

PowerRS
-
Numero contenuti
43 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da PowerRS
-
-
Si si, la vite del trascinatore l'ho allentata appena finito di montare la stampante !
Ho provato a muovere il filo con il trascinatore e il motore "in mano" e ho notato che si riesce a muoverlo abbastanza facilmente. La ruota dentata non fa abbastanza attrito. Urge cambiarla. Avevo individuato anche il connettore libero fan. La collegherò lì !
-
Anche io ho problemi con l'estrusore... a momenti funziona bene... a momenti invece sembra che slitti e non trascina il filo.
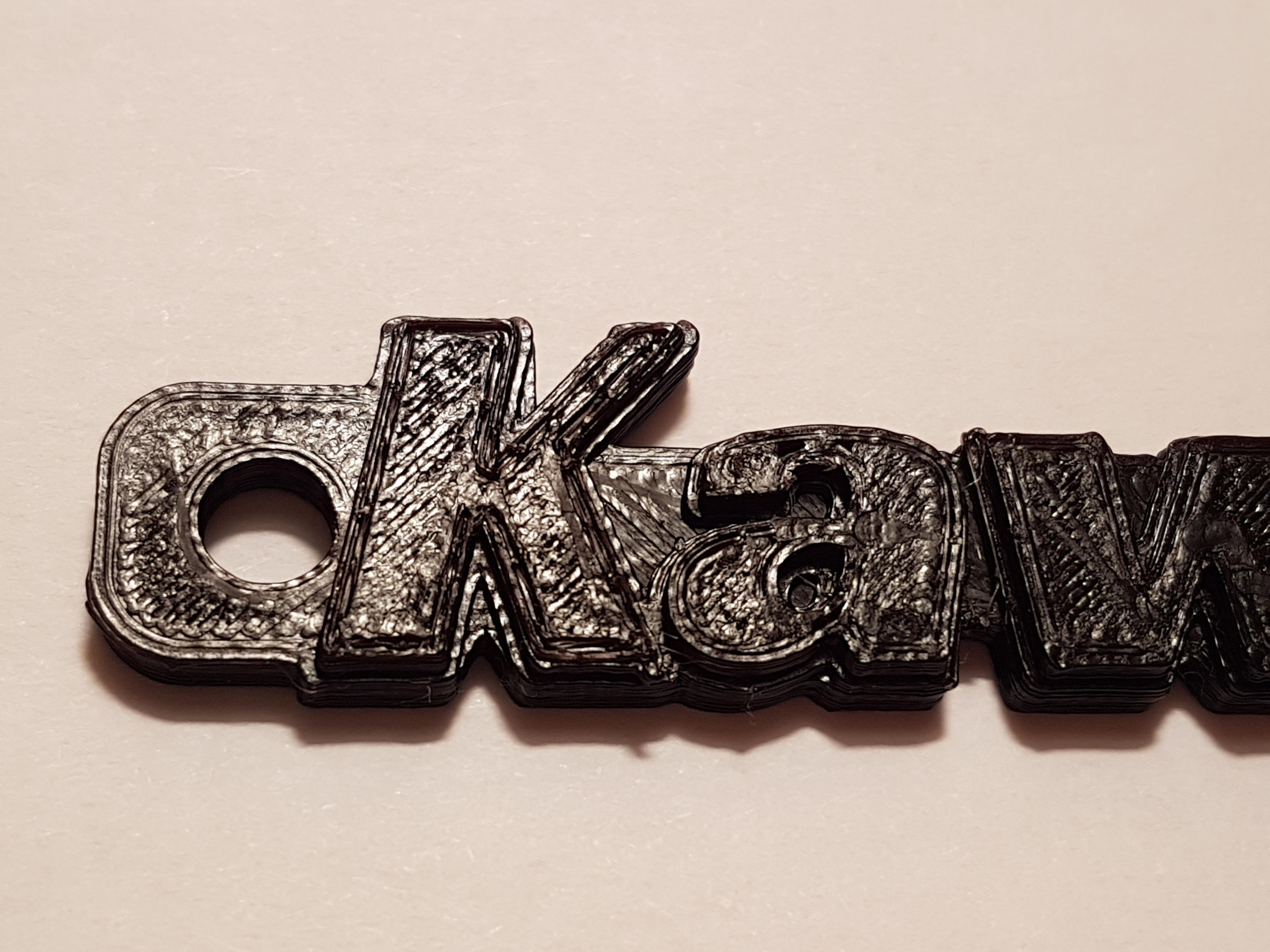
Stasera ho fatto un pezzo con il filamento nero è guardabile... (nel limite di tollerabilità con le regolazioni attuali). Ho cambiato filo con uno bianco sempre Geeetech come il nero appena usato, ecco i problemi. Non estrude bene. Il programma è il medesimo. Ho provato ad alzare e poi abbassare la temperatura dell'ugello mentre il programma andava avanti con risultati pessimi in entrambi i casi.
