'ho cambiato perché perdeva passi ,quelli originali sono motori dai 0,4A/fase, finché sono nuovi o con poche ore di stampa se la cavano ma non dimentichiamoci che al loro interno c'è un magnete permanente che anche solo fisiologicamente cala la sua carica magnetica , figuriamoci se li si mette sotto torchio un po. Se guardi i migliori e blasonati estrusori , hanno tutti una riduzione meccanica per aumentare la potenza di spinta del filo. Qui la trazione è diretta quindi la potenza ci vuole tutta.
Ciao , fammi sapere

Provo a reimpostare 🙏🙏🙏🙏
-
19 ore fa, Marco B. ha scritto:17 ore fa, Marco B. ha scritto:
I motivi alla base del cambio dei driver sono : aumentare il microstepping per ridurre il rumore e le vibrazioni che a volte "segnano" anche la stampa, oppure come nel mio caso per ottenere un aumento di potenza sull'azionamento di un asse. Sarebbe stato inutile passare ad un motore con un valore di A/fase superiore per poi pilotarlo con una corrente limitata dal vecchio driver, ti pare ?
Allora ho sostituito tutti i driver. Lasciando tutti i jumper chiusi come per i precedenti driver. Regolato vref a 0.75 per tutti. I motori x-y-z hanno richiesto il raddoppio dei passi e fin qui tutto ok, la stampante si muove egregiamente e senza scatti. L'unico problema è l'estrusore che pur avendo raddoppiato i passi, estrude diciamo al 50%. Quindi mi domando se ci sia da modificare i jumper o la vref, perché quadruplicare i passi non mi sembra una buona idea.
Help me
-
34 minuti fa, Marco B. ha scritto:
Il motore va bene , i valori di step/mm non vanno variati se imposti per i drv8825 lo stesso microstepping impostato ora con i driver A4988. Es se ora (vado a memoria) é impostato un microstepping di 1/16 , se posizioni i jumper (sotto ai driver, dopo averli estratti troverai una terna di jumper da impostare) per i drv8825 per lo stesso 1/16 , nel firmware non dovrai cambiare nulla (guardati i datasheet di entrambi i driver ), se vorrai impostare diversi valori di microstepping allora dovrai intervenire cambiando il valore di step/mm nel firmware. Il trimmer sul driver va regolato , si tratta della vref , domani sarò in laboratorio, guardo le mie note e ti comunico i valori che ho impostato io. Considera che un microstepping elevato riduce la rumorosità ma diminuisce potenza del motore e la precisione di posizionamento. Io per l'Y ho lasciato un valore di 1/16, per lo Z ho impostato un valore di 1/8
Ad ogni modo vorrei passare ad 1/32 sia per X che Y. Mantenendo una suddivisione 1/16 come nei vecchi driver, qual'è il reale beneficio di installare driver diversi? Non è una critica ma sono curioso di capire.
-
1 ora fa, Marco B. ha scritto:
Ecco Davide
Il motore da 2,5A/fase che ho montato sia per l'asse y che lo z é (da 2,5A/fase , allora l'ho trovato solo su reprapworld , su Amazon ne ho trovato uno da 1,7A/fase che poi ho montato come spingifilo).
Attenzione, se la tua NG é costruita come lo era la mia, la puleggia attuale dell'Y é fissata a pressa sul perno dell'attuale motore ed inoltre ha un passo inferiore rispetto al GT2. Io avendo cambiato rapporto ho usato un kit simile a questo già abbinato : https://www.amazon.it/Dpofirs-puleggia-Stampante-sincronizzazione-fresatrice/dp/B08RDGQ9PJ/ref=mp_s_a_1_fkmr1_1?dchild=1&keywords=puleggia+gt1%2C5+20+denti&qid=1613332980&sr=8-1-fkmr1
i driver che ho utilizzato sono gli stepstik DRV8825 :
https://www.amazon.it/DollaTek-Stampante-Stepstick-DRV8825-Passo-Passo/dp/B081JM828X
buon lavoro
Grande Marco. Ho trovato questo su Amazon https://www.amazon.it/dp/B07TKXHFLC/ref=cm_sw_r_cp_apa_i_40TC0SZ70E67T47NSMT0 ma i valori di volt e amperaggio sono più alti. Vorrei capire se posso utilizzarlo senza complicazioni.
