

DomenicoBecchio
-
Numero contenuti
44 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da DomenicoBecchio
-
-
Il Noozle ho provveduto a sostituirlo ieri, mi sono accorto che se provavo a estrudere il materiale, usciva da un lato e si attaccava al noozle stesso.
Dopo la sostituzione ha ripreso a comportarsi come hai indacato tu.
Quindi escludendo il noozle, ho problemi di sovra-estrusione?
-
Mi capita di trovare dei grumi di PLA sull'oggetto in fase di stampe, la cosa sembra random, ma se non me ne accorgo subito rimane sull'oggetto.
Nella prima immagine parte del grumo che ho rimosso, secondo me dipende dal fatto che si accumula sul noozle e poi cade sul piatto.
Da cosa può dipendere ?

-
Prima che diventi pazzo.......
Alcune questioni: perche quando la stampante inizia a depositare ad esempio uno skirt il filamento compare dopo circa 15 mm magari ripiegato su se stesso. Oppure la stampa inizia a depositare una parete, come arriva sull' angolo e si muove con l'asse X si trascina il filamento depositato, so che dipende dalla distanza Noozle piatto, ma non capisco se devo salire o scendere.
-
Qualcuno sul forum possiede questa stampate?
-
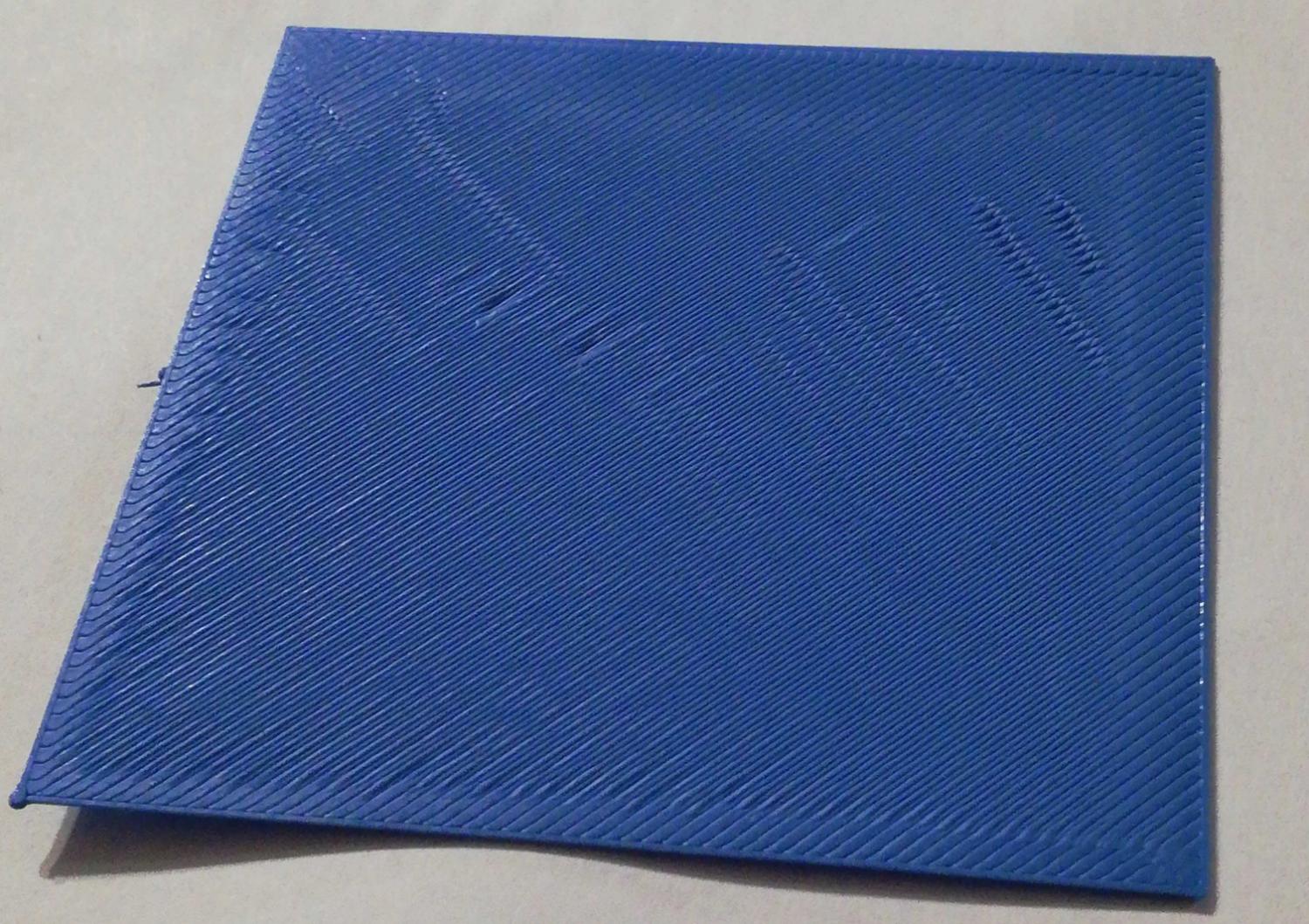
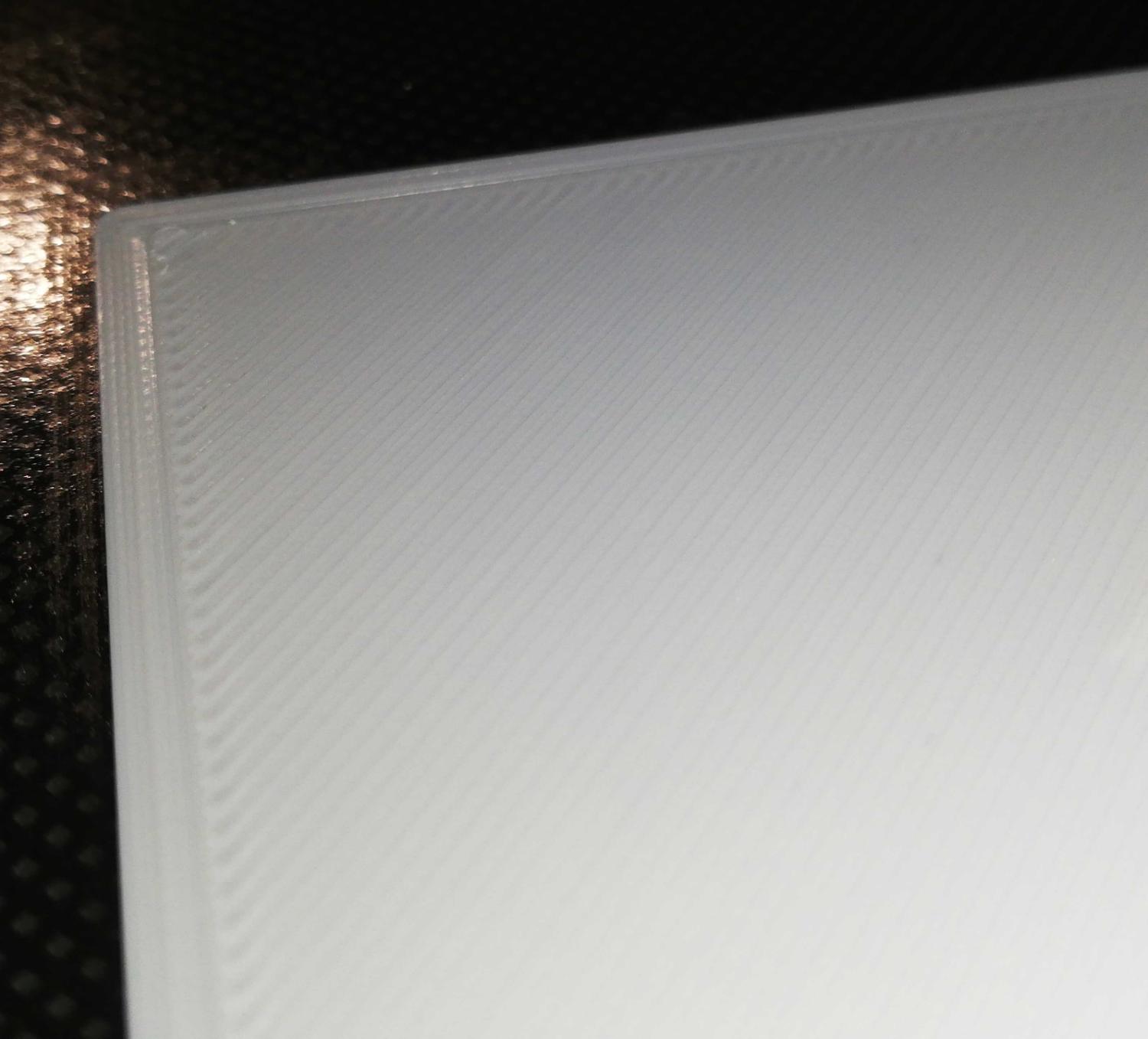
In riferimento all'immagine allegata, la leggera differenza di tonalità che si vede sulle linee di riempimento, più scuro verso il bordo più chiaro verso il centro, è dovuto all'altezza del noozle dal piatto ?

