

fbuonomo
-
Numero contenuti
20 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da fbuonomo
-
-
1 minuto fa, MayTs ha scritto:
quella ventola per come l'hai messa non va bene. il flusso d'aria deve arrivare sul materiale appena stampato, non sul nozzle.
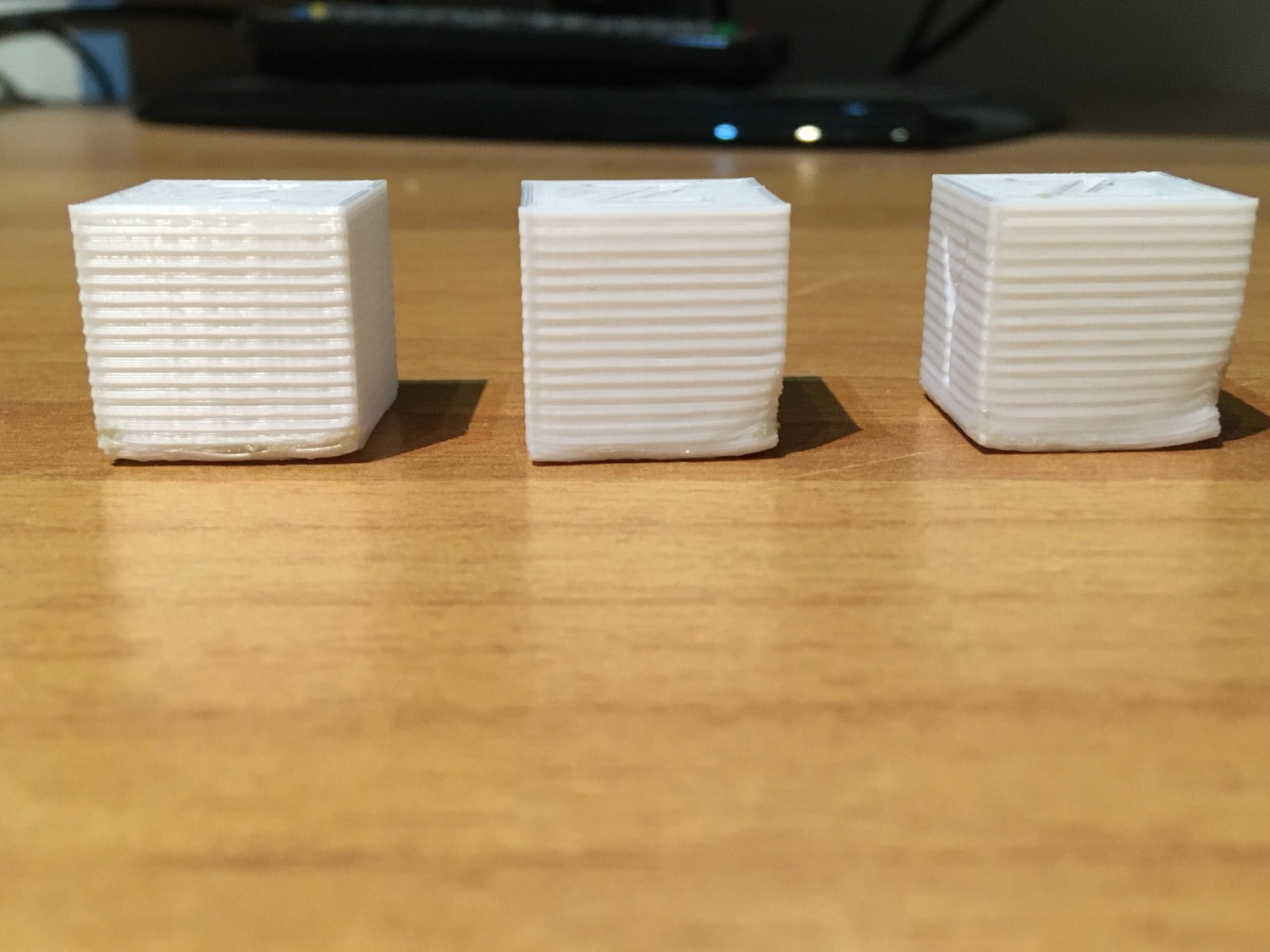
Secondo me i tuoi assi hanno qualche problema, quelle striature orizzontali così regolari non vanno bene