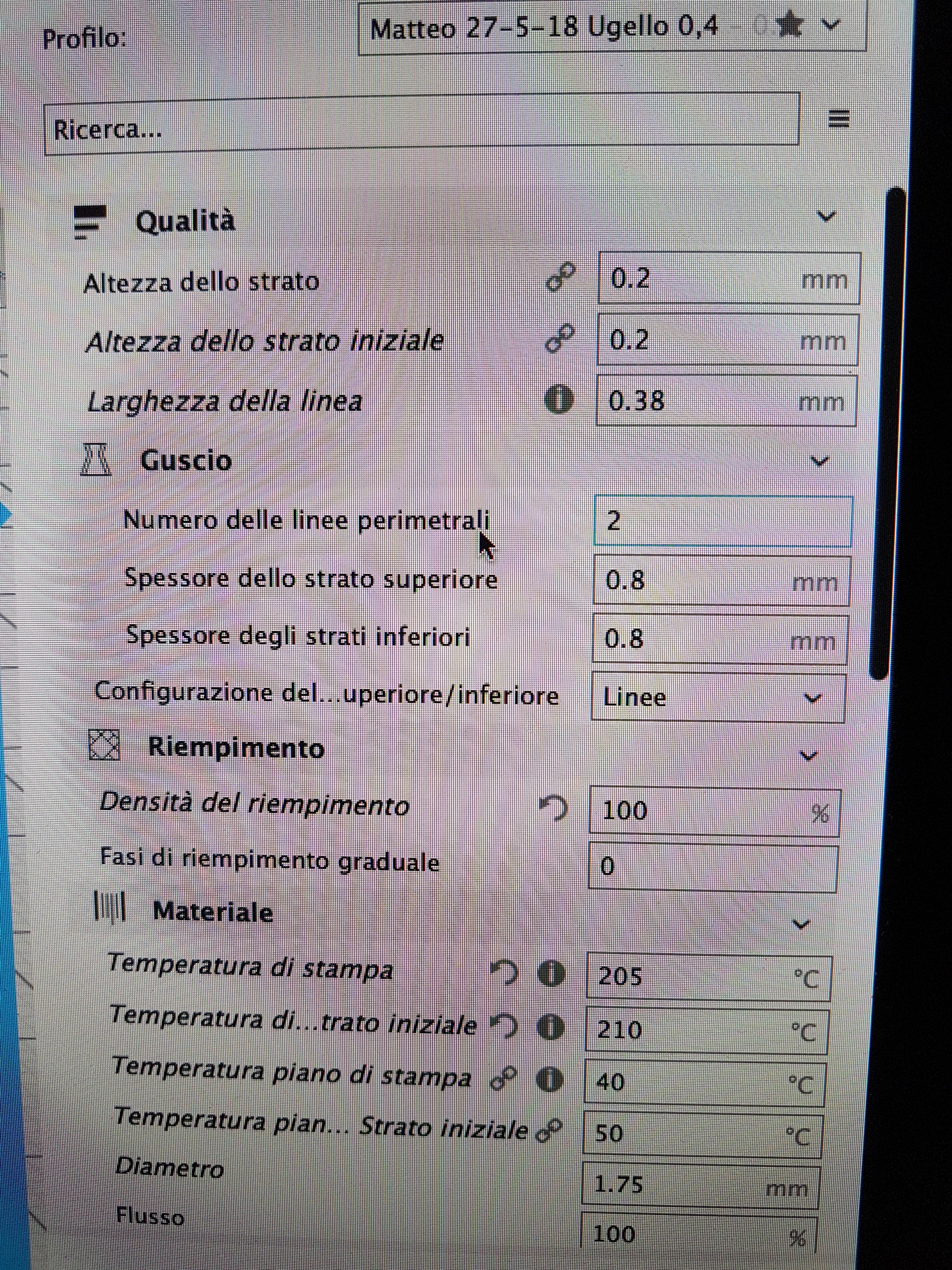
La temperatura per il piano di stampa è settata a 50° per il primo strato poi scende a 40°. L'estrusore è impostato a 210° per il primo strato poi 205°.
Il primo pezzo è stato finito, non benissimo ma è guardabile... Il successivo dopo aver cambiato filo no. Penso che il problema sia l'estrusore che slitta.