-
Sembra che lungo tutto il perimetro venga schiacciato di più, su un lato lungo risulta 7-8mm sul l'altro lato 5mm lati piccoli 8mm e 5mm
-
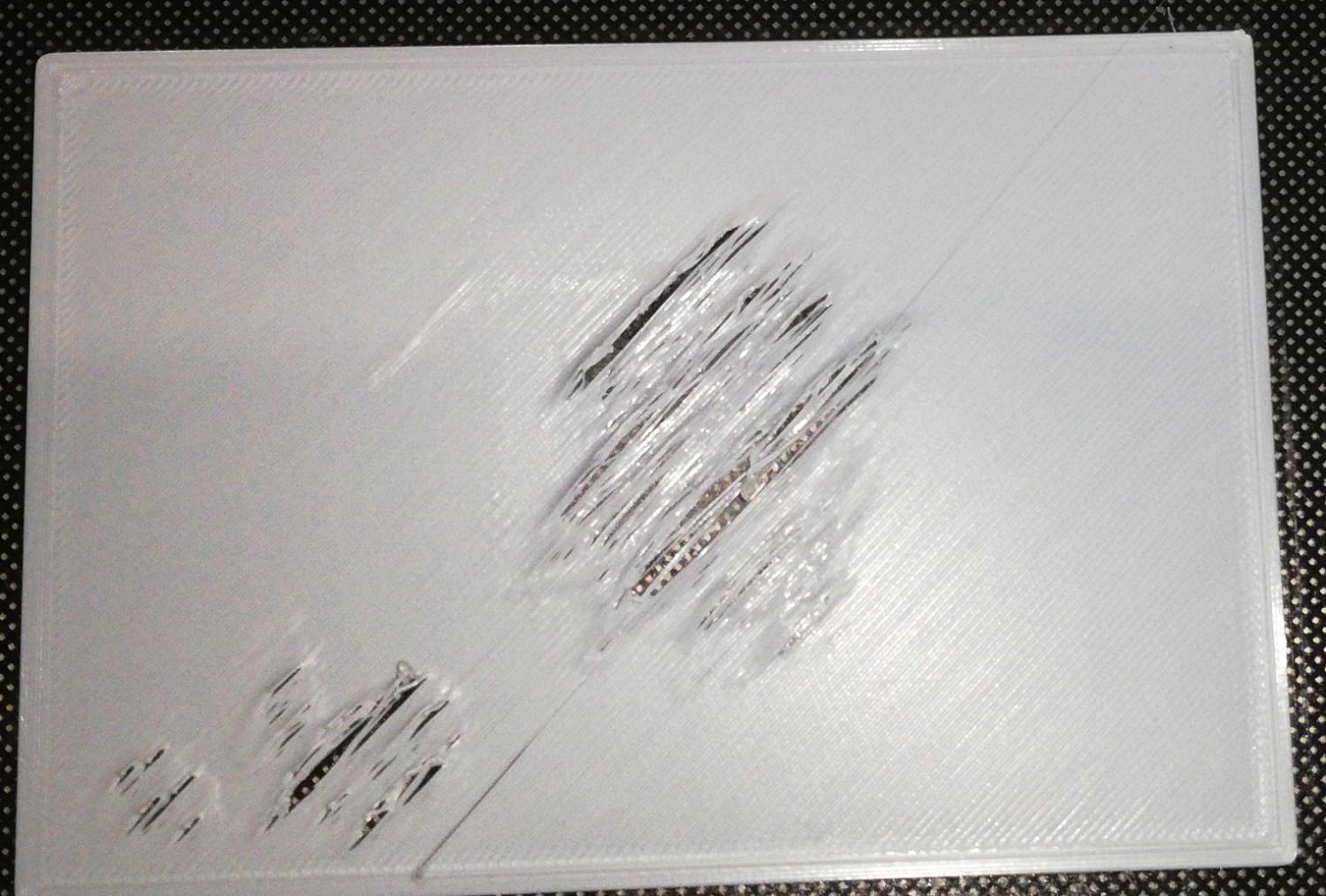
Prova di stampa di un oggetto, riempimento fallito
Attualmente sono : Altezza Layer 0.200mm, altezza primo layer 0.300mm velocita' normale 50mm/sec, velocità primo layer 30mm/sec.
Ho fatto l'autolivvellamento ,prima ho rimosso il filamento, facendo colare il contenuto rimasto nel noozle e pulito bene lo stesso. quindi ho fatto livellare
-
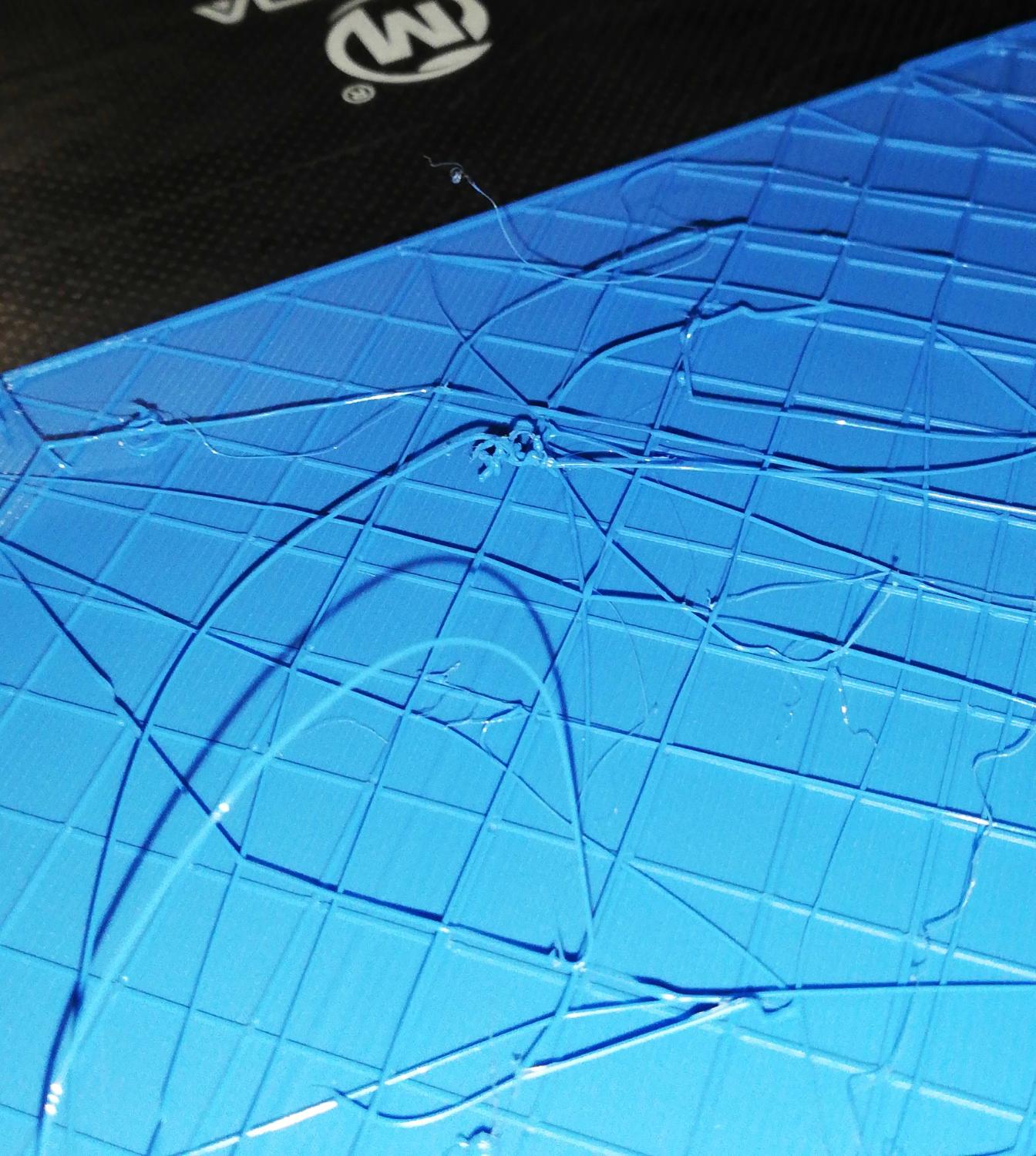
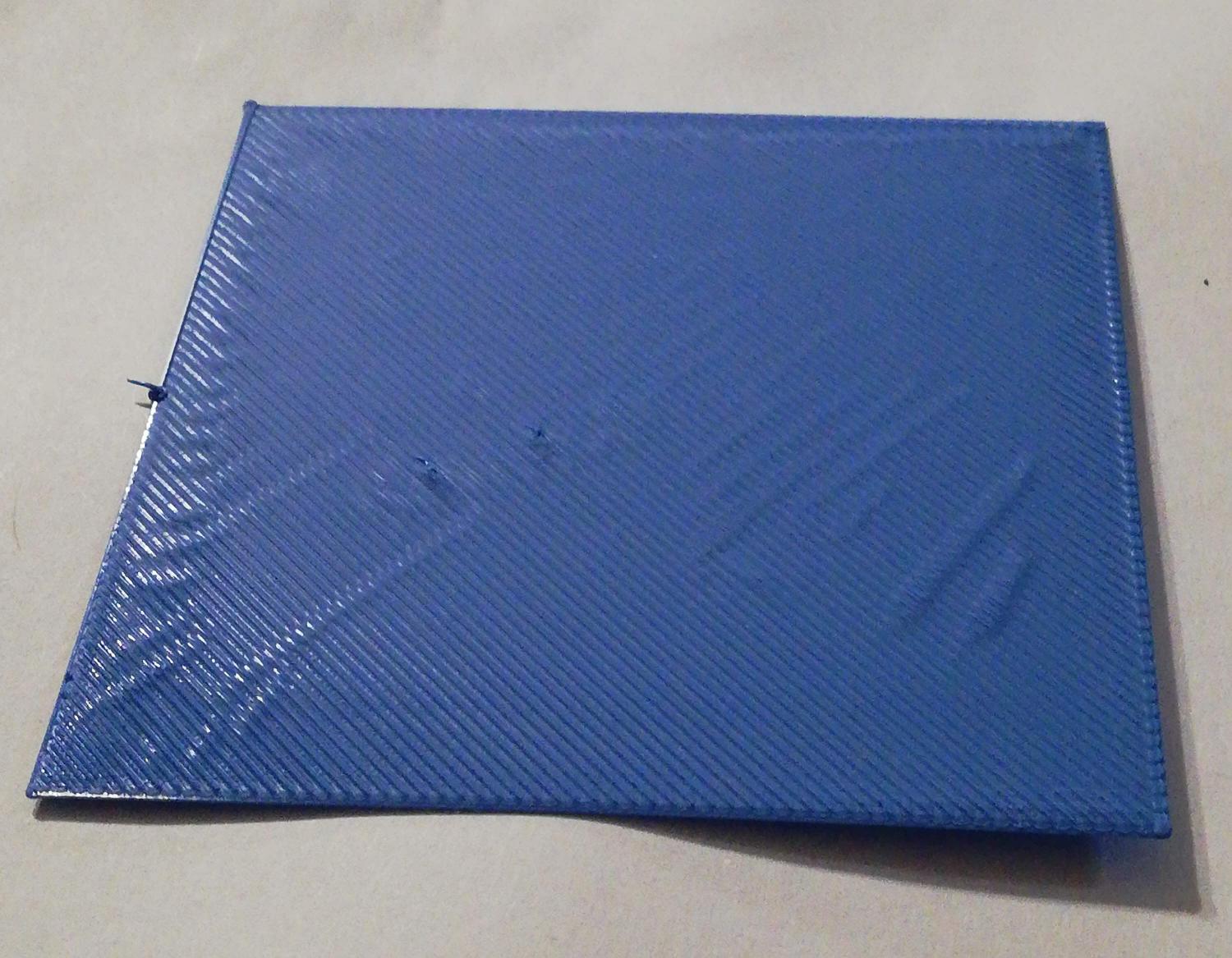
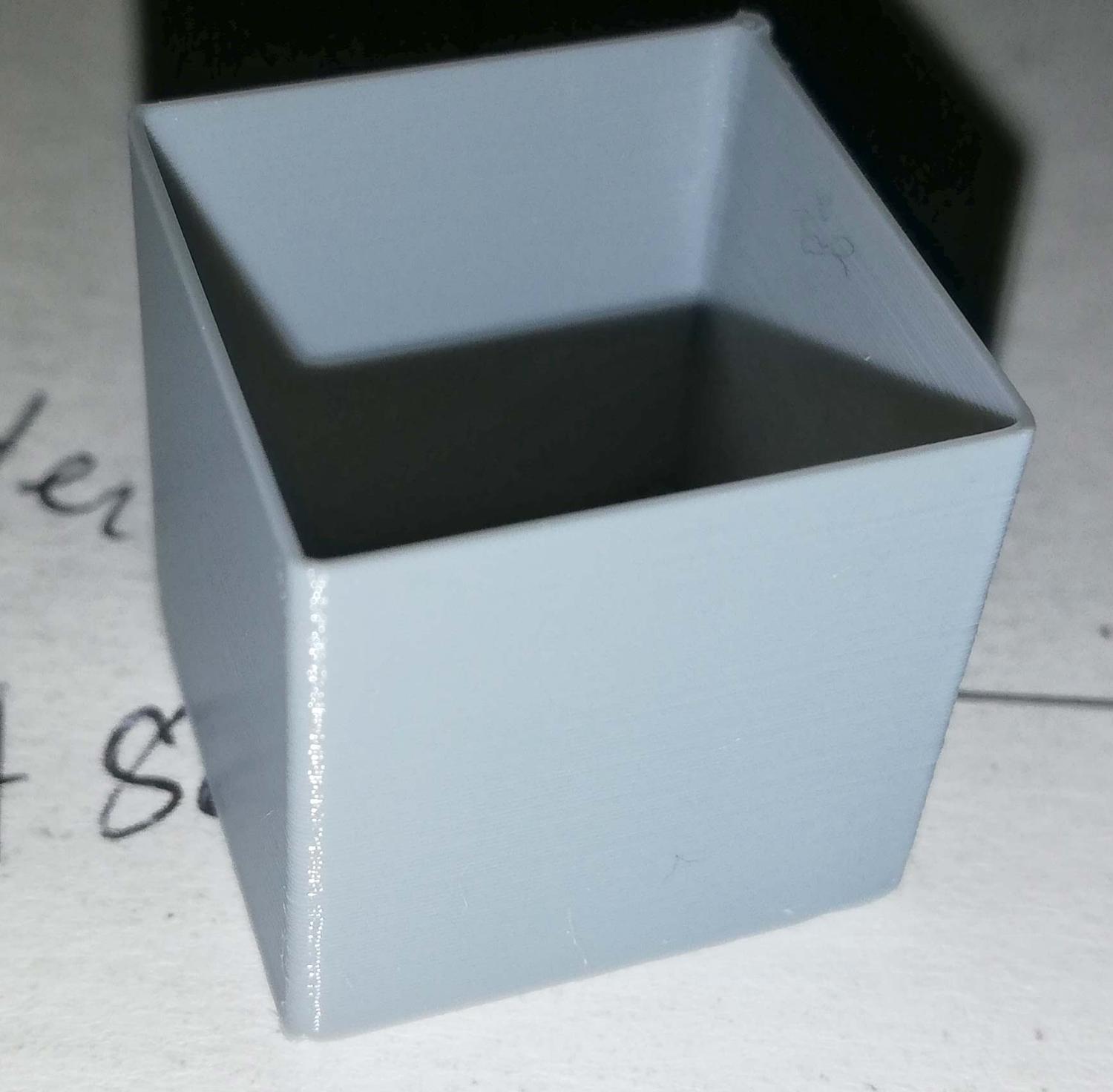