Per la ventola hai una soluzione da consigliarmi ? Qualcosa del genere (https://www.thingiverse.com/thing:2139318)
Come potrei risolvere il problema sugli assi ? -
27 minuti fa, Marco-67 ha scritto:
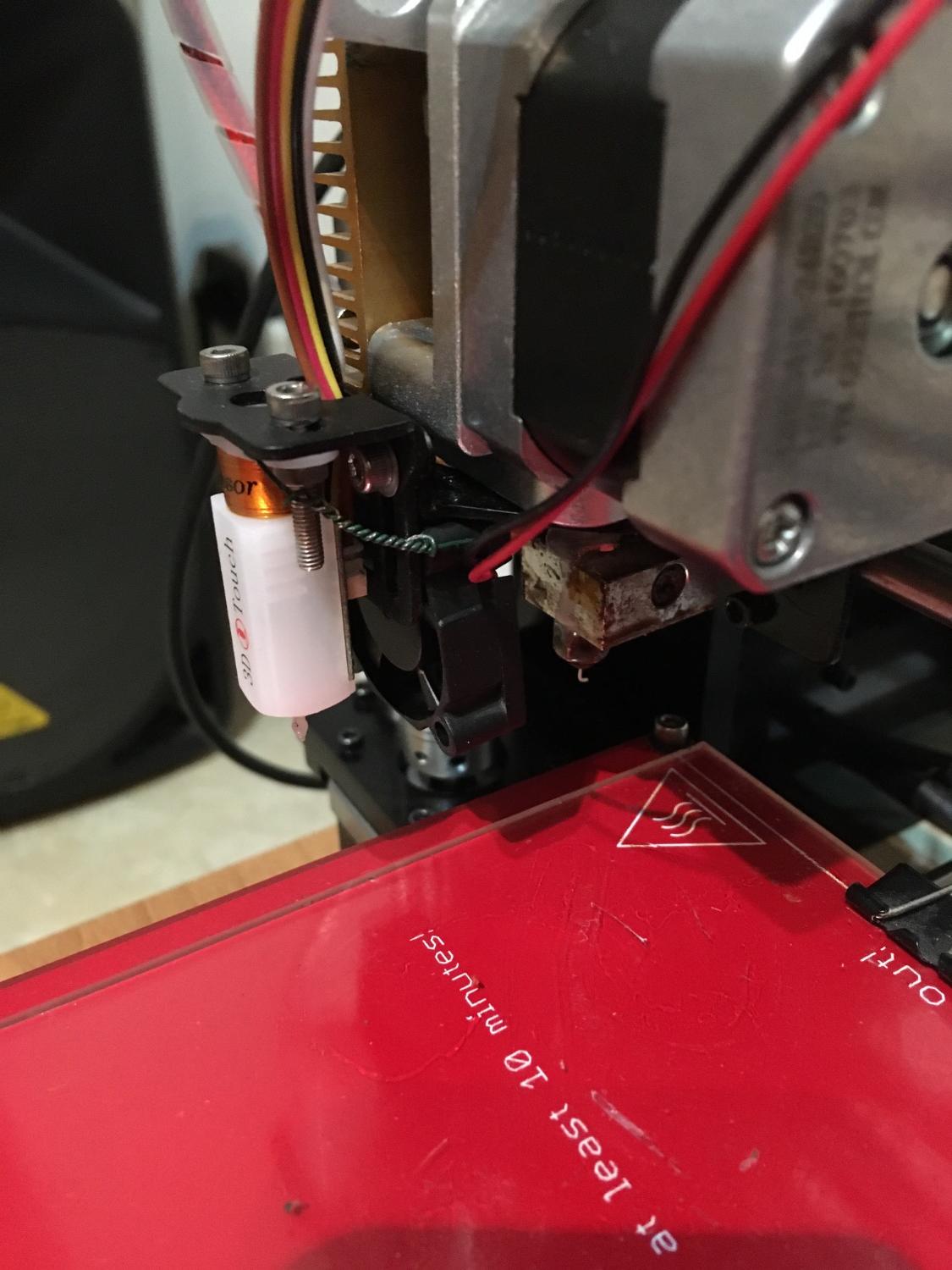
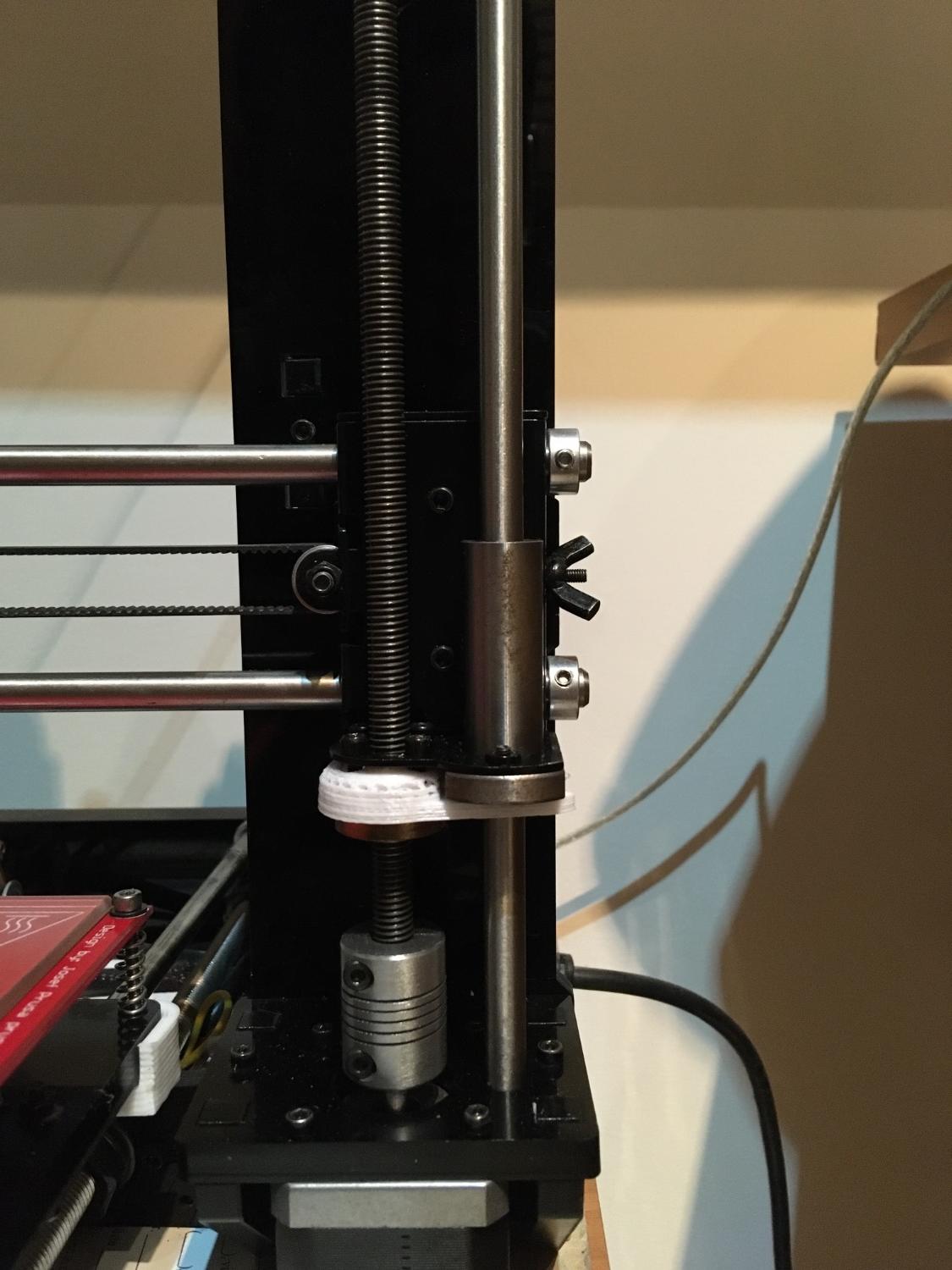
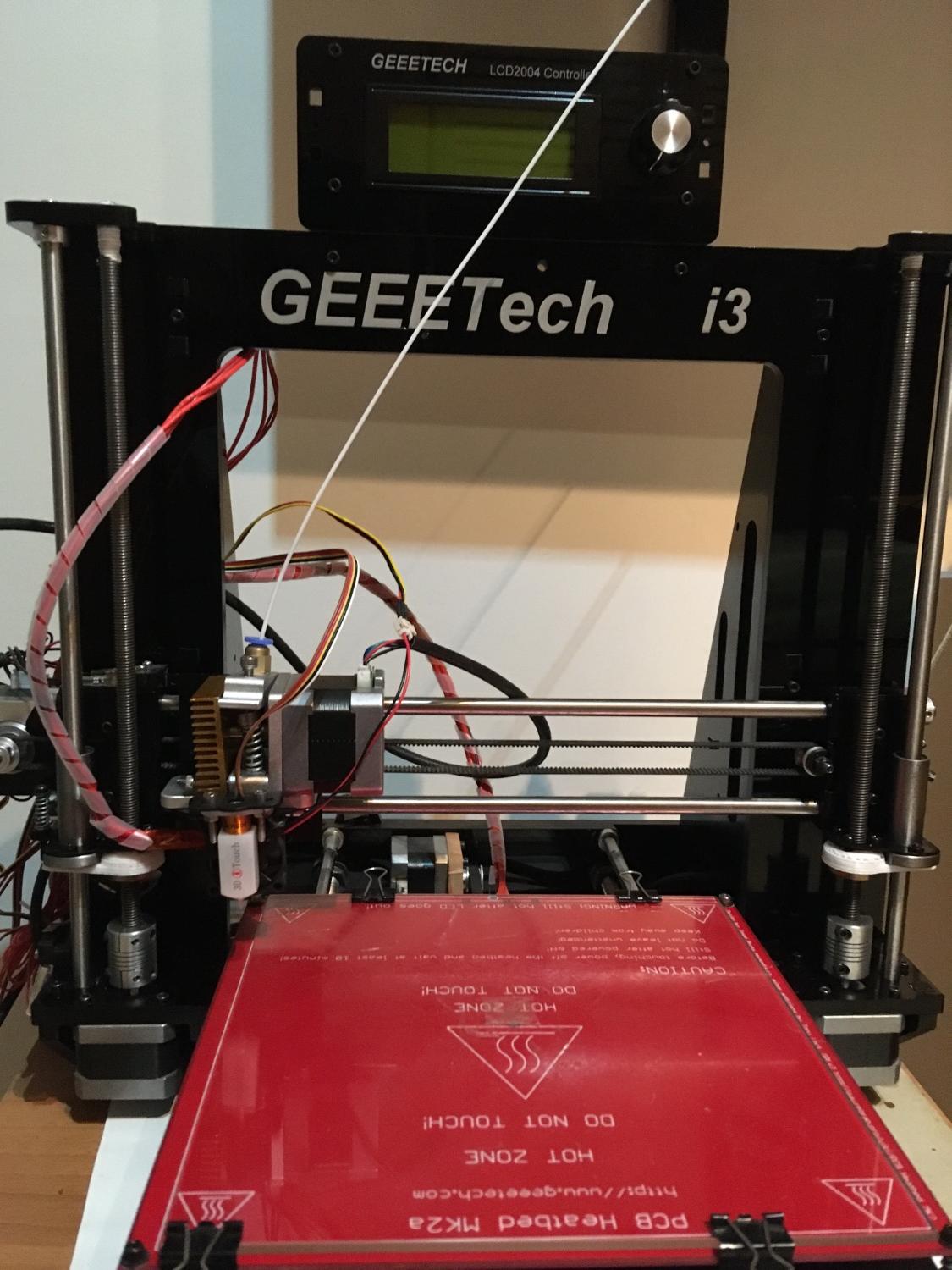
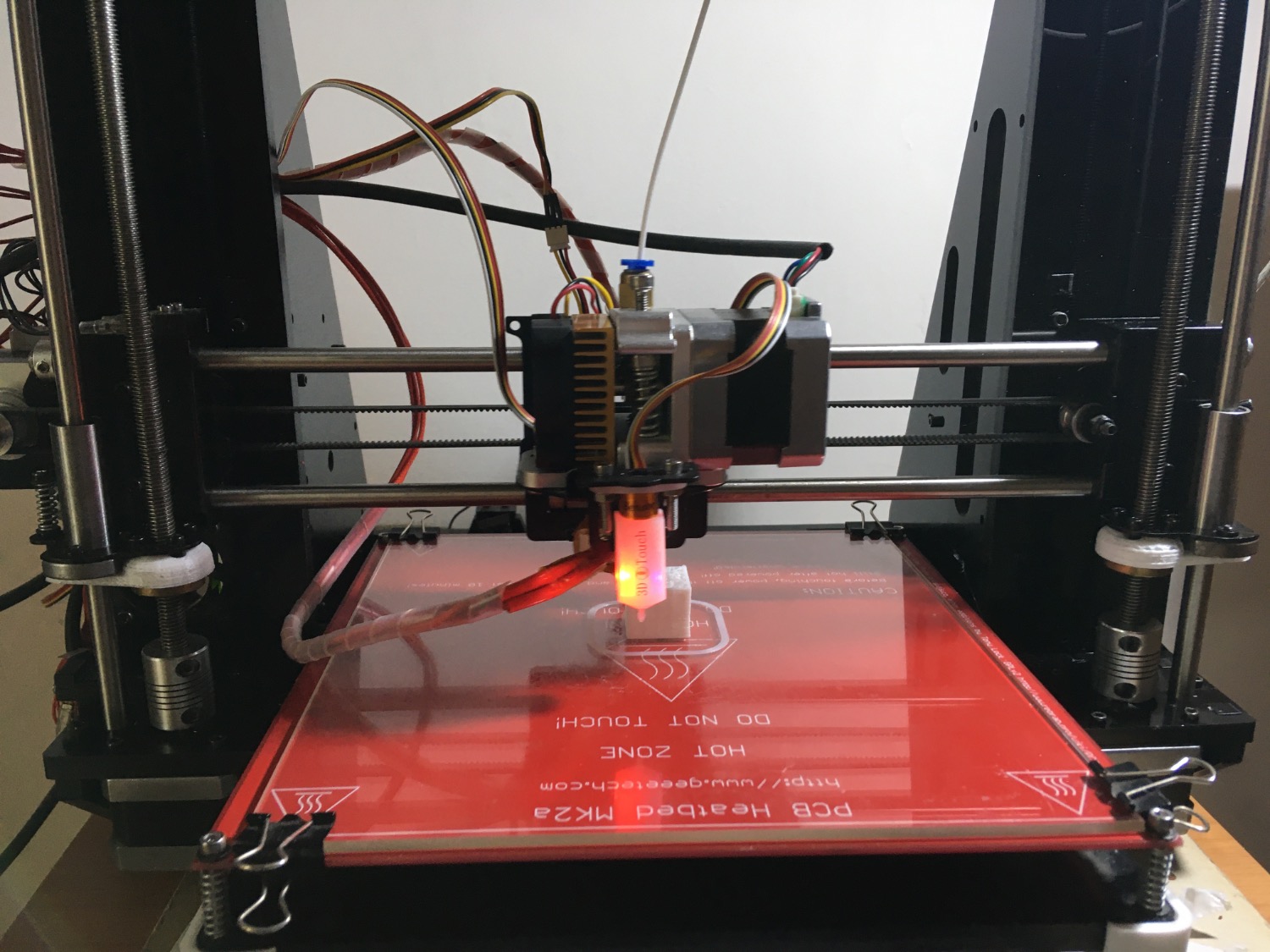
anzitutto dove hai posizionato la ventola? se fai una foto è meglio e già che ti ci trovi fai una foto anche dell'intera macchina che si vedano bene le barre verticali di Z
Allora la ventola l'ho posizionata con un filo di ferro attaccata al supporto del bltouch quindi frontale rispetto l'ugello
 27 minuti fa, MayTs ha scritto:
27 minuti fa, MayTs ha scritto:sembra ci sia scarsa aderenza al piatto.
inoltre i primi 2 layer stampali con la ventola materiale spenta.
io controllerei anche l'asse Z, quei segni orizzontali sembrano che stampi con layer da 1 mm...