Poi per i driver (sui quali ho visto una vite di regolazione) , e per il nuovo stepper, vanno effettuate tarature o regolazioni particolari? Apparte una nuova regolazione step-mm.
-
14 ore fa, Marco B. ha scritto:
Anche aggiungendo un secondo motore é abbastanza drastico. In prima battuta potresti sostituire il motore Y attuale con uno più potente ( e relativo driver io ho montato i DRV8825) poi vedi se ti basta il miglioramento (forse ho ancora il link per il motore che ho montato) . Per la ventola , in fase di slycing puoi gestirne la velocità, o sono io che non ho compreso il problema. In IdeaMaker addirittura gestisci diverse velocità in diverse fasi della stampa
in realtà ho provato ad inserire valori di controllo della ventola , tramite ideamaker. Ma sembra che vengano ignorati. Comunque l'idea di sostituire lo stepper ed il driver mi sembra appetibile. Ma si , avrei bisogno di indicazioni di acquisto, volendo cambierei proprio tutti i driver.
-
56 minuti fa, Marco B. ha scritto:
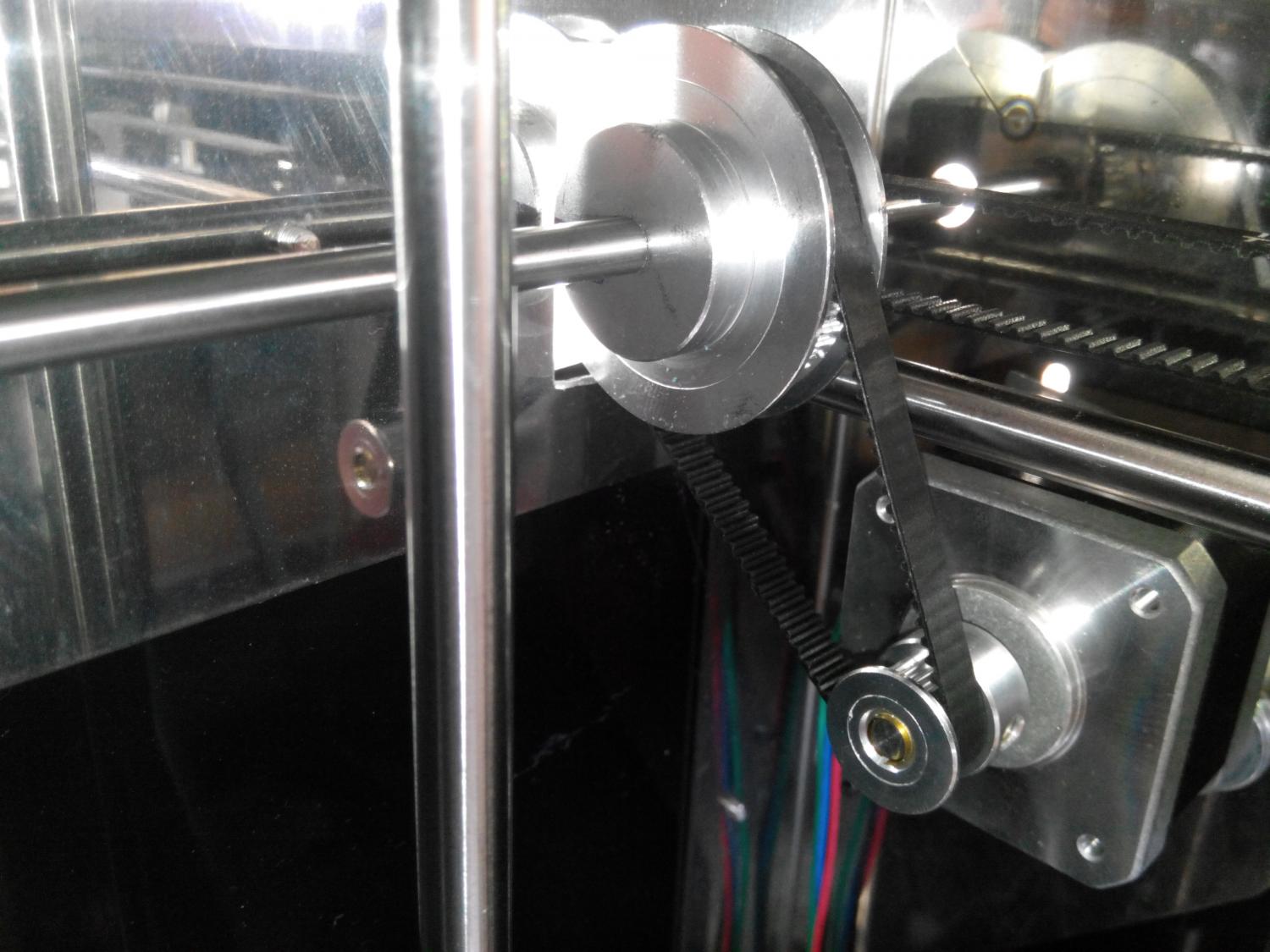
