RkR
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Obiettivi di RkR
")



-

Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
È stato uno dei suggerimenti che ho ricevuto, e in effetti l'ugello ha lavorato tanto sotto stress. E poi qui sono a corto di soluzioni: il mio è un problema su cui sto lavorando da parecchio senza venirne a capo. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Ho deciso che domani sostituisco l'hotend con uno di Anycubic nuovo di zecca così ci si toglie anche questo dubbio. Non mi sembra che ci siano problemi con le cinghie, sono belle tese, anche se, effettivamente, qualora ci fosse un rallentamento dovuto a qualsiasi cosa nel raggiungimento della quota prevista e la toolhead non dovesse giungere alla quota del livello di stampa successivo, e se la programmazione della macchina non dovesse prevedere questo tipo di problema, allora si che si avrebbe un secondo o più passaggi sullo stesso livello con la relativa estrusione ai lati. Però, mi sembra stano: ho visto che il motore lavora, le barre filettate si muovono senza problemi, le cinghie non si deformano; l'impressione è che la parte meccanica faccia il lavoro previsto. Ho deciso di non smontarlo: se inizio a svitare le brugole del meccanismo di elevazione è inevitabile che mi si sposti il gantry: anche alleggerendolo togliendo la toolhead, il peso complessivo di quel pezzo è comunque tale che mi si sposta. Dovrei creare un supporto a misura, che non si appoggi al piatto, perfettamente squadrato e fissato saldamente al gantry ed ai due montanti per non perdere la misura ... troppo complesso: lo farò solo se costretto. No, te lo confermo, non ci sono danni visibili che mi facciano ipotizzare che si verifichino delle interruzioni meccaniche nella progressione lungo l'asse Z della stampa. Caro Eam, ho scritto a tutti e ovunque, ricevendo suggerimenti analoghi ai tuoi. Per esempio mi è stato segnalato un malfunzionamento simile a quello che sto incontrando, ma era dovuto all'allentamento delle viti sotto al piatto che provocava scostamenti