

Dave
-
Numero contenuti
26 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Dave
-
-
Salve a tutti,
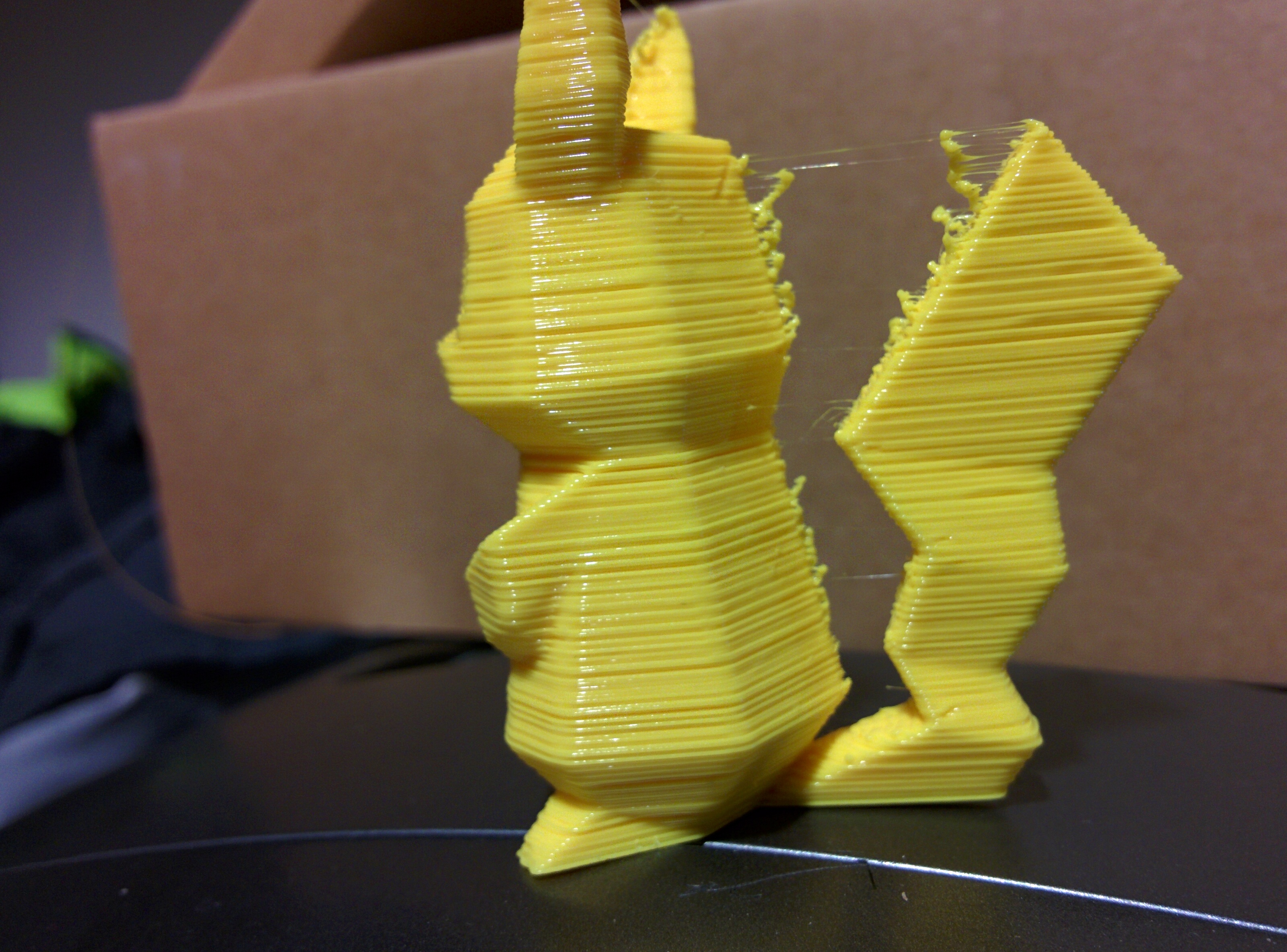
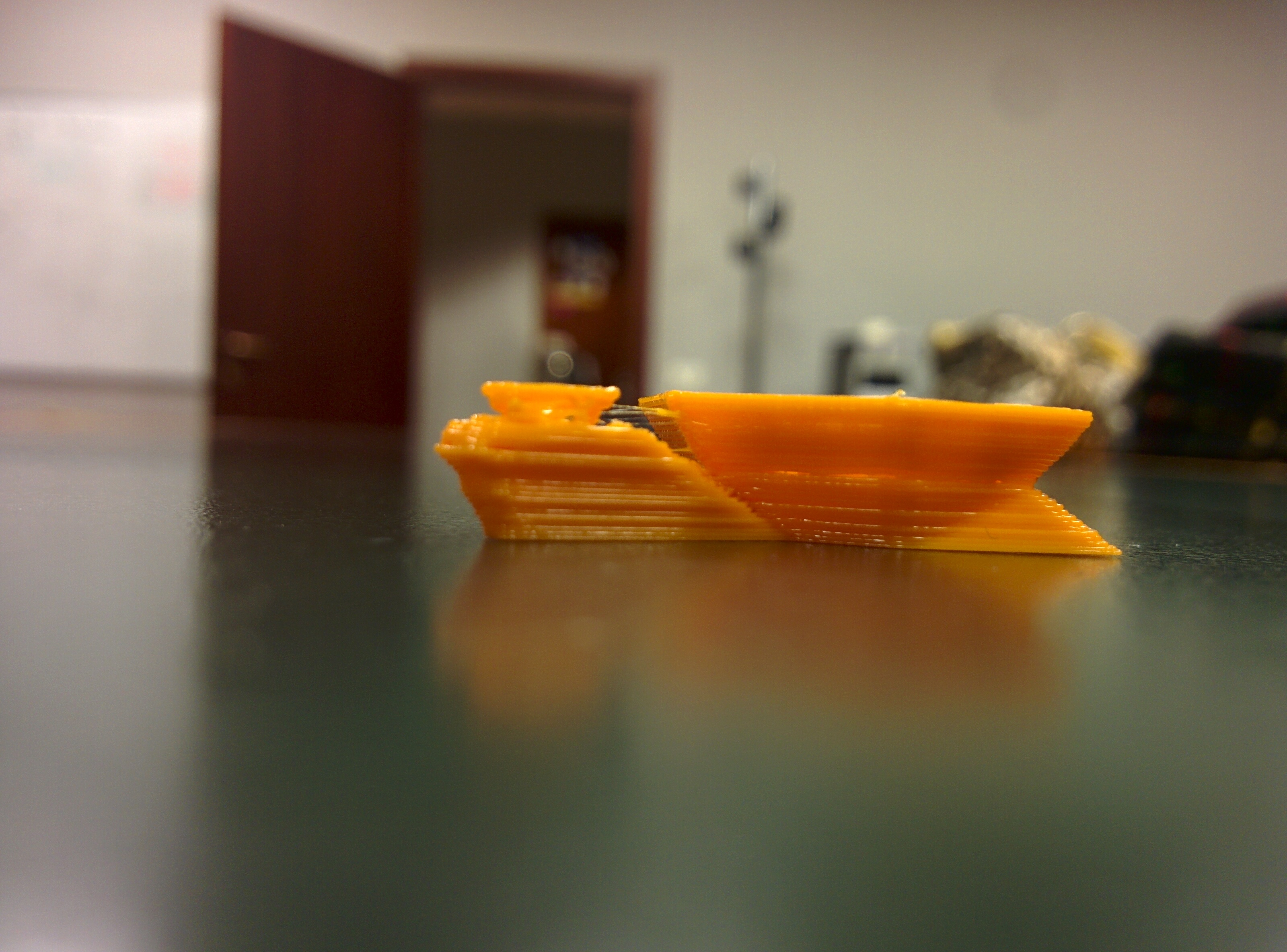
sto avendo qualche problema nella stampa di questo pezzo con supporti.
Anche con la ventola al massimo sin dal primo layer, la parte che sembra "bruciata" si gonfia, suppongo non riesca a dissipare abbastanza velocemente il calore in quella parte.
Qualche consiglio?

-
Velocità 40mm/s , nozzle 0.4 ( ho cambiato macchina ) , minimal layers time 20 e temperatura 185°.
------------------------------------------------------------------------------------------------------------------------------------------------------------
Ho stampato il dettaglio con la macchina con il nozzle 0.5 , stessi parametri sopra.
Possibile che da 0.4 a 0.5 cambi così tanto? ho paura che la macchina con il nozzle da 0.5 ha qualche parametro che non va...
Altra cosa, la macchina 0.5 ha la temperatura un po' ballerina, salta di +-6°... in continuazione rincorre i 185° fissati.
-
48 minuti fa, BMaker dice:
Dave, sei sicuro di avere l'ugello da 0.5mm? Avevo capito fosse sa 0.4... controlla che sia impostata bene la dimensione dell'ugello in Cura e che lo spessore dei perimetri sia un multiplo dell'ugello. Non credo sia un problema di slicer, piuttosto di parametri
Sent from my iPhone using Tapatalk
Si si 0.5.
Cura ti avverte se hai valori nn multipli.
Se vuoi vedere i miei valori, basta che carichi il mio profilo nel tuo cura, così sono più leggibili che dal file di testo.
Stavo pensando di stampare ad una velocità ancora inferiore, giusto per capire se migliora.
-
1 ora fa, 3Dmoskcustoms dice:
si ho visto. per quello ti dico. quindi se hai un ugello da 0.5 e nel oggetto da stampare hai una parete da 0.3 ti fa stampare da 0.5 o non ti stampa proprio dipende da programma che fa slicing, e ad esepio se hai una parete da 1.2mm ti fa solo due passi da 0.5 e in mezzo avrai un spazio vuoto da 0.2mm.
hai anche provato a cambiare il programma del slicing?
sei sicuro che tutte le cinghie son ben tirate?? sembra che ogni layer ha un po' di gioco.
Mi sai dire qualche programma di slicing valido ed alternativo?
Proverò a controllare bene tutti i tiranti.
-
3 ore fa, 3Dmoskcustoms dice:
magari ugello troppo grande che non riesce a far ste robe piccole? non hai provato a cambiarlo?
Ho un ugello da 0.5.
Scusami, spiegami come la dimensione dell'ugello può interferire sulla caduta del materiale correttamente, nei pezzi piccoli quello è il mio problema.
-
Optimus, http://goo.gl/SF1LWd .
Eccoti i settaggi di cura: http://goo.gl/TJ7vuC
Da questi settaggi di base, ho semplicemente inserito le modifiche che ho riportato sotto ogni pezzo.
-
2 minuti fa, 3Dmoskcustoms dice:
e il livello di piatto apposto?
Fa l'auto level ogni volta prima d'iniziare a stampare.
-
Terrò a mente i tuoi consigli, spero che essendo nuova non serva manutenzione nell'immediato.
Più che altro mi domando, se non attacca bene nei punti piccoli, o va troppo veloce nello spostarsi ( accelerazione ) e non lascia che il filamento tocchi la base, oppure il filo non esce poi così velocemente.
Qualche idea?
-
2 ore fa, cavalieresenzafilo dice:
il pla che usi ha preso umidità?
se hai un pò di abs mettilo e stampalo con l'abs cambiando la temperatura a 240° e vedi se anche con abs stampa così
controlla che il motorino che spinge il filo sia ben stretto e che il filo venga tirato come si deve non vorrei che non stampassi perchè il filo slitta
Sta tutti i giorni in laboratorio, considera che il clima emiliano è 100% umidità.
Possibile che si noti così tanto in particolari punti? sopratutto ed esclusivamente in punti 'piccoli'.
-
1 ora fa, cavalieresenzafilo dice:
ma non è che l'estrusore è otturato parzialmente?
