

Nicola Podda
-
Numero contenuti
21 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Nicola Podda
-
-
14 minuti fa, Davide87 dice:
Perché vedendo la foto mi è tornato in mente questo video... e nei tuoi disegni potresti provare la prima modifica proposta e vedere cosa succede.
https://www.youtube.com/watch?v=j6508J94VsA
Però sono curioso di sentire anche il parere degli altri.
Ho visto che alcuni danno la colpa di questa problematica ad un overhang che tende a colare all'interno del foro.
Quale materiale stai utilizzando? Temperatura nozzle e velocità della ventola?
Il problema e' Che schiaccia anche nella parte inferiore del foro.
PLA CARBON 220 gradi
-
Adesso, Davide87 dice:
Lo hai disegnato tu il pezzo?
Si. Disegnato da me... Ho provato anche STL diversi..
-
10 minuti fa, Davide87 dice:
uhm... quale dimensione ha il foro nella foto?
Altezza layer utilizzato?
ciao@Davide87 foro 6mm. Layer 0.2
-
2 minuti fa, Davide87 dice:
Ciao @Nicola Podda, il pezzo è stato stampato con i supporti?
Provato con supporti e senza. Stesso risultato
N
-
Ciao a tutti,
vorrei chiedervi un consiglio SU come risolvere un problema sulla mia 3D (Anycubic mega s)