su tutti gli assi. Invece il mio piatto è saldo, avvitatissimo, non scarta dall'asse Y nemmeno di una frazione di millimetro. Dietro suggerimento ho provato a cambiare marca di filamento, ma si sono ripetuti gli stessi problemi. Poco fa ho aperto la parte inferiore, sia la scatola metallica con tutta la componentistica elettrica (con conosco la specifica denominazione tecnica, ma spero di essere comprensibile) che il pannello con il processore e restante elettronica; le viti erano tutte strette, il dispositivo ha quindi superato l'incauto test delle vibrazioni intense e ripetute. Ti farò sapere domani (cioè oggi) dopo la sostituzione dell'hotend e con l'impiego di di OrcaSlicer. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Adesso provo a scaricare Orca, che è referenziatissima e poi ti dico. Quelle esterne sono tutte a posto. Dovrei aprirla nella parte inferiore ma sono un po' esitante. È un sistema molto figo, robusto, le rigature delle barre sono profonde quasi un millimetro. tagliate con angoli vivi. Non ci sono segni di usura, c'è ancora il grasso di fabbrica. Il meccanismo cardanico di trasmissione del movimento da circolare a verticale è molto ben fatto, con ammortizzatori molto spessi che mi sembrano fatti in teflon. Le brugole di ancoraggio sono robuste e ben serrate, resistono al cacciavite, dovrei usare una chiave a brugola per allentarle. Il movimento delle parti è fluido, nessuno scatto. Ora vedo se è possibile controllare i cuscinetti, ma non vorrei fare danni o perdere la calibratura delle tolleranze. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Fatto il riscontro MD5 File Checksum sul file con la seguente procedura: attingo il solito file con il cubo XYZ in formato .stl e lo lavoro con l'app AnycubicSlicerNext; dall'AnycubicSlicerNext esporto su disco il file in formato .gcode; faccio l'MD5 checksum del file .gcode e determino l'hash; carico via pennetta USB il file nella Kobra 3, e lo stampo (risultato scarso); estraggo dalla stampante la pennetta USB, la svuoto del suo contenuto, la riconnetto