

Fabietto81
-
Numero contenuti
10 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Fabietto81
-
-
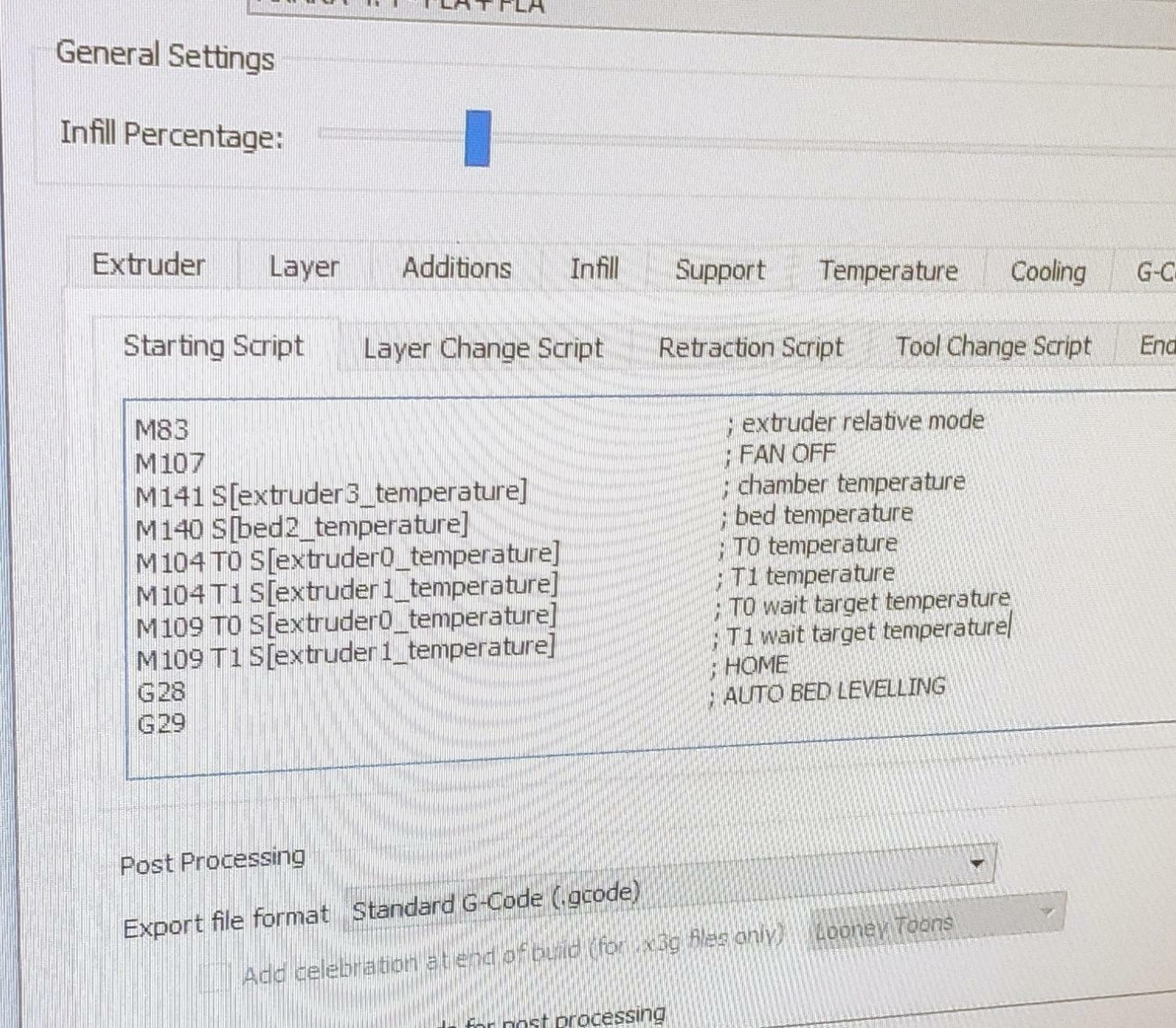
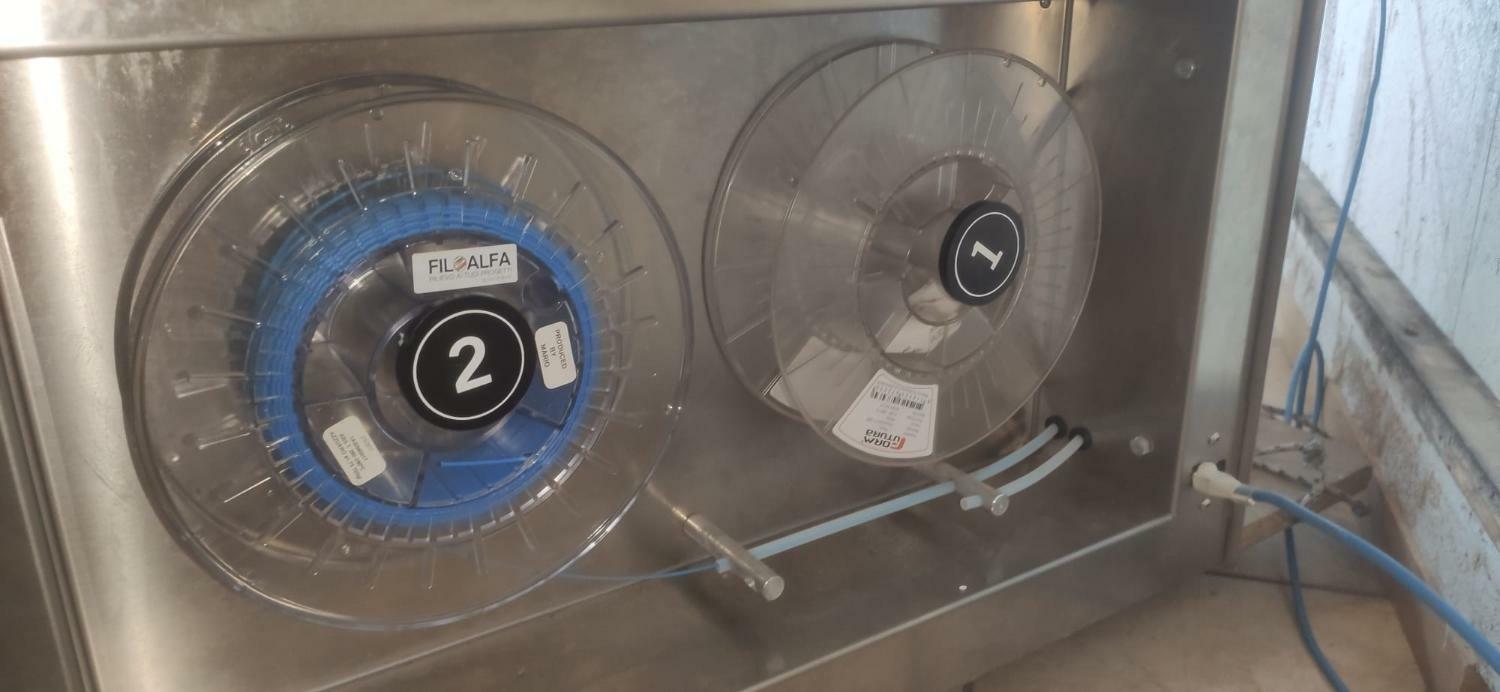
Quando veniva venduta, aveva in dotazione il programma simplify3D pagato per un periodo e tutti i profili ottimizzati (che io non ho) per i vari materiali (Filoalfa - https://www.filoalfa3d.com/it/content/6-prodotti), nelle impostazioni veniva indicato RepRap.
Tramite il curatore fallimentare ho provato a farmi dare i g-code ma inserendoli in cura non si avvia proprio. Si blocca in loop nella fase di homing.
Probabilmente quei testi tra parentesi quadra non piacciono a Cura...

-
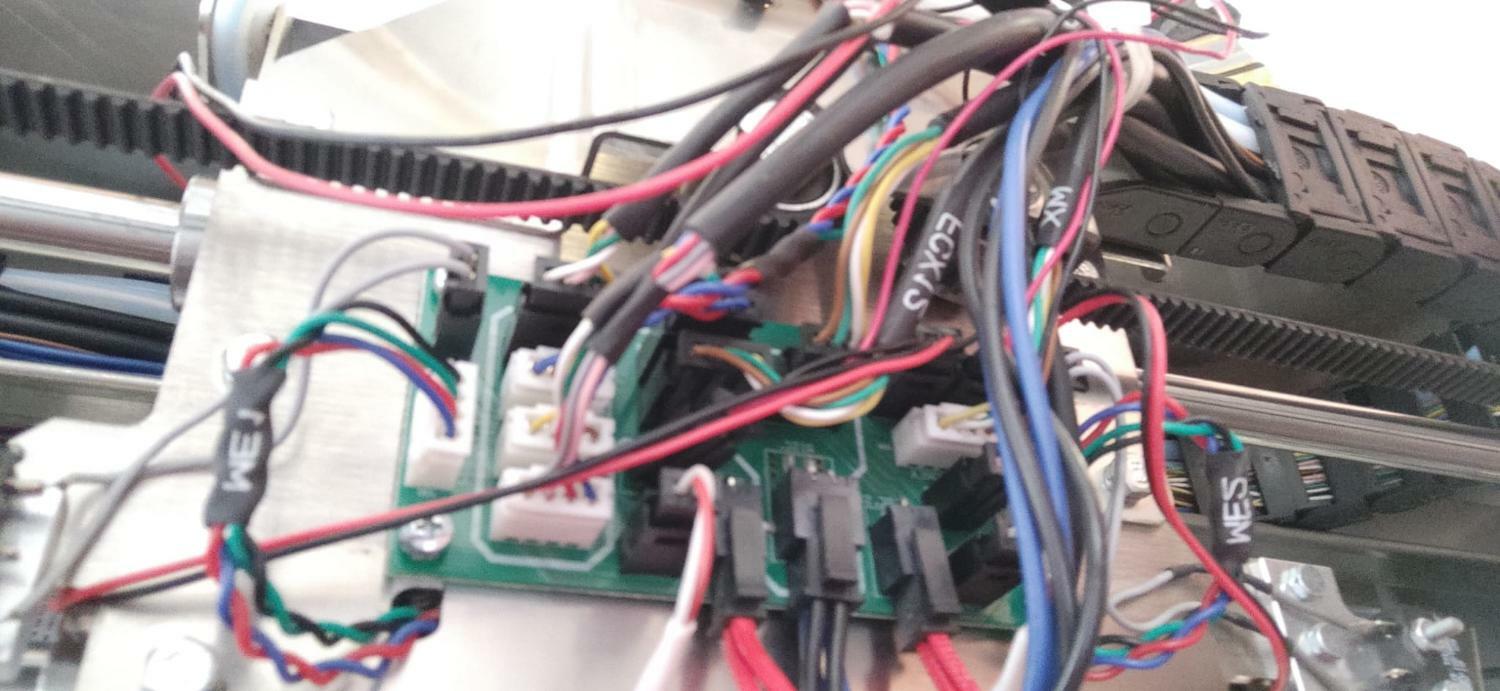