Non ti serve il secondo motore per l'Y ti serve una modifica come questa in foto (già postata da me precedentemente), passi da una trasmissione 1:1 a 1:3 , quindi aumenti il valore di step/mm dell'Y triplicandoli. In questo modo triplici la potenza sull'asse Y senza aggiungere un motore e relativo supporto e pulegge. Per l'hot end, é ovvio che se aumenti il flusso d'aria e lo dirigi proprio verso di lui faticherà a raggiungere la temperatura , quindi occorre proteggerlo dal flusso diretto con un deflettore o quantomeno con quelle cower in silicone. Guarda più indietro in questo stesso topic , trovi anche qualcosa che ho postato relativo alla ventola .
Per il motore aggiuntivo era una semplice valutazione, e per le pulegge non mi andrebbe di fare una modifica così drastica. Sul flusso d'aria ho già fatto una schermatura ma volevo diminuire comunque il flusso in generale per avere si raffreddamento del materiale ma senza sottoporlo allo stress di un flusso d'aria eccessivo, che crea problemi nei tratti di ponti e sbalzi. Volevo giusto capire se con un dimmer fisico risolvo.
-
Parlando di ventole, ho montato una turboventola per migliorare il raffreddamento, ed ora ovviamente il flusso d'aria oltre che raffreddare troppo, è proprio distruttivo nella stampa. Cercando la maniera di dimmerare la ventola via gcode, mi sono reso conto che in realtà ho solo on-off. Al che ho deciso di prendere un dimmer fisico. Il mio ragionamento è giusto, oppure c'è qualche astrusità elettrotecnica che devo sapere?
Aggiungo anche, che sto pensando ad un doppio motore per la Y. So che ne avete già parlato ma non nel dettaglio. Avete consigli sul tipo di motore o accorgimenti eventuali da prendere.
-
1 ora fa, lan ha scritto:
Con marlin devi solo modificare i files Configuration.h e Configuration_adv.h non toccare altro se non sai come fare!
Non so come intervenire nello specifico. Ad ogni modo ho provato a compilare un marlin di base e non ho avuto problemi, quindi almeno so di non avere problemi con VScode.
-
3 ore fa, lan ha scritto:
Ciao @Daviderk85
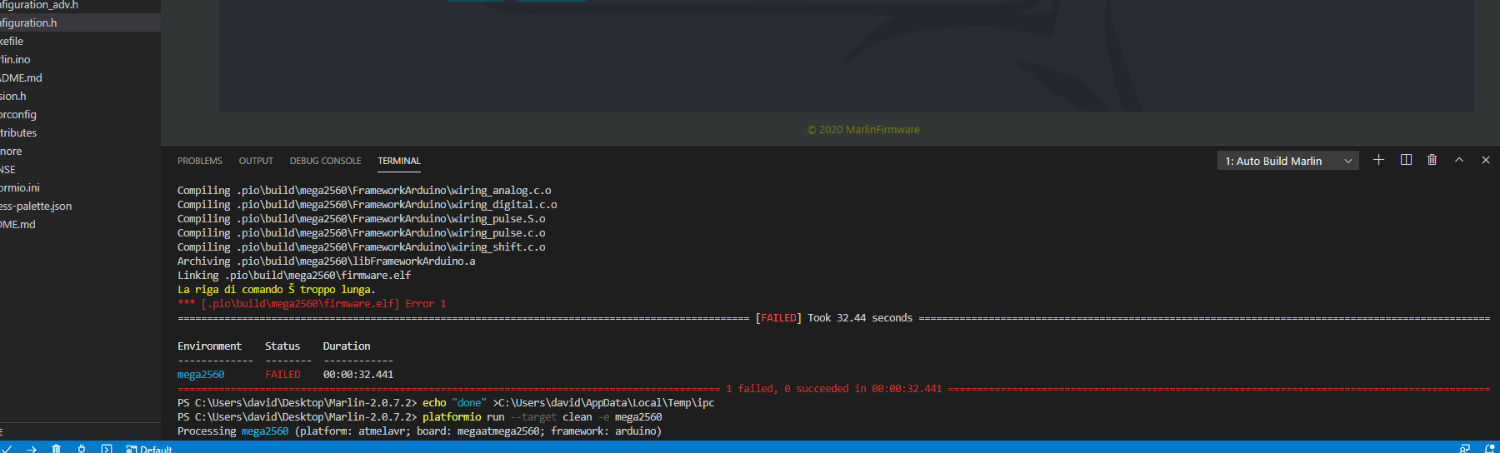