alla stessa e ci copio dentro il file appena stampato; connetto la pennetta USB al MBP e faccio il checksum del file; Risultato: i due hash sono identici. Si, certo. Ho usato una squadra metallica con livella ed ho quotato ai due lati del gantry partendo dal piatto; ho ripetuto questa operazione tre vollte. Le due barre si muovono in sincrono, la cinghia è ben tesa, non si sentono rumori irregolari; comunque ora controllo con attenzione i due elementi filettati ed i relativi ancoraggi sul gantry ed al motore. No. È un evento assolutamente causale sia per la quota che per numero di errori consecutivi, che finora hanno dato luogo a estrusioni verticali da 0,2 mm a 3 o 4 mm (ed orizzontali da 0,2 a circa 3 mm lungo le superfici). Vedo che, terminato ogni livello, il motore dell'asse Z entra sempre in azione, facendo ruotare nei due sensi le due aste filettate e provocando prima l'elevazione e poi l'abbassamento del gantry. Ovviamente non sono in grado di distinguere a prima vista se lo scostamento tra i due movimenti è sufficiente per una corretta elevazione del gantry oppure no, di quello me ne accorgo solo quando l'ugello inizia a strusciare sulla traccia che ha appena realizzato. E comunque non so perché questo succede: quando il motore si attiva, ronza sempre con la stessa tonalità; come già scritto, adesso me li controllo a fondo. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
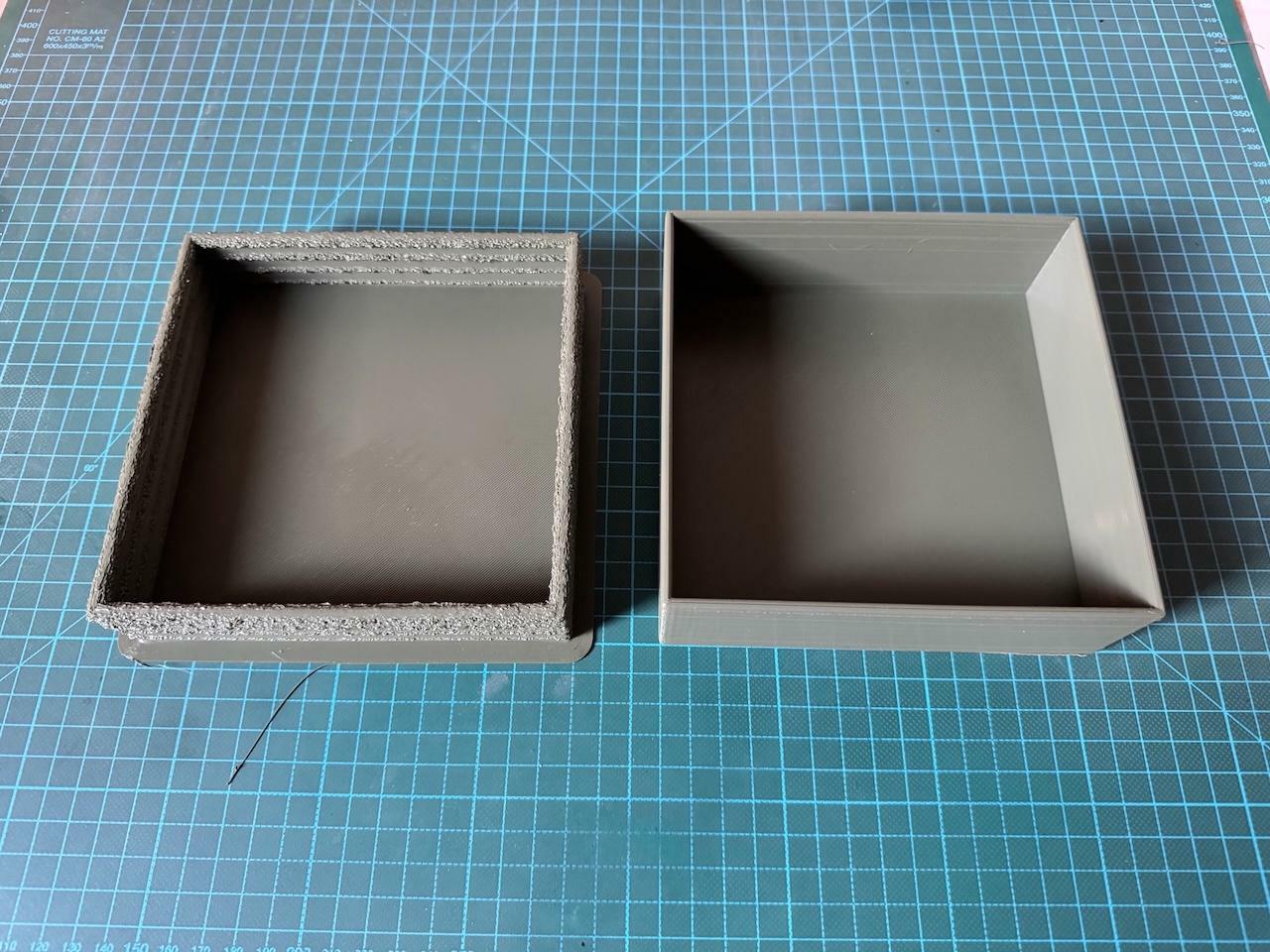
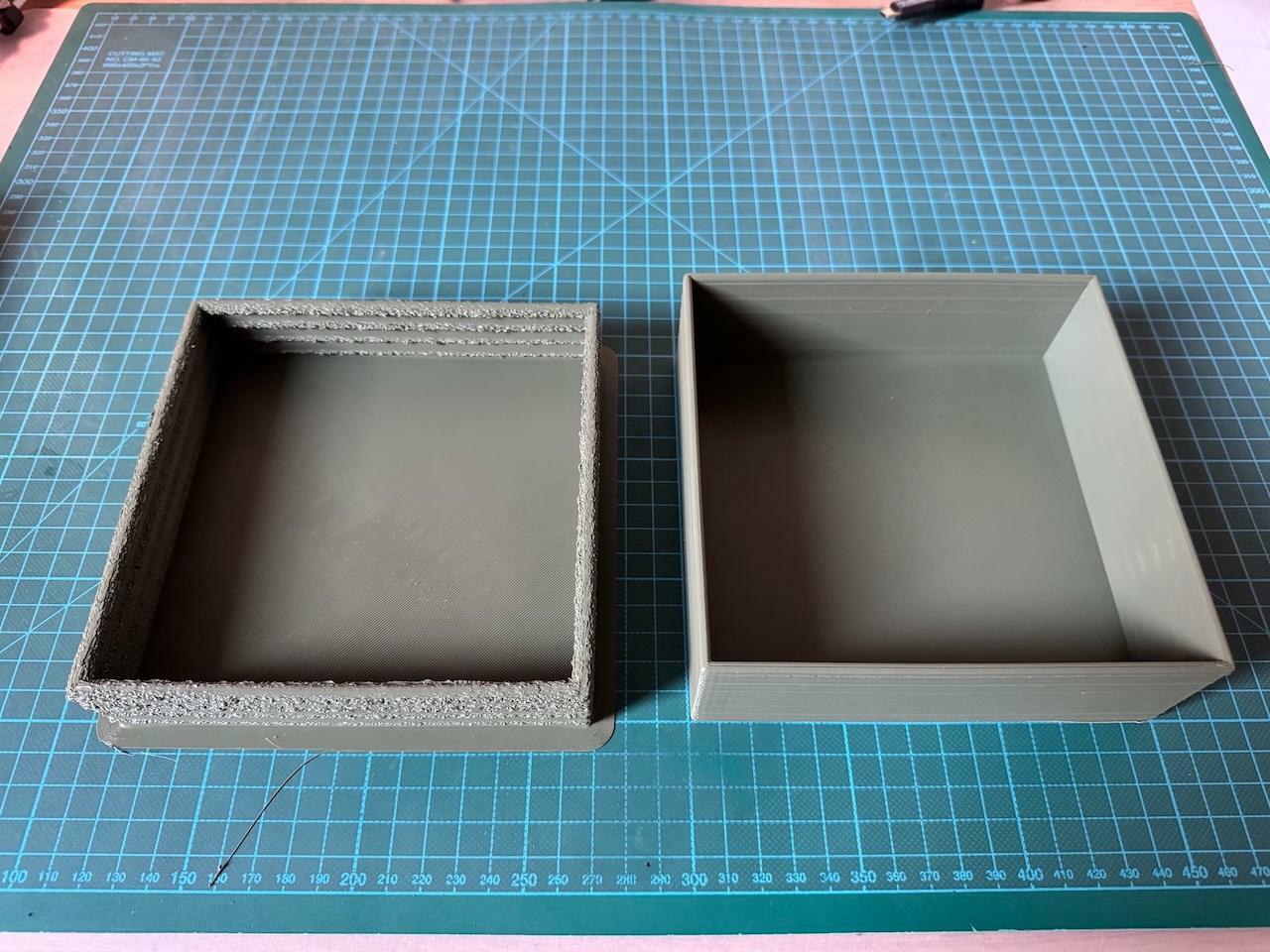
Ciao Eaman. Uso il wifi di casa. Per i files, ho fatto un test con il solito cubo XYZ scaricato ex novo da MakerOnLine: ho usato AnycubicSlicerNext ed ho salvato il file in formato 3mf. Una copia del file l'ho stampata con la Kobra 3, l'altra l'ho inviata ad una mia amica che l'ha stampata con una Bambu; risultato: la sue stampe sono perfette, le mie tutte più o meno danneggiate. Si, esatto, lo si vede nelle foto delle due scatole: la scatola stampata meglio (ci sono comunque delle "righine" di estrusione) è circa un centimetro più alta di quella venuta peggio, ma