Grazie del consiglio. Ho impostato Cura a 0.2 come altezza livello. Gli Z step/mm sono impostati a 2560 che dovrebbe essere il parametro standard di questa stampante
-
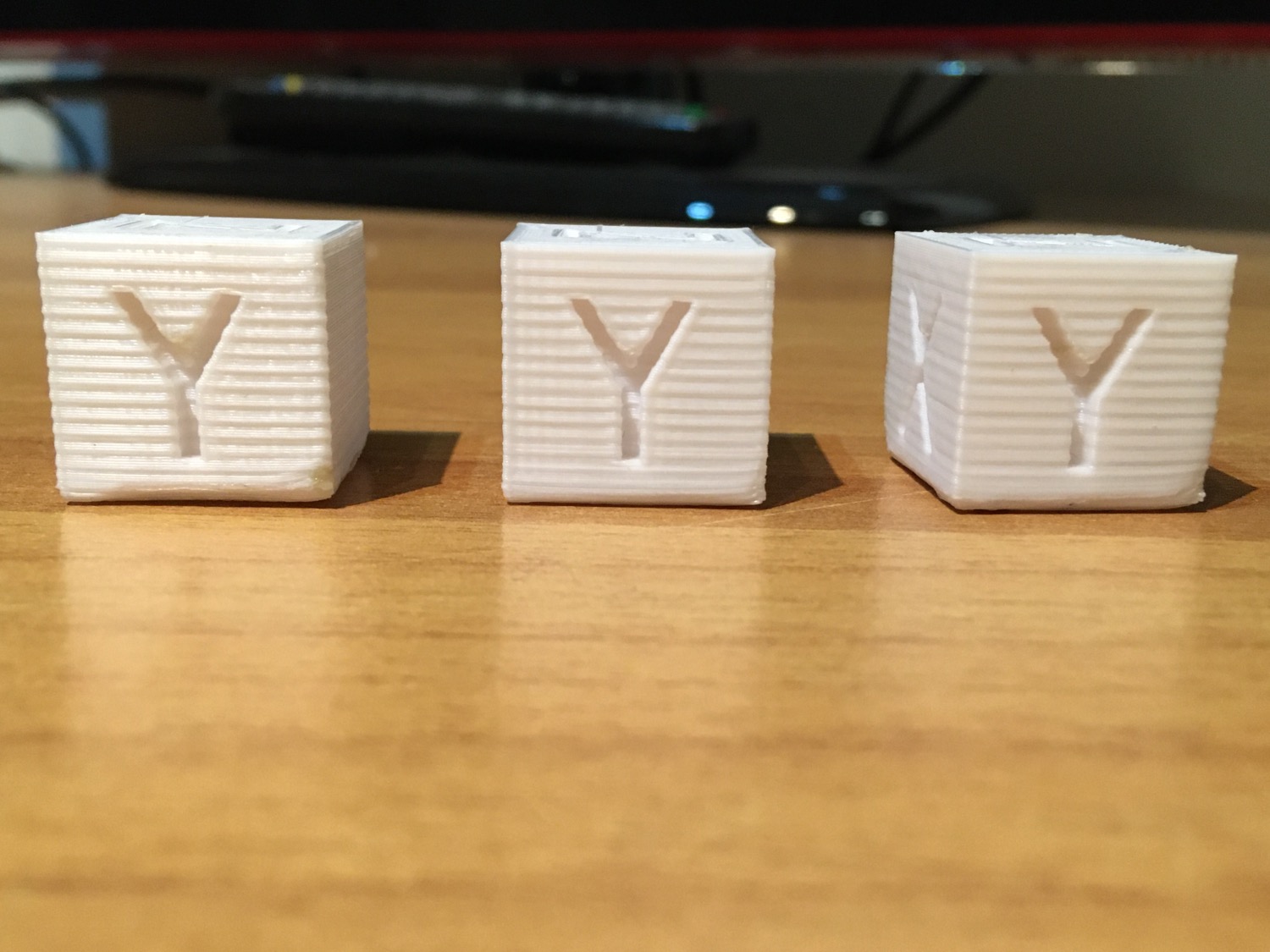
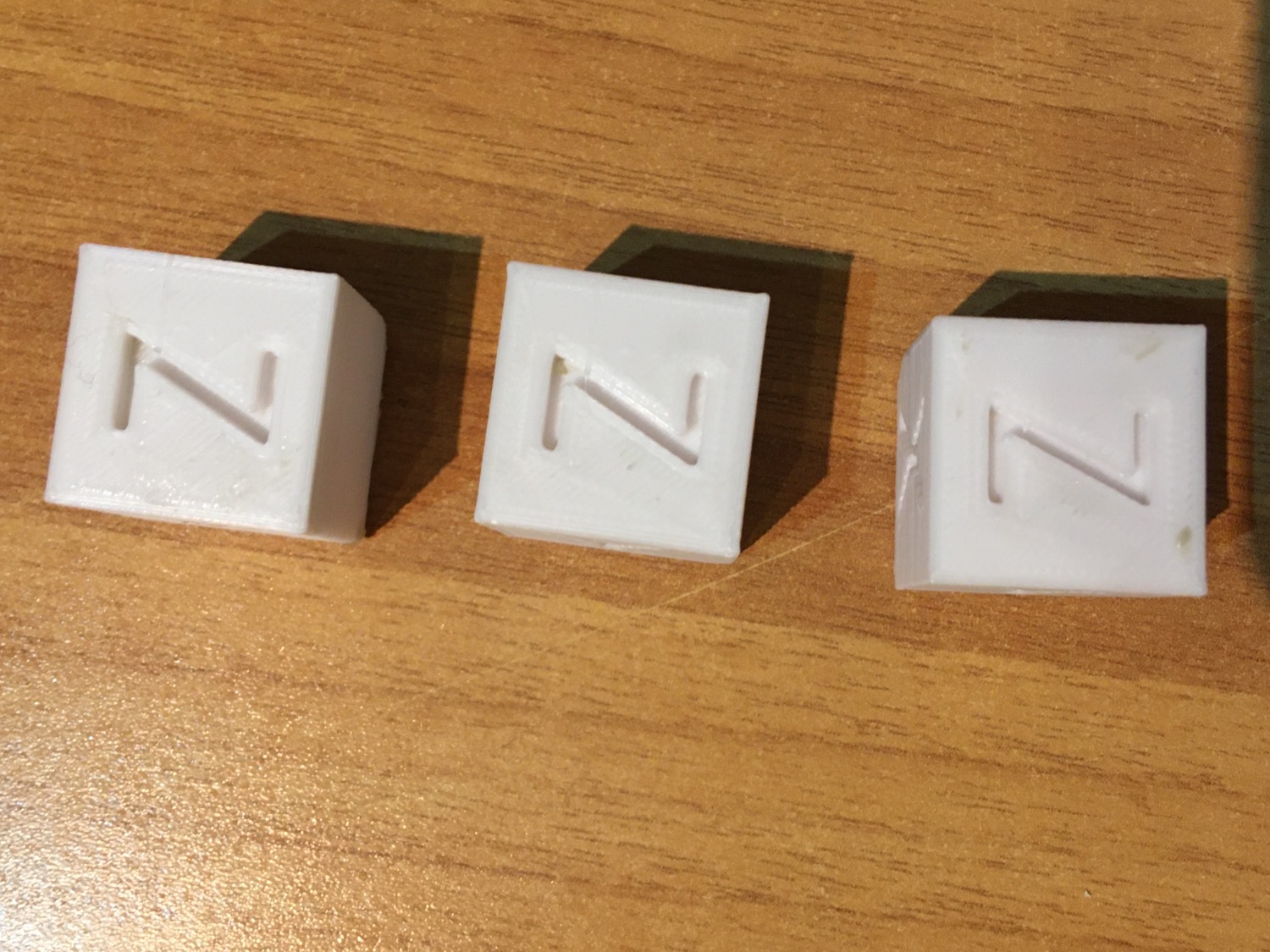
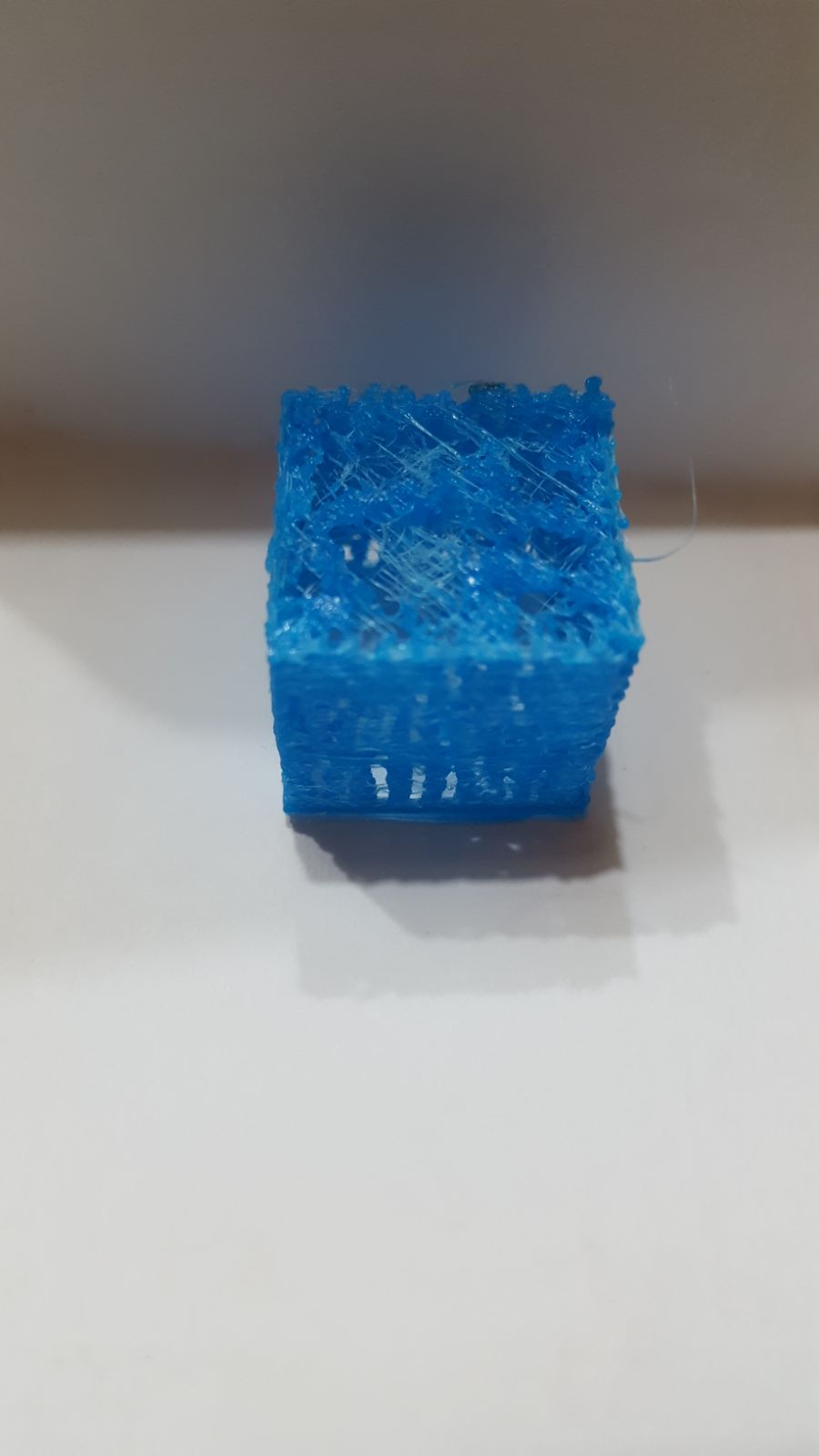
Salve ragazzi rieccomi, ho provato a mettere la ventola per raffreddare il materiale. Devo dire che ho notato dei miglioramenti, vi allego delle foto. Noto però che c'è ancora qualche problema su gli strati iniziali, non vorrei che ho impostato una z-offset più grande del dovuto e l'ugello è troppo vicino al piatto. Consigli?
-
5 ore fa, MayTs ha scritto:
ah ok, da come hai descritto il problema nel primo post, sembrava che fino a ieri non avevi di questi problemi che fatti gli upgrade hai ottenuto ste stampe...
detto questo, sicuramente aggiungi la ventola per raffreddare il materiale ed il salto di qualità ci sarà, ma io ho stampato per 5 anni senza quella ventola e senza quei grossi difetti che hai te...
per puro test, prova a diminuire di 5/10 gradi la temp. di estrusione e abbassa la velocità di stampa. non superare il 30% di infill e vediamo come va.
Ok, grazie dei consigli. Ho già apportato delle modifiche alla velocità di stampa portandola a 30 mm/s e qualche miglioria la intravedo. Domani provo ad abbassare la temperatura e vedo cosa succede.
-
10 minuti fa, MayTs ha scritto:
...Si ma fino ad oggi come hai stampato??? la ventola mancante c'era anche prima delle modifiche hardware e software... prima non avevi sti problemi?
Ad oggi non sono mai riuscito ad ottenere delle stampe di qualità o meglio ero convinto che fossero di qualità ma confrontando i risultati di altri utenti mi sono reso conto che sono ancora abbastanza lontano, la ventola mancate non c'è mai stata, ho sempre tenuto quella stock in quella posizione.
-
1 ora fa, Killrob ha scritto:
Ti manca la ventola materiale, quella che hai raffredda l'hotend
Grazie, provvederò ad installare una nuova ventola a direzione stampa 🙂
-
 1
1
-
-
9 minuti fa, Killrob ha scritto:
Ventola materiale? La usi?