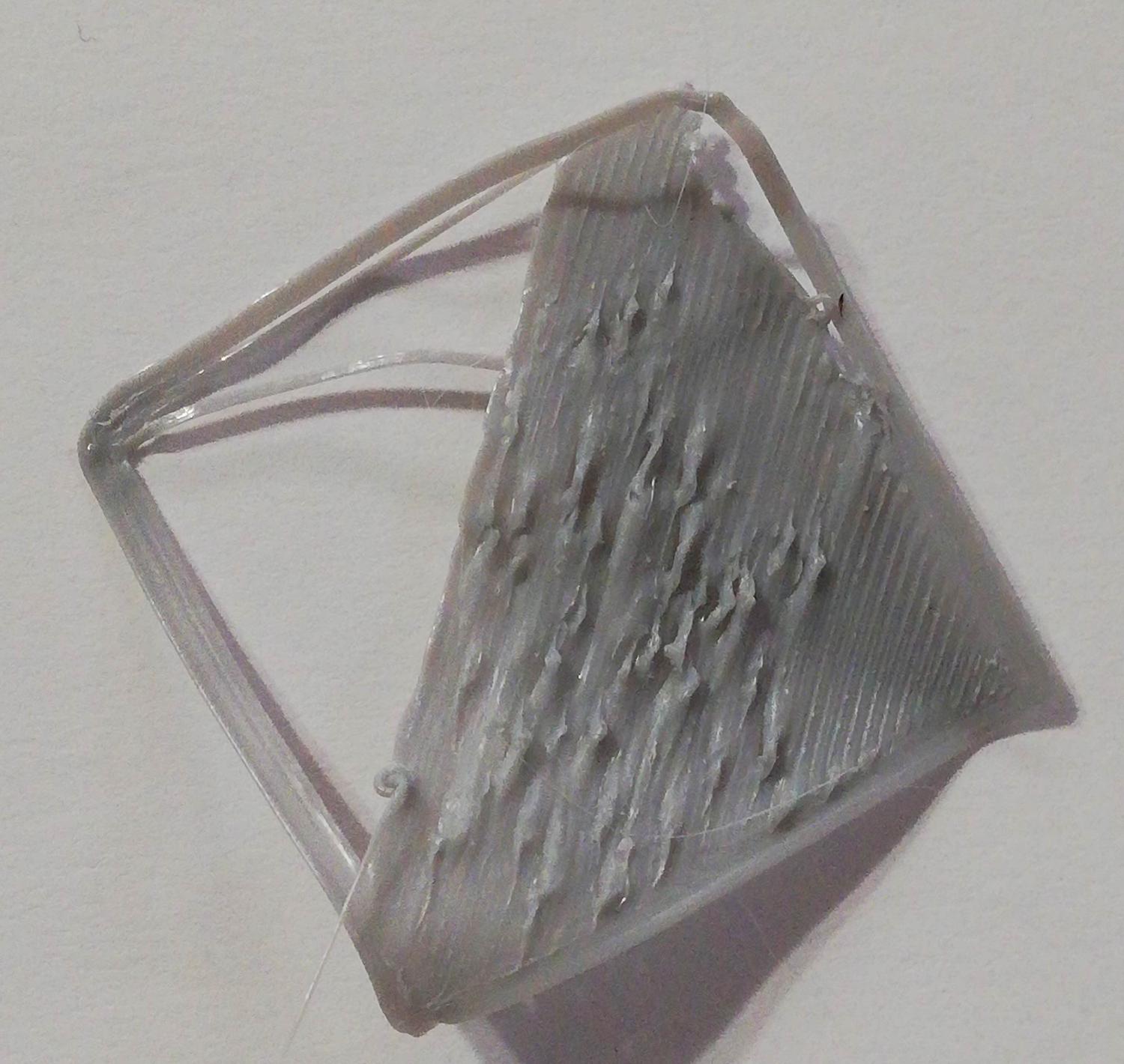
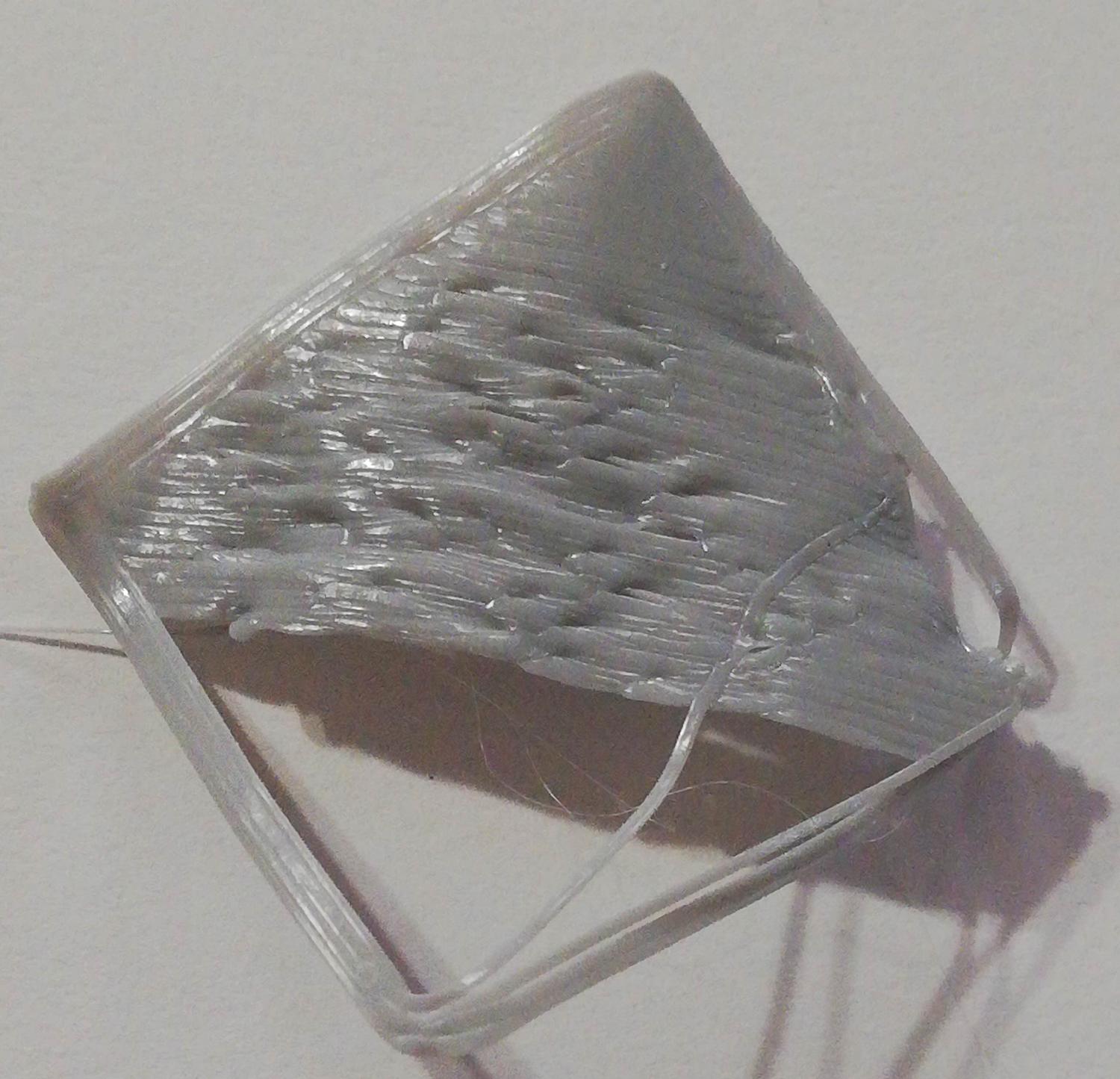
Ho fatto una stampa con un solo layer di un piano da 80x80
Parte superiore
Lato piatto
-
Dopo aver superato i primi problemi sono riuscito a stampare 3 pezzi , il primo con un PLA Grigio gli altri 2 con PLA da 1.75 Blu sempre di Azurefilm tra l'altro i 2 con pla blu ho utilizzato Ideamaker come slicer
di questi pezzi ne ho stampati 2 questo sabato. E' da domenica che sto impazzendo la cosa migliore che ho ottenuto è questa:
A volte non riesce neanche a stampare il brim
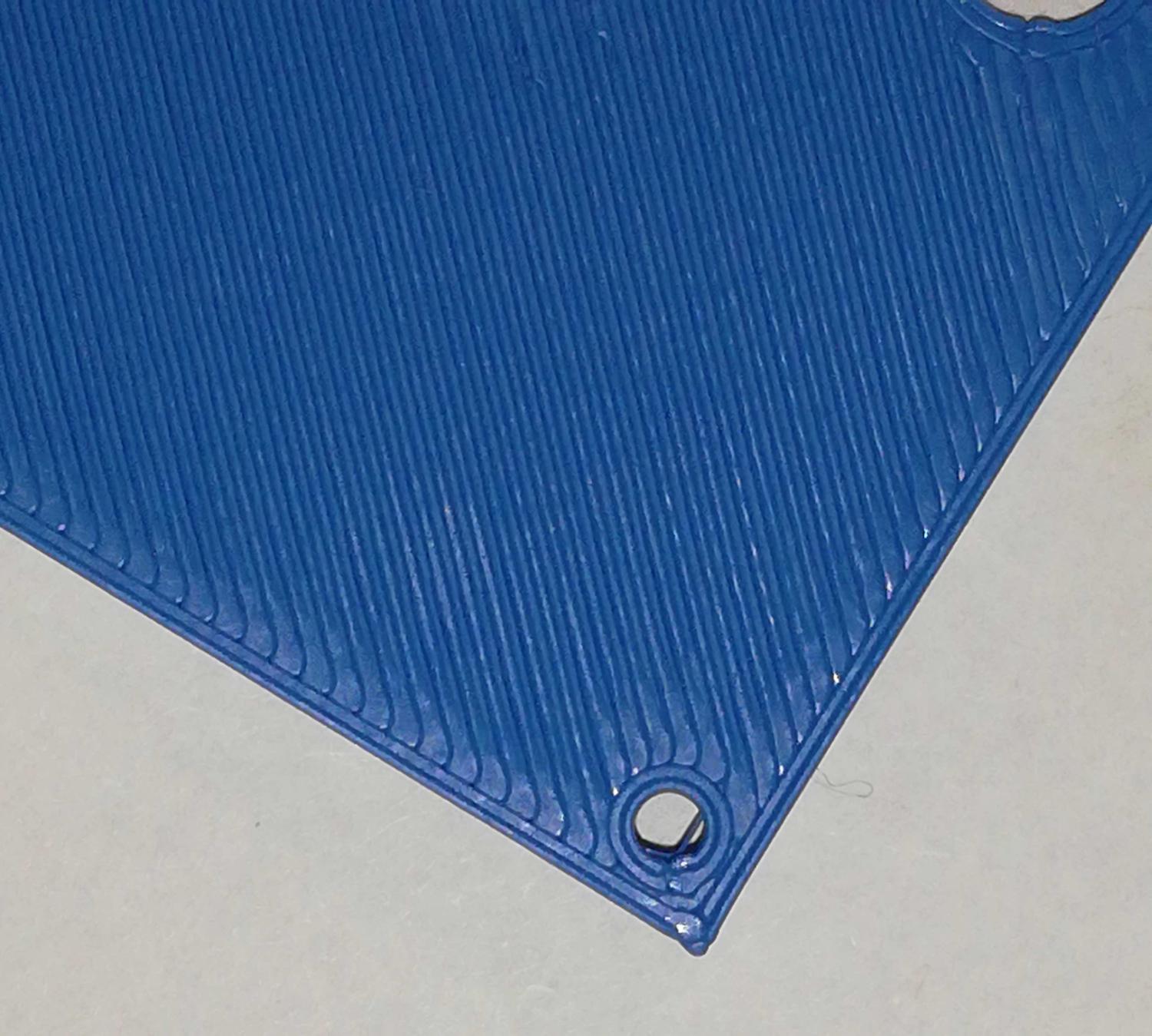
il foro in basso è appena abbozzato
questo è il presunto foro dell'altro lato