il file è lo stesso. Capita che l'estrusore della Kobra 3 torna a rilasciare filamento più volte sullo stesso livello (provocando le estrusioni), e quando ha completato il numero di livelli previsti dallo slicer termina la stampa, indipendentemente dall'altezza effettivamente raggiunta. Questo, peraltro, mi fa pensare che nella Anycubic Kobra 3 Combo non c'è un sistema di controllo delle quote "fisiche" che dovrebbero incrementarsi ad ogni passaggio dell'estrusore (e se c'è, non funziona), altrimenti avrebbe dovuto segnalare l'incongruità tra altezza dell'estrusore e numero di livelli "nominalmente" stampati. Per questo provavo a fare ad ogni stampa la calibrazione del livellamento, perché pensavo che fosse un problema di quote del piatto o dell'allineamento dell'estrusore; invece non serviva perché il problema non sembra essere meccanico. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
Ciao Eaman, perdona il ritardo e grazie per il suggerimento. Ho controllato ambedue le barre filettate e la relativa cinghia: si muovono in sincronia, in maniera fluida, nessuno "scatto", nessuna forzatura. Le barre sono lubrificate e ruotano silenziosamente. Lo spazio tra la barra che sostiene il binario dell'estrusore e la barra di sommità della stampante sia nel movimento che nello stazionamento è costante, non ci sono pendenze. Ho fatto un reset alle impostazioni di fabbrica, ma il problema non è stato risolto: in maniera del tutto casuale, improvvisamente, l'estrusore torna sulla propria traccia e l'ugello percorre l'intero livello incidendo e danneggiando il filamento appena depositato. A volte succede con un solo livello, ed a volte l'errore si ripete più volte di seguito. Ieri ho smontato, disassemblato pezzo a pezzo e rimontato l'intero estrusore, ma non ho trovato problemi meccanici. Sono dell'idea che sia un problema di firmware, perché pur resettando tutte le precedenti calibrazioni personalizzate, il problema si è comunque riproposto tale e quale. Grazie ancora per il tempo che mi hai dedicato. -
Estrusioni sull'asse Z.