Non uso windows, ma da quello che leggo la riga di compilazione è troppo lunga. Così a stima dovresti provare a ridurre la profondità dei percorsi di compilazione spostando o muovendo in altri percorsi tutti i programmi inerenti arduino ed i sorgenti.
Per quel che riguarda le modifiche via sw c'è sicuramente la parte riguardante il controllo temperatura e il controllo delle accelerazioni che dalla versione 1.1 (se non erro) è stata molto migliorata.
Leo
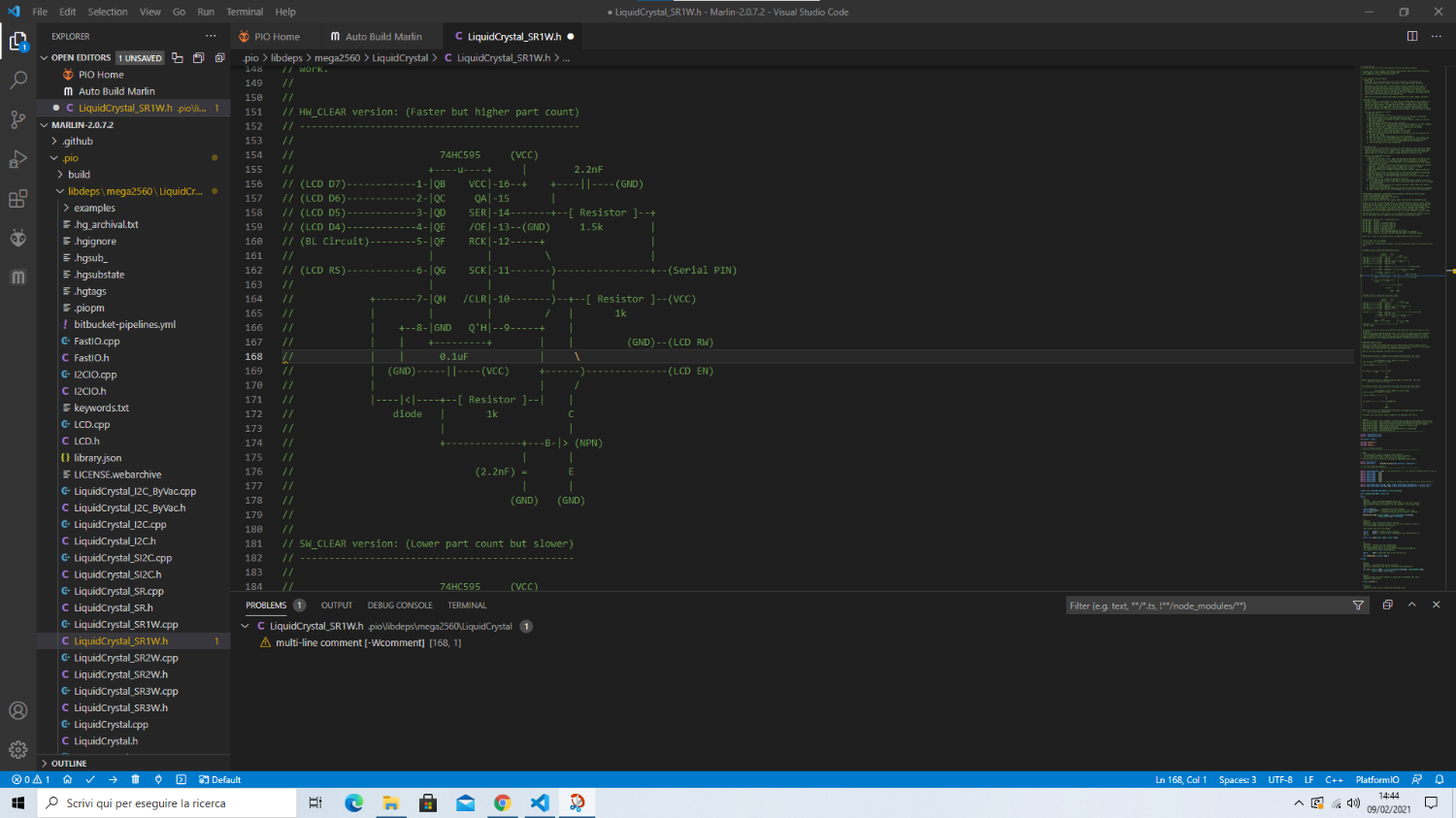
Non essendo in grado al momento di modificare concretamente il codice (mancanza di competenze) ti giro il dettaglio dei file che credo provochino l'errore. Volendo sono anche aperto a consigli sull'utilizzo di altre piattaforme o metodi di compilazione.

-
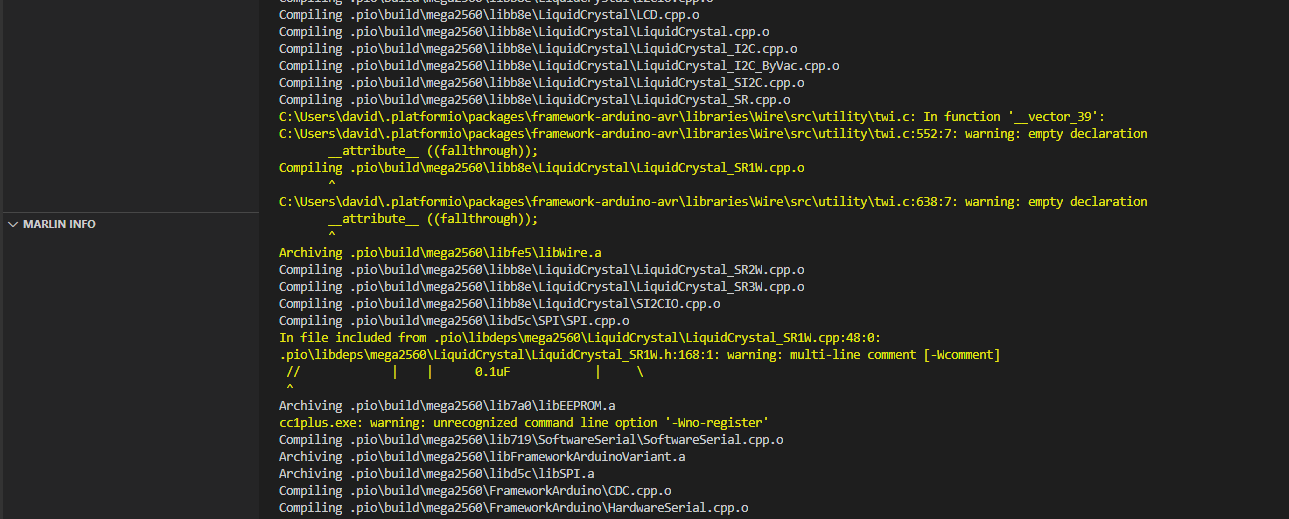
Ad ogni modo mi hanno detto come ricompilare la riga di comando che abiliti il classico jerk, l'unico problema è che dopo essere riuscito a compilare con successo il firmware che ho ora installato, non riesco più a fare nuove compilazioni, ne con la mia modifica minima , ne tentando con i config di @lan.
Ottengo sempre questo errore. Avete avuto problemi simili nel ricompilare i firmware delle vostre NG?