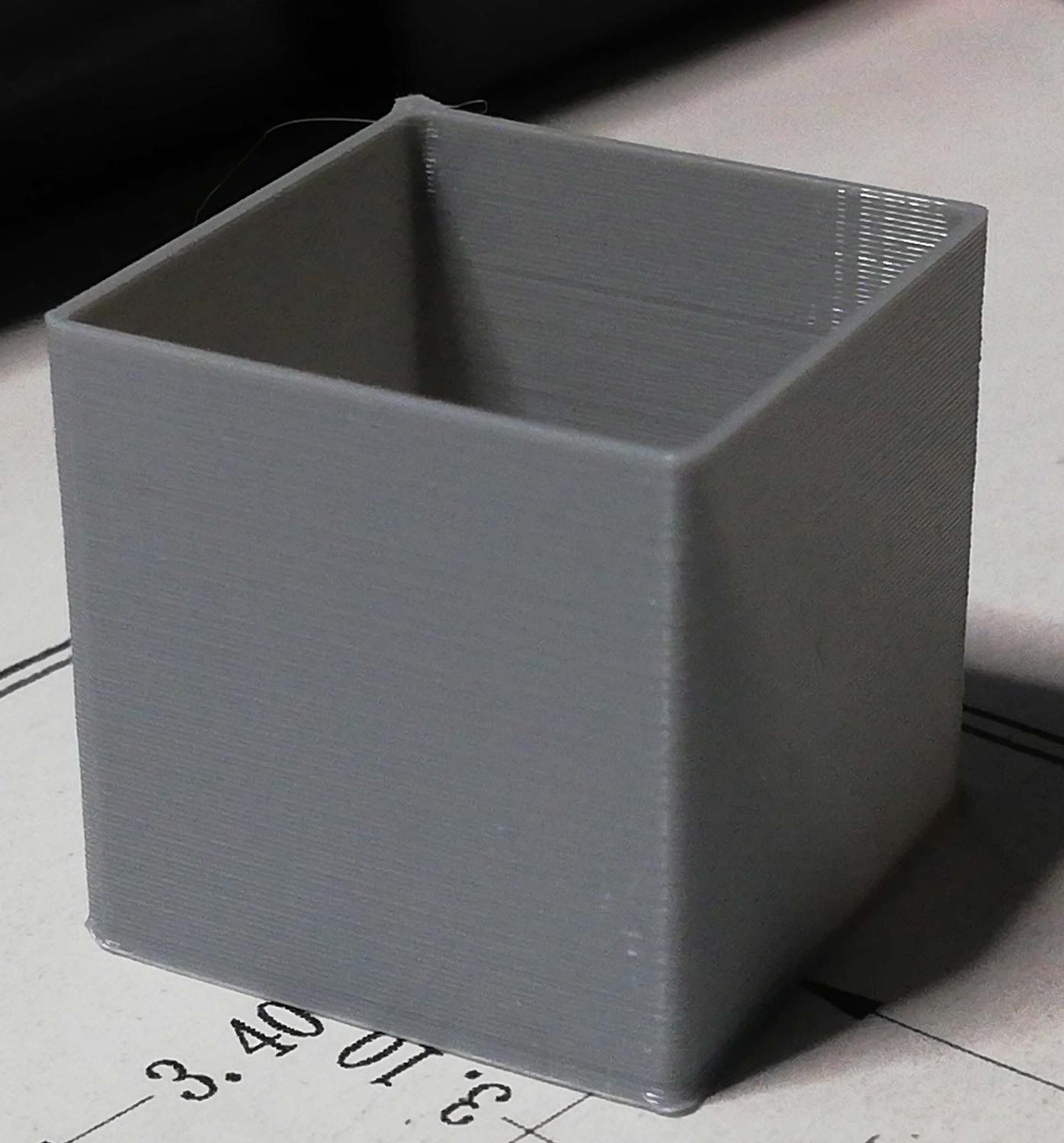
Ora sto cercando di provare a stampare dei cubi 20x20 la scrsa settimana ne ho fatti un sacco per le prove
Questi i risultati.........Uno con Brim l'altro senza
-
Work in Progress............
-
 1
1
-
-
Si pulisco il piatto con isopropilico, comunque domani prova anche con acqua calda e detersivo piatti, può dipendere dall'alone che rimane sul piatto anche dopo la pulizia?? Si intravede il quadrato di quando facevo le prove con i cubetti.
Ho scritto anche al costruttore per sapere come regolare con precisione l'offset sul loro piatto autolivellante, se rispondono le invio le stesse foto che ti ho inviato, prima.