RkR ha risposto a RkR nella discussione Problemi generici o di qualità di stampa
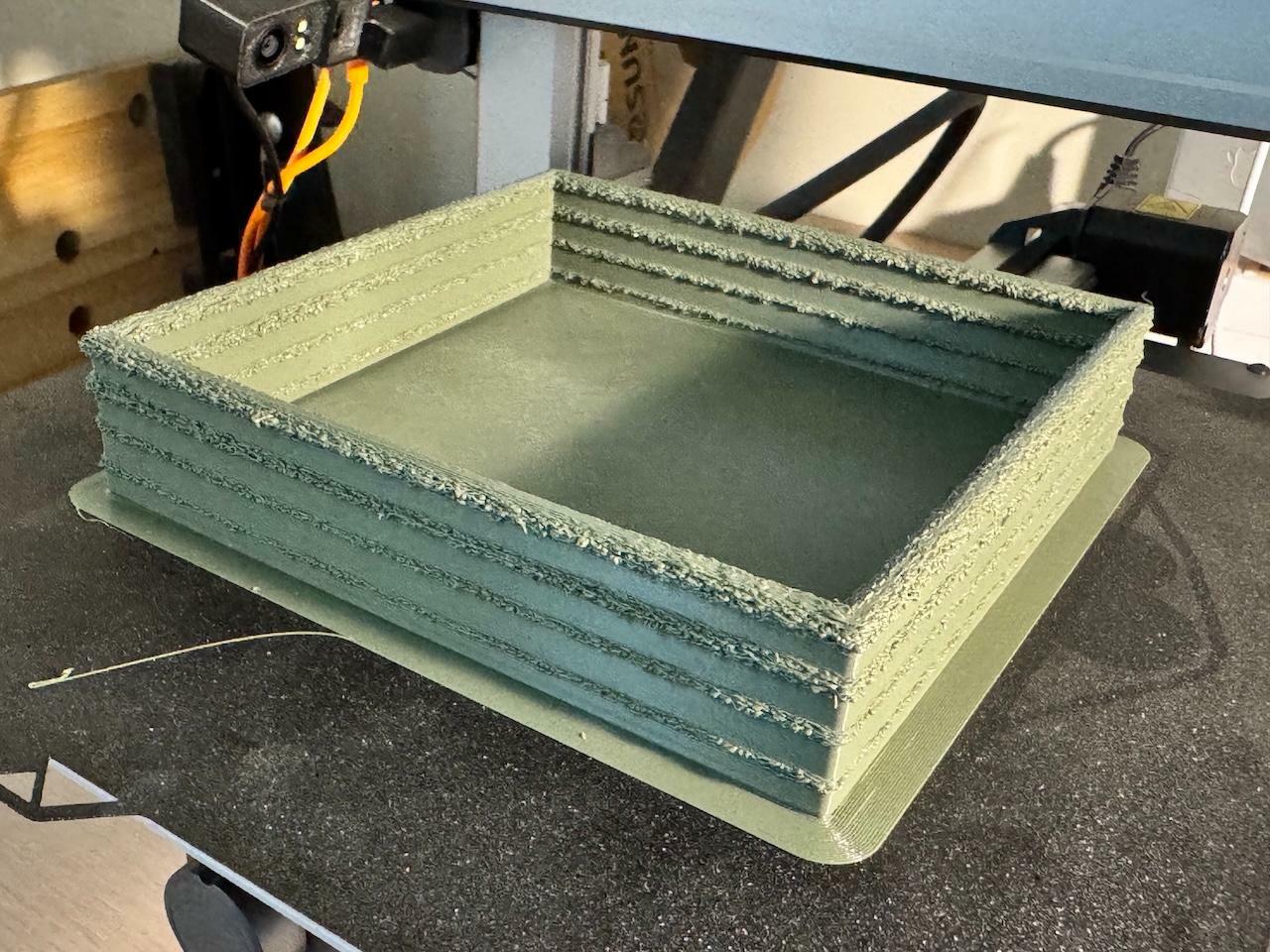
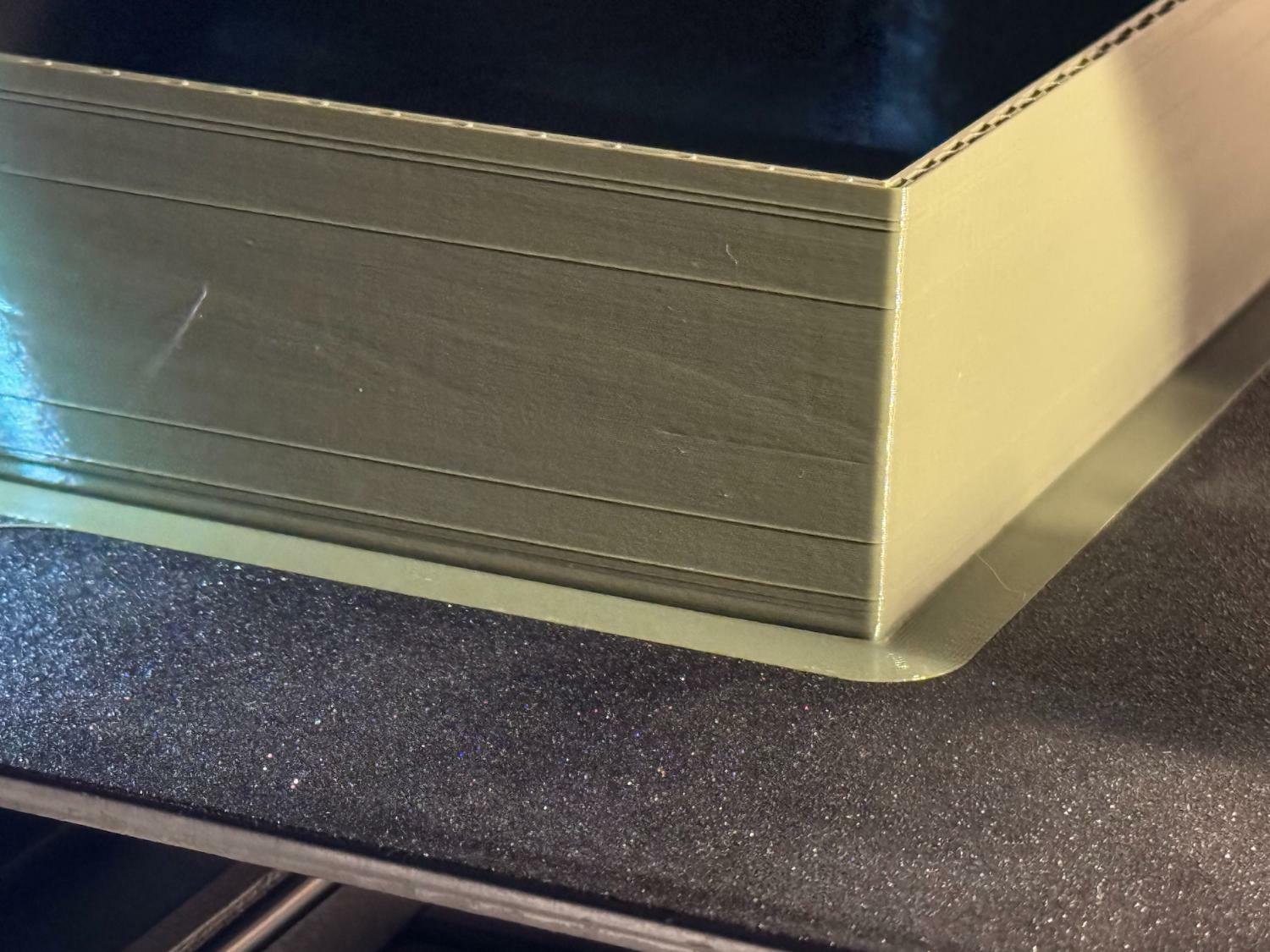
Ciao eaman, grazie per la risposta immediata. Benissimo, grazie dell'indicazione, eviterò tutta la trafila del livellamento che ogni volta mi porta via un sacco di tempo. Per quanto riguarda le estrusioni, sono pressoché simmetriche: sporgono su tutti e quattro i lati della scatola, sia nelle facce esterne che interne e non ci sono rientranze tra una una sporgenza e l'altra. No, piatto ed estrusore scorrono senza problemi, lisci, senza intoppi. Ma il problema maggiormente rilevante, che speravo di aver risolto tornando alle configurazioni "standard" preimpostate in AnycubicSlicerNext e nella stampante è invece quello di queste foto. Si tratta di una stampa fatta di seguito alla scatola con le righine orizzontali, con lo stesso file, con le stesse configurazioni slicer/stampante, e con lo stesso rocchetto di filamento. Questo è un malfunzionamento che da una settimana compare occasionalmente, anche con altri filamenti, e ora che ho tolto tulle le personalizzazioni (per esempio avevo riportato le caratteristiche del filamento nelle temperature dello slicer) non ho proprio idea da cosa possa dipendere. Nelle foto con le due scatole, a