

skimans
-
Numero contenuti
162 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da skimans
-
-
stasera provo questa soluzione:
http://forum.seemecnc.com/viewtopic.php?t=5213
in sostanza si trova di modificare nel firmware il PID max abbassandolo un po.
Vi farò sapere.
grazie
-
come extruder l'originale è un MK8.
Non so se quello che ho preso è compatibile...ma ci assomiglia parecchio.

-
nella pausa pranzo ho provato.
Purtroppo mi dà errore durante autotune M303 E-0 S210 C8
Autotune Failed!! Temperature too high.
Noto che il valore della temperatura sale molto velocemente e in 15 secondi è gia a 200°C.
-
1 ora fa, marcottt dice:
si
se dopo i test è tutto ok, se puoi editare il firmware metti quei valori nel firmware, se no fai come dice lui oppure (o anche ) metti quel comando direttamente in startup così ad ogni stampa li confermi...
ma con M500 io memorizzo per sempre nel firmware...o sbaglio ?
mettere in startup intendi nel G-Code iniziale ?
-
1 ora fa, marcottt dice:
Devi fare taratura pid
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
tramite Repetier Host ??
in questo modo ?
https://markuz.nightwindworld.org/hotend-autotuning-firmware-marlin/
-
buongiorno a tutti
ieri ho sostituito l'estrusore della mia DMS DP5 montando questo estrusore:
https://www.amazon.it/gp/product/B01197H820/ref=ppx_yo_dt_b_asin_title_o03_s00?ie=UTF8&psc=1
dopo aver collegato i cavi e tutto il resto alla prova di stampa ho notato che la temperatura arrivata ai 210°C del PLA come impostato con Repetier Host tendeva cmq a salire e arrivava sino a 230-240°.
La stampa non partiva, dopodichè la temperatura è ridiscesa fino a 204, per poi risalire.
In sostanza si aggirava attorno ai 210°C con tollerenza +- 10°.
Ad un certo punto la stampa è partita.
Con l'estrusore originale quando la tempertura arrivava a 210°C la stampa partiva immediatamente.
Avete qualche info in merito ?
grazie
-
Sulla mia stampante ho installato firmware Marlin 1.1.4 e la home position è esattamente nel centro del piatto.
E' possibile cambiare questa posizione mettendola in un angolo del piatto ?
-
alt!! ho messo la stagnola sopra il vetro e dove fa l'home e non va a sbattere sul vetro 😀
il problema adesso è che mi resta troppo alto il nozzle.
potrei alzare il sensore....
-
nel frattempo ho provato a mettere la stagnola tra vetro e piatto ma il sensore SN04-N (quello verde) non vede il vetro e in nozzle va a sbattere sul vetro.😓
-
12 ore fa, marcottt dice:
Non mi sembra ottima idea. Ogni tanto il piatto va pulito e lavato dalla vecchia lacca... Dovresti smontare e scollegare ogni volta...
Anycubic kossel linear plus,
Inviato utilizzando Tapatalk
smontare cosa ??
non c'è bisogno di smontare il piatto...
va pulito e basta...
-
ciao Davide,
utilizzo un sensore (quello verde) che non vede il vetro.
Questo:
Ma forse se tra vetro e piatto metto la stagnola forse me lo vede...chiaramente modificando lo Z14...in un valore più alto..
-
Dopo diversi tipi di tappetini buttati nel cestino perchè dopo 4-5 stampe erano gia segnati e rovinati, stavo valutando l'idea di stampare direttamente sul piatto di alluminio.
Terrei la temperatura del piatto leggermente inferiore e magari ci metterei un po di lacca (come si fa col vetro).
Utilizzo una stampante DMS DP5.
Che ne dite..è fattibile o potrei rovinare anche il piatto ?
-
credo di aver capito il problema.
si tratta dello spessore del piano.
Il vetro è altissimo e non funziona.
Ho preso una porta documenti dello stesso spessore del piano originale e sembra funzionare.