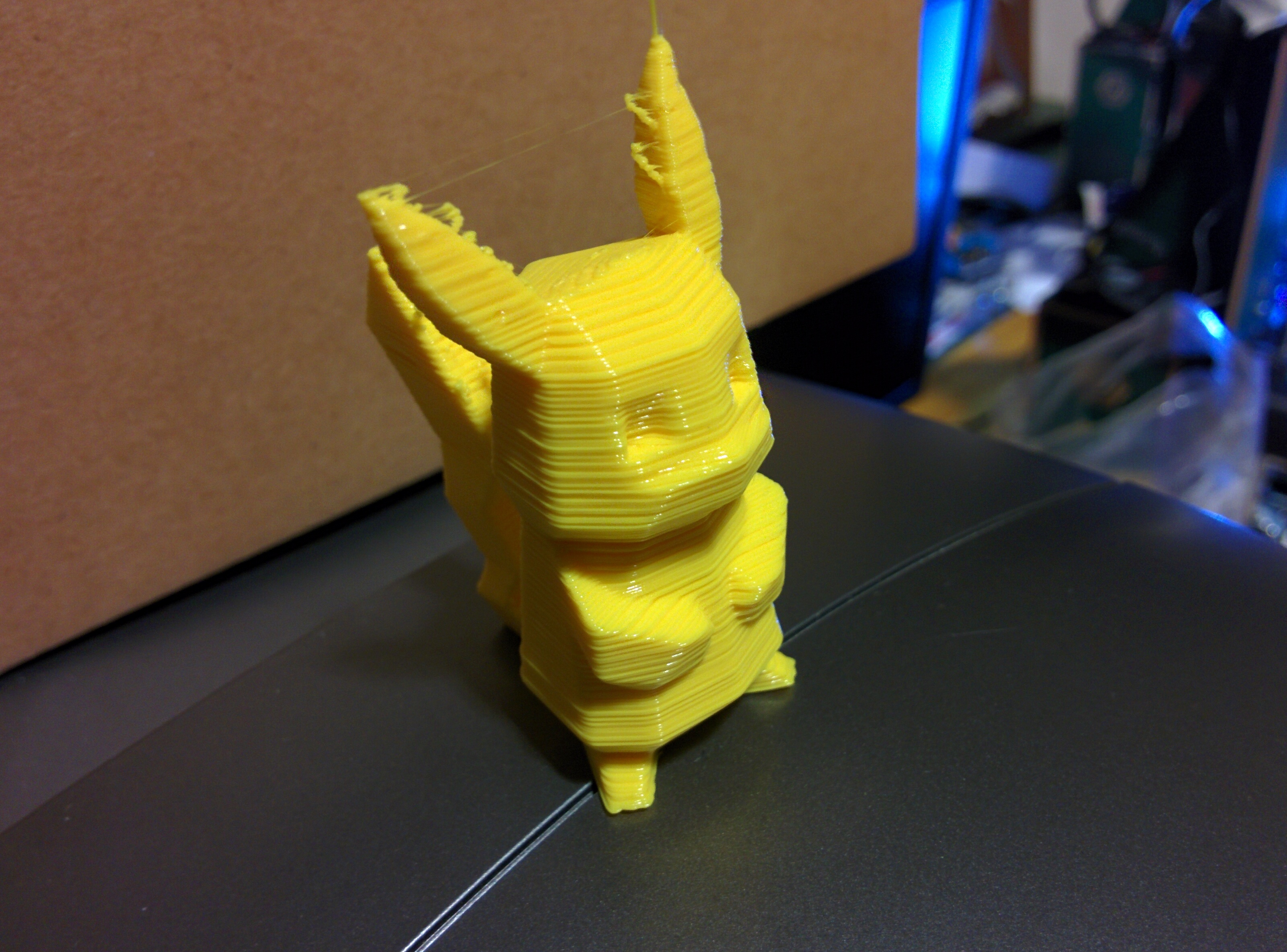
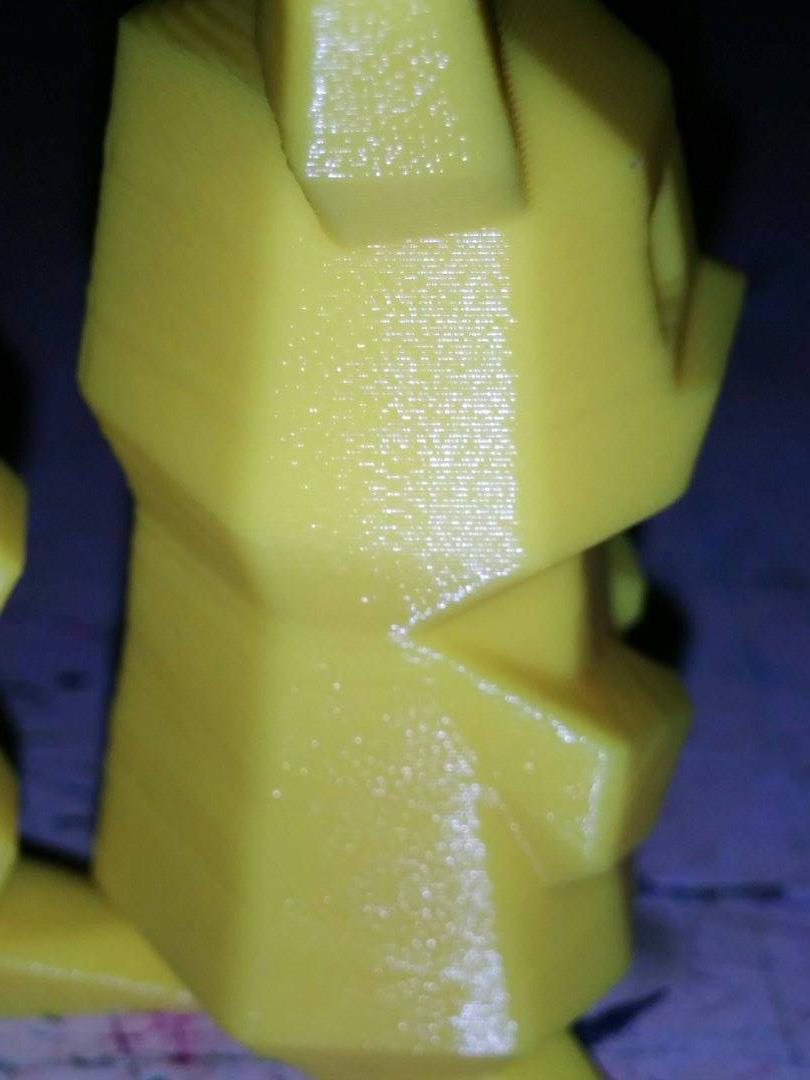
A me sembra che nei punti più piccolini, come la parte stretta della coda, il materiale non cada al suo posto ( nella foto si vede molto bene, è in aria! ).
Non capisco se sia colpa della velocità, o della temperatura d'estrusione.
NB: sulla velocità è impostata su 60mm/s, dalla manopola della stampante abbasso tutto del 50%.
-
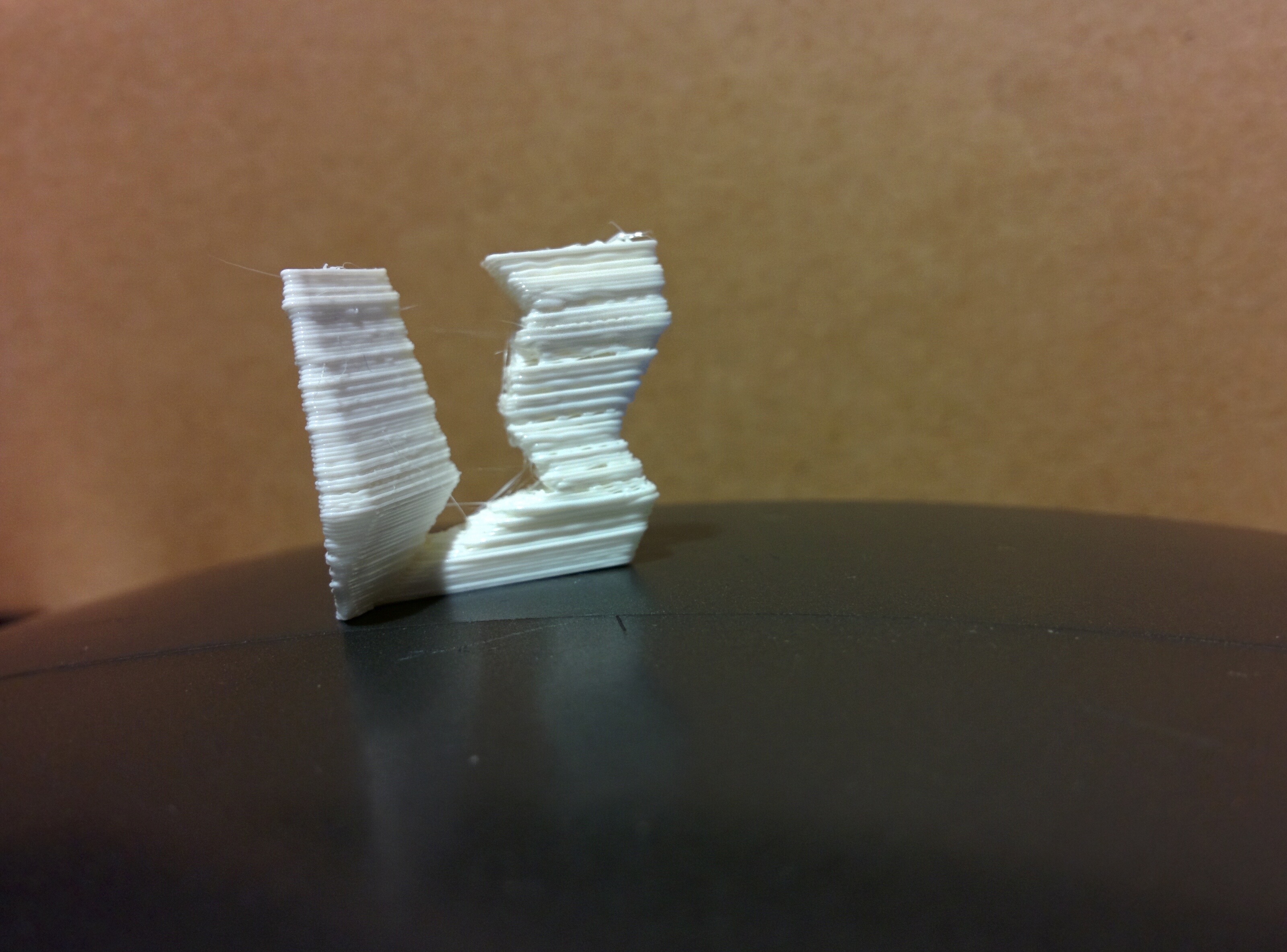
Temperatura: 190°, flow: 100% e velocità: 30 mm/s , ho dovuto fermare la stampa perchè nella parte stretta della coda lavora malissimo.
Sostanzialmente non attacca un layer sopra l'altro in quel punto.
Qualche idea su come risolvere?