sinistra l'ultima prodotta ed a destra la precedente; come vedi, la scatola a sinistra è, tra l'altro, più bassa di circa un centimetro rispetto a quella stampata subito prima. Le estrusioni appaiono a distanza regolare: che sia dovuto alla leggera deformazione dell'asta a vite dell'asse Z ? Ma allora perché l'errore non si verifica sempre? Stessa considerazione per un eventuale cedimento dell'estrusore. Non ero presente a questa specifica stampa (la Anycubic ha lavorato di notte), ma quando mi è successo in passato ho visto che le viti verticali dell'asse Z ruotavano regolarmente. Hai mai visto avarie del genere?
-
Estrusioni sull'asse Z.
RkR ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti ! Da pochi mesi ho iniziato, quasi per caso, ad usare una stampante 3D, poi ci ho preso gusto ed ora sto cercando di migliorare la qualità delle mie creazioni. Per creare i files delle mie creazioni uso Autodesk Tinkercad, che poi ripasso in AnycubicSlicerNext (versione 1.3.7.3 20250928154607), e infine invio ad una stampante Anycubic Kobra 3 (versione firmware 2.4.4.3); il materiale è la fibra PLA+ della eSUN. Per lo slicer, solitamente, utilizzo il profilo standard Anycubic "0.20mm High Quality @AC K3", inserendo i livelli di temperatura della fibra così come riportate nei rocchetti eSUN. Ora, vorrei