

diglo
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da diglo
-
-
Ciao a tutti, volevo sapere se un ugello MK8 è montabile su un estrusore E3D V6.
Ugello MK8:

Ugello V6:
diglo
-
Il 8/4/2020 at 18:32, Stefanoz dice:
Grazie, ho seguito i tuoi consigli e fatto tutto, ho dovuto solo modificare la voce degli stepper perché riportava quelli della scheda standard. Però volevo attivare la voce per il mesh manual bed leveling ma mi dice che necessito di più spazio. Peccato.
Sotto configuration_adv.h cerca la riga
#define ARC_SUPPORT
e commentala, riparmi 3.2k di programma, magari ci sta il bed levelling.
diglo
-
 2
2
-
-
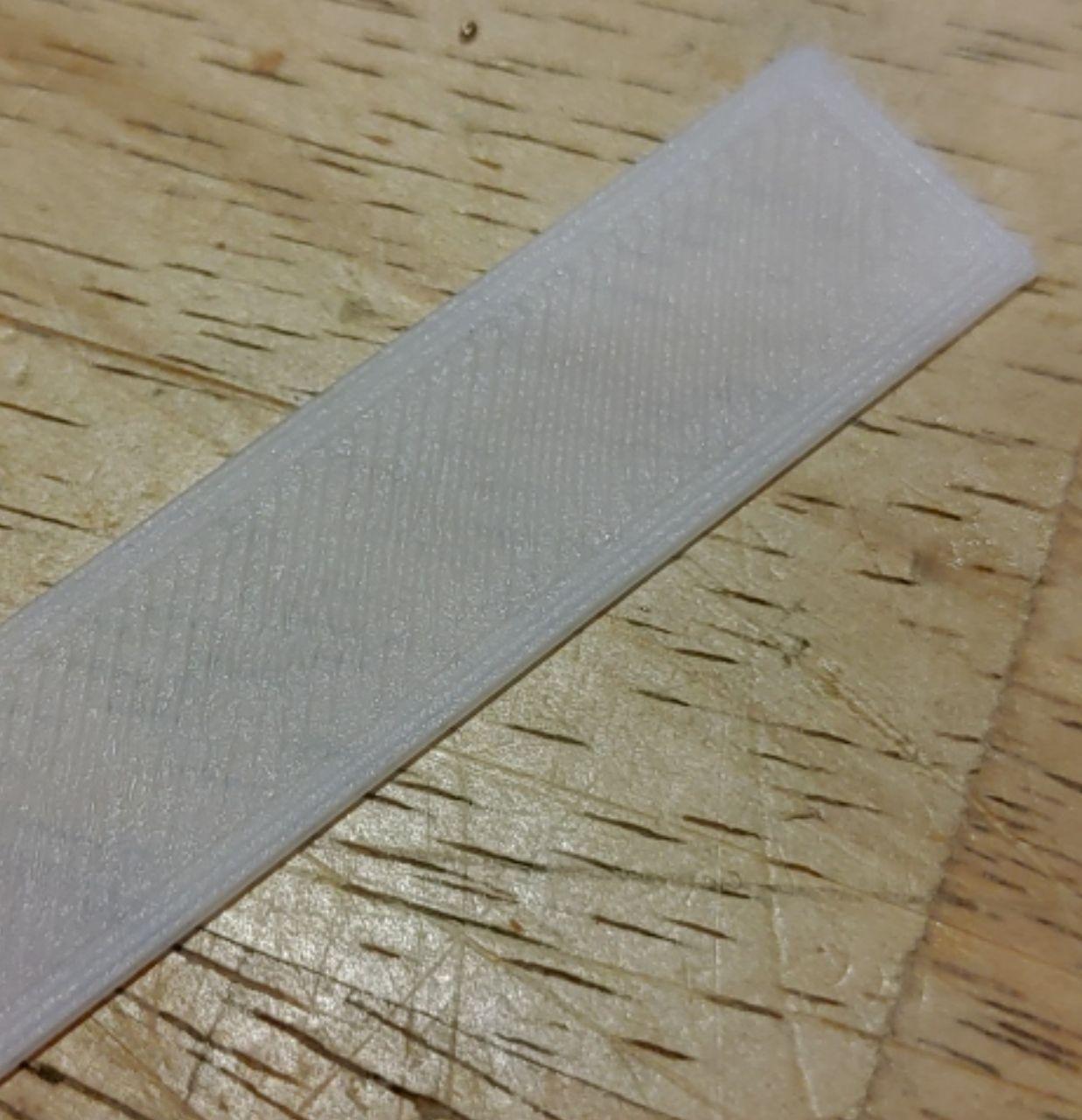
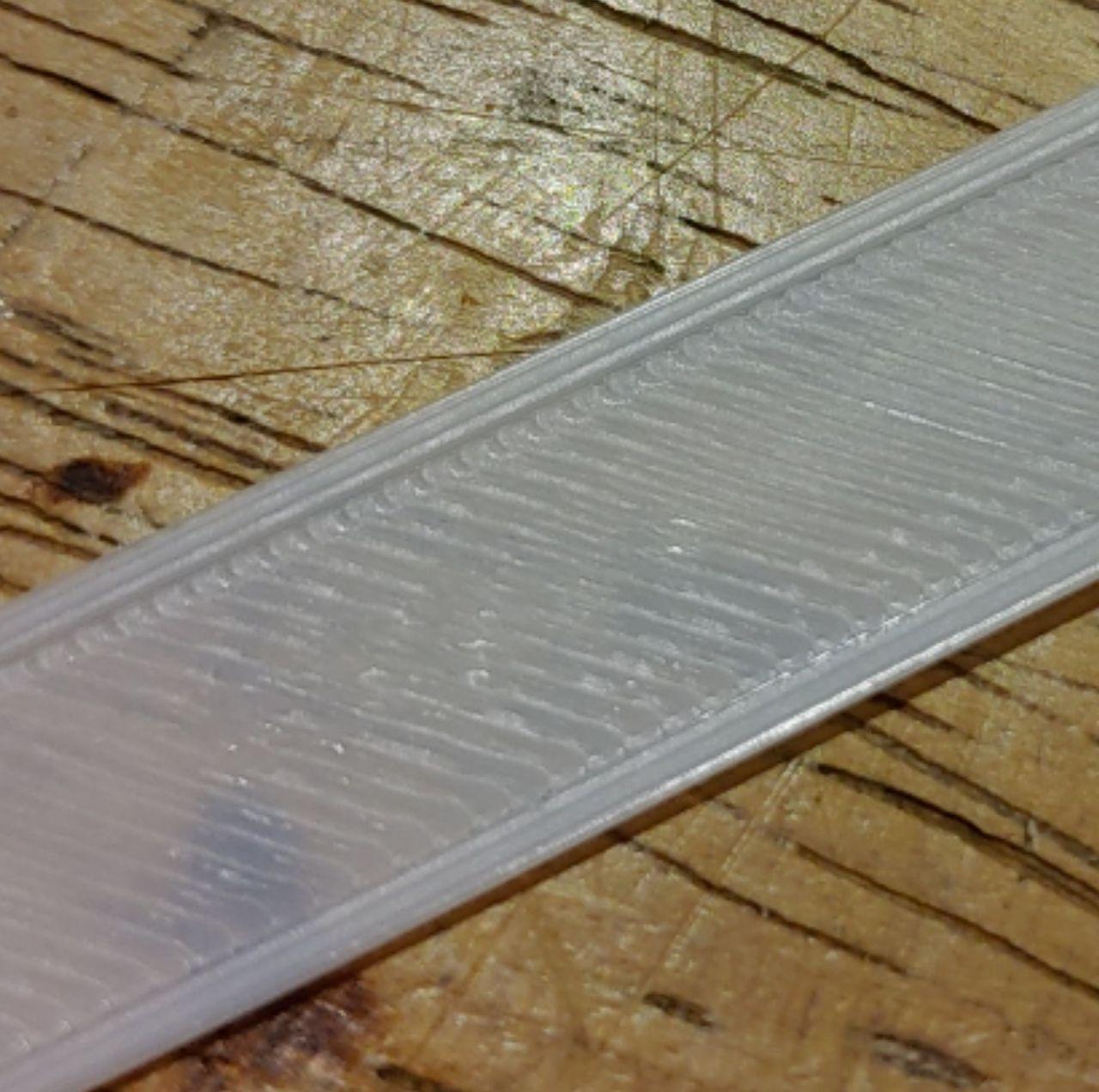
Ciao! Il difetto è molto comune e si chiama "elephant's foot".
- Inizia col verificare la livellatura del tuo piano di stampa (la procedura quella che passi il foglio di carta sotto l'ugello)
- Fai un homing, verifica che dopo l'homing sul display sia segnato Z=0. (se così non fosse, dopo l'homing vasi su prepare->set home offsets e poi vai in control->store settings per salvare permanentemente il parametro)
- Lancia una stampa e verifica che mentre stampi il primo layer sul display sia mostrata Z=il tuo layer, ad esempio Z=0.2 se stampi a 0.2, quando fa il secondo Z=0.4 e così via...
- Durante la stampa del primo layer interrompi la stampa, staccalo e guardalo, deve essere come quello in foto.
- il primo layer stampalo LENTO max 40mm/s
- a occhio forse c'è un po' troppa estrusione (over extrusion), forse devi verificare la calibrazione dell'estrusore oppure ridurre l'extrusion multiplier passando da 1 a 0.9 (non sono utente Cura, uso Slic3r)
- la calibrazione dell'estrusore è una procedura che ti permette di stabilire una corrispondenza tra millimetri di filamento estrusi e step del motore, è estremamente importante che il valore sia quanto piu possibile accurato (molti tutorial online per fare questo)
diglo -
Genova!
-
1
-
-
Allora ho risolto... per qualche motivo avevo un home offset a z=0.63 (chissà perché).
Ho fatto un homing e dopo l'homing segnava infatti z=0.63, allora dal menu ho fatto "set home offset" e la posizione attuale è andata a XYZ=0,0,0.Ho lanciato la stampa ed ora tutto ok.
Questo problema mi ha afflitto per settimane.... 😞
diglo
-
2
-
 1
1
-
-
Allora ciao a tutti,
in pratica mi sono appena accorto che quando lancio una stampa con layer a 0.25, non appena inzia la stampa, il display segna subito 0.51 e rimane tale per i primi 2 layer e ovviamente questo crea fastidio nella stampa dei primi layer... Il primo layer viene benissimo quindi la distanza ugello è ok!
Nel gcode il primo movimento Z è a 0.25!
Sto usando PrusaSlicer 2.2 ultima versione.
Il firmware della mia Ender 3 è marin 1.1.9, ho abilitato il mesh bed levelling manuale e linear advance.C'è qualcosa che sbaglio? Qualche offset?
DITEMI DOVE DEVO INIZIARE AD APPICCARE IL FUOCO.
diglo
-
Ciao a tutti sono diglo, di giorno faccio software per robotica industriale e di notte stampo 3D e cazzeggio coi microcontrollori.
Fusion 360 + Ender 3 pro un po' modificata, e3d v6, MKS gen L... ecc ecc...
Il mio blog http://diglo.altervista.org/
ciao!
-
3
-


Ugello MK8 compatibile con E3D V6?
in Hardware e componenti
Inviato
quindi dici che non riesco ad avvitarlo fino a far arrivare l'ugello contro l'heatbreak?
per me non ci sono problemi a spostare la home e rioffsettare tutto