-
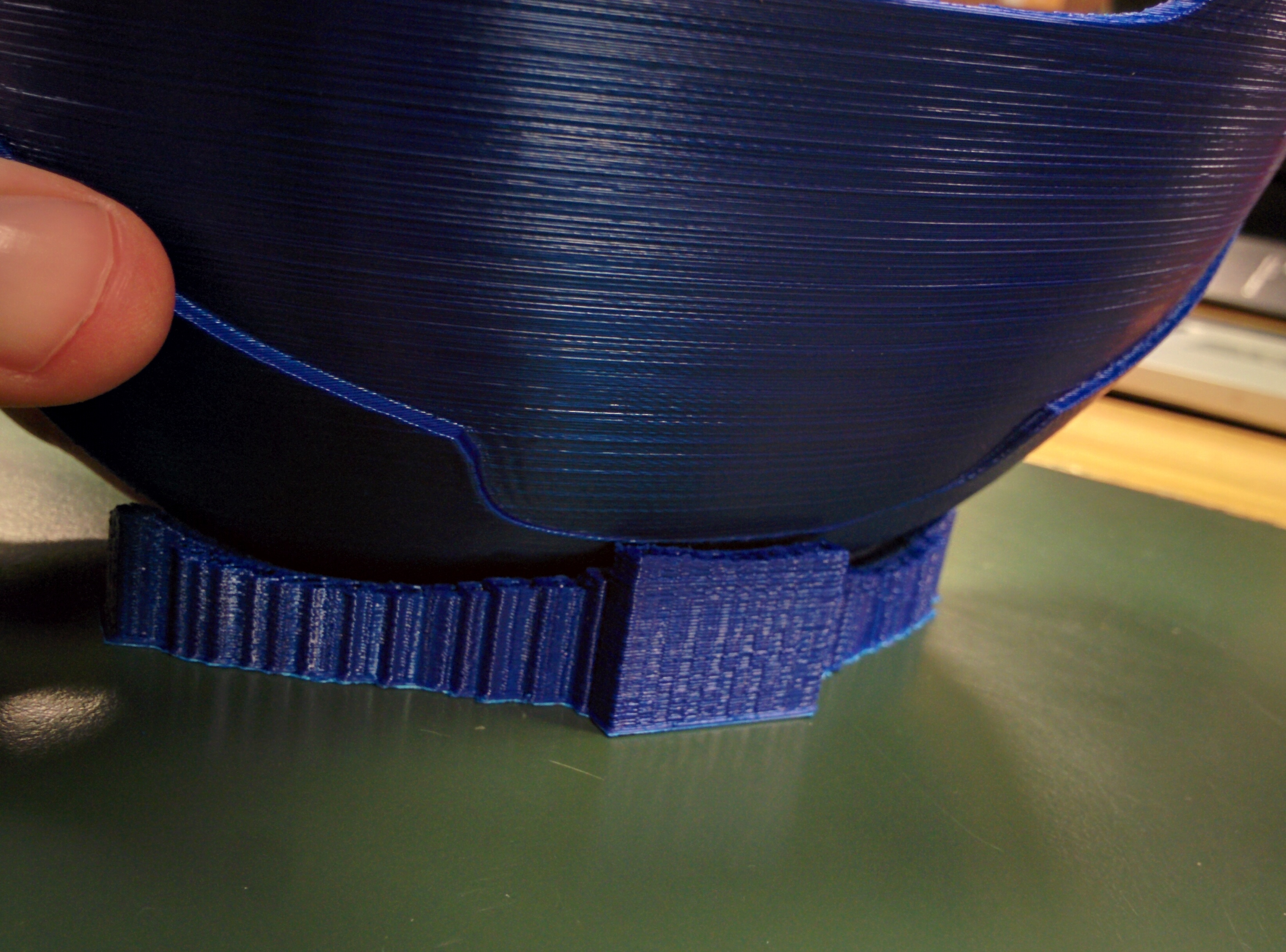
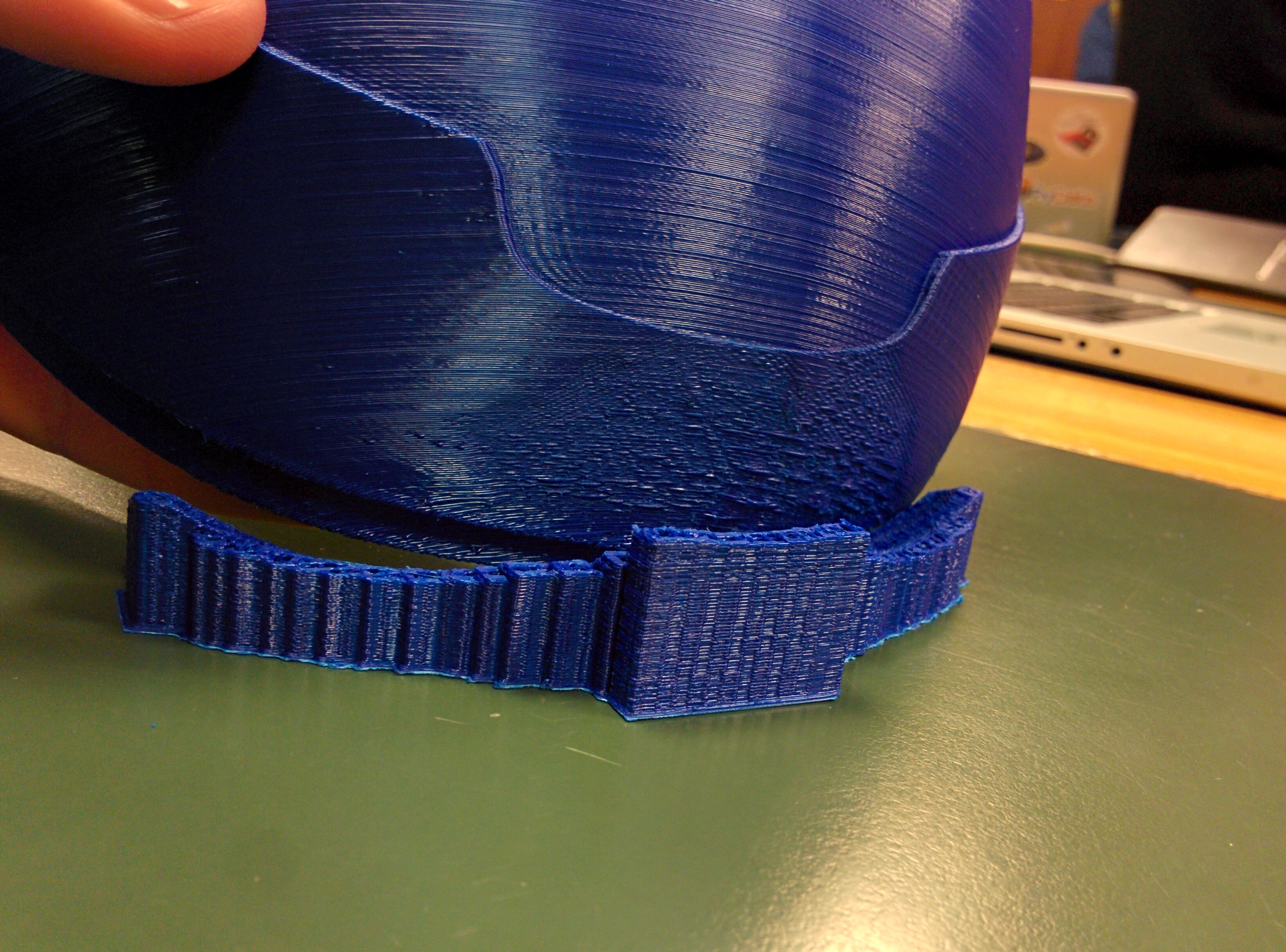
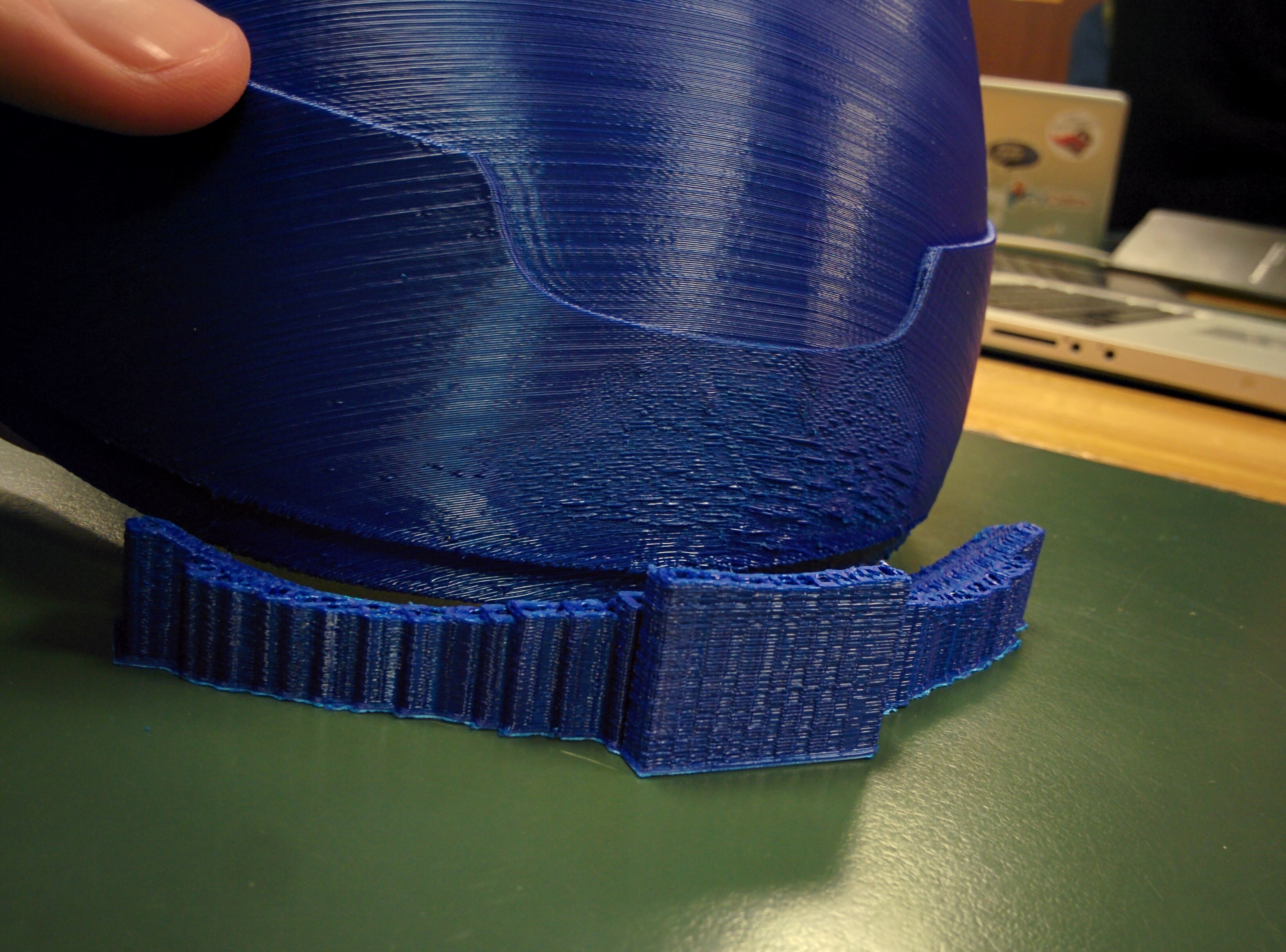
11 minuti fa, cavalieresenzafilo dice:
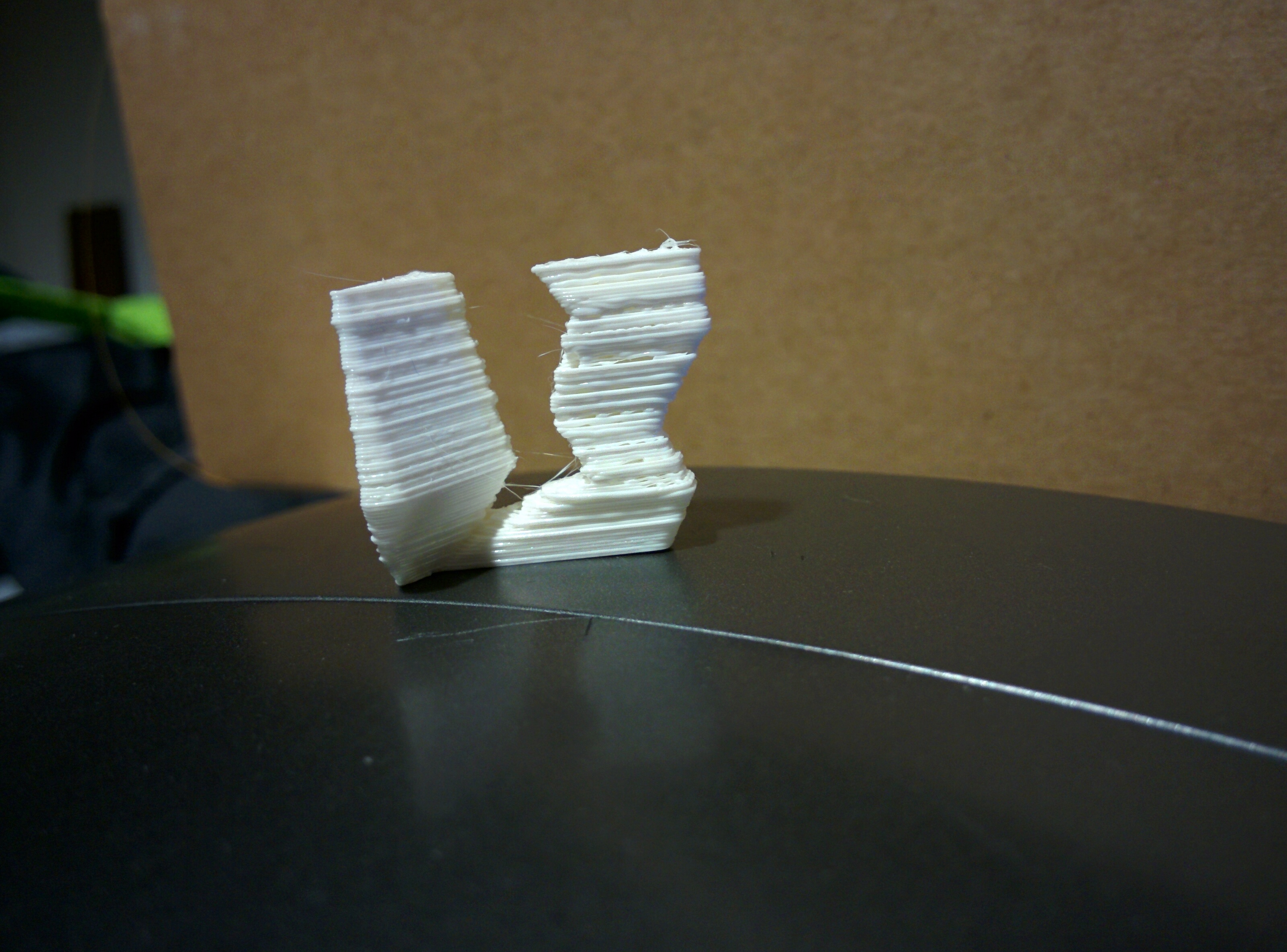
hai controllato tutte le viti che siano strette a dovere?perchè la scalettatura è il z wobble - io il pla lo stampo a 180° con letto freddo , flow 80% , sempre a 0,2 e ventola sempre accesa e mi stampa con strati quasi impercettibili sotto le dita
Mi alleghi o linki l STL? così lo provo e confrontiamo.