Sto usando un ugello da 0.4
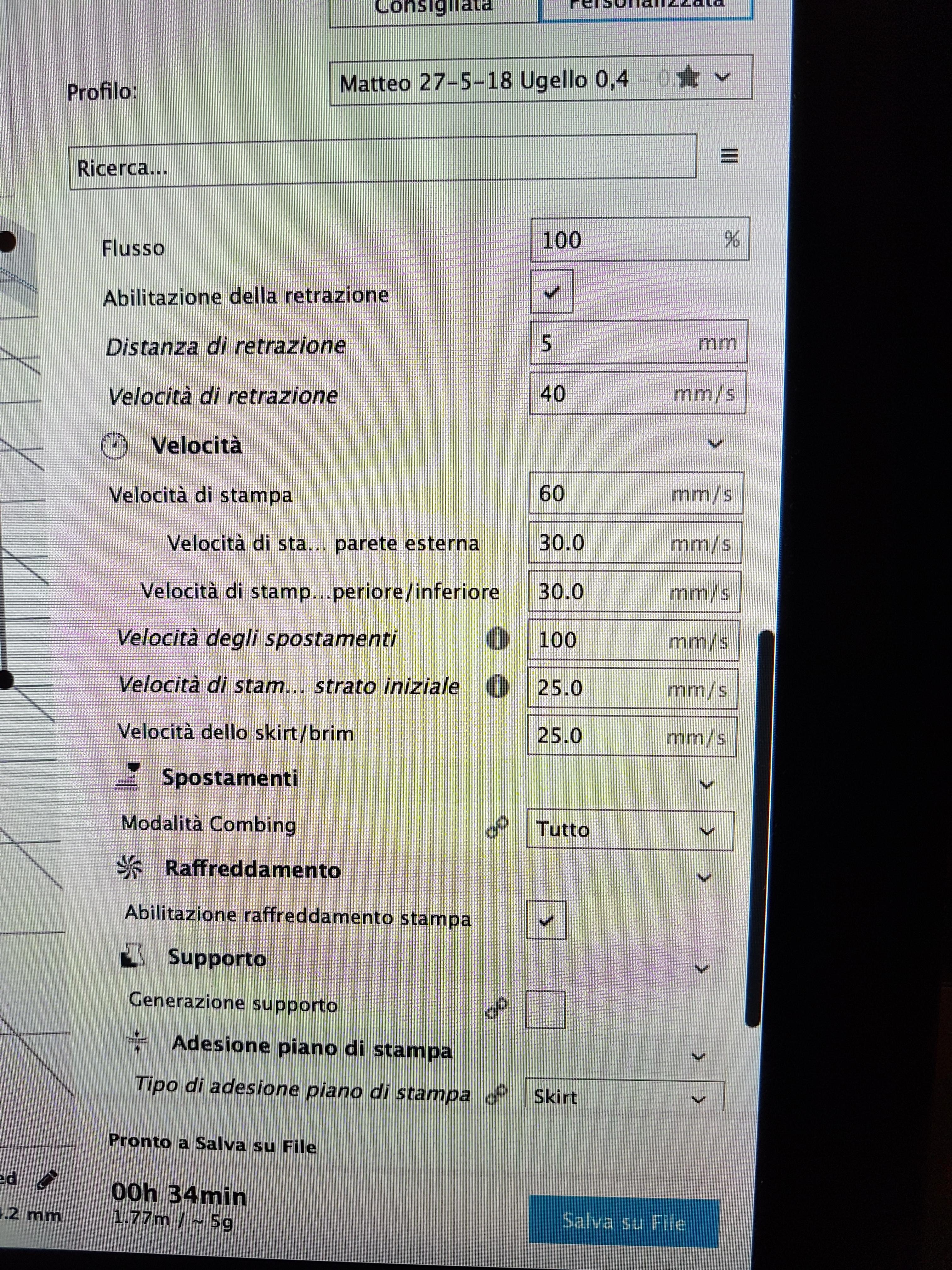
Allego le foto dei pezzi. E delle impostazioni.
Mi sto attrezzando per montare la ventola di raffreddamento del pezzo. Sempre nella Geeetech i3 dove collego la ventola?

-
5 ore fa, egy1982 dice:
stampa questi :
https://www.thingiverse.com/thing:2264693
ti servono 4 viti da 10mm m3 con dadi sempre m3
dopo averlo stampato controlla sempre se la parte che entra nella barra liscia sia abbastanza larga da non ostacolare/forzare il movimento dell'asse Z e se i dadi m3 è quello di bronzo della stmapante entrano perfettamente negli alloggi.
se ricordo bene tempo fa ho fatto 3 prove aumentato leggermente la dimensione... l'originale era qualche mm più stretto.
Grazie mille !!
-
E poi... come si installa ?? Dalle foto non capisco...
-
22 ore fa, Gigi dice:
puoi provare a stampare gli Anti Z Wobble
cerca su thingiverse
https://www.stampa3d-forum.it/forum/topic/3279-geeetech-prusa-i3-qualcuno-ce-lha/
Non so quale tipo stampare !!
-
Grazie !
@Gigi ma chiaramente dopo aver sostiutito le barre originali con queste vanno calibrati gli step mm dell'asse Z giusto?
Prima vorrei però provare con gli anti Wobble... Forse basta. Altrimenti prendo le barre.