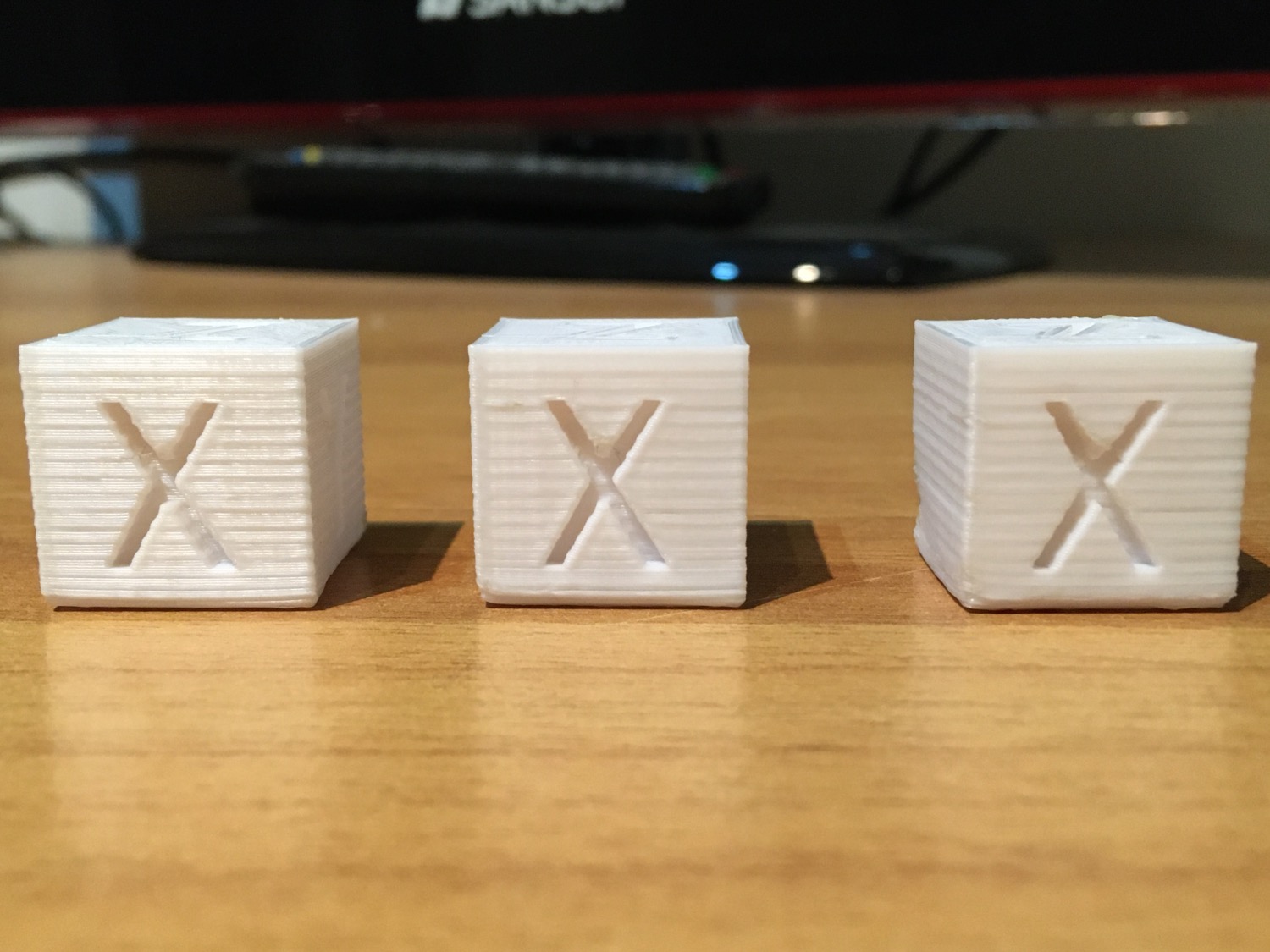
Ciao KillRob, ho la ventola installata sopra l'estrusore non ho mai capito cosa raffredda però 😅. Sta mattina ho provato a ridurre leggermente la velocità di stampa e pare che il cubo sia venuto leggermente meglio di ieri
-
Buongiorno a tutti,
da qualche giorno ho apportato delle modifiche alla mia stampante, ho installato il bltouch, ho stampato e montato i pezzi per ridurre il fenomeno dello z wobble convinto potesse aiutarmi a migliorare qualcosina, aggiornato marlin alla versione 2.0.7. Il problema che sto riscontrando nelle mie stampe al momento sto stampando solamente cubi di calibrazione è il seguente: alcuni angoli dei cubi sono arricciati (allego qualche foto) non essendo esperto vorrei capire da cosa può dipendere questo fenomeno.Stampo PLA con piatto a 50° e spruzzata di lacca ed estrusore a 200°, filamento bianco Geeetech diametro 1,75

-
Ciao Ayrol, ho anche il tuo stesso modello di stampante. Provo a girarti il mio Firmware se è possibile. Inizialmente avevo anche io il tuo stesso problema poi ho capito che dovevo calibrare questo parametro #define NOZZLE_TO_PROBE_OFFSET { 0, -5.1, -4.50 } che varia a seconda della posizione del 3dTouch
Ora non so se ci siano altre modifiche particolari da effettuare, perché sono un neofita anche io.
Purtroppo non so dirti come vengono le stampe perché ancora non sono riuscito a livellare correttamente il piatto con il sensore
-
Ciao Alep, dopo un mese sono di nuovo così in cerca di aiuto, oggi mi è arrivo il kit in alluminio per lo scorrimento del filo, l'ho montato sto facendo delle prove di stampa, probabilmente c'è qualcosa che non va nelle impostazioni perché il filo continua a colare male quasi a palline secondo te potrebbe essere la ritrazione il problema ?
-
Ok, faccio queste prove e ti dico
-
Ciao Alep, mi sono procurato un tester per vedere il voltaggio, sto considerando anche di fare l'acquisto del sistema di trascinamento in alluminio nei prossimi giorni nel primo pomeriggio eseguo i test, ho solo una domanda da porti come posso modificare eventualmente il valore della Vref ?
EDIT: Il parametro che ho rilevato dal tester è: 0.80 secondo te lo devo modificare?