Stampando un pezzo in orizzontale, I fori presenti nella stampa risultano perfettamente tondi. Se stampo lo stesso pezzo in verticale, I fori vengono stampati ovali (schiacciati).
premetto Che ho calibrato alla perfezione gli steps Di tutti gli assi (cubo 20x20x20), le cinghie soon tirate al punto giusto, pulegge ok e assi alienati. Nessun "gioco " meccanico.
ho provato anche con diversi slicers, Cura (quello che uso di solito) e Simpify3d. Stesso risultato. Ho provato anche diversi STL, ma il risultato non Cambia.
Qualcuno può darmi una mano?
allego il file del pezzo.
grazie
Nicola

-
1 minuto fa, Gigi dice:
qui viene spiegato il calcolo del flusso di stampa su simplify3d, riportarlo su cura non dovrebbe essere un problema
https://help3d.it/come-calibrare-il-flusso-di-stampa-thin-wall-test-flow-tuning/
ok, ora provo un pò
grazie
-
8 minuti fa, Gigi dice:
puoi mettere una foto?
-
38 minuti fa, Gigi dice:
il flow non è un valore a caso ma lo puoi calcolare. di partenza è 1
120 o 140 sono valori di cosa?
Sono i valori che ho inserito nel flusso
-
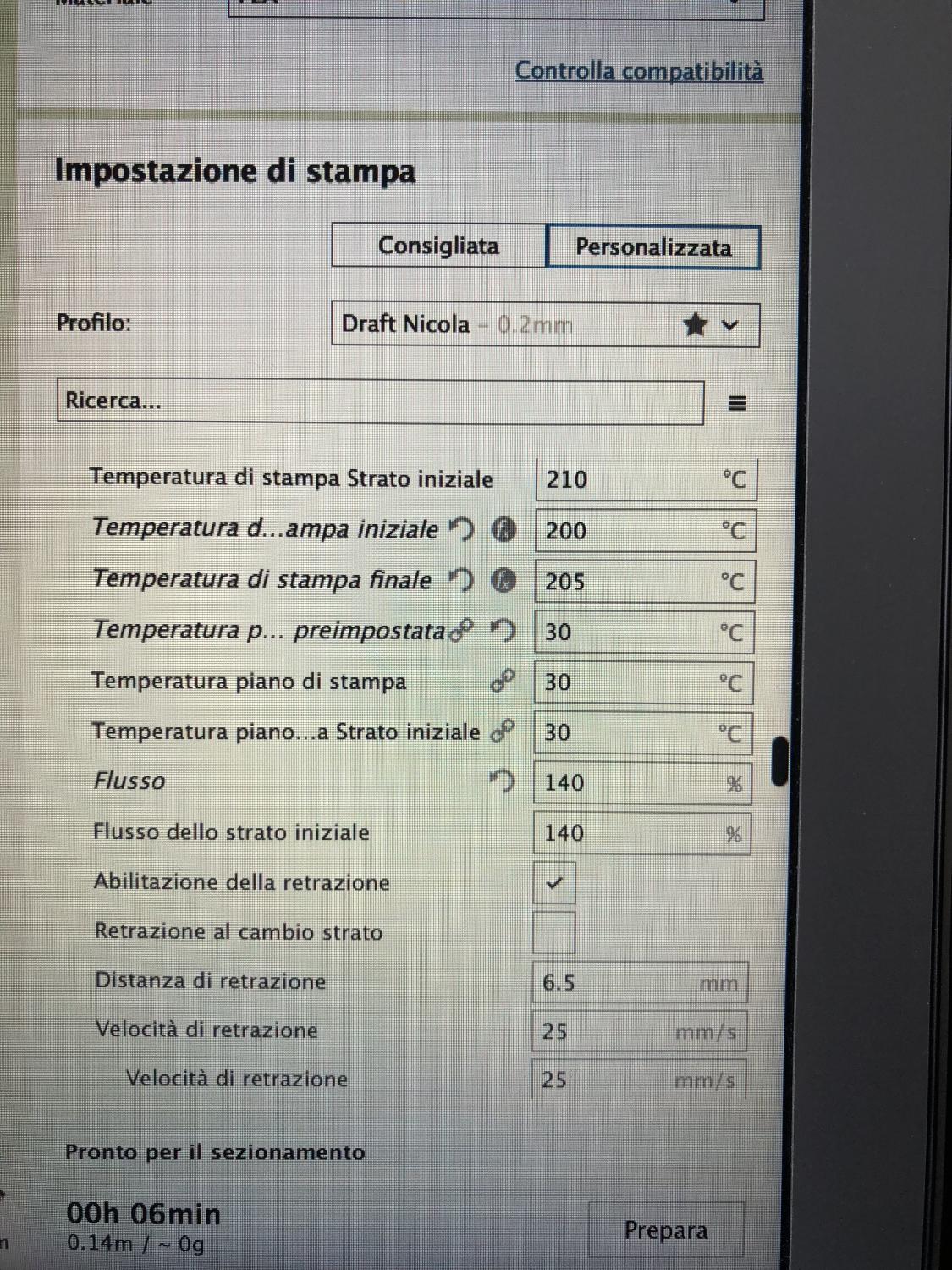
Buongiorno a tutti.
Ho fatto un pò di prove e sistemato l'estrusore in quanto aveva una vite troppo tirata e non riusciva a spingere bene il filamento all'interno.