-
5 minuti fa, Marco B. ha scritto:
Davide , magari se fai una stampa tua e poi posti qualche foto in più è possibile che riesca a suggerirti qualche soluzione ( da questa foto si vedono anche problemi di warping, di retraction e magari un po di gioco negli azionamenti degli assi x-y o una velocità troppo spinta )
Io ti porto la mia esperienza , non essendo un esperto informatico come Ian , io intanto ho eliminato tutte le problematiche hardware della NG (come avrai visto) e avendo cambiato il microstepping dello Z ed alcuni rapporti di trasmissione, sono intervenuto nel firmware solo per cambiare i parametri di step/mm utilizzando il software più "arcaico" (ma a me familiare) legato alla stampa 3D e cioè REPETIER HOST , non ho mai toccato le accelerazioni impostate di default. Per memorizzare i nuovi parametri step/mm nella eprom della scheda ho utilizzato un laptop un po datato con OS WinXp e con qualche tribolazione nella comunicazione tra PC e RUMBA sono riuscito nell'intento.
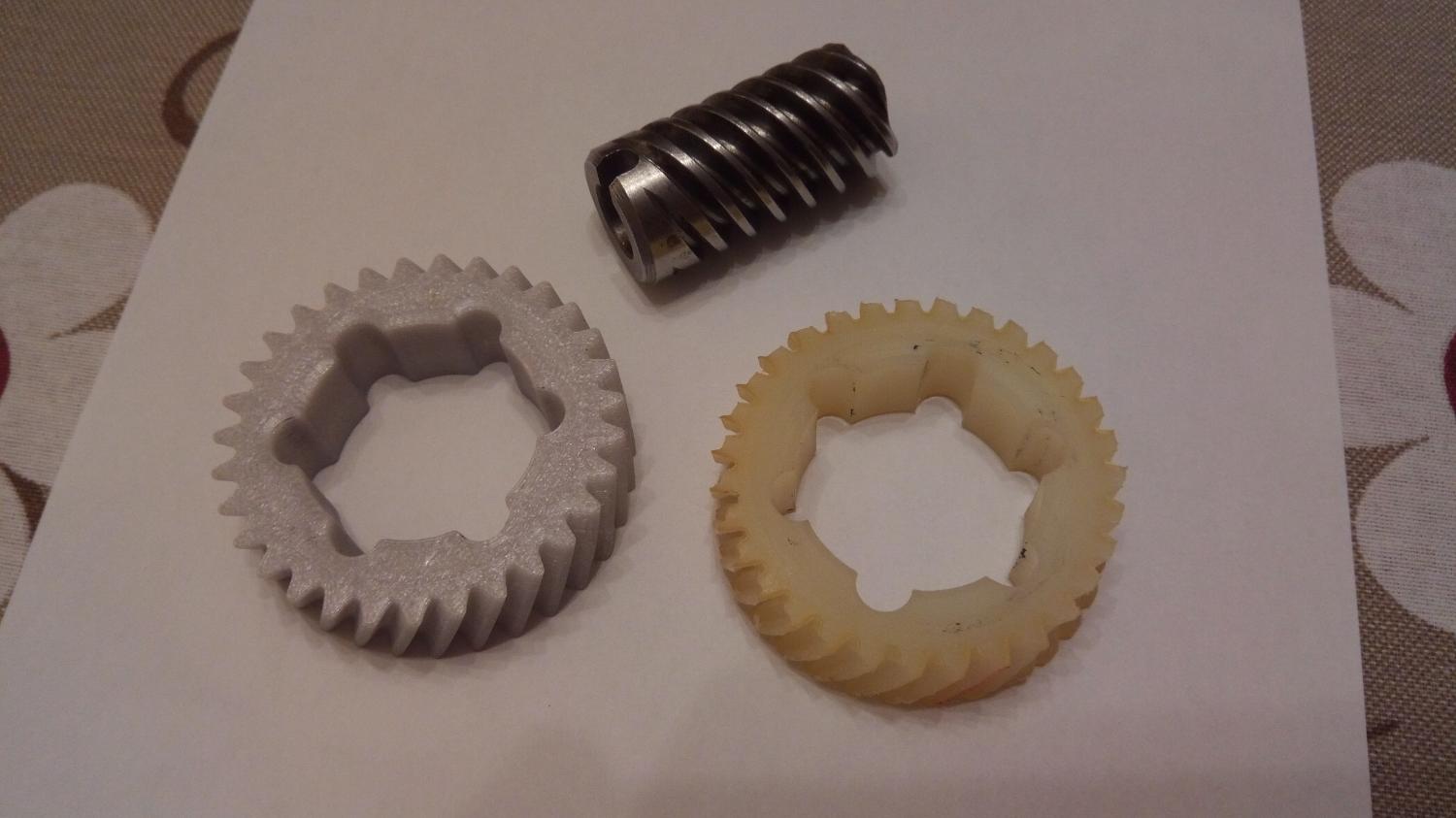
Questa sotto è una foto presa a caso (un ingranaggio ricostruito) fatto con una macchina a cui sono state fatte migliorie per il 90% di tipo meccanico e per un 10% di tipo elettrico ( Driver Z , 3 motori con qualche ampere in più per fase, ventola centrifuga invece di quella radiale)
Capisco cosa intendi, comunque su Facebook pare che qualche santo mi abbia indicato come riattivare il jerk
-
16 ore fa, Marco B. ha scritto:
Daviderk85 nel profilo principale , nel tab "riempimento solido ti ho attivato il parametro "STRIRATURA" che io uso molto , si tratta di un trattamento lisciante dell'ultimo layer che rende la superficie superiore del modello molto bella e liscia.