-
Grazie per le risposte ! Ora vado al lavoro. Al pomeriggio provo a cercare gli anti Z wobble. Vedo se si risolve...
Ma le barre trapezie sono quelle verticali o le barre filettate?
-
Comunque è strano perché non l'ho mai notato prima... quindi dici che andebbero sostituite? Se si con che barre? E inoltre le due parti dove si "avvitano" sul carrello dell'asse X dovranno essere sostituite di conseguenza giusto?
-
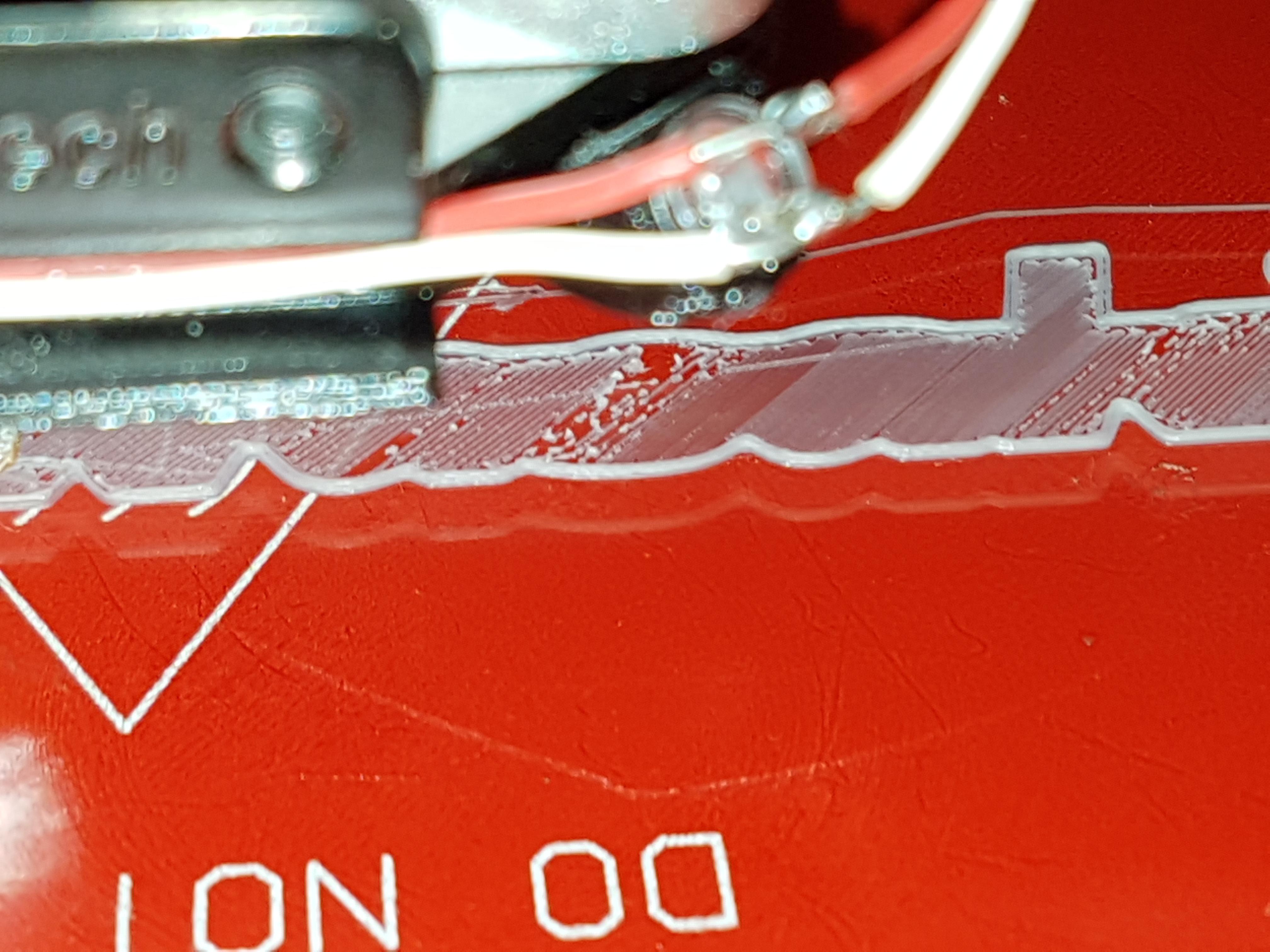
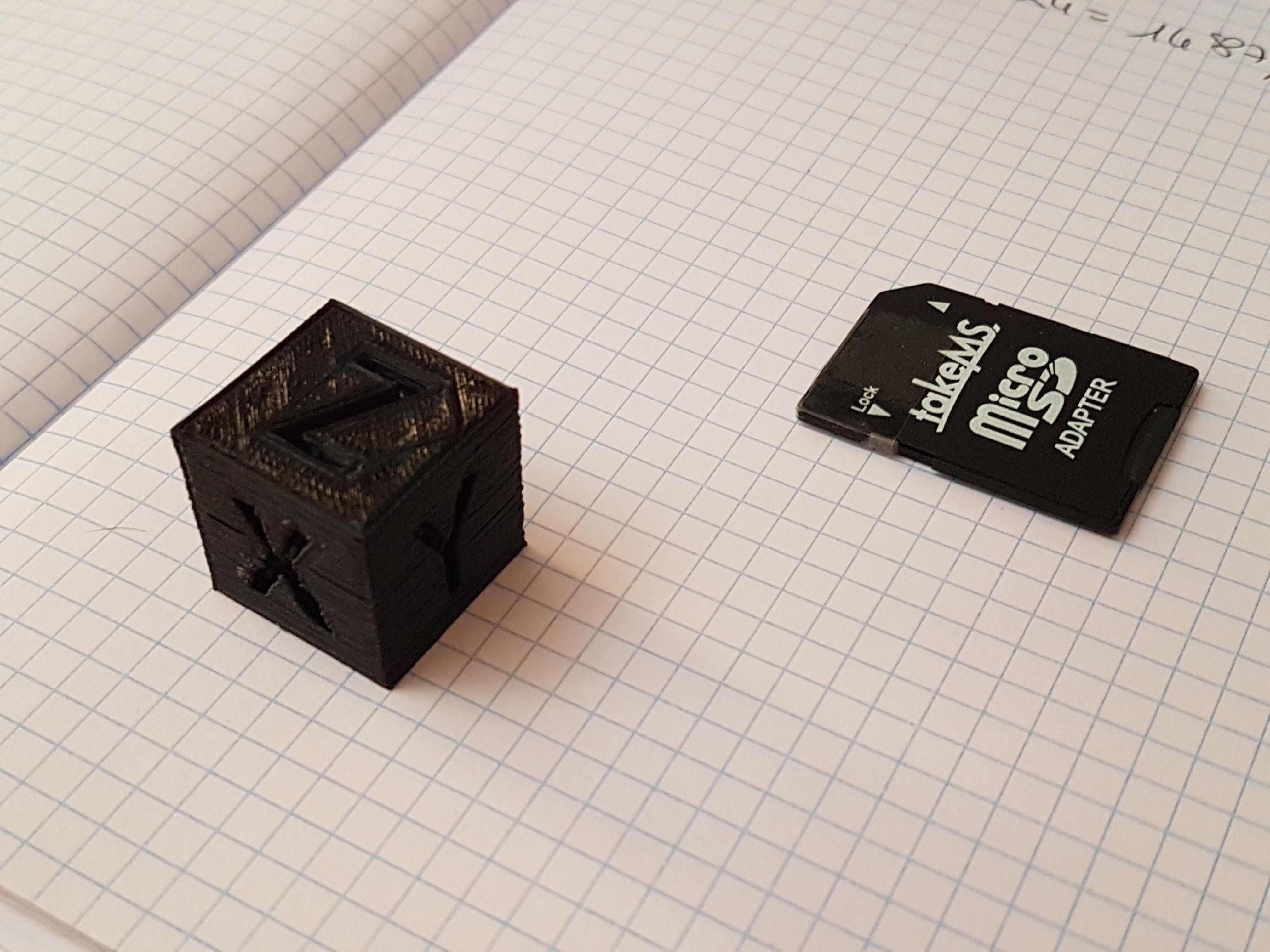
Ciao a tutti, oggi ho tarato l'avanzamento dell'estrusore. Ho provato a fare un cubetto 40x40 con un solo perimetro per misurare l'effettivo spessore delle pareti. Come spiegato nei tutorial di Help3D. Dovrò modificare la larghezza da slicer ma quello che mi preoccupa è la qualità delle pareti. Sembra zigrinata. Ma non causata dagli strati ma si ripete ogni 1 o 2 millimetri. Allego foto sperando che si capisca qualcosa.
Da cosa può essere causato questo problema?
Cinghie?
-
E pensare che ci sono passato davanti più volte 🤣
-
Grazie mille!!
Ora nanna ! Buonanotte !
-
Grazie per la risposta Gigi !
Per quanto riguarda il diametro dell'ugello cosa devo modificare in Cura?
-
Ciao a tutti, attualmente la mia Geeetech i3 ha l'ugello da 0,3 un po intasato quindi l'ho smontato per pulirlo, a proposito come posso pulirlo? Fa un filo sottilissimo e le stampe sono solo un ammasso di fili !!
A parte questo volevo provare un ugello da 0,4 per vedere che differenza c'è. Questo ugello che l'ho già quindi non mi costa nulla provarlo.
Cosa devo cambiare in Cura? La larghezza della linea?
Grazie per i consigli !!
-
Ora devo andare al lavoro. Stasera farò qualche foto e la posto qui così cerchiamo di capire !