-
Ho provato la prima stampa, DISASTROSA. Questo è il primo layer dell'oggetto che devo realizzare
-
 1
1
-
-
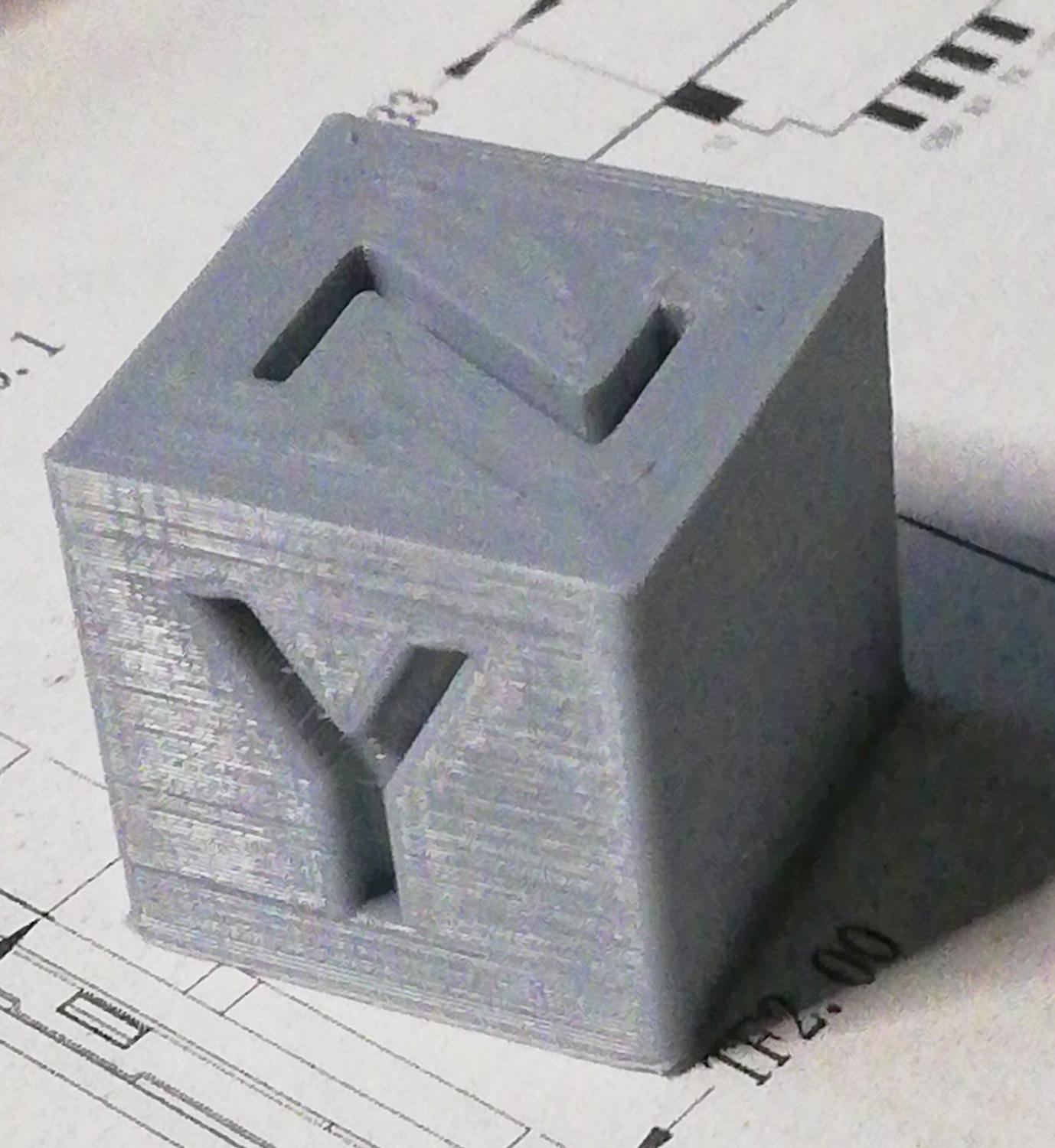
Ho provveduto alla stampa di un cubo XYZ da 20 mm lato.
Le dimensioni rilevate variano tra i 19,98 a 20.02 mm
-
1
-
-
Ho rifatto le prove con valore 0,45 dopo varie misure il valore di flusso da inserire è 92.8 ho posto 93
ho poi rifatto la stampa mi da come risultati 0,45 sulle varie pareti
-
2
-
-
Il calibro lo preso da poco è digitale
-
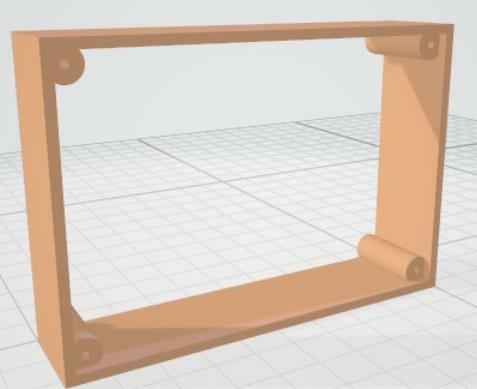
La stampante mi dovrà servire per realizzare al 90% dei contenitori per alloggiare le mie realizzazioni elettroniche solitamente utilizzero PLA ma in alcuni casi (dove prevedo un certo sviluppo di calore) usero anche il PETG.
Esmpi di oggetti che dovro' stampare
-
Hio fatto come hai detto ho stampato il cubo impostando il flowrate a 100%, imposta la larghezza parete a 0.45 misure sui lati (0.48-0.50mm variabili da misura a misura)
Dopo le misure ho impostato il flusso al 92% (anche se non è semplice la misurazione della parete con il mio calibro ogni misurazione la seconda cifra cambia) Ho poi ristampato con parete a 0.4mm (ottenendo 0.41-0.43)
-
1
-
-
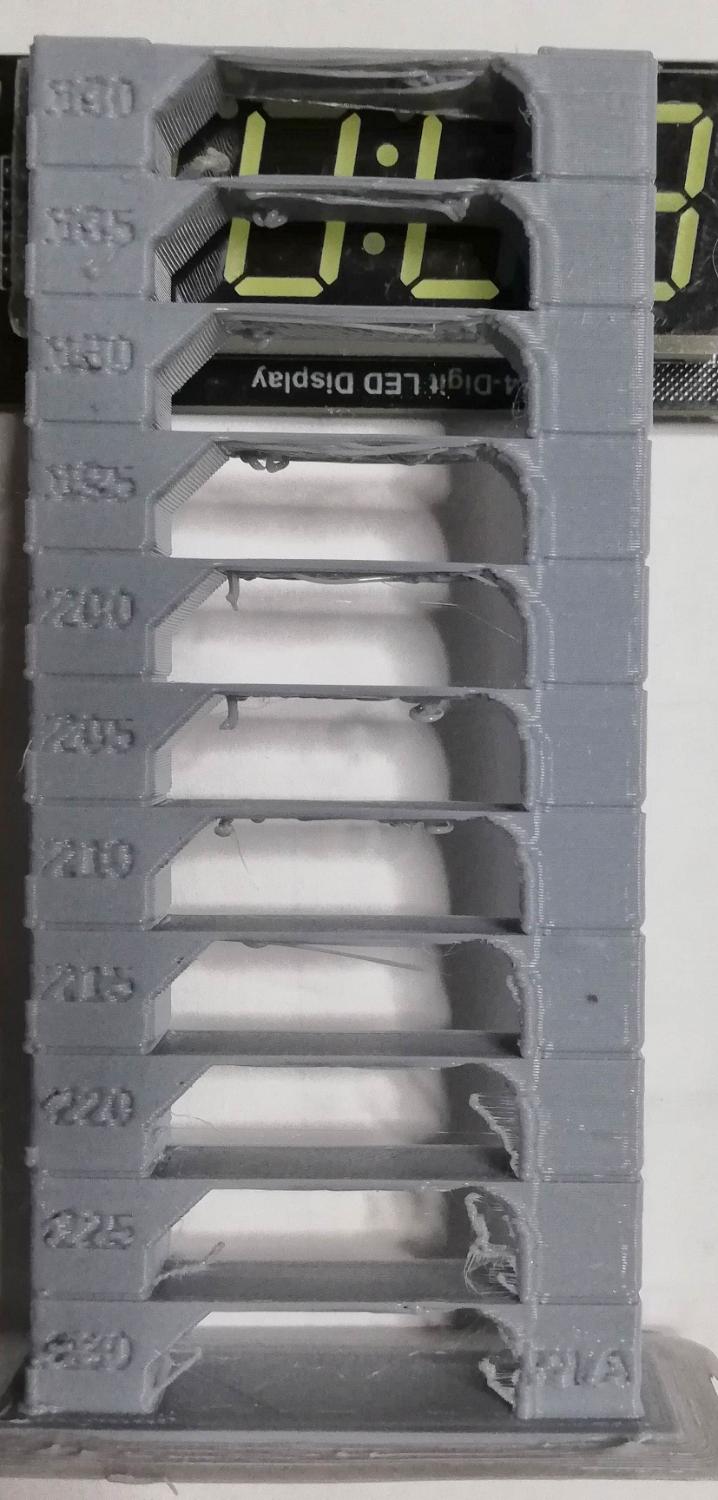
Ho fatto la prova, la torre presenta i valori 200 e 205°C che hanno circa la stessa forza di rottura mentre a scendere o salire si rompono con più facilità.
Ora sto stampando un cubo 20x20x20 con una sola parete, ho visto che è quello che serve per poi regolare il flusso
Ti mando la foto del cubetto
Tre lati sembrano OK. Il quarto invece non è stato stampato correttamente
Gli spessori sui 4 lati ho trovato 0.36-037
-
Ho stampato in qualche modo la Temp Tower, mi pare che si osservi un certo miglioramneto nel range 200 - 210°C
-
Ciao Fratt, sto stampando la temp tower con il plugin presente senza toccare nulla sul gcode generato da Cura, il primo strato lo ha stampato a 230 (primi 10mm) , poi sul secondo la temperatura è scesa a 225.
-
La mia precendente domanda riguardava la temp-tower, se devo impostare la temperatura di stampa, uguale al valore massimo presente sulla temp tower ossia 230° C
-
Si certo, si è aperta una finestra che segnala, dato salvato in eeprom. Cmq domani provo a stampare la temp Tower
La temp ha gia il gcode funzionate lo trovata in Cura 5.2, visto che lavora da 230°C basso 190°C alto devo reimpostare la temperatura a 230?