Considera comunque di controllare ed adattare un po tutti i parametri , un esempio il PET io lo stampo a 232° , con piatto a 55° e con ventola a canna (ed io ho una ventola modificata).
@Marco B., sto smanettando su ideamaker, i vari problemi di layer risolti, calibrato step-mm di ogni cosa si muova nella stampante. Ora sto sbattendo la testa molto forte sugli spigoli degli oggetti che stampo . Classico problema di regolazione della accelerazione e jerk. Ho notato che i il Marlin 2.0> offre il solo parametro di Junction Dev; che sembra essere una specie di jerk adattivo e lavora particolarmente male su sistemi 8-bit.
Ho notato che le tue stampe , sembrano esenti da problemi di questo tipo. Vorrei sapere (migliorie meccaniche a parte) premettendo che la stampante meccanicamente sta bene e le cinghie sono ben regolate, dove posso andare ad intervenire o se esiste un modo di bypassare il "junction dev" o se devo imprecare sinchè il signore non mi donerà la lucida follia di defenestrare la mia NG.🤢🤢
Non è questo il mio cubetto , ma in sostanza il problema è quello , un poco di ghosting e qui angoli sono un pelo squishy.
Anche @lan, tu che di firmware sicuro ne sai più di me, hai qualche suggerimento?
P.S. comunque se vogliamo creare una stampante made in italy low cost, voglio far parte della cordata 🙂
-
Il 31/1/2021 at 02:23, Marco B. ha scritto:
Posso capire , anch'io non ho mai avuto grandi soddisfazioni da Slic3r ecco perché ho cercato fin da subito delle alternative. Per parecchio tempo ho usato profiquamente Kisslicer (spartano ma efficace) dalla versione 1.5 gratuita, passando per la 1.6.3 sempre gratuita arrivando addirittura ad acquistare a fine 2018 la versione Kisslicer Premium 2.0. Da Kisslicer sono passato ad IdeaMaker (penso dal 2019 quando non era tanto conosciuto ed apprezzato come ora) che uso tutt'ora. Il mio consiglio è di scaricarti l'ultima versione di IdeaMaker e di prenderci confidenza perché è molto semplice da impostare per la propria stampante.
Qui sotto trovi :
- il profilo stampante IdeaMaker per la NG (NG 1-export.printer)
- il profilo stampante Kisslicer per la NG (NG.ini)
- un file gcode già pronto da stampare relativo ad un cubo di 20x20mm con riempimento al 15% e 4 perimetri , layer 0,3mm , 20 layer per entrambe le superfici inferiore e superiore. Stampando questo file capirai se il tuo problema è proprio nel Sw di slycing
Guarda anche questi video:
NG 1-export.printer 2 kB · 3 download NG.ini 3 kB · 3 download CUBO PIENO TEST NG.gcode 296 kB · 4 download
Ciao Marco, sto provando a far qualcosa con ideamaker , ma vedo che oltre al profilo che mi hai inviato , viene richiesta la creazione di un ulteriore profilo, e volevo chiederti se hai qualcosa da inviarmi per avere una base di partenza. Grazie 😅
-
Il 31/1/2021 at 17:01, lan ha scritto:
Ciao @Marco B.
