

Dany8891
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Dany8891
-
-
Temperatura 220
Velocità 20mm/s
Malemalemale
Ho fatto anche una prova a 240° ma ho interrotto la stampa, effetto accumulo spropositato
Prova con la ventola ancora da fare

-
per la sottoestrusione il problema può essere il trascinatore?
per petG sunlu 235 è alto? se abbasso non rischio di aumentare l'oozing?
l'ho stampato a 35 mm/s provo a ridurre
stasera faccio le prove suggerite
-
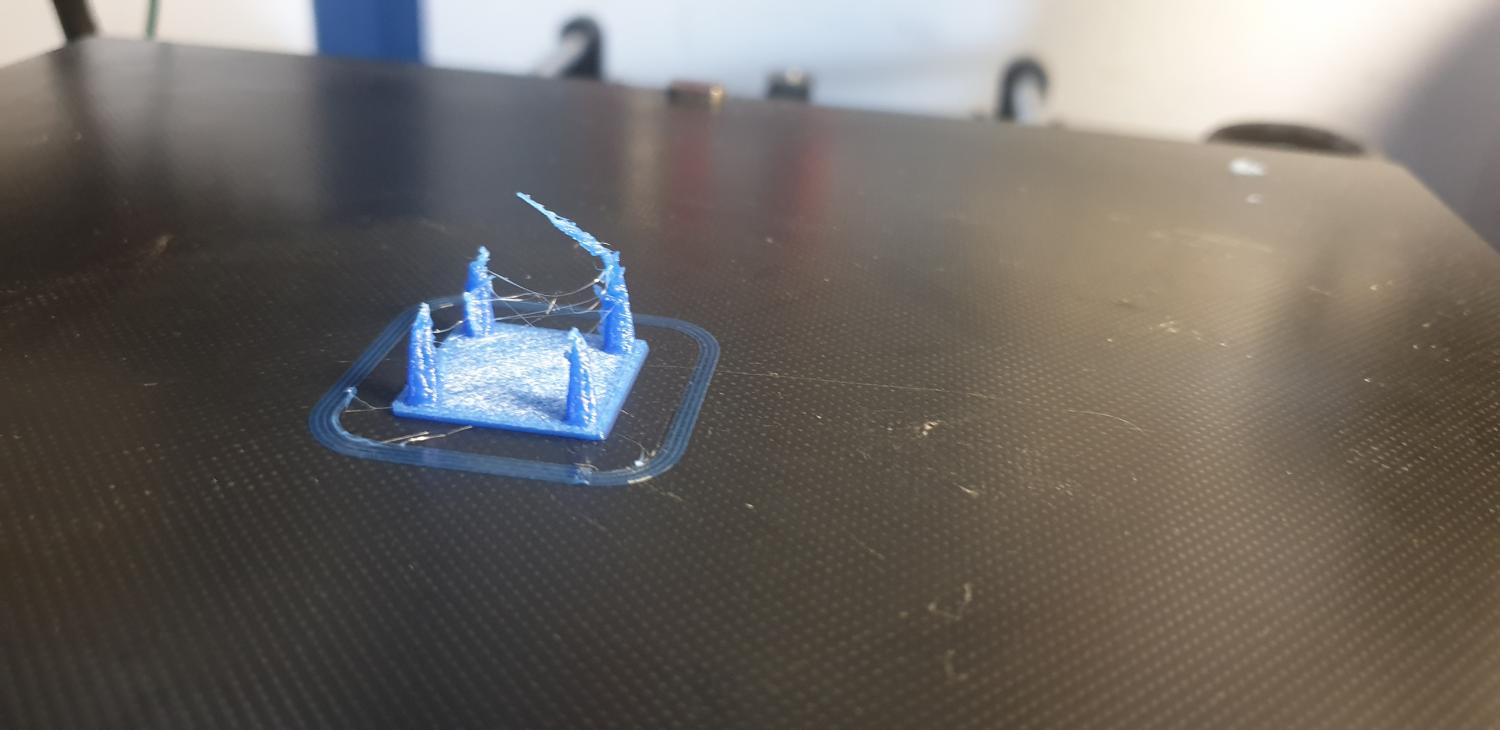
lo so che è complesso come test, ma io sarei stato soddisfatto se avessi ottenuto un po' di oozing e le colonnette ben definite, invece guarda, sono tutte deformi, qua e là manca materiale, che in fin dei conti si trova in quelle escrescenze
-
-
Ciao a tutti, ho stampato questo castelletto per ottimizzare i parametri di stampa, ma dal risultato sembra tutto da rivedere.