A che velocità stampi? Stavo pensando d abbassare la temperatura da 190 a 185/180 gradi
-
43 minuti fa, BMaker dice:
Prova, anche se non sembra si stia risolvendo molto.
Concordo, anche se dalle foto risulta male..
44 minuti fa, BMaker dice:Stai stampando con layers da 0.3 mm? Il pezzo D è il migliore venuto fuori?
0.25 mm , il pezzo D sembra quello con i bordi meno "scaletati"
-
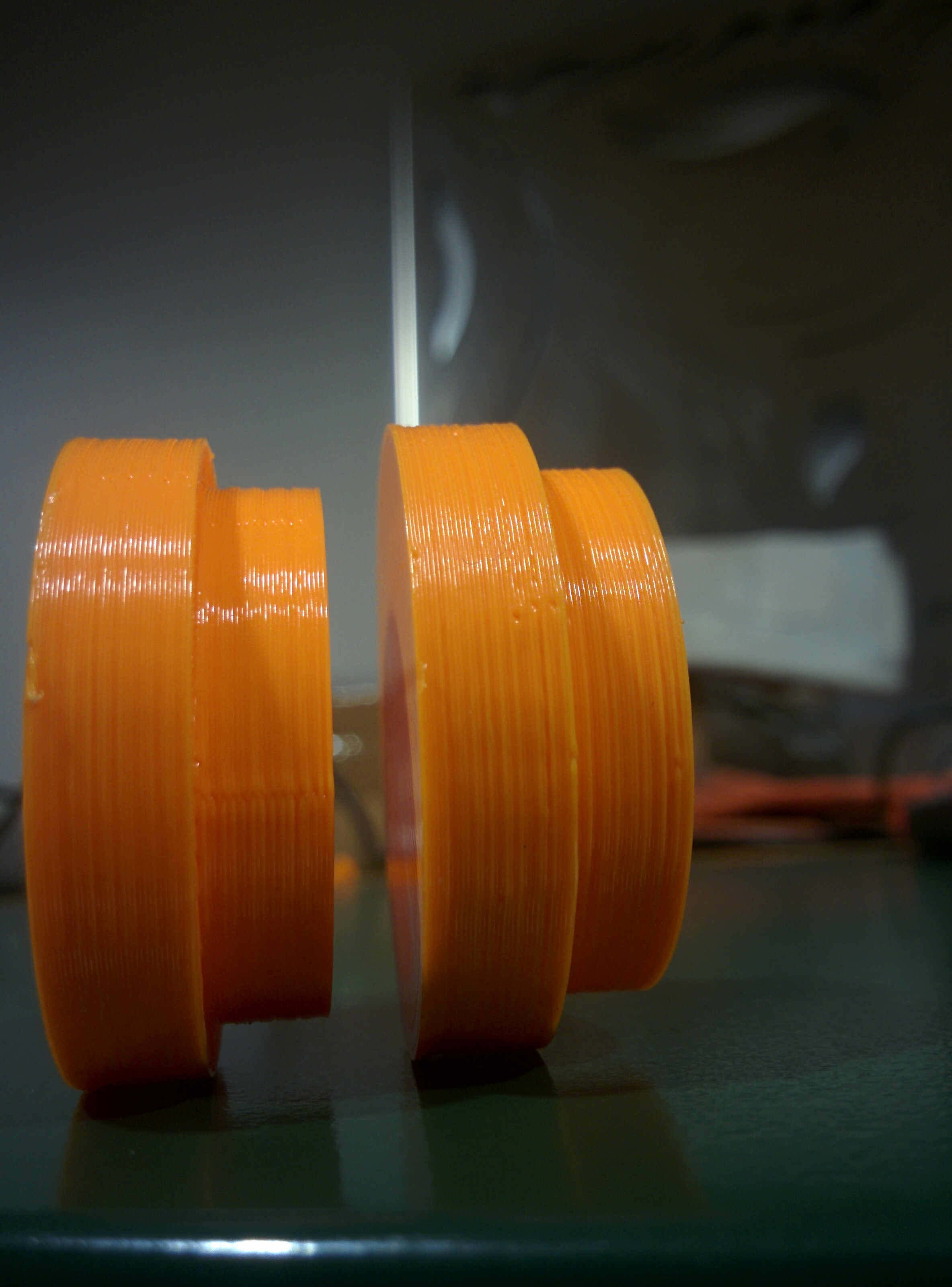
Pezzo B:
- temperatura estrusione: 190 °
- temperatura lettino: 41°
- velocità: 60 mm/s
- riempimento: 15
- flow: 90 %
- ventole: 255
- Z-off set: 16.00
SX pezzo B, DX pezzo A.
----------------------------------------------------------------------------------------------------------------------------------------------------------------
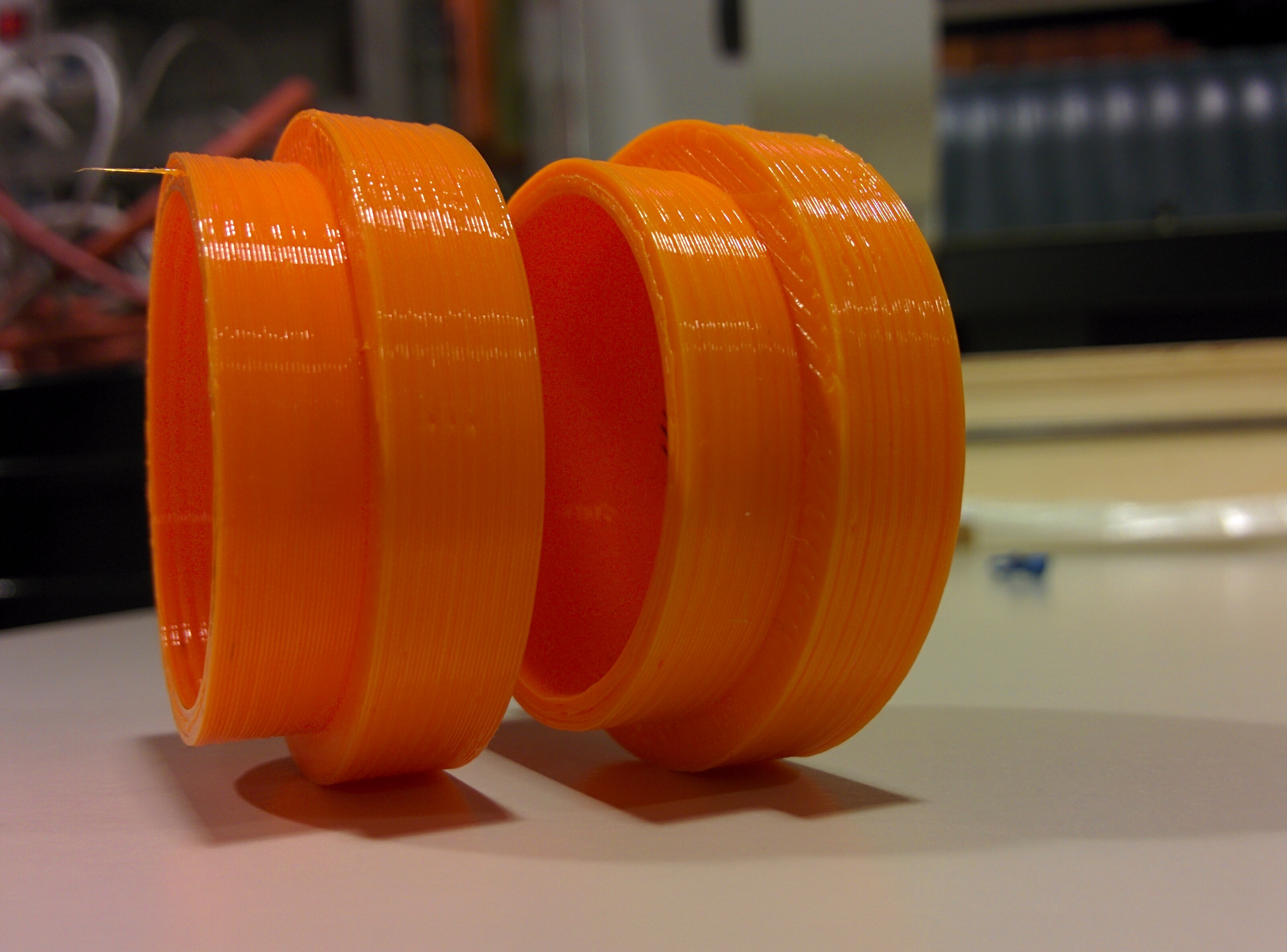
Pezzo C:
- velocità: 45 mm/s
Da SX verso DX, A,B e C.