Grazie delle info, io sto usando da tempo Ultimaker Cura... ma ne provo volentieri un altro!
@Daviderk85 hai poi visto la configurazione per il firmware ??Si e volevo ringraziarti, mi hai salvato dalla frustrazione di dover usare il loro maledetto firmware chiuso.
-
Il 29/1/2021 at 05:39, Giuapau ha scritto:
Ciao, posso sapere quale pasta hai preso?
grazie.
Semplice pasta termica, quella che si usa per metterete a contatto processore e dissipatore. Nel nostro caso invece la si usa per avere una buon lettura del bed.
-
Salve genti, scusate se sono ot, volevo sapere quali slicer utilizzate e se avete profili da passarmi (ovviamente per la mia odiata/amata NG). Ho un curioso problema con Slic3r. Di tutti i solid layer vengono stampati solo quello sul bed e sul top, in pratica la stampante fa ugualmente il movimento per i suoi 2-3 solid layer, ma il motore spingifilo è fermo. Quindi immagino siano errori nella generazione del gcode. Perché poi la stampante per tutto il resto funziona perfettamente a questo punto fanc*lo Slic3r. Tenete nche conto che al livello di bed leveling sono perfetto.
-
Adesso, Marco B. ha scritto:
Ops, è passato molto tempo , può essere che la puleggiua da 60 denti abbia il foro di 6mm
Comunque sto vedendo che l'alternativa migliore è l'acquisto di una puleggia con foro 6,35 , sembra l'unico con una tolleranza fattibile.
-
Sai misuravo l'asse lungo , quello che ospiterà la puleggia a 60 denti. Lo spessore è 5,8 😕
-
16 minuti fa, Marco B. ha scritto:
Ecco i link anche se non so se siano ancora validi , eventualmente cercherai prodotti di pari caratteristiche.
https://www.amazon.it/gp/product/B071RM71FY/ref=ppx_yo_dt_b_asin_title_o03__o00_s00?ie=UTF8&psc=1
https://www.amazon.it/gp/product/B0728K67NV/ref=ppx_yo_dt_b_asin_title_o02__o00_s00?ie=UTF8&psc=1
https://www.amazon.it/gp/product/B01MTBOT35/ref=ppx_yo_dt_b_asin_title_o02__o00_s00?ie=UTF8&psc=1
Considera che cambiando il rapporto di trasmissione con rapporto 1:3 , dovrai poi cambiare il valore degli step/mm del motore Y nel firmware, moltiplicando il valore attuale per 3.
Buon lavoro
Grande Marco, in sostanza vedo che hai preso una puleggia con asse interno da 5mm . Sto anche lavorando su una maggiorazione del contatto tra piatto riscaldante e sensore di temperatura, ho acquistato della pasta termica per farlo.
Credi possa andar bene?
-
Salve a tutti, sono anche io un disgraziato possessore di sharebot ng. Pensavo di fare la modifica della puleggia a 60 denti sull'asse Y. Volevo chiedervi se avete riferimenti per l'acquisto, guardando su Amazon ci son diverse opzioni, ma sono molto dubbioso sul diametro interno della puleggia, non riesco a trovare una misura che sia adeguata, all'albero si installazione.
Vi ringrazio anticipatamente.

Problema temperatura 248 gradi hotend freddo
in Sharebot
Inviato
Salve cari amici che condividete con me la tristezza di avere una sharebot NG 😉 oggi nuovo problema.
Ho una rumba-ramps 1.4.
Sino a ieri tutto ok. Oggi accendo la stampante ed appena accesa ho una temperatura di 248 gradi all'hotend, ovviamente freddo. Anche staccando il termistore da board è riavviando sempre stessa temperatura. L'unica cosa che ho fatto è tra ieri e oggi, aggitarla una paio di volte per far venire giù dei pezzettini incastrati sul fondo, ma niente urti o cose simili. Per scrupolo ho anche modificato il firmware per utilizzare il pin della board t2 anziché t0. Ma pure questo mi ha dato il medesimo risultato. Sto anche pensando di sostituire la Board con un skr 1.4 ma non so quanto sarebbe complicato adattare il firmware. Grazie a tutti.