Ho provato a estrudere 5cm di filamento da software e sono stati inseriti realmente 5cm, quindi penso sia tarato tutto bene.
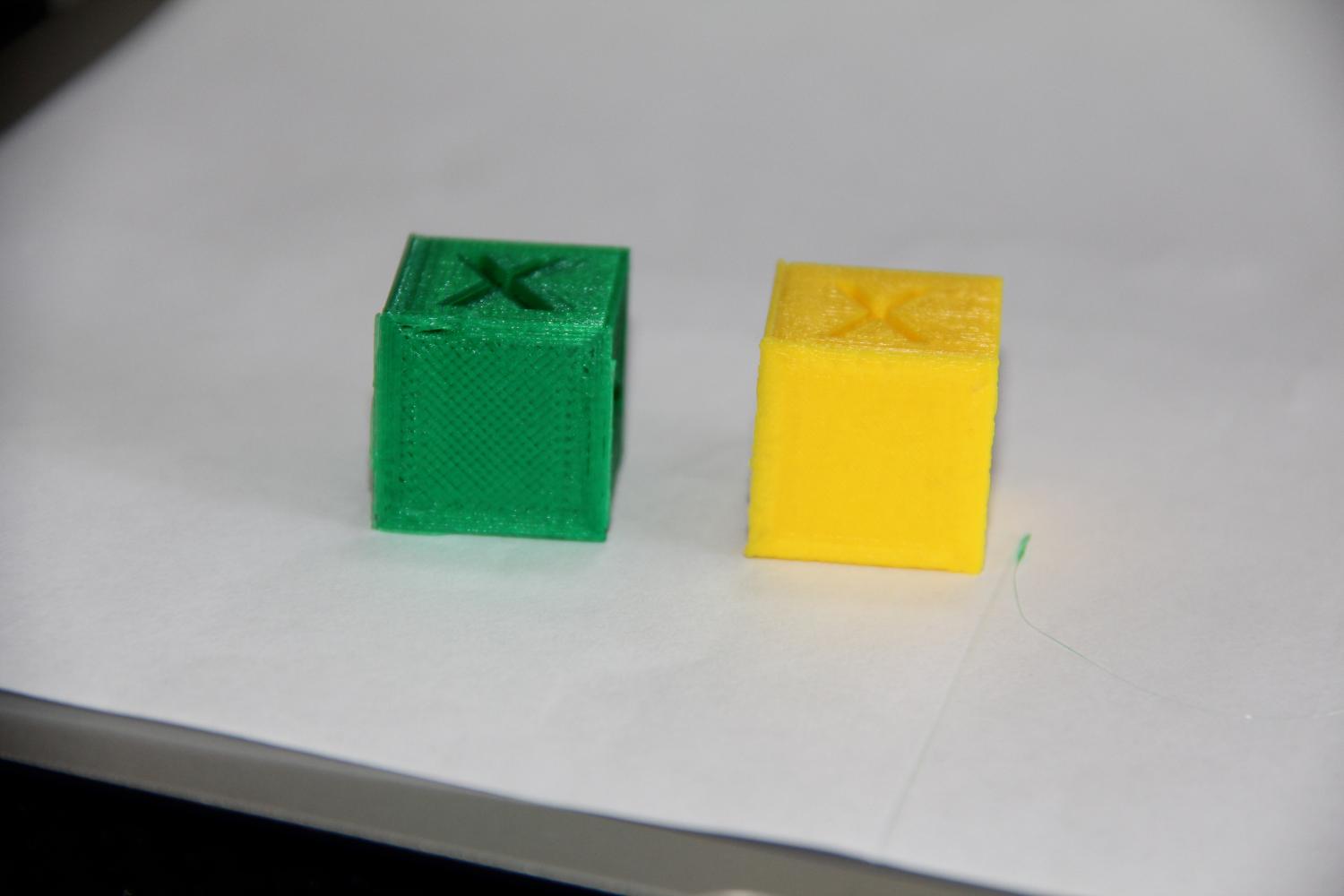
Ora, ho stampato 2 cubetti. Uno verde con un flow di 120 e uno giallo con un flow di 140 (ne ho stampato anche uno a 100 di flow ma nemmeno lo considero in quanto era pietoso).
Su tutti i cubetti ho usato 205°, spessore linea 0.2 e riempimento al 25%. Spessore dei muri e del sotto e sopra 2mm
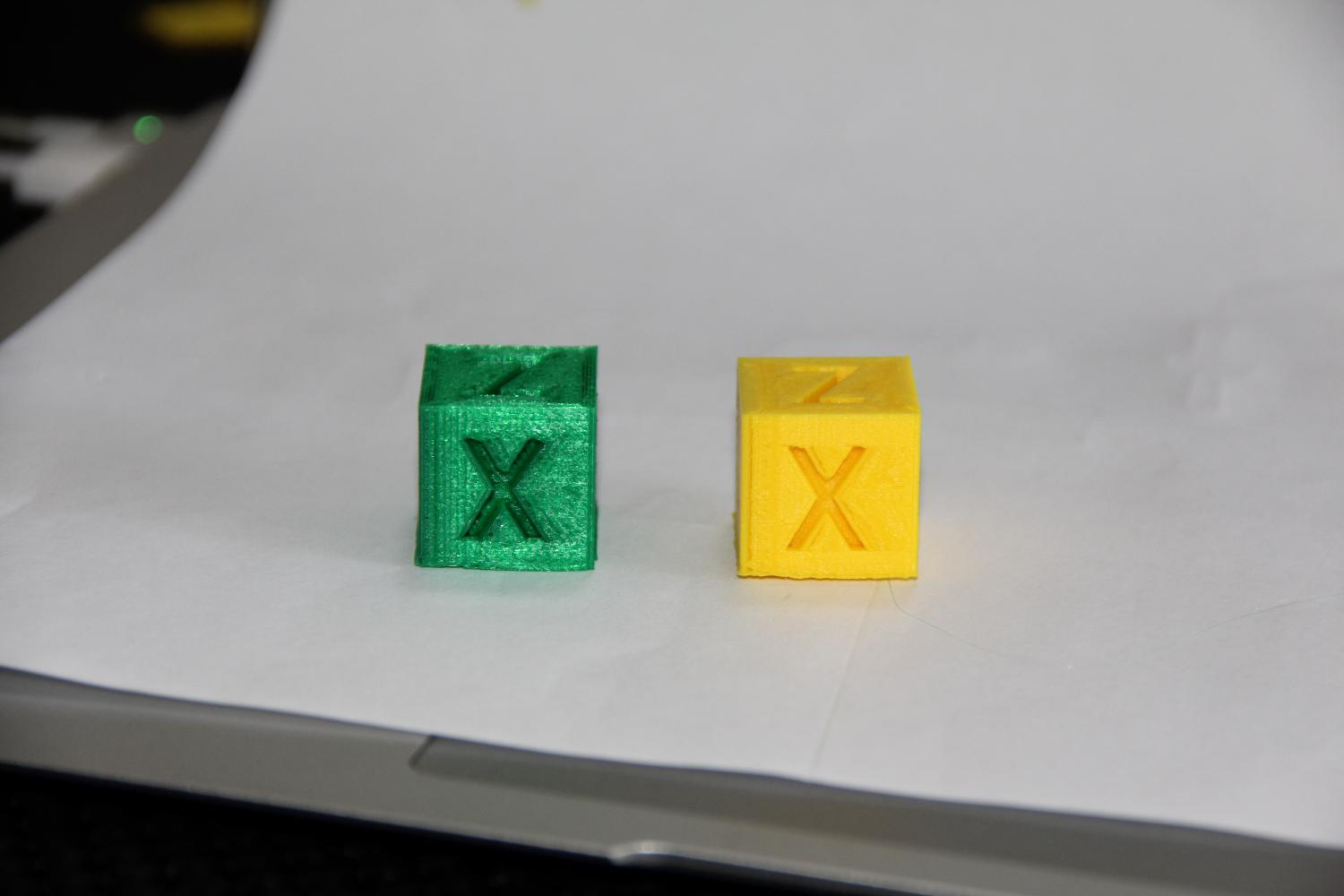
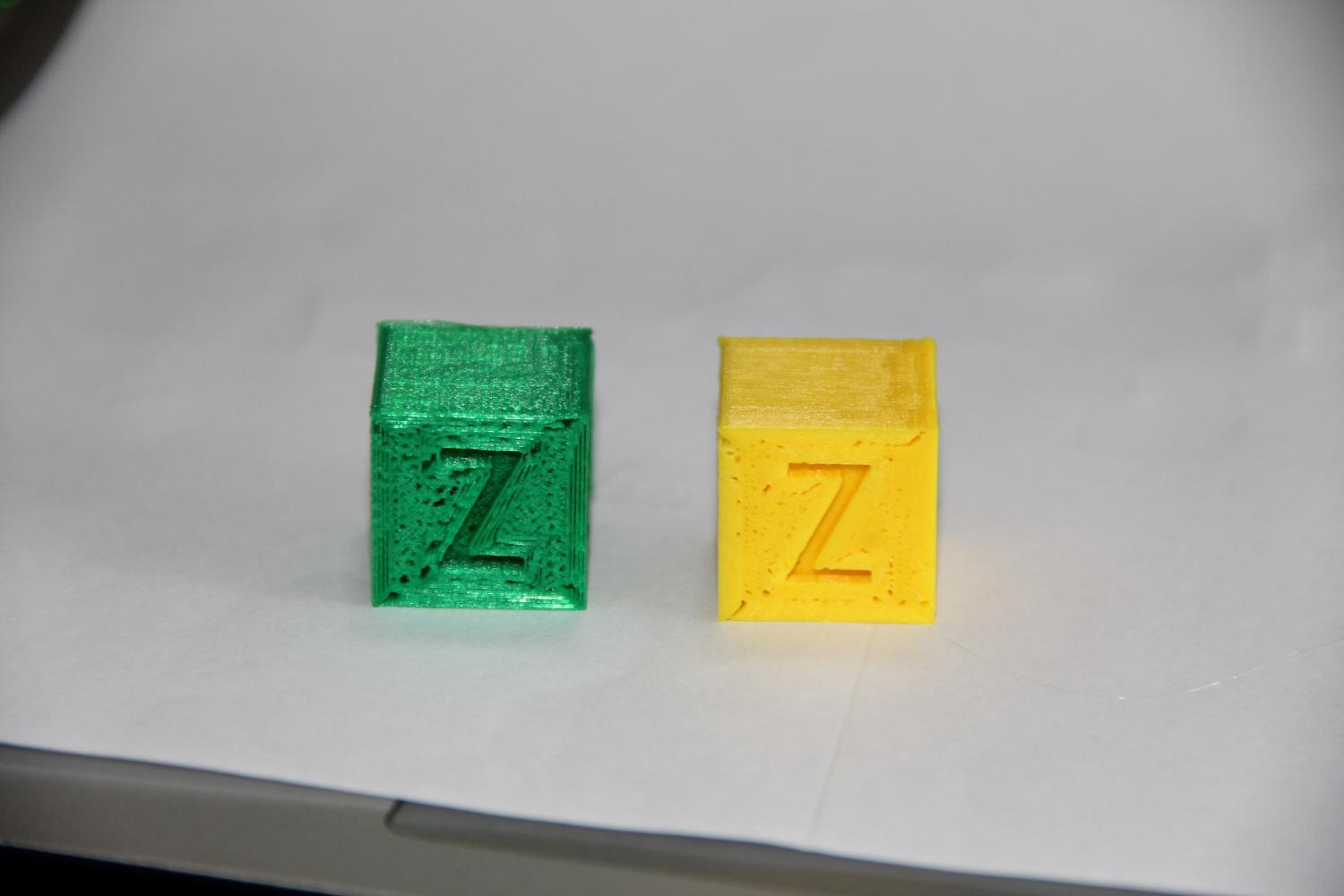
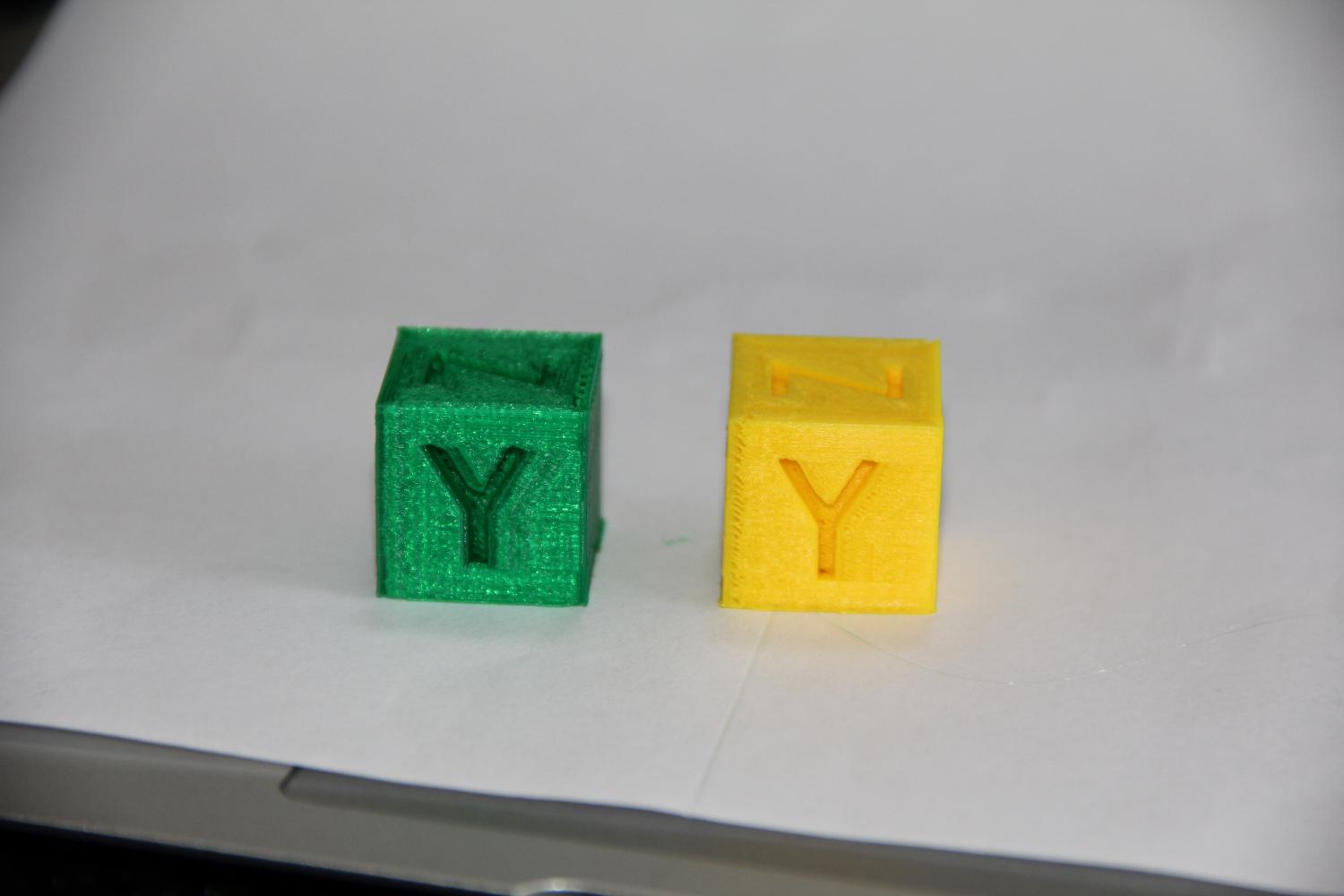
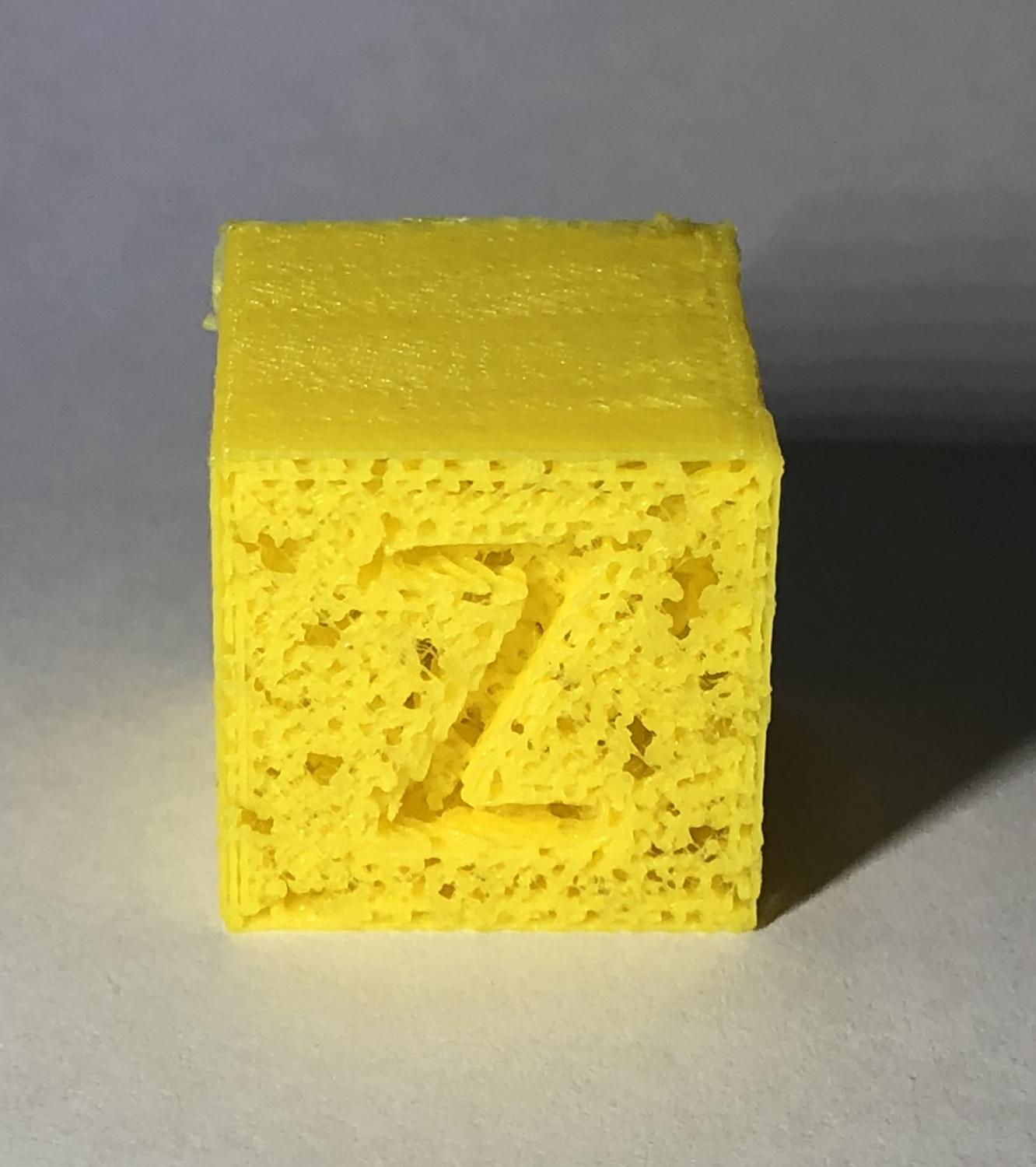