-
Penso che francamente rinuncio,
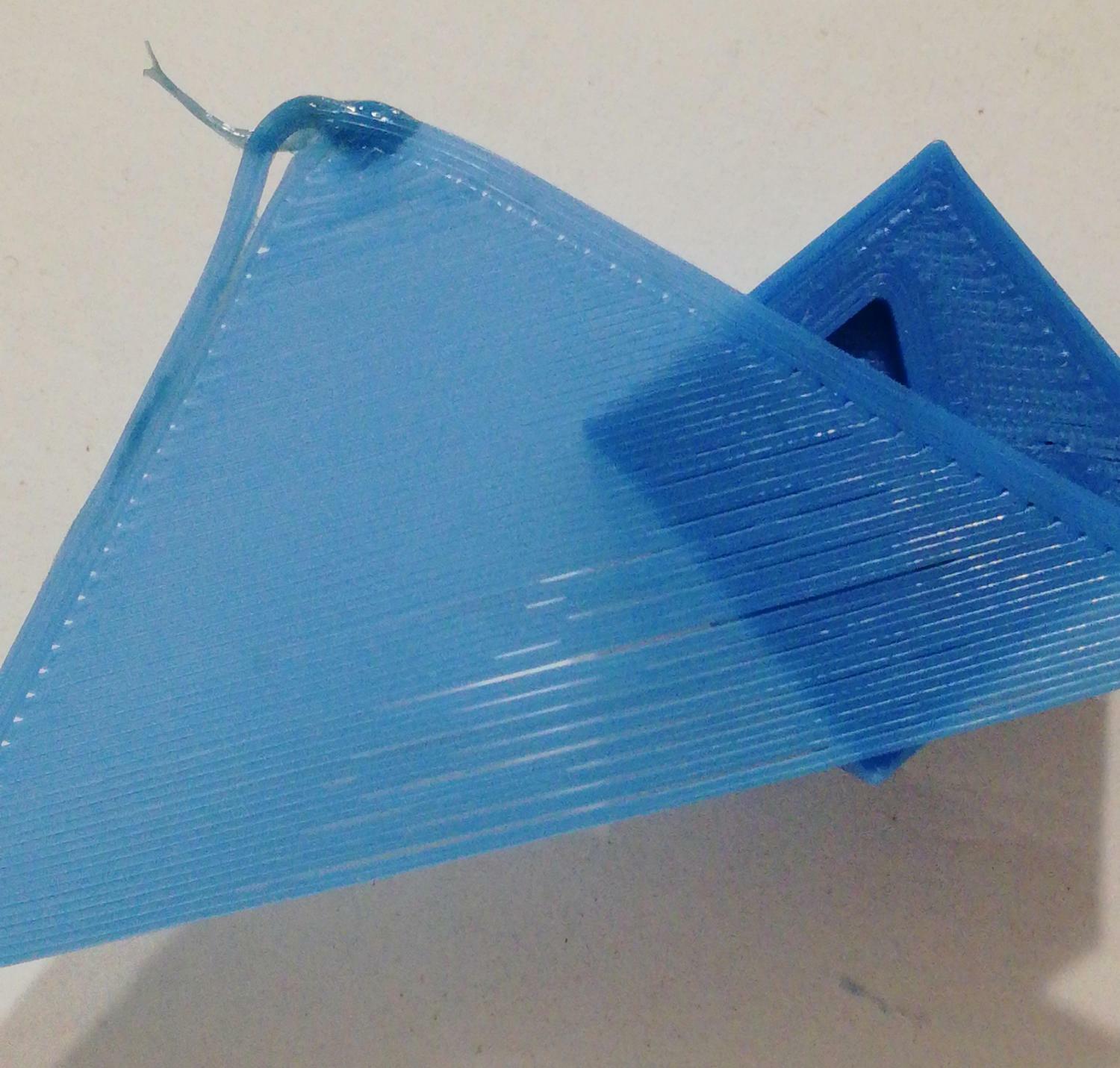
posto temperatura a 200°C, ho fatto 2 test uno con zofset 0mm , siccome facendo la taratura mi sembrava che l'ugello premesse troppo sulla carta o poi provveduto con l'ofset ad alzarlo di 0.10mm
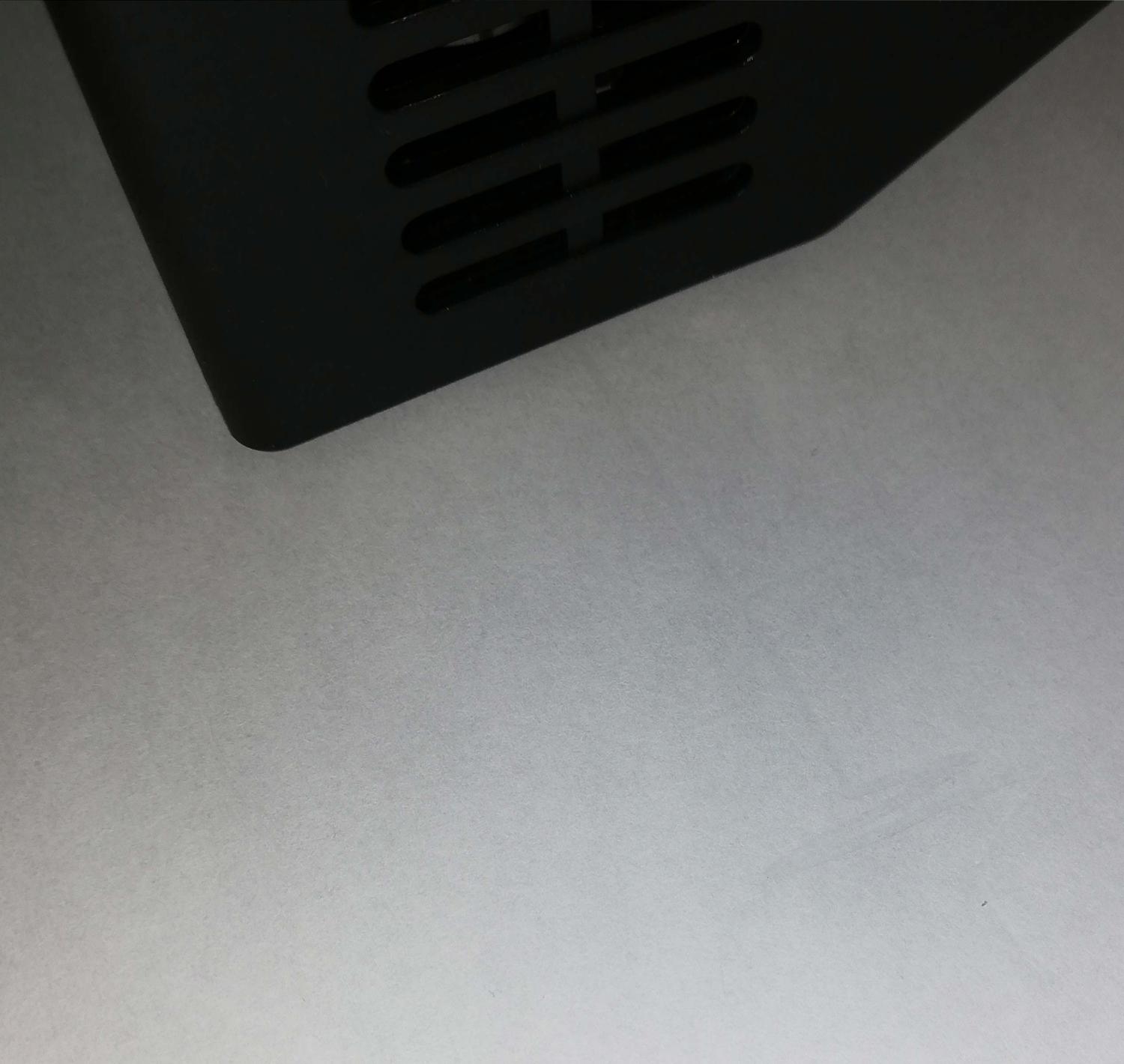
foto del retro appoggio su piano di stampa
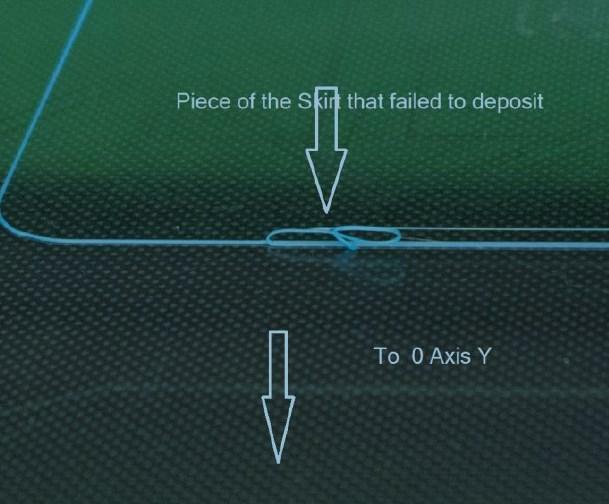
Dopo di che sono sceso sotto per fare le foto alle stampa, poi sono ritornato alla stampante e senza toccare nulla stesso gcode che era dentro la stampante (200°C) ora non riesce neanche a depositare lo skirt.
Francamente in queste condizioni in cui le prove senza toccare nulla non sono ripetitive ..........
-
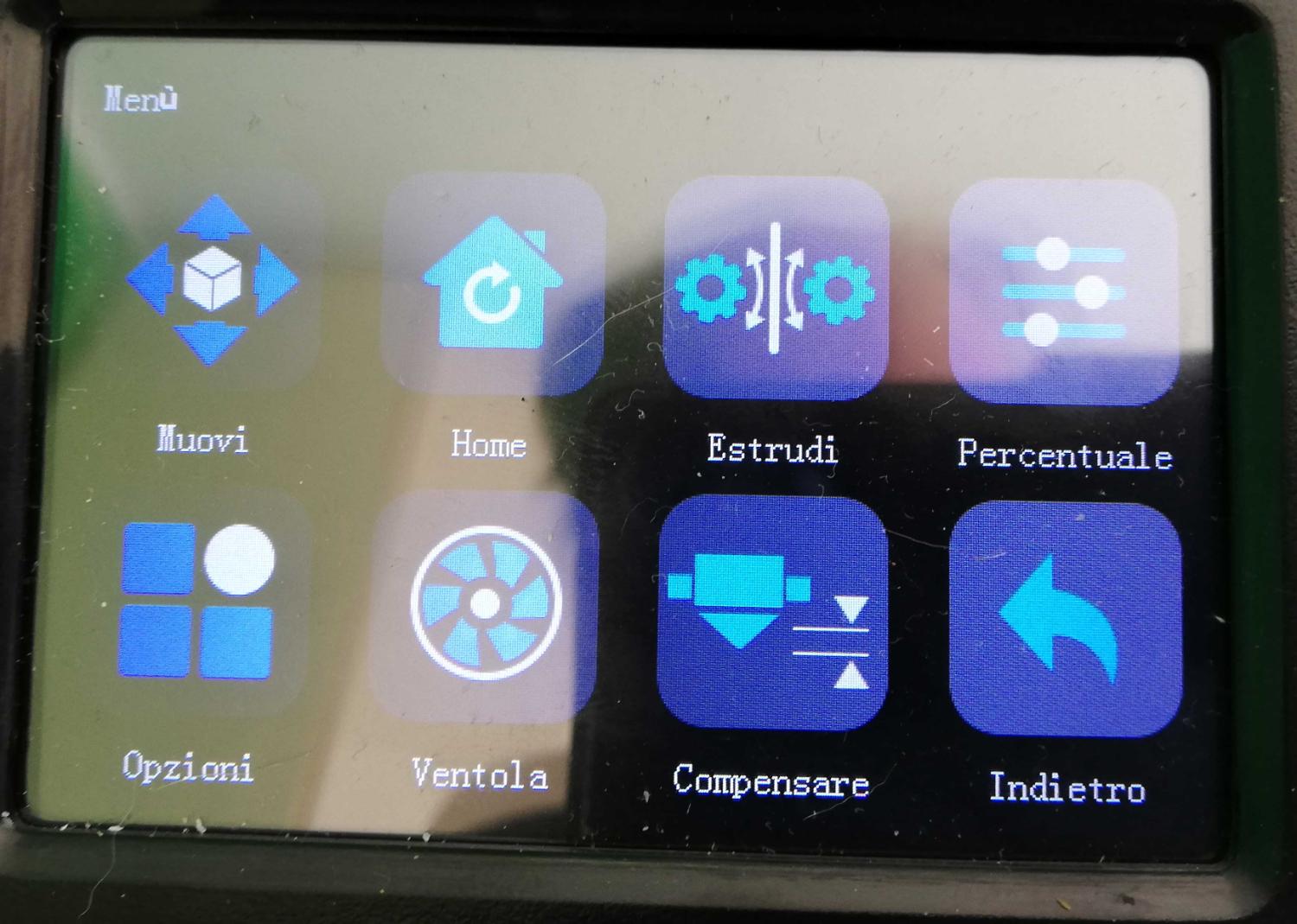
Volevo spiegare in che modo faccio il livellamento del piatto, la stampante si livella da sola su 16 punti, non ci sono regolazioni sotto il piatto. Esegue la taratura con 50°C su piatto e 150°hotend, finita si porta ad home.