----------------------------------------------------------------------------------------------------------------------------------------------------------------
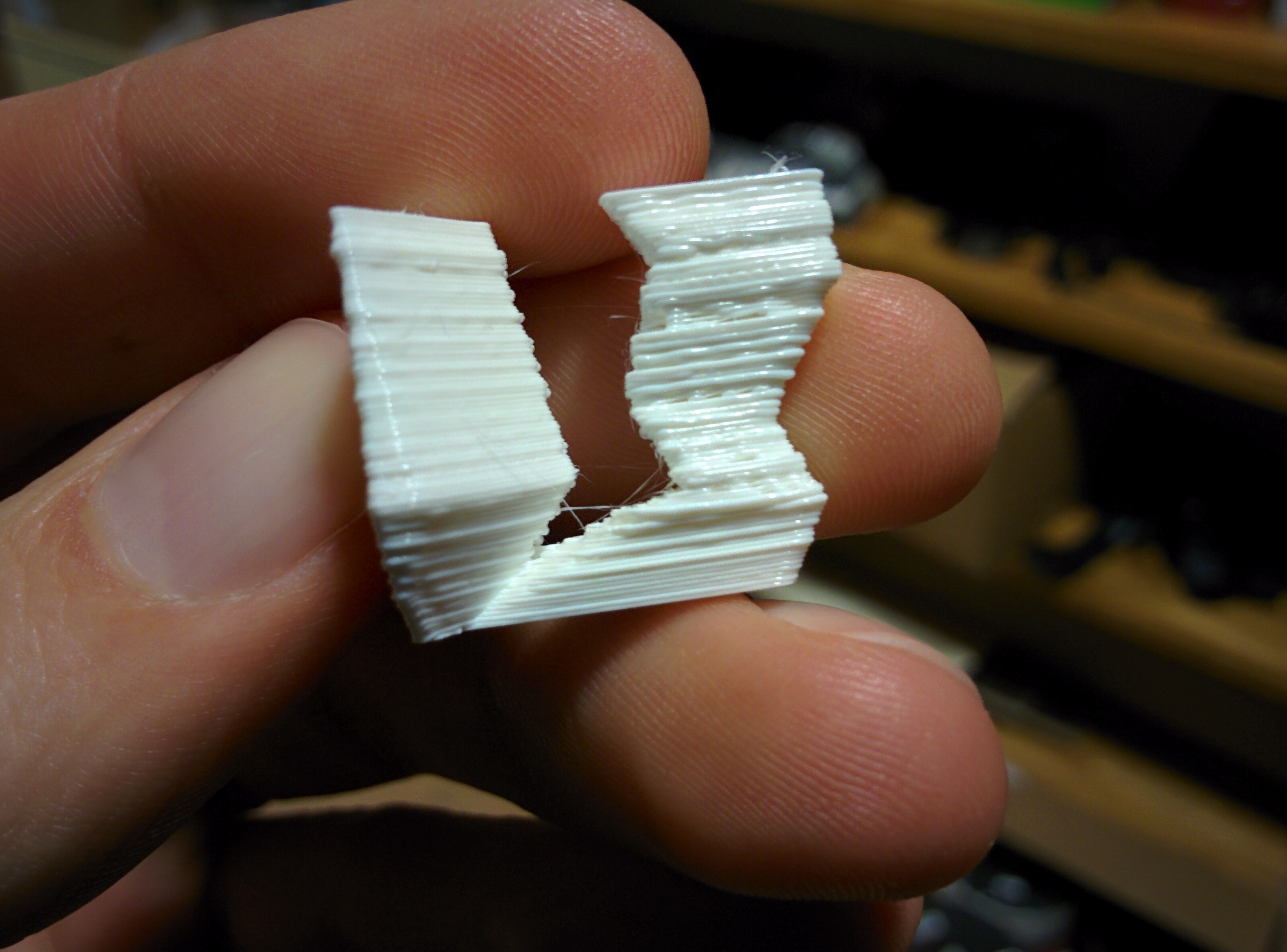
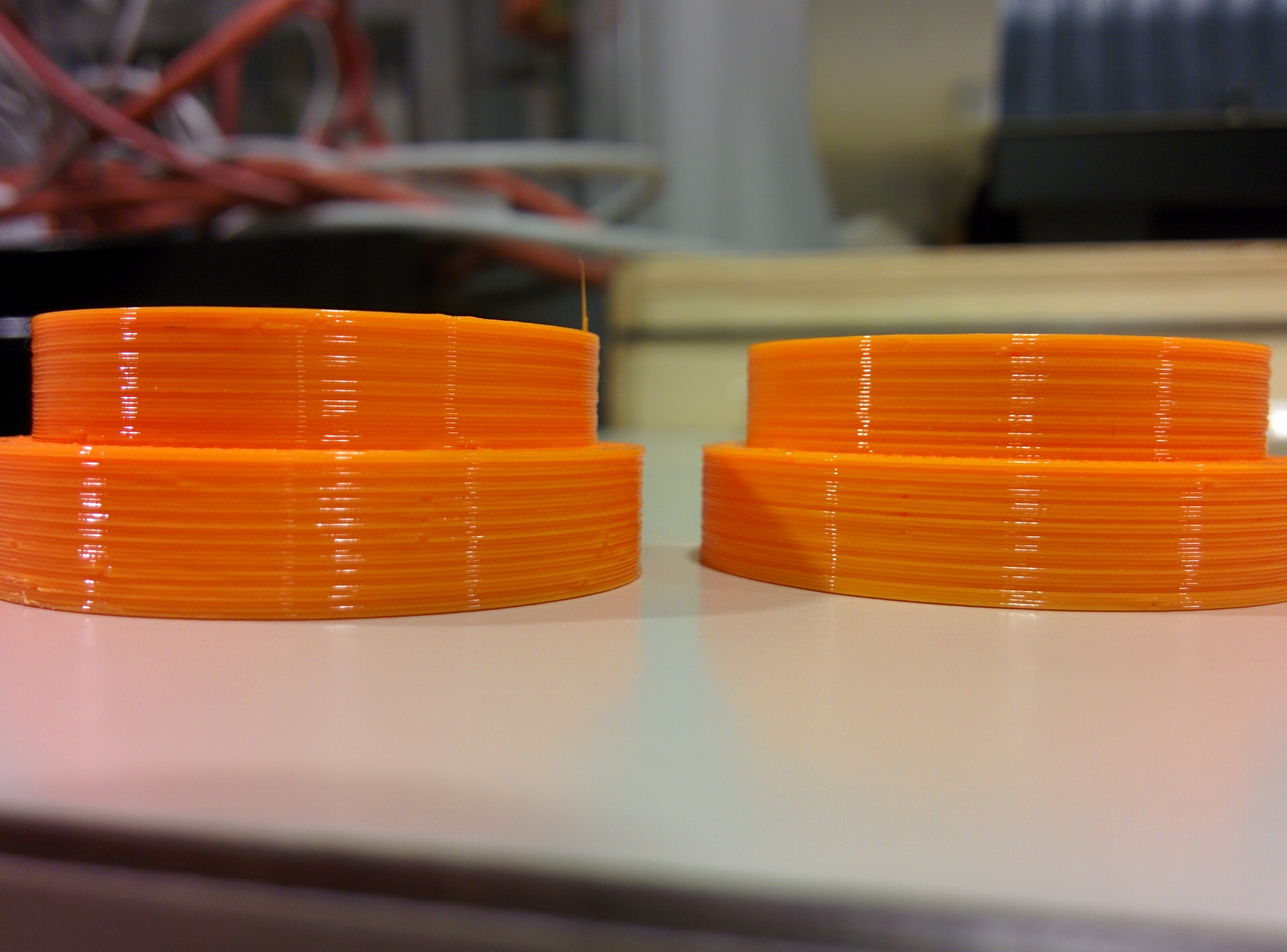
Pezzo D:
- Z-off set: 15.95
DX è pezzo D , SX pezzo C.
Sembra essere il migliore come bordi.
----------------------------------------------------------------------------------------------------------------------------------------------------------------
Se alzo Z-off set a 15.90 inizio già a vedere sulla base qualche layers non incollato all'altro.
Pensavo di ripristinare il flow al 100%.
Che ne dite?
-
Ti ringrazio per la ventola, l accendero' al layer 0 ed a 250/255.
Per il Flow, uso cura, ma credo ci sia il medesimo comando. Di quanti passi mi conviene aumentarlo? Step da 1,10,20....
-
6 ore fa, Alessandro3d dice:
Secondo me esce troppo materiale dall'estrusore
Come posso risolvere/verificare la corretta estrusione?