-
stampante DMS DP5
Ebbi lo stesso problema tentando di mettere il vetro circa 4-5 mesi fa.
Poi ritornai al piano plasticoso...
Voi allora mi avevate detto che il sensore non vedeva lo Z=0 e quindi tendeva a scendere. Mi avevate detto altresì che la pelllicola di alluminio andava messa tra vetro e piano per funzionare.
-
buongiorno a tutti
ho cambiato oggi la base di stampa mettendo il vetro al posto del piano plasticoso che c'era prima.
Ho messo anche la pellicola in alluminio tra vetro e piatto, ma quando faccio home l'estrusore va a sbattere sul piatto tenendo ulteriormente a scendere.
Ho sbagliato qualcosa ?
può essere che il sensore non vede l'asse Z=0 e continua a scendere senza fermarsi ?
-
Ho letto nel web che gia da diversi anni vengono commercializzate stampanti 3d che stampano direttamente particolari metallici attraverso una tecnologia particolare.
Chiedevo quali potrebbero essere i costi di una stampante del genere attualmente..visto che l'articolo letto risaliva al 2014.
Allora si parlava di 70000 euro...ma come si sa col passare degli anni i prezzi calano drasticamente.
-
altra soluzione è Fasteners...di facile installazione e menù molto intuitivo...
-
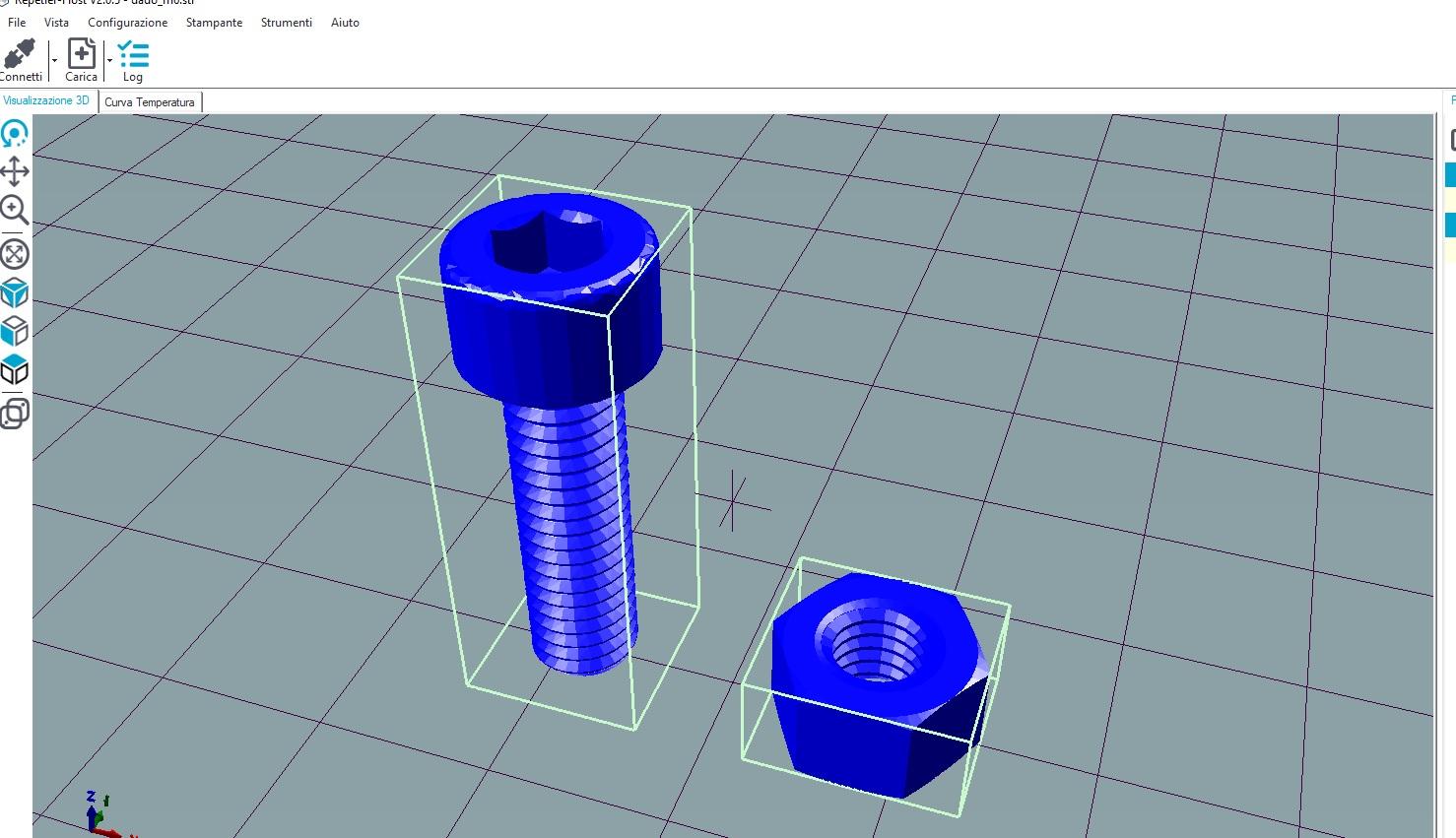
Ho cercato nel forum una discussione riguardante questo add-on di Freecad e non trovando nulla in merito mi sembra strano che non ne avete mai parlato.
Ci provo io (cmq se qualche discussione fosse gia presente vi chiedo di segnalarlo qua) In sostanza con Screw Maker si crea all'interno di Freecad in modo semplice e facile viti e dadi in 3d.
Da Freecad si salva poi in formato STL e via alla stampa.
voi avete gia avuto esperienze con Screw Maker ?
pro e contro di questo add-on.
-
Ma è normale che puzzi così l'ASA quando si stampa ?