A questo punto inserisco foglio A4 su piatto , vado su menù e seleziono "Muovi"
tramite i tasti Y+ e X+ porto la testa di stampa a centro foglio l'asse Z non lo muovo ancora e segna 7.0
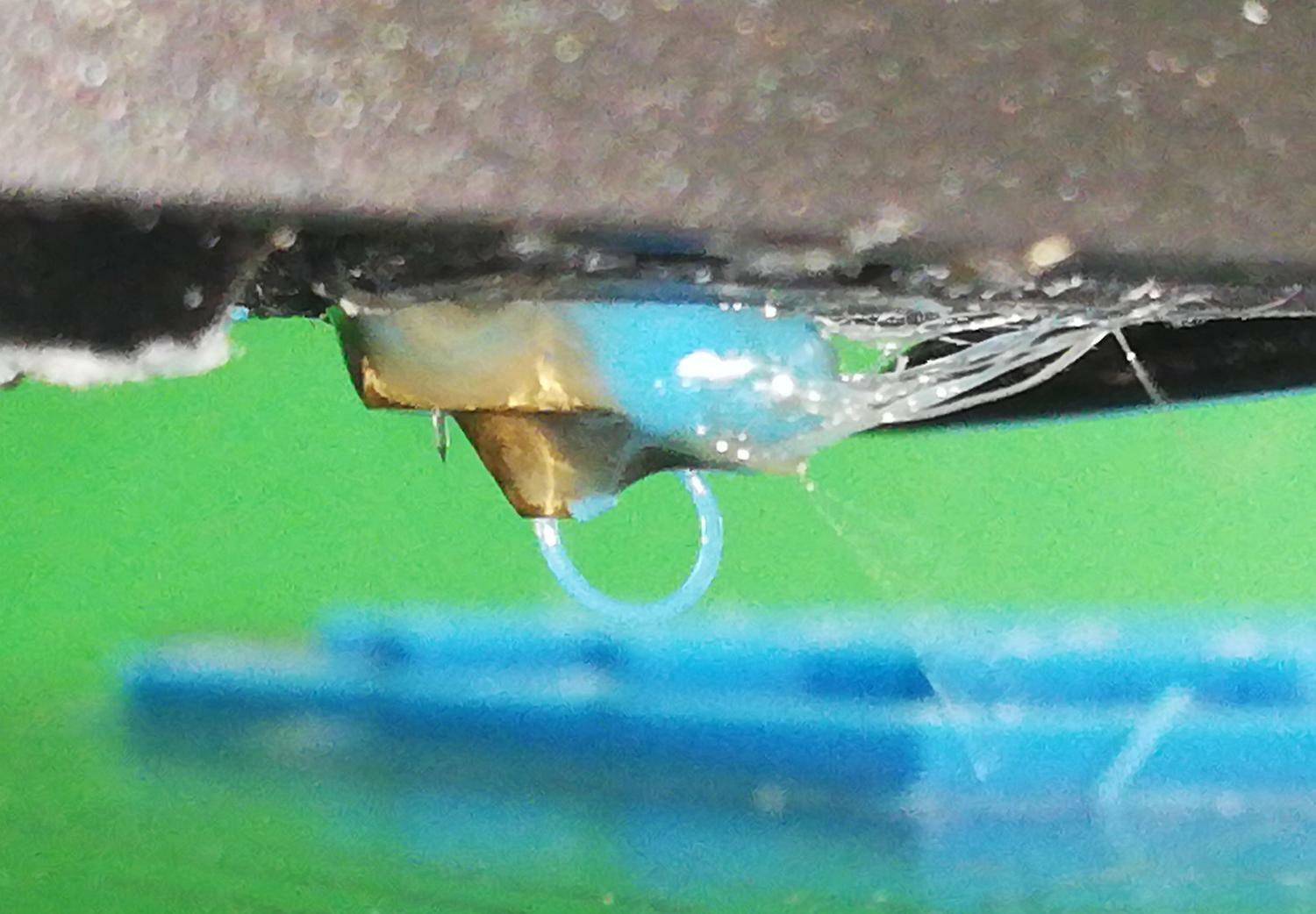
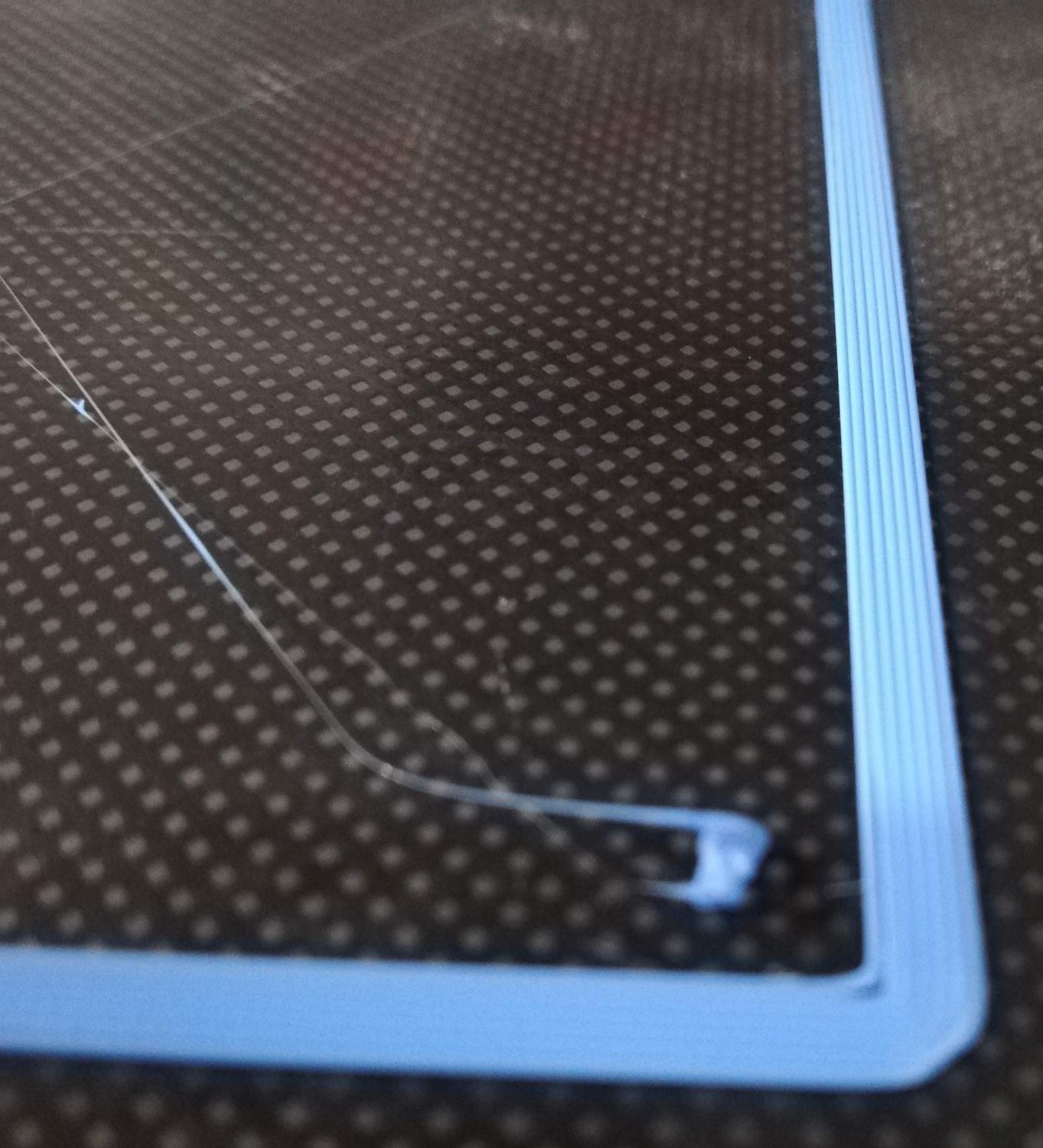
do il comando di Z- e il nozzle si porta a 0.0 appoggiato sul foglio A4
Francamente il foglio mi sembra addirittura troppo premuto, nella prossima immagine si vede addirittura il segno lasciato dal noozle
Non vorrei che però sbagli qualche cosa. Dimenticavo , prima della autotaratura ho tolto l'offset presente che era -0.01.