6 ore fa, Alessandro3d dice:Tieni le ventole sempre accese al massimo.. il pla va raffreddato abbondandemente e il piu velocemente possibile
200 su 255 è troppo bassa? attacco la ventola del secondo layers ( cioè il terzo perchè partono dal layers 0 ).
Il layers 0, essendo la base, mi avevano detto di tenerlo bello caldo, anche con il lettino, per migliorare l'aderenza. Per quello accendo la ventola del secondo layers.
-
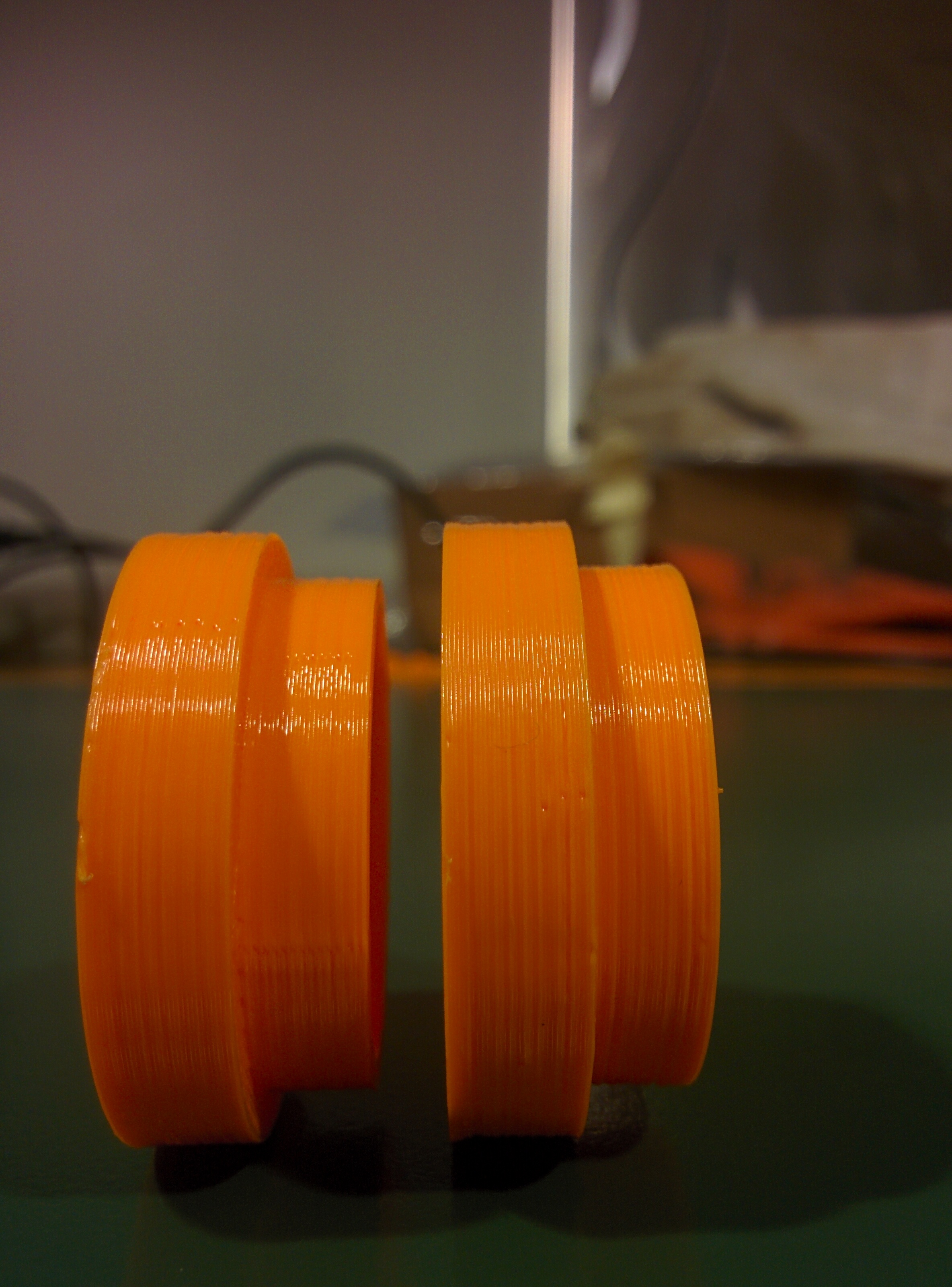
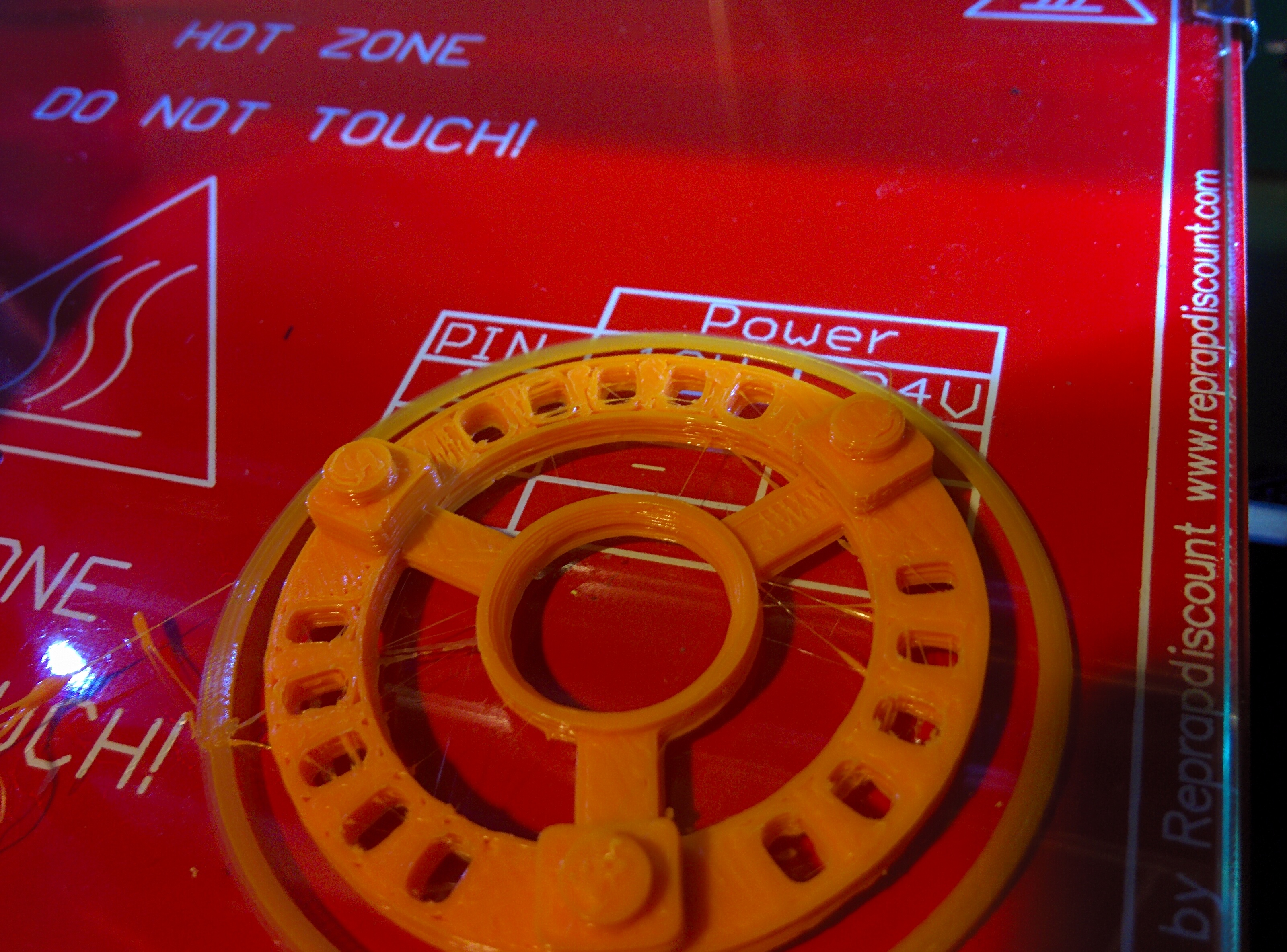
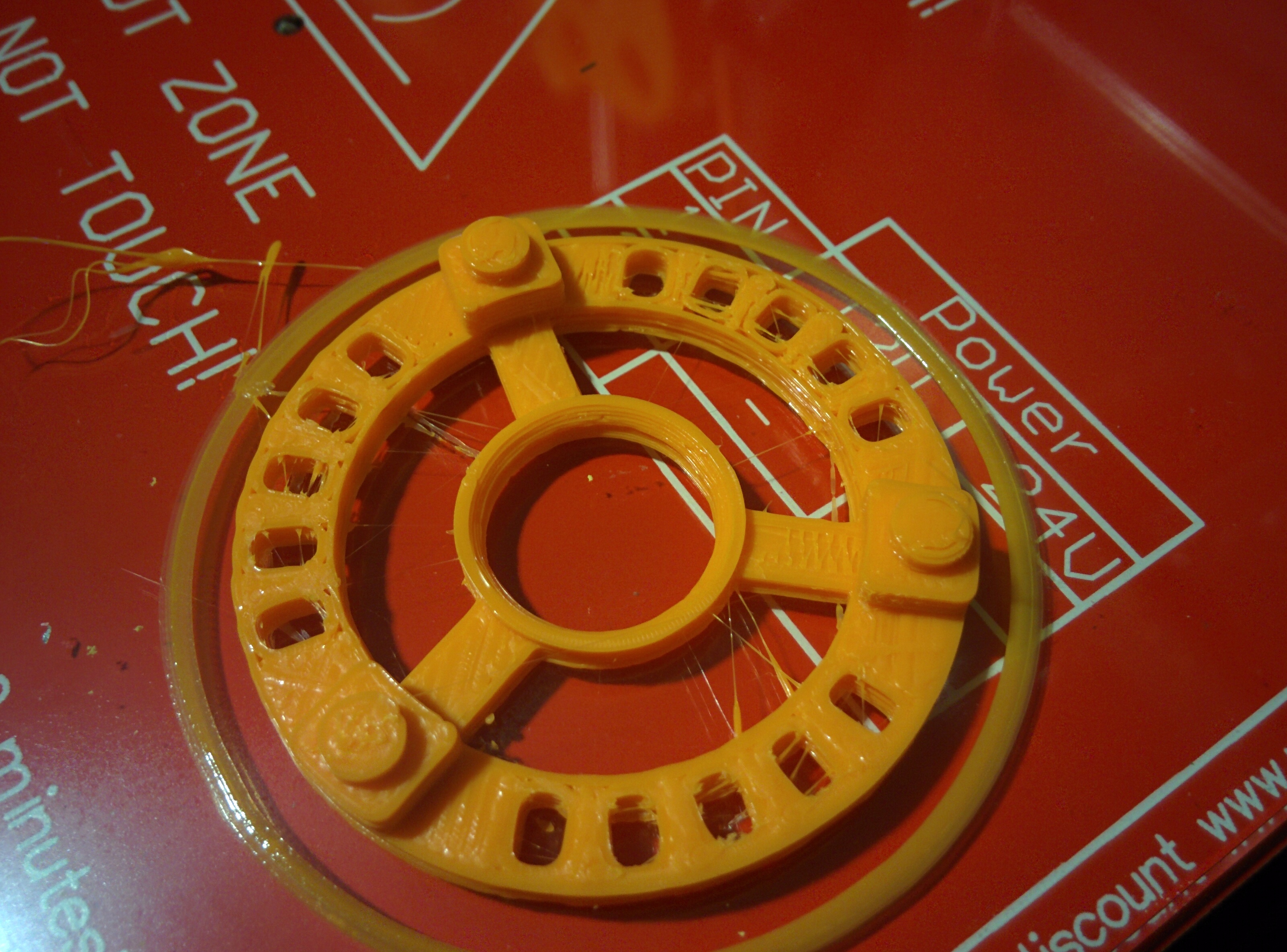
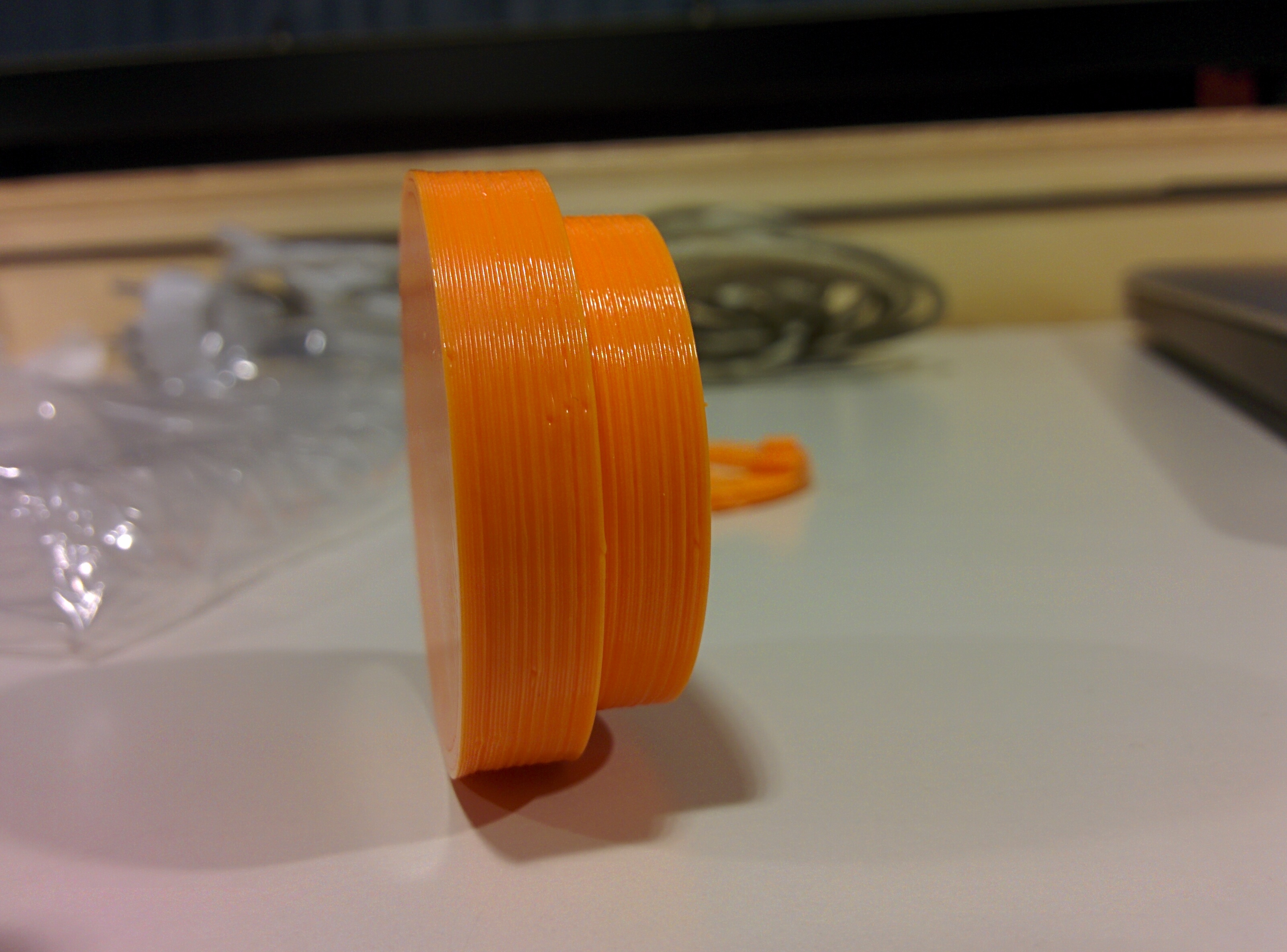
Ho stampato il secondo pezzo, sempre in PLA, a temperatura 190° e piattino a 61° con ventola accesa a 200/255 dal secondo layers. Riempimento 30%.
Come si vede dall'immagine, molto migliore della prima stampa, alcuni gruppi di 3 fori sono venuti molto peggio degli altri.
Al perimetro c'è qualche deformità. Per di più il pezzo mi sembra leggermente imbarcato nelle utile foto.