-
Ma quanto sonoda tendere? Ho paura di tirarle troppo !
-
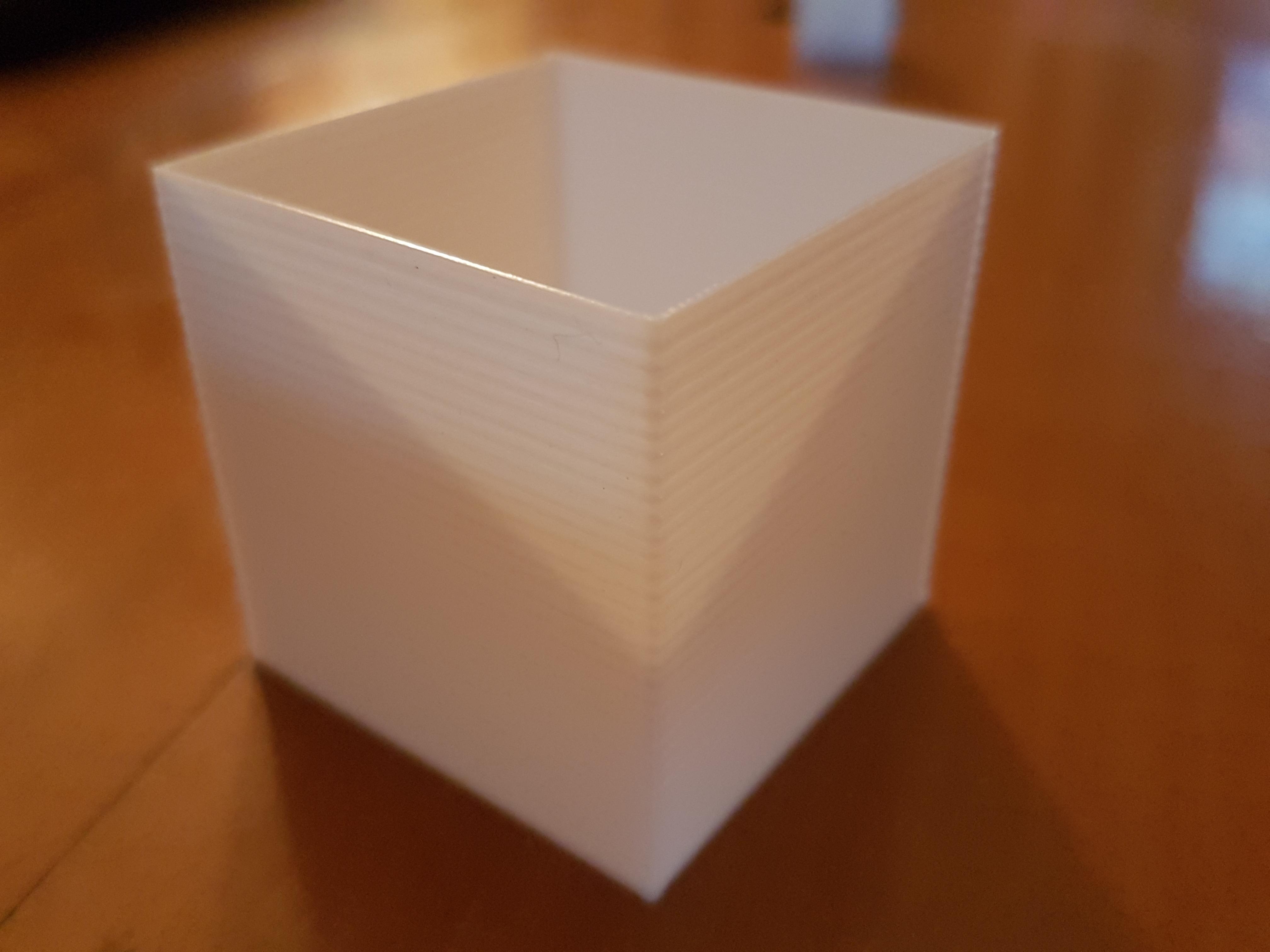
Come volevasi dimostrare il problema era la SD !!
Il cubetto è stato prodotto senza problemi !
Ora tocca smanettare un po' per migliorare la qualità generale. Una cosa che avevo già notato in altri pezzi è che l'asse Z non è perfettamente perpendicolare al piano di stampa. Gli oggetti "pendono" leggermente a sinistra.
Inoltre ho visto che per fondere bene il mio PLA devo tenere la temperatura sui 215°. Se abbasso a 205° vedo già che le passate stentano ad aderire tra di loro...
Prossimo step installare il convogliatore e la ventola per raffreddare la stampa.
-
1 minuto fa, Gigi dice:
ok.
vedi se con una nuova risolvi.
aggiornaci.