ASA Creozone...
più che altro vorrei capire se è tossico o no...
avete info in merito ?
stampato con estrusore a 260°, piatto a 40°, altezza layer 0,15, latezza primo layer 0,15, larghezza estrusione primo layer 120%.
-
a proposito di dimensioni dell'ugello...
ho visto che a corredo della mia stmapante c'erano inclusi altri 4 ugelli delle seguenti dimensioni:
0.5
0.4
0.3
0.2
attualmente credo che sia montato lo 0.4....devo controllare...
ma gli altri per quali materiali servono ?
-
il filamento mi esce molto fine. Ugelo 0,4. ma forse è normale.
volevo cmq capire la procedura per smontarlo e pulirlo. E darci una pulitina prossimamente.
-
Dopo diverse stampe, vorrei procedere a smontare l'ugello e pulirlo per bene al fine non solo di.. pulire per bene..ma sopratutto di migliorare le prossime stampate.
Ho trovato nel web questo video abbastanza chiaro che spiega lo smontaggio dell'ugello:
mi sembra di capire che va fatto a estrusore caldo (205°).
Volevo chiedere un paio di cose:
1) prima di smontare l'ugello devo togliere il tubo con il filamento ?
2) per pulire l'ugello una volta smontato cosa utilizzo ?
3) per rimontarlo sempre a estrusore caldo o no ?
thanks
-
DMS DP5
allora dovrò verificare i passi/mm...
cmq la differenza è minima..potrei anche tenerla così..
-
ho notato delle differenze dimensionali dal disegno al pezzo finale.
di circa 0,50 mm su lunghezza 80 mm..
è normale...o potrei annullare questa differenza impostando alcuni parametri ?
Estrusore cambiato e temperatura ballerina
in Hardware e componenti
Inviato
accidenti la situazione è peggiorata..
Error:MINTEMP triggered, system stopped! Heater_ID:0
quando accendo la stampante, sul display, in prossimità dell'icona del nozzle vedo -14°C