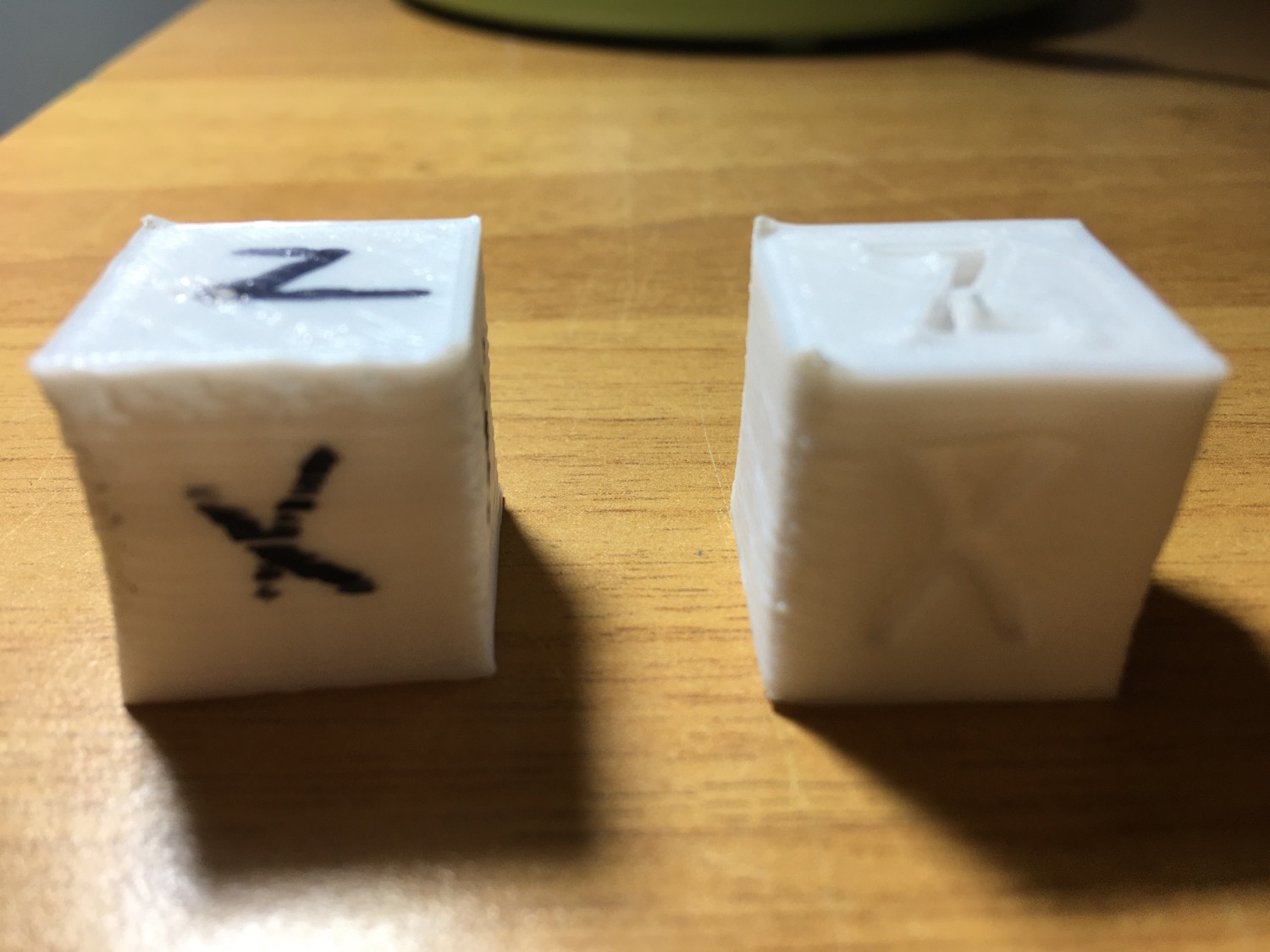
EDIT 2: Sta mattina mi sono accorto a freddo appena accesa la stampante e solamente dopo aver girato l'aletta di raffreddamento che il sistema di trascinamento va alla perfezione, non ho toccato nulla da come l'ho lasciata due giorni fa. Ti allego una foto del cubo appena stampato, ci siamo quasi ma ancora ci sono delle imprecisioni che vorrei sistemare con qualche tuo consiglio
-
Domani mi procuro un tester e faccio l'operazione da te indicata, sto provando in questo momento a stampare un cubo 20x20x20 ma quando l'asse Z arriva a 2 non cola PLA da fare linee doppie, se spingo il filo cola, diciamo che il filo ha bisogno di una spinta in alcuni momenti
-
Ho smollato l'unica vite a croce che si trova in alto a sinistra all'innesto del filamento, il filamento continua a non scendere, esercitando pressione sulla leva il motore gira correttamente ma il filo non si muove
EDIT 1: col controllo manuale se provo a estrudere andando avanti di 1 il filo pare che scorraEDIT 2 : utilizzando il comando cerchiato il filo scende, la temperatura giusta è 190 scende liscio senza arricciarsi
EDIT 3: Montando la ventola con il supporto arancione il filo sembra non scendere e il motore bloccato -
Allora, ho provato a verificare quello che dici il motore a vuoto gira bene in avanti il movimento contrario risulta essere difficoltoso. Ho rimontato di nuovo tutto il sistema di trascinamento e mi sono reso conto che la molla è troppo forte e non permette al motore di girare adeguatamente in avanti esercitando una leggera pressione sulla molla il motore riprende a girare ma il filo continua a non scendere, credo il problema di trova proprio nel sistema acrilico
-
Ciao Alep, purtroppo credo proprio di avere un problema nel sistema di trascinamento in quanto smontando la ventola dell'estrusore e dando manualmente il comando da Repetier l'ingranaggio del motore sembra essere bloccato e di conseguenza il filo non scende devo per forza spingerlo manualmente
-
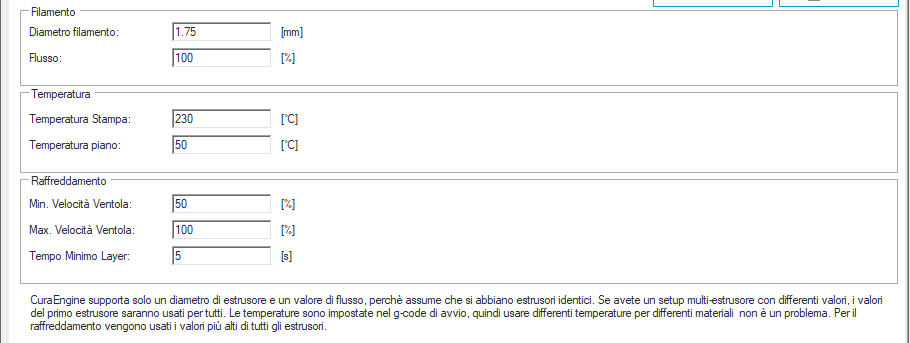
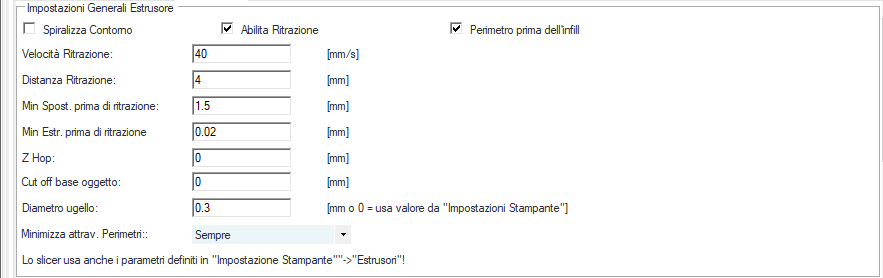
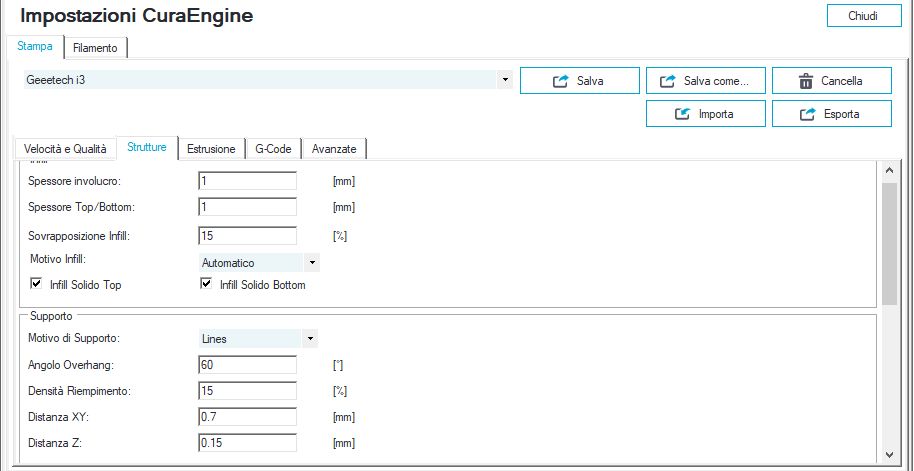
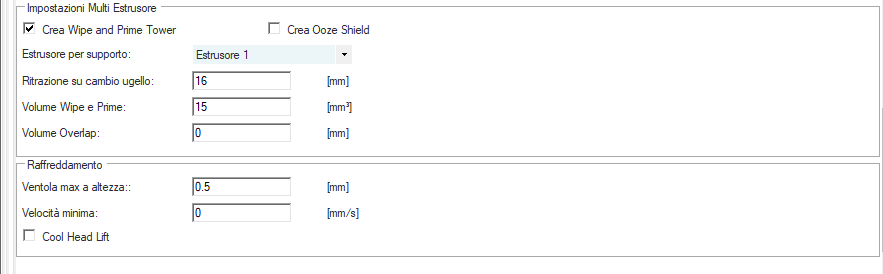
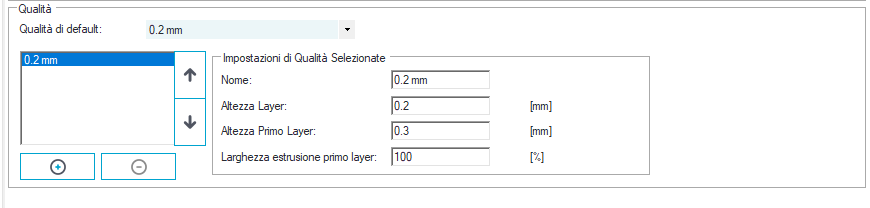
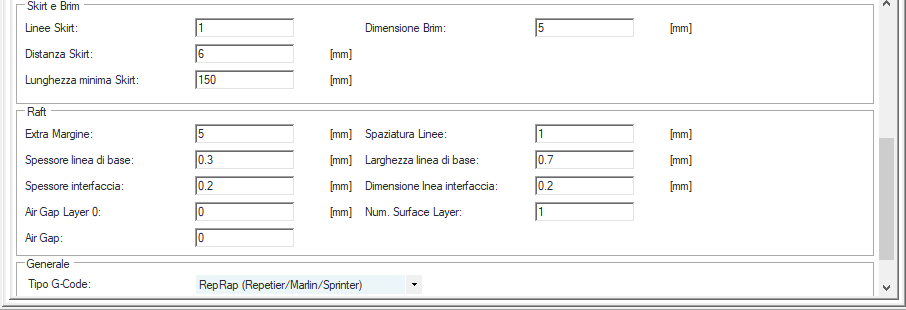
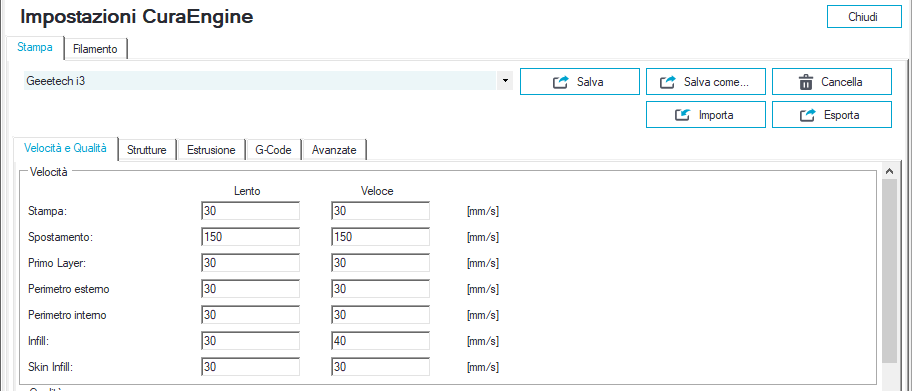