eliminare le righe orizzontali in risalto che spesso compaiono sulle le superfici verticali quando realizzo oggetti squadrati come le scatole. Il difetto è simmetrico: l'estrusione compare sia da un lato che dall'altro della creazione, ed a volte, se l'oggetto è sufficientemente alto, si ripropone ad intervalli regolari. Prima di ogni stampa faccio sempre la calibrazione (livellamento automatico, compensazione vibrazione, calibrazione PID e infine livellamento piano); ho provato a modificare le impostazioni soprattutto circa la temperatura dell'ugello e del piatto, ma con scarsissimi risultati (nel senso che venivano fuori stampe orrende); ho stampato più volte lo stesso file, e le righe sono rimaste, ma ad ogni stampa in posizioni diverse. Per ridurre le vibrazioni, ho provato sia a ridurre la velocità dell'Anycubic che a stampare con il dispositivo vincolato al pavimento, ma anche così le righe non sono sparite. Unisco una foto del difetto. L'unica cosa che ho notato è che una delle aste con la vite senza fine dell'asse z è leggermente curva (meno di un 0,1 mm di disassamento): non ho chiesto alla Anycubic la sostituzione in garanzia del pezzo perché mi preoccupa la conseguente necessità di ricalibrare il ricambio una volta sostituito il pezzo originale. Avete dei suggerimenti da darmi? Grazie !