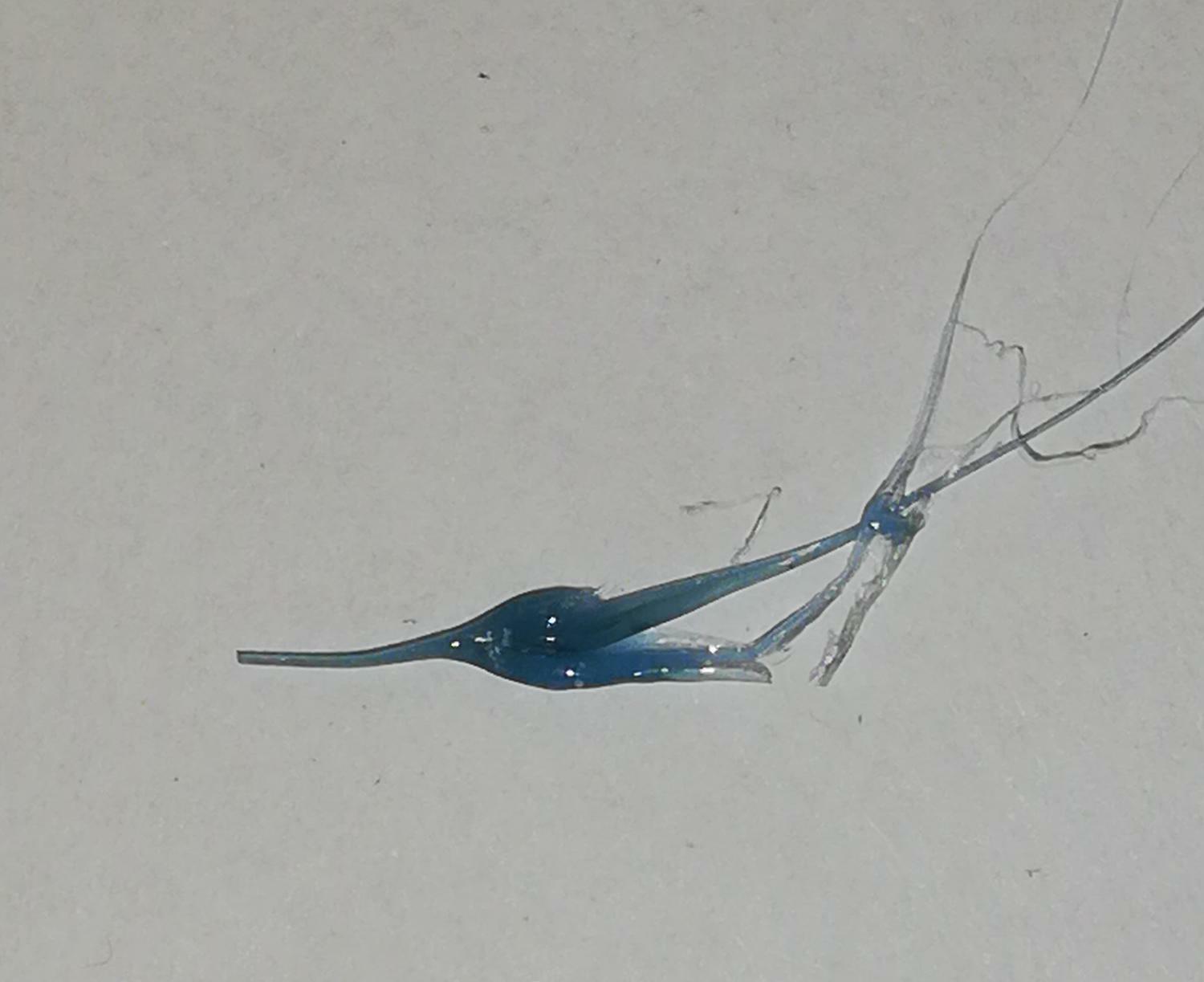
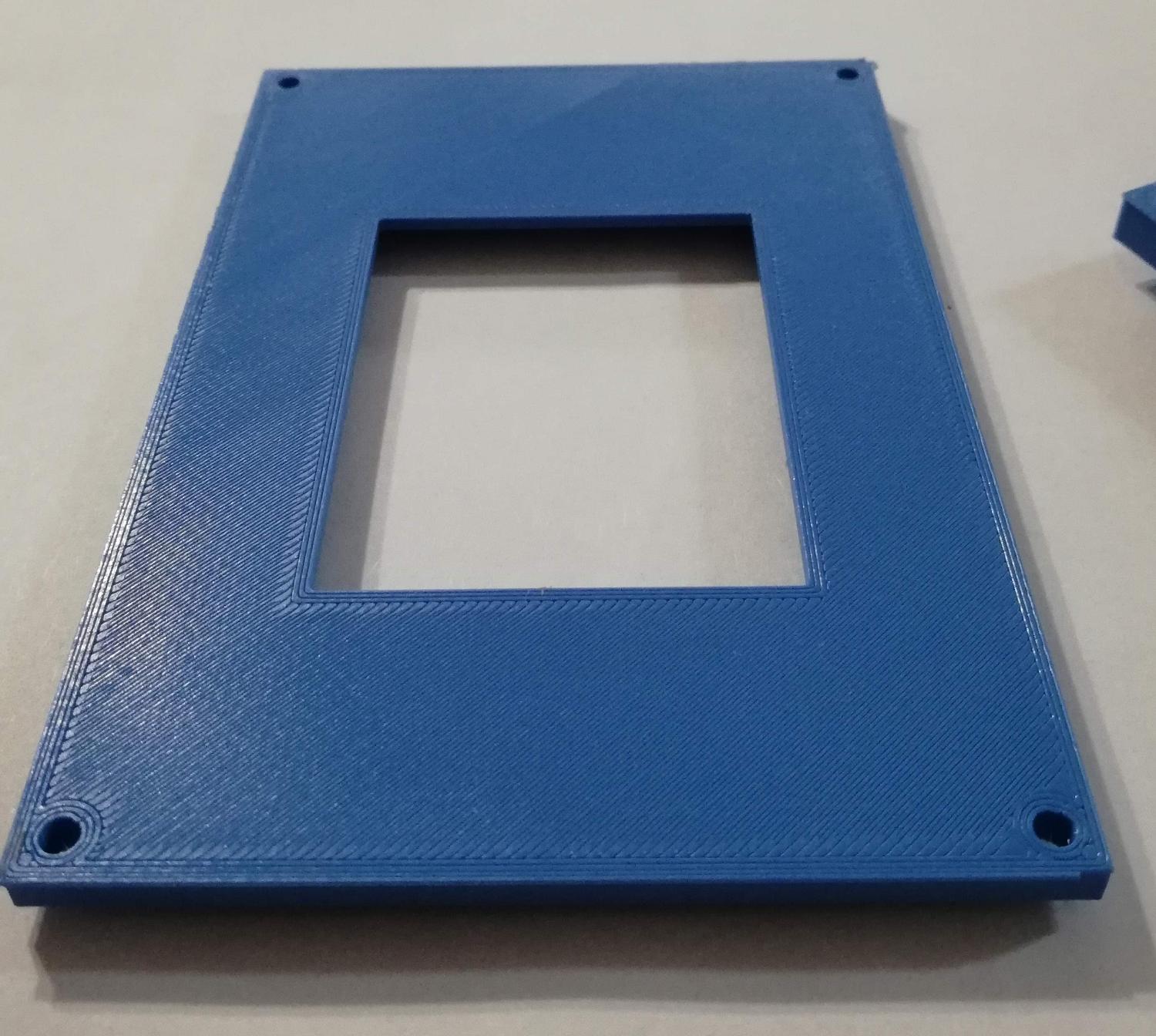
Ho poi fatto una stampa senza introdurre offset bloccandola per farti vedere cosa succede
Lo skirt dopo averlo rimosso dal piatto e non pareva avesse problemi di adesione, lo sbuffo di filamento che si vede ho dovuto spostarlo perche la testina lo stava portando verso il centro della stampa
Parte Superiore
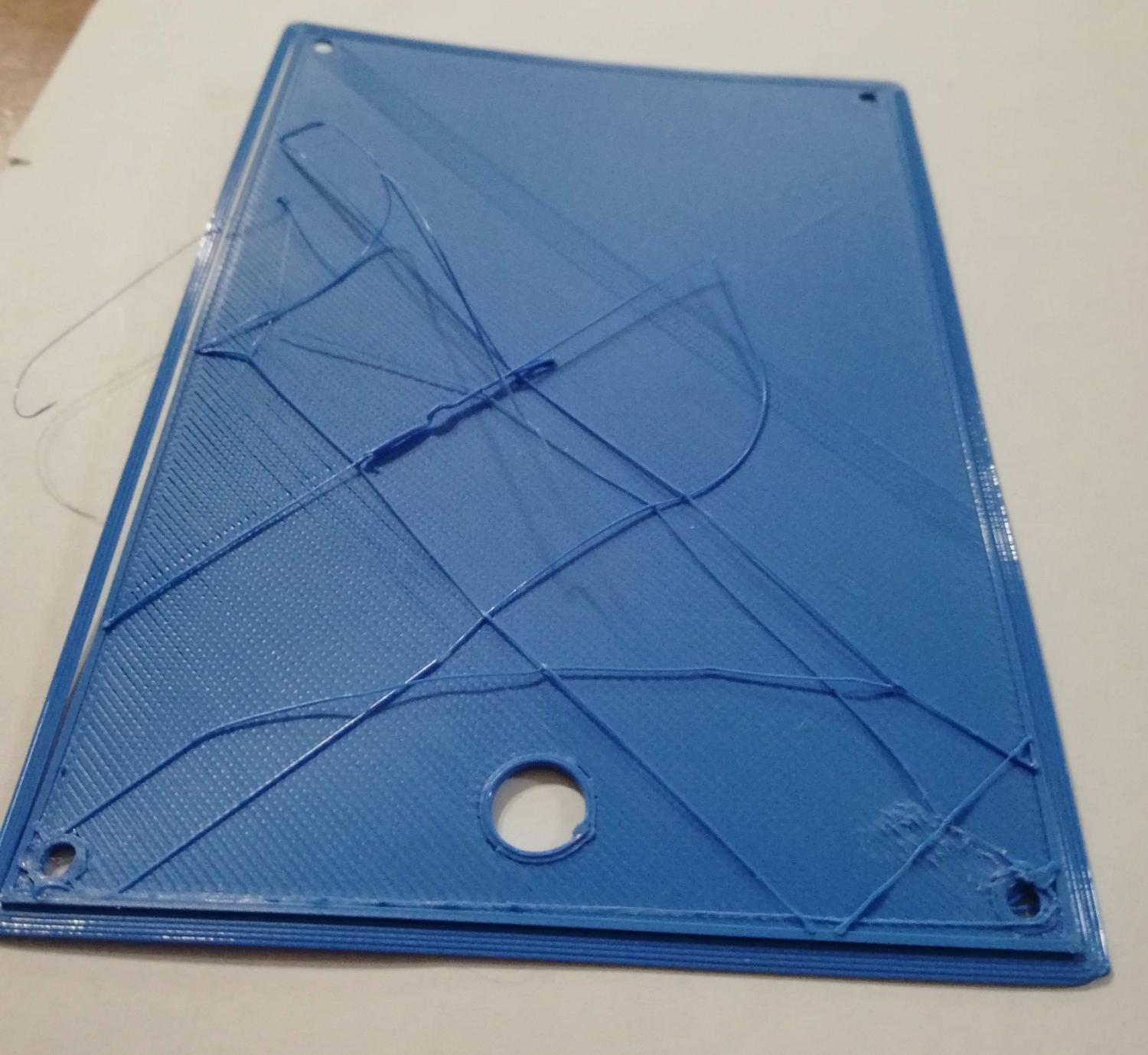
Parte Inferiore, se non riesco a fare aderire bene non riesco a stampare la temp tower che tra l'altro ho già preparato da 190° a 230°C












Gocce di pla su stampe
in Problemi generici o di qualità di stampa
Inviato
Intendi il claassico teflon da idraulica?