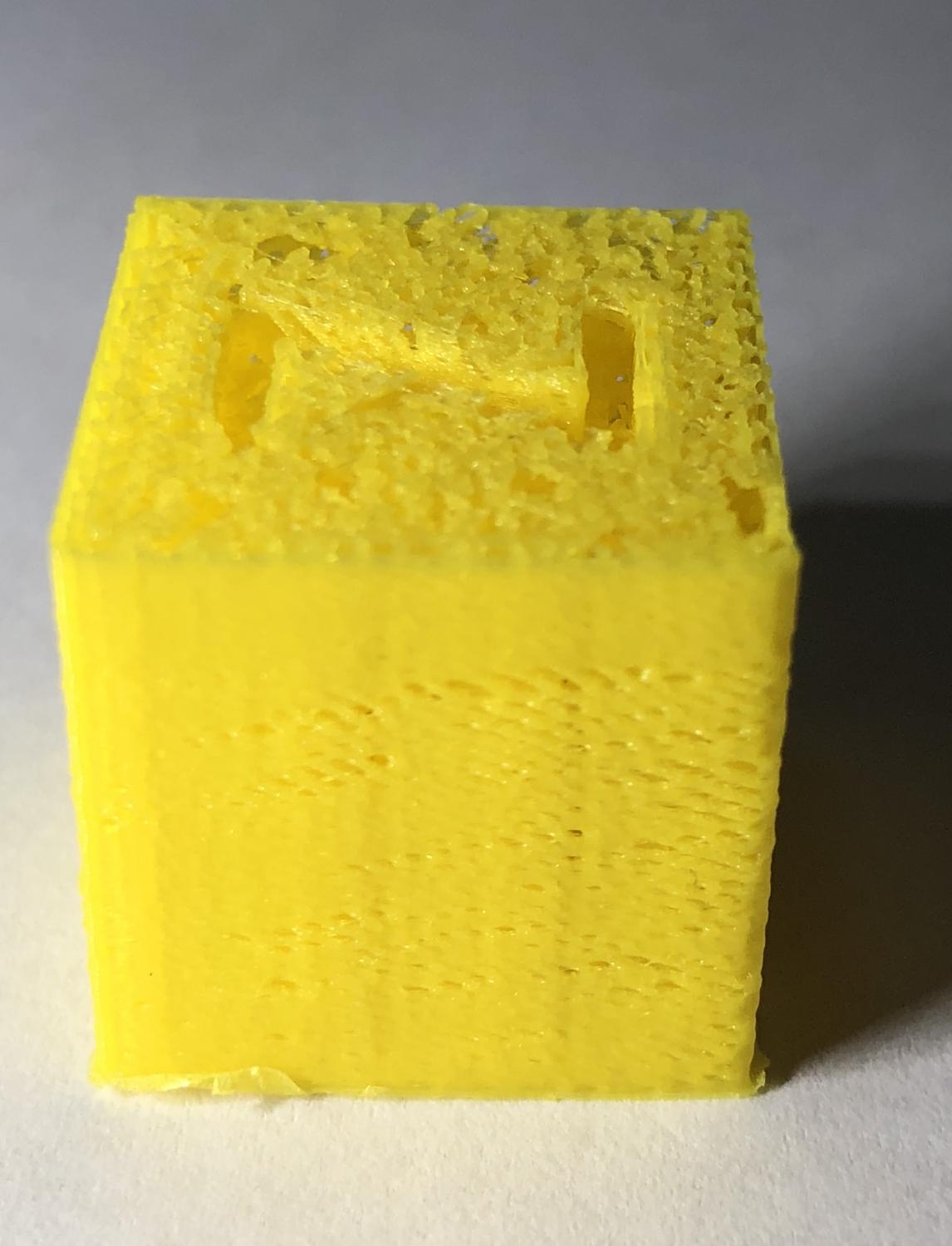
Sari quasi soddisfatto, ma come mai il sopra (Z) esce sempre male? Il fondo va bene, i lati accettabili il sopra è un casino.
Che modifiche devo apportare?
Allego le foto di xyz. Il sotto lo metto in un altro post in quanto le foto sono pesanti (le ho fatte di alta qualità apposta).
Grazie
Nicola
Questa è la foto del "Sotto"
Nicola
-
2 ore fa, Alep dice:
Per sdebitarti va bene anche una birra via mail
😀😀😀😀 🍺 🍺🍺🍺
-
1 minuto fa, Alep dice:
Metti una foto dell'estrusore dove si veda bene il gruppo di trascinamento, cosi sappiamo di cosa si parla
Ok, perfetto. Domani la posto... qui da me sono le 11.00pm e ora mi sa che mi sposto a letto 🙂
Domani faccio tutto.
Grazie per il tempo che mi state dedicando
Nicola
-
 1
1
-
-
49 minuti fa, Marcottt dice:
Tactac potrebbe essere che estrudi troppo oppure estrusione difficoltosa oppure temperature nozzle troppo bassa oppure cose simili
Inviato dal mio SM-G935F utilizzando Tapatalk
Estrusione troppo alta non credo in quanto se vedi i cubetti, sembra che manchi materiali.
Per quanto riguarda la temperatura, sono partito con il PLA da 215 sino ad arrivare ai 195. Ho bloccato la temp a 200 in quanto mi sembra che l'estrusione sia lineare.