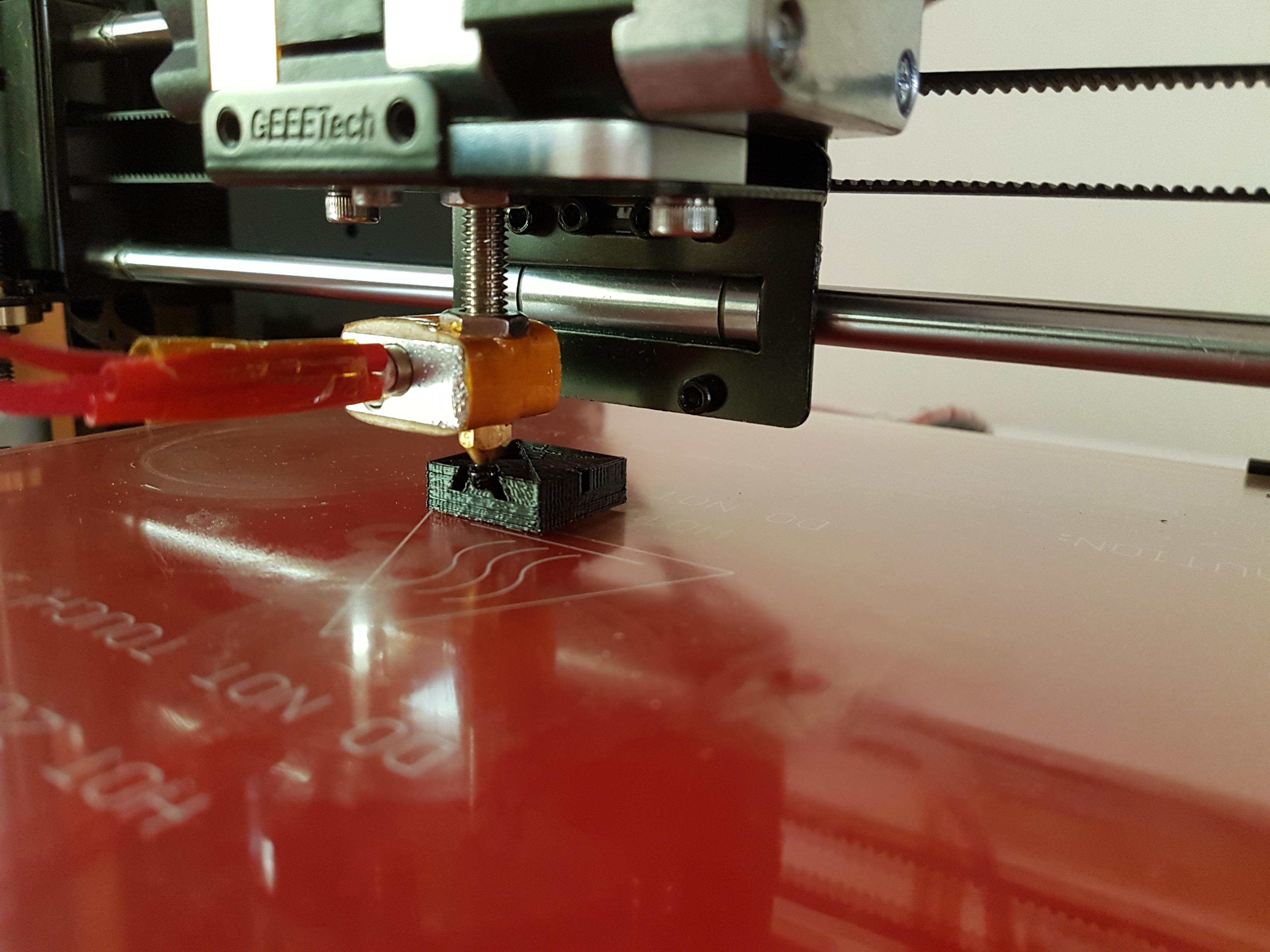
Certo ! E' già in stampa !!
-
 1
1
-
-
11 minuti fa, Gigi dice:
prova a riformattare la scheda sd e ricarica il file stl
ho letto di qualche problema che può dare la scheda
controlla anche se il driver dell'estusore si surriscalda
Proprio ora che sto trafficando col Mac e Cura ho visto che la scheda SD da problemi !!!!
Non riesco nemmeno a formattarla !
Va immediatamente nel bidone dell'indifferenziato !!!!!!!!!!!!!!