----------------------------------------------------------------------------------------------------------------------------------------------------------------
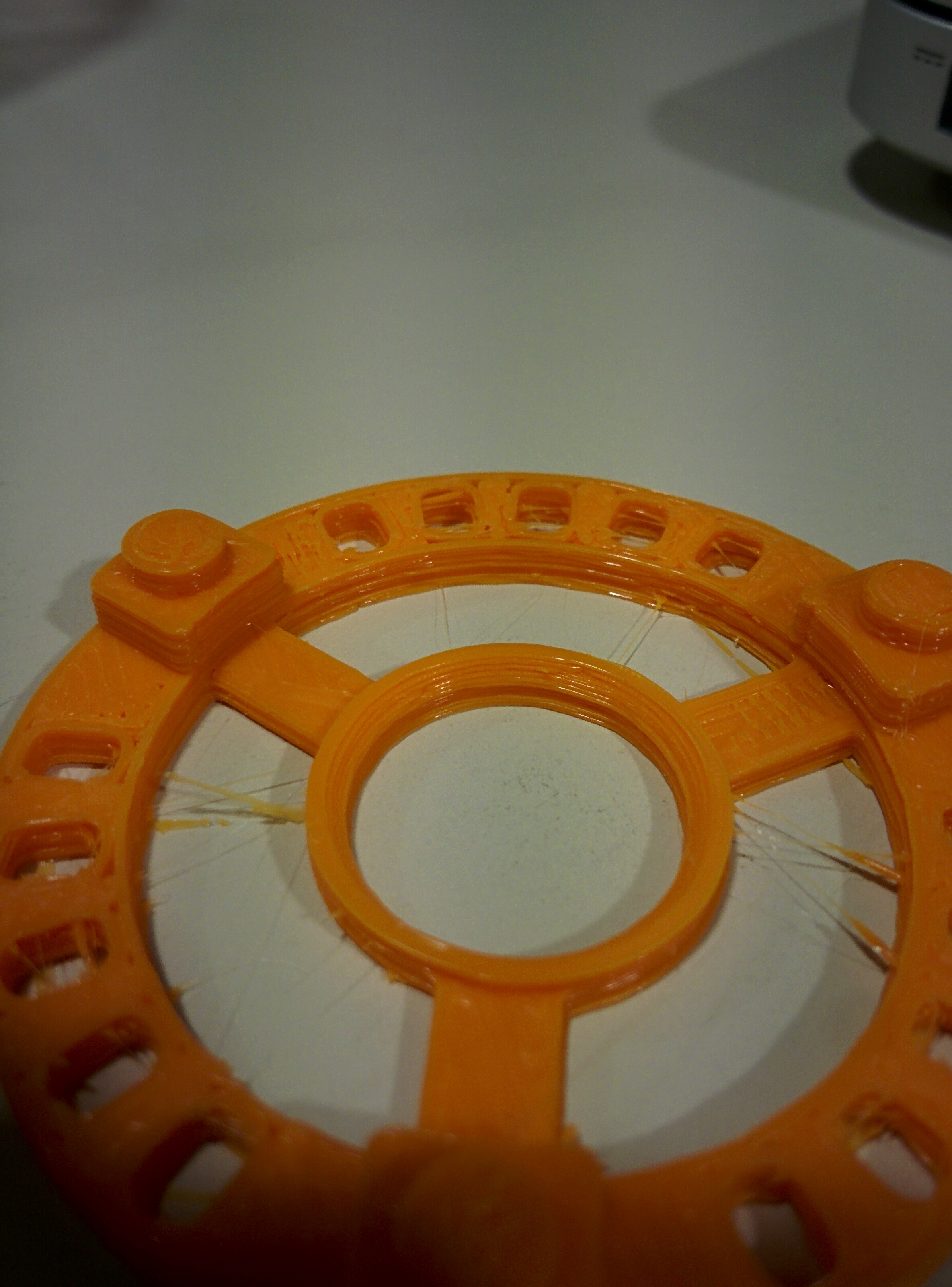
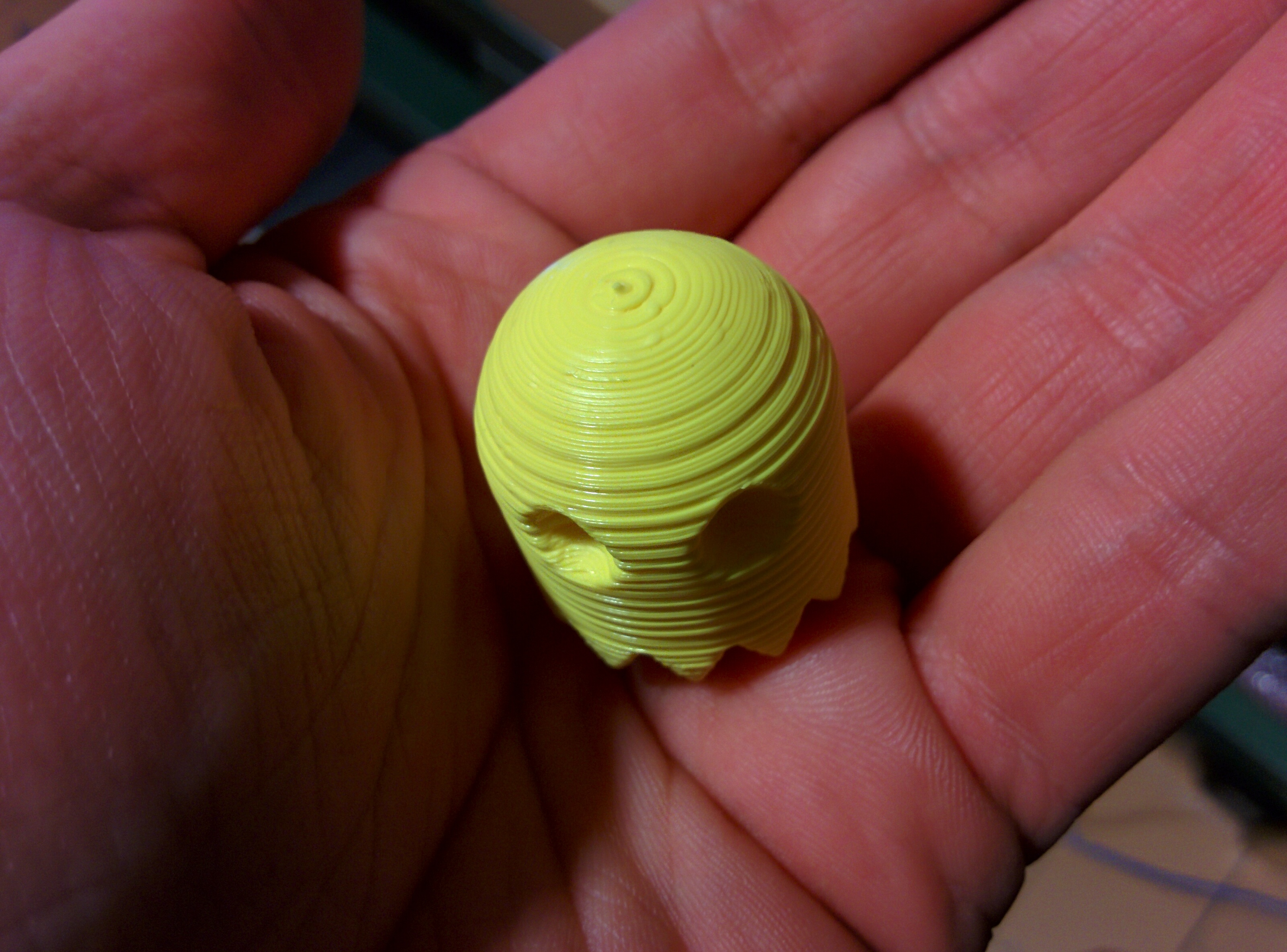
Questo secondo pezzo è stato stampato con le stesse temperature e ventola ma a velocità doppia.
Il bordo è piuttosto irregolare. Per di più, sulla sommità, ho un piccolo forellino visibile nell'ultima foto.
----------------------------------------------------------------------------------------------------------------------------------------------------------------
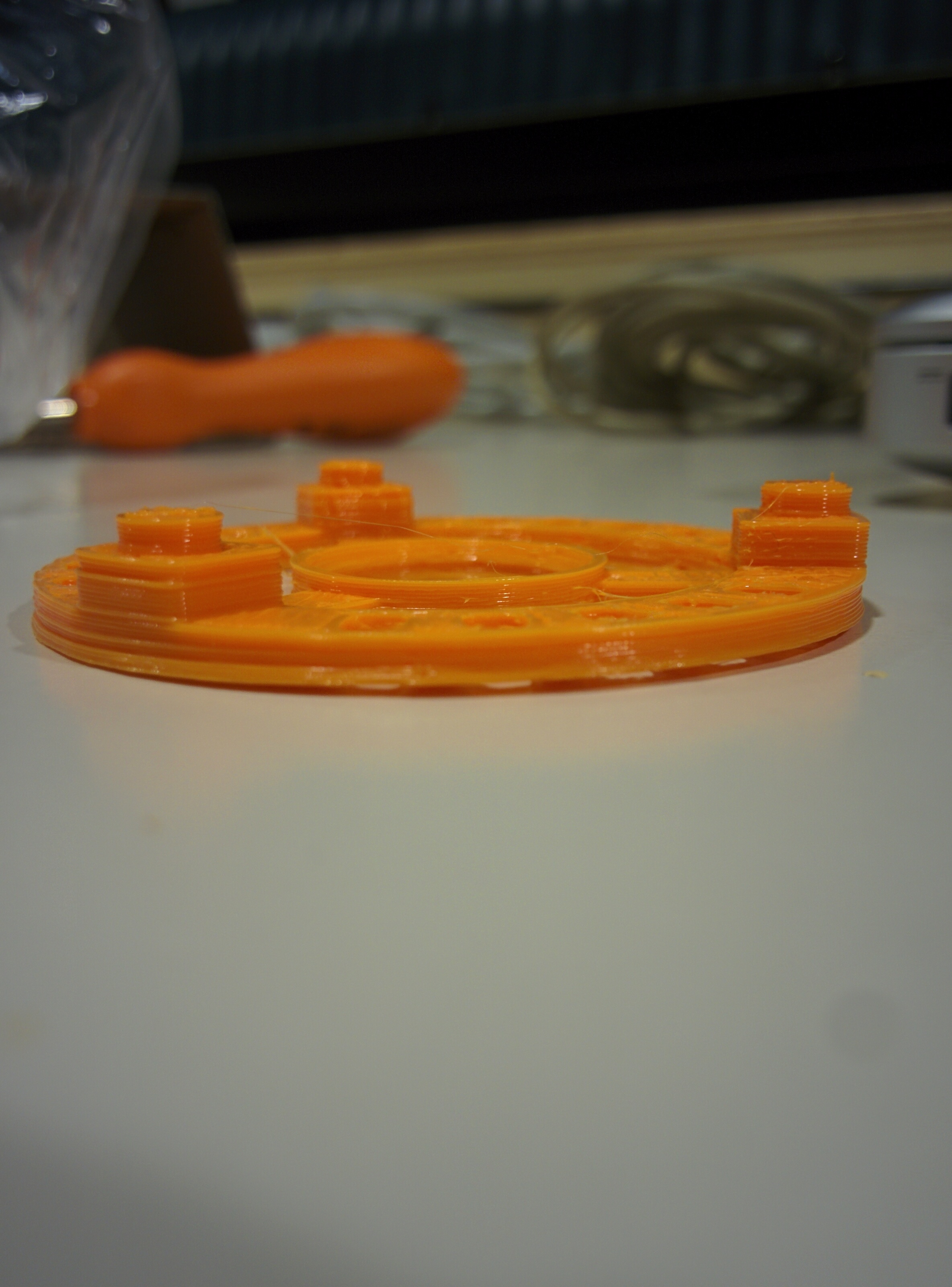
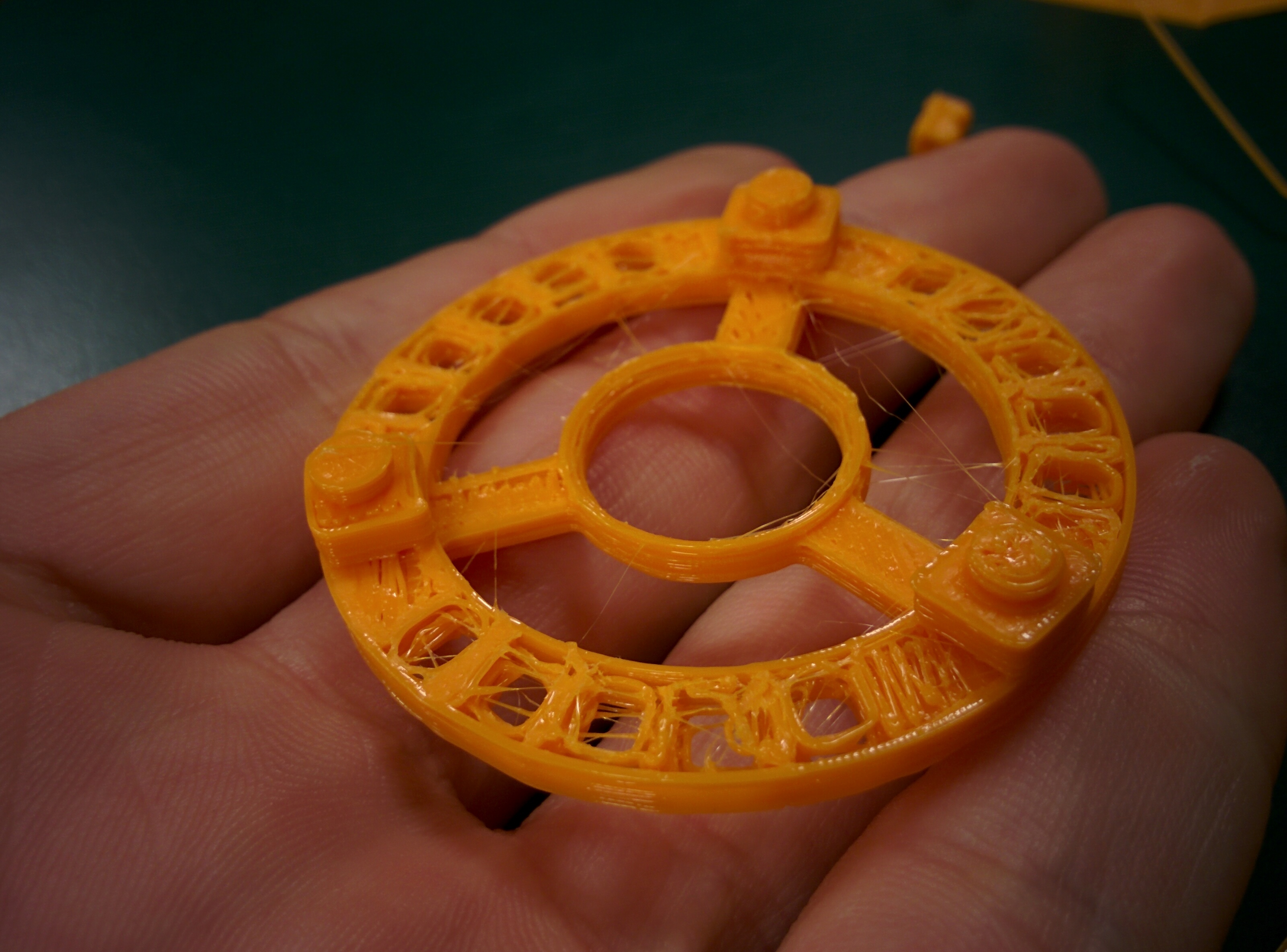
Come ultima prova ho provato a stampare questo:
Anch'esso a bordi piuttosto frastagliati.