Ciao Alep, il diametro dell'ugello è da 0.3 il modello dell'estrusore è MK8 quello in acrilico, ti allego di seguito gli screenshot dei settaggi di CuraEngine magari c'è qualcosa che non va. Provo come hai detto nel frattempo a cercare le impostazioni sulla stampante esplorando i vari menù.
EDIT:
Ho aperto i vari menù della stampante cioè :
- Prepare ( Disable Steppers, Auto Home, Set home offsets, Preheat PLA, Preheat ABS, Cooldown, Switch power (Settato su OFF) e infine Move Axis) credo che non ci sia nulla da modificare qui.
- Control ( Temperature (Nozzle 0, Bed 0 , Fan Speed 0 , Autotemp: Off Min: 210 Max:250 Fact:000.10 PID-P +022.20 PID-I +001.08 PID-D +114.00 PID-C: 1), Motion (Accel: 1000, Vxy-jerk: 20 , Vz-Jerk: +000.40 Ve-Jerk: 5 Vmax x:400, Vmax y: 400, Vmax z: 2, Vmax e:45, Vmin: 0, VTrav min: 0, Amax x:5000 Amax y:5000, Amax z:50, Amax e:5000, A-retract 2000, Xsteps/mm:+080.00, Ysteps/mm:+080.00, Zsteps/mm:+2560.00, Esteps/mm:+0093.00) Probabilmente qui c'è qualcosa da modificare ma non so quali parametri cambiare, Filament (E in mm3 Off))
-
Salve ragazzi, da circa un paio di giorni che non riesco a venire a capo ad alcuni problemi che sto avendo con la mia stampante 3D GeeeTech Prusa i3 B, ho correttamente assemblato la stampante con l'aiuto di un amico, la stampante si muove perfettamente riconosce tutti i fine corsa, bene ho provato a lanciare una stampa e da qui ho iniziato ad avere tanti problemi con i settaggi della stampante credo di aver dei problemi con l'estrusore in quanto non sempre cola il PLA o se cola in quantità minima quasi impercettibile, ho provato alcune configurazioni reperite in rete ma niente da fare, utilizzando Slic3r quando lancio la stampa una volta raggiunta la temperatura si muove fuori dal piatto, con CuraEngine invece stampa al centro ma non esce materiale, qualcuno ha riscontrato problemi del genere?
-
Salve ragazzi, mi chiamo Fabrizio Buonomo ho 20 anni, sono uno studente universitario di Informatica iscritto al terzo anno. Ho scoperto girovagando su internet questo forum ho da poco acquistato una Geeetech i3 prusa B e mi sono iscritto per poter ricevere alcuni consigli sulle prime stampe da effettuare



Consigli miglioramenti difetti stampa
in Problemi generici o di qualità di stampa
Inviato
Ma il BlTouch non dovrebbe risolvere i problemi del livellamento ? C'è un video della Geeetech dove un piano completamente inclinato riusciva lo stesso a stampare. Comunque provo a fare nuovamente un controllo di tutte le viti e delle cinghie. Grazie mille