-
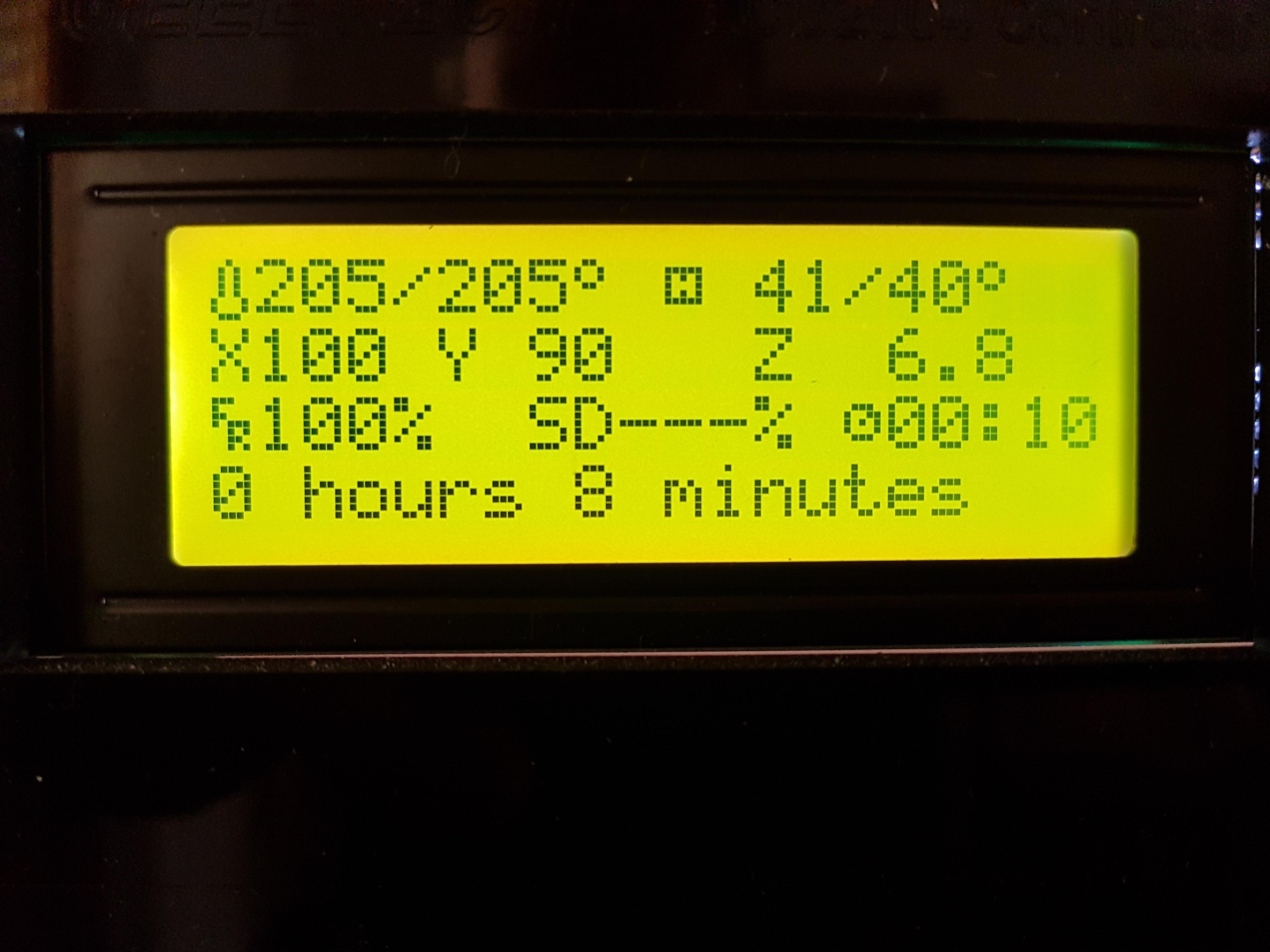
Rimangono attive ! Inoltre scompare la % di stampa effettuata.
-
Ho controllato e non ho trovato spunte per bloccare in altezza... ho caricato il cubetto di cui sopra e fatto lo slicing. Bloccato anche lui....
Non capisco il messaggio 0 ore 8 minuti....
-
Cubetti dappertutto !!! Per la gioia di mia moglie 😂
-
 1
1
-
-
Grazie !!
-
Con Cura mi sono trovato subito a mio agio ! Se proprio non è necessario non vorrei cambiarlo per ora !
Proverò intanto a controllare !
-
1 minuto fa, Gigi dice:
ci dovrebbe essere l'opzione " ferma stampa ad una certa altezza". puoi provare a vedere se l'hai abilitata.
comunque abbassa la temperatura di estrusione. io direi 200/205
e poi appena riesci a stampare metti la ventolina x il pla
Ora provvederò a controllare tutte le opzioni che ho attivato... al max faccio un ripristino.
Proverò anche ad abbassare la temperatura, ci avevo già pensato perché spesso mi lascia fili quando si sposta anche se la retrazione è attiva.
Ho già stampato il condotto per la ventola, ma lo devo modificare un po'
Grazie per i consigli !


Prima stampante - Geeetech prusa i3 pro - consigli per l'ottimizzazione
in Problemi generici o di qualità di stampa
Inviato
E come si fa? C'è un valore di partenza?
Ok grazie !