Fermo restante che, dalla prima stampa, è comunque migliorato molto:
- cosa sbaglio?
- cosa posso migliorare?
- perchè ho tutto a righe molto evidenti?
-
7 ore fa, i3D dice:
no nel gcode c'è di sicuro l'impostazione della temperatura ....dipende da come è stato creato
esempio
M104 S50
oppure
M109 S200
questo imposta la temp. da gcode, prova a controllare.
comunque parti dal programma di slicing e abbassa la temp.
Ciao
Marco Capolino
Ah si erano nascosti in start/end Gcode.
Ho stampato con:
M140 S61 temperatura lettino
M104 S185 temperatura estrusoreSe modificassi la temperatura SOLO quando arriva a fare le torrette, farei una bella cosa?
-
5 ore fa, Elvis74 dice:
poi le ventole a 200 ???
al massimo arrivi a 100 % e non 200 % ! E' un valore a 8 bit.
2 ore fa, i3D dice:io proverei ad abbassare la temperatura a 180-190°C
Grazie mille, appena potrò farò una prova.
PS: se nel mio Gcode non sono impostate le temperature, significa che la macchina ha le sue pre-caricate (?). Se vado ad inserirle manualmente dovrei scavalcare quelle pre-caricate nella stampante (?).
-
Ciao a tutti,
essendo abbastanza novizio della stampa 3D vorrei chiedervi una mano nel capire come mai questi pezzi "piccoli" riportano queste problematiche.
Riuscite a darmi qualche dritta?
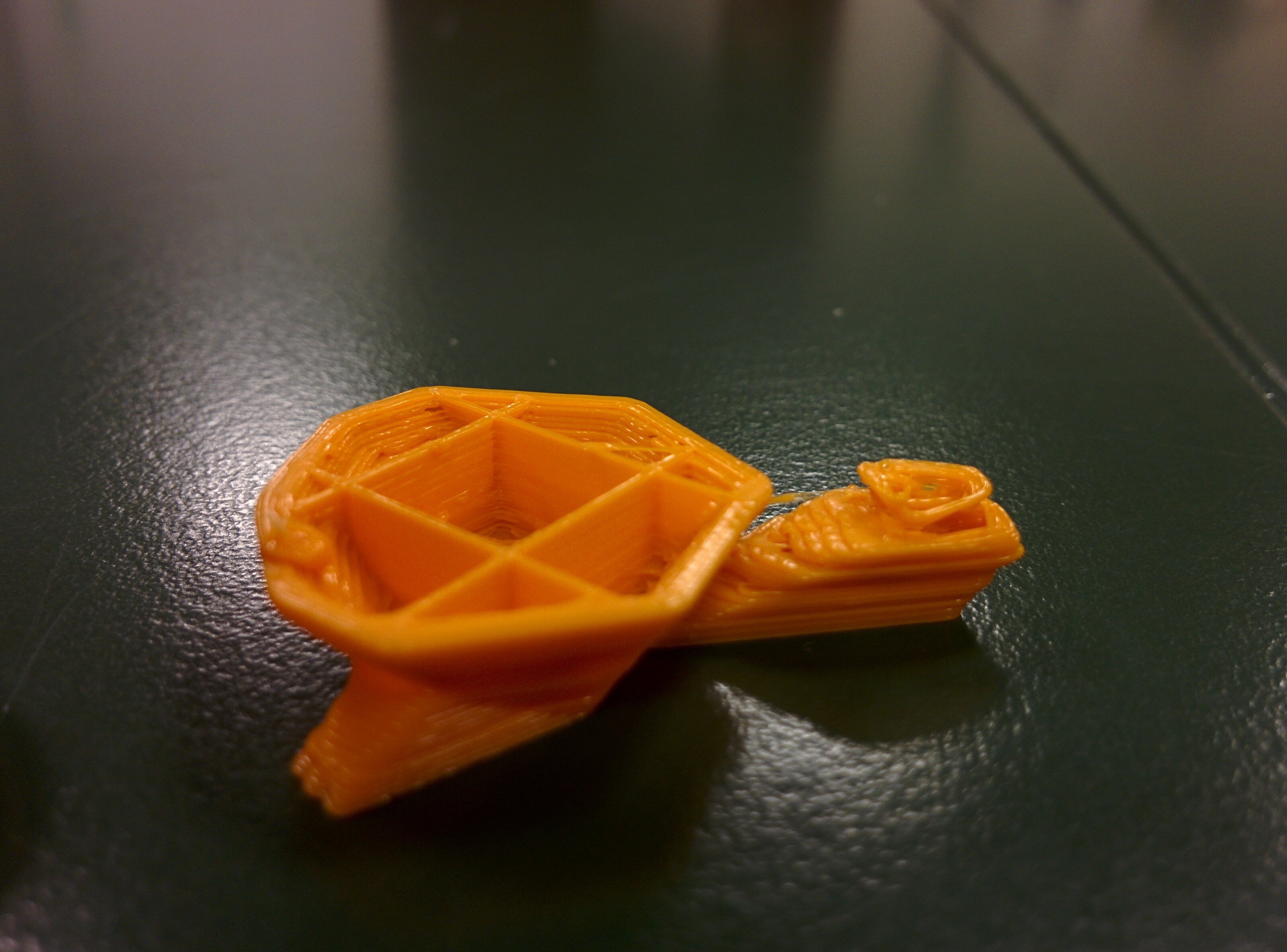
1 _ come potete vedere le "torrette" sui lati vengono veramente male. Si restringono o sono deformi.
Ho fermato la stampa ed ho provato a stampare il pezzo con un riempimento del 50% ma continua con i medesimi problemi.
------------------------------------------------------------------------------
2 _ Qui il problema sono le parti intorno ai fori, un po' mancano ed un po' non ci sono proprio.... Pieno al 100% .
------------------------------------------------------------------------------
I miei settaggi in Cura, PLA e ventola accesa dal secondo layers a 200 , sono:
PLUS: (proporzione corretta?)
ho impostato la velocità su 60 mm/s . Quando lancio la stampa dalla SD il pannello della stampante mi dice velocità 100% .
Dato che ho impostato 60 mm/s quella dovrebbe essere la velocità massima, 100% . Ho stampato ogni pezzo al 50% = 30mm/s.
-
io non ho capito come fare il download del file in pdf di instructables perché mi chiede di passare all'abbonamento pro
come posso fare?
Quale file pdf? puoi semplicemente usare la guida senza scaricarla
ti dispiace anche dirmi cosa è il codice GRBL?
E' un programma che permette di convertire il codice g-code del programma da disegno ,esempio Inkscape, nei passi leggibili e controllabili dalla stampante ( quindi i motori ).
Leggi tutta la guida che ti ho inviato, dato che fa riferimento ad una versione vecchia del GRBL usa quella nuova che ti ho postato
-
non posso invece io fare un semplice circuito da collegare poi al computer?
conoscete qualche link dove posso trovare questo\i circuito\i
Puoi usare questa guida come riferimento: http://goo.gl/JVfJy
Per il codice GRBL puoi usare questa nuova guida: http://goo.gl/6pASLE
-
ok riguardo ai motori e all'elettronica cosa sapete dirmi?
Stepper motor e un driver ( EasyDriver Stepper Motor Driver ) appunto per guidarli
-
non capisco bene puoi spiegarti meglio?
Dato che non vuoi incidere - engraving - ma tagliare/incidere - cutting - ti servirà un (diodo) led almeno della potenza d'un blu ray e non di un DVD.
In commercio si trovano led abbastanza potenti, come questo http://www.ebay.it/itm/Laser-Diode-Rot-Red-660nm-300-400-mW-5-6mm-MITSUBISHI-LPC-826-/321586353461?pt=Bauteile&hash=item4ae00a5535
Come puoi vedere sono 300 - 400 mW a 200mA max. , insomma un led mica da poco!
Ha una lunghezza d'onda di 650nm . Questo vuole dire che è di un preciso colore visibile, rosso, guarda la tabella che ti ho mandato nel post precedente. Sotto i 400nm e sopra i 750 nm non si vede il colore, quindi rischi di bruciare qualcosa senza accorgertene, sopratutto per gli occhi!
-
 1
1
-








Calore residuo
in La mia prima stampante 3D
Inviato
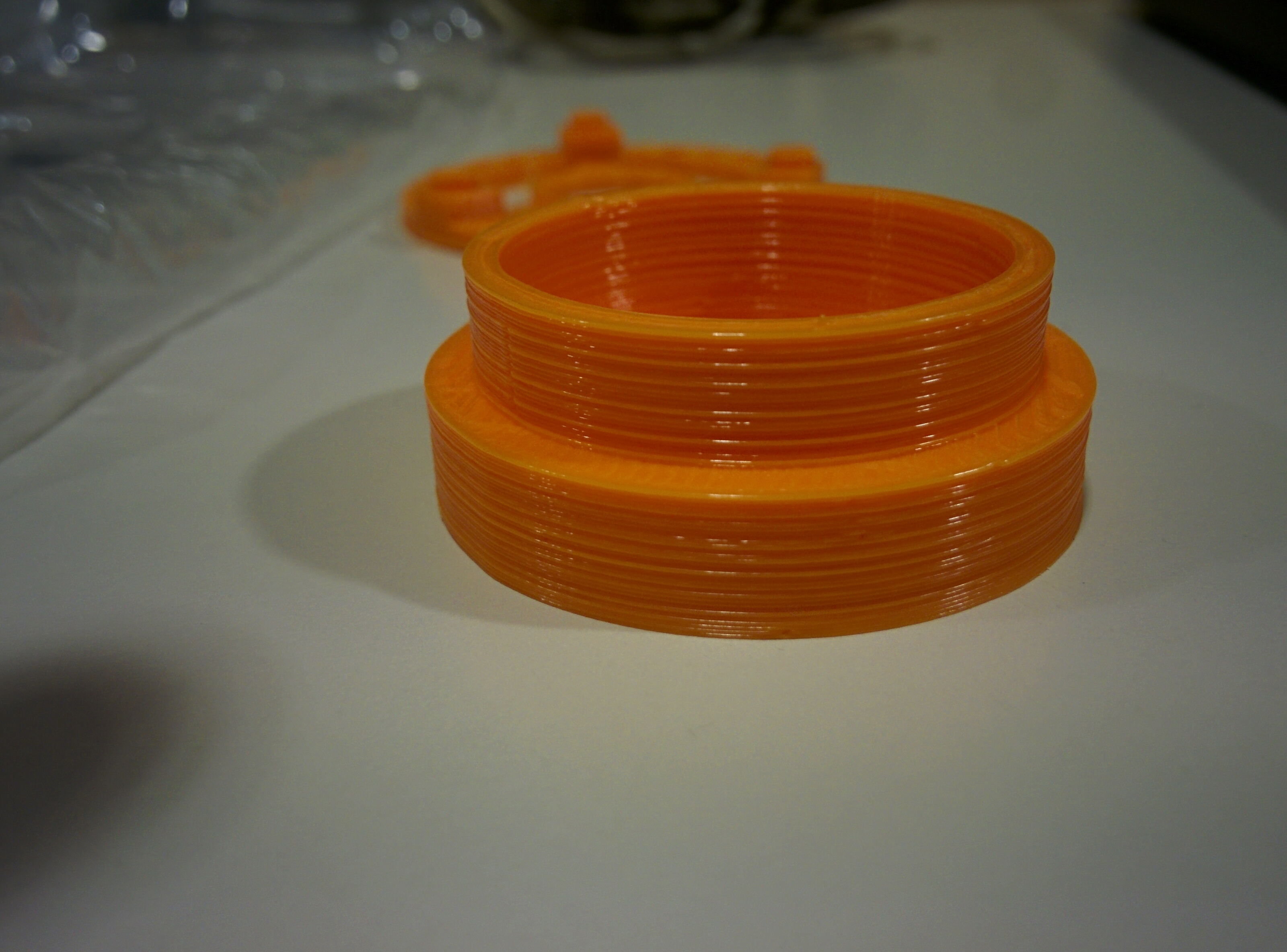
No cura. Di fatto fa i supporti a nido d'ape, disperdono bene il calore, poi inizia a fare la parte basse del pezzo, molto piccola e totalmente piena.
Risultato, i primi 30 layer di parte piena non riescono a disperdere bene il calore, gonfiandosi immediatamente. L'ugello caldo, passandoci sopra di nuovo, li schiaccia a forza e da origine a questo terrificante risultato.