Petg sunlu, anycybic mega s
-
ciao a tutti,
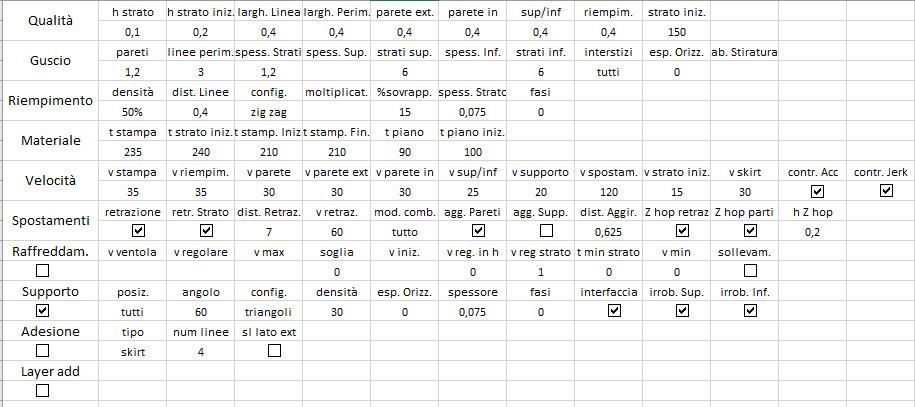
non riesco ad ottimizzare le condizioni e le impostazioni dello slicer
vi metto qui le impostazioni che ho utilizzato nell'ultima stampa, sono le impostazioni di cura riportate su un excel
stampo su ultrabase, scollato dalla resistenza per ottenere un livellamento migliore in quanto prima tra gli angoli allineati e il centro c'erano 5 decimi, ora 1 solo (so che tutta questa precisione è eccessiva, ma ho lavorato sulle macchine utensili ed utilizzo uno strumento di calibrazione molto preciso, mi mandava ai matti quel divario🤯)
i problemi sono oozing e parti di filamento che rimangono attaccate al nozzle per poi staccarsi creando un frammento, chiaramente questo non è materiale in eccesso ed il risultato sono buchi e frastagliamenti, principalmente nella parte finale della stampa
sapreste consigliarmi qualche rimedio, sto pensando di chiudere la stampante
grazie
-
Piacere Danilo 1988, ho acquistato una anycubic i3 mega S per costruire particolari funzionali, mi piace costruire, riparare e restaurare, perciò spesso mi trovo a realizzare elementi complessi, magari rotti o mancanti.
Sono quindi passato rapidamente dal PLA al PETG, miglior compromesso per stampare in casa particolari con una buona resistenza meccanica (se ho capito bene?
Ho già fatto qualche modifica alla stampante, ma sono ancora in cerca dei parametri e le condizioni giuste per ottenere buoni risultati
-
 2
2
-
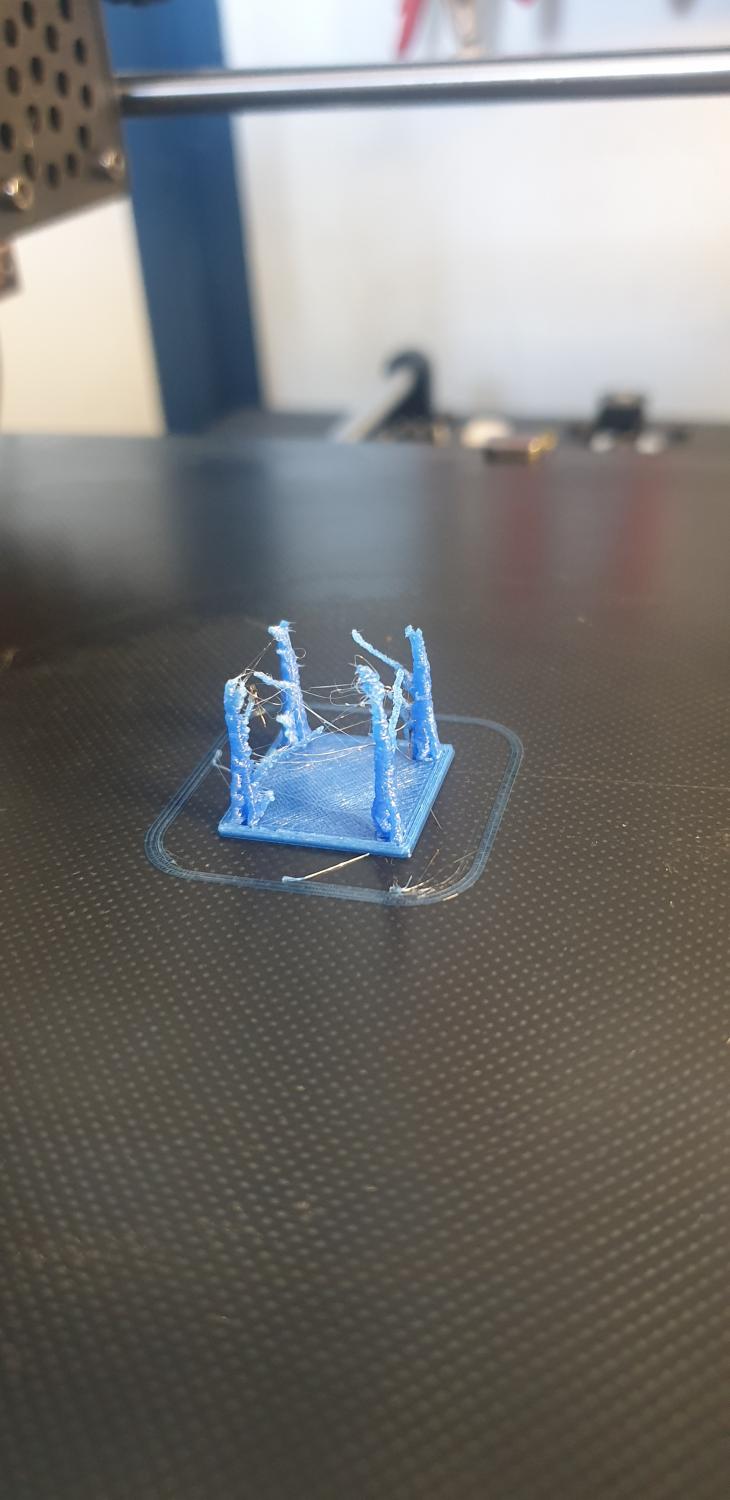
Aiutoo! Questo non è oozing! Residui sull'ugello
in Problemi generici o di qualità di stampa
Inviato
Prova riducendo la velocità degli spostamenti a 60 mm /s e la velocità di retrazione a 40 mm/s
Prova con stessi parametri più la ventola al 40% e la modalità combing disattivata