Ho ripulito anche tutto l'estrusore, pensato ci fosse magari sporcizia che rallenti la fuoriuscita del PLA, ma non ho risolto il problema.
domani faccio qualche prova e vi aggiorno 🙂
Grazie
Nicola
-
48 minuti fa, Marcottt dice:
hai verificato quanto estrudi ? prendi un punto di riferimento, manda in estrusione 100mm e poi misura quanto filamento hai realmente mosso... (io per esempi sul tubo bowden trasperente, ho fatto 2 segni a 10cm di distanza e porto il filamento all'inizio poi estrudo 10cm e vedo se lo stesso punto è arrivato sull'altro segno)
Ok, domani faccio questa prova. Vediamo un po’ che succede..
Comunque ho notato che a volte l’esteusore fa un rumore come “Tack tack” e sembra quasi che slitti il filamento.
hontarato anche la vitina che c’e Sul retro ma non cambia nulla.
per ora grazie e vi aggiorno
n
-
2 ore fa, Alep dice:
Stai sotto estrudendo, è un classico delle prime stampe, in cura dove dichiari il diametro del filamento c'è il parametro del flusso,che di base è a 100, prova ad aumentarlo a 105 o più
Assicurati anche che il diametro sia dichiarato 1.75
Lo spessore è impostato a 1.75 e il flusso a 115%
-
Comincio con la prova di estrusione a vuoto e regolazione della temperatura, magari faccio qualche video durante così mi potete dire dove sbaglio, scusate il ritardo con il quale rispondo ma qui siamo a +7 ore avanti 😀😀
buona giornata a tutti
Nessuno che mi dà un aiuto?
😀😀
-
Ciao a tutti
Oggi dopo aver ritarato il piatto, cambiato PLA con uno nuovo sono riuscito a fare qualcosina.
Ovviamente non sono soddisfatto in quanto ci sarà da tarare un sacco di roba.
allego i file del cubo. Mi date qualche dritta su come sistemare il tutto?
Premetto che ho stampato da CURA con il profilo "FINE". Ho cambiato solo le temperature di stampa e impostate a 200°
Grazie
Nicola
-
5 minuti fa, Slider dice:
Come detto nell'altro post se a mano il filamento estrude bene e senza problemi dovresti probabilmente rivedere la calibrazione del piatto (prova a farlo con un foglio A4 se non ti hanno incluso nulla per la calibrazione nella stampante).
Infine posta i parametri di stampa, altezza primo layer, temperature e velocità.
Un consiglio fai le prove con un cubo di 20 x 20 x 20.
Come faccio ad estrudere a mano?
la cosa strana è che se sollevo l’asse Z e mando in pressione l’estrusore, il filamento non esce fluido e si aggruma sotto l’uggello.
come strato primo layer ho 0,3
-
Ciao a tutti, questo è il mio primo post su questo forum. Ieri ho completato l'installazione della mia prima stampante 3d. Milled Printed 3d (autocostruita) con estrusore Aero Titan.
Ho fatto la prima stampa di prova, dopo aver allineato il piatto e dato i primi parametri a Cura. Ho stampato un cubo e diciamo che ho avuto un risultato su scala di piacimento del 20%. Sinceramente mi aspettavo molto di meno 😉
Questa mattina ho riacceso tutto ho lanciato un'altra stampa. Da qui nascono i problemi.
1) il filamento non viene estruso in maniera fluida dall'estrusore. (la bobina è libera e scorre senza alcuno sforzo)
2) Quando parte la stampa, la stampante fa dei giri dove non viene estruso nessun materiale e quando comincia a estruderlo lo fa a tratti. Magari estrude una grande quantità poi riprende a scatti.
3) quando comincia la seconda passata, l'ugello striscia sul layer precedente e si porta via tutto creando un impasto madornale.
4) contorni a parte, quando riempie all'interno, molte zone non vengono coperte dal pla.
In poche parole non riesco a stampare nulla!.
Ho provato temperature da 190 a 230° e 60° al piatto.
Il PLA è in buone condizioni in quanto ho stampato con lo stesso sulla stampante di un amico ed è andato senza problemi.
Ho provato a smontare di nuovo l'estrusore, l'ho ripulito per bene, verificato che tutto sia montato per benino ecc.... ma non ho risolto.
Le 2 ventole girano perfettamente.
Mi potete dare una mano? Sono novellino sul 3Dp 🙂
Se serve posso postare video e foto.
Grazie mille in anticipo
N
-
Ciao
-
Ciao a tutti, mi chiamo Nicola.
Sono Italiano ma vivo in Australia.
Da oggi sono in possesso della mia prima stampante 3d. Spero di scambiare informazioni e condividere il più possibile con voi.
Nicola
-
1
-



Fori "ovali"
in Problemi generici o di qualità di stampa
Inviato
Si, ho controllato lo slicer e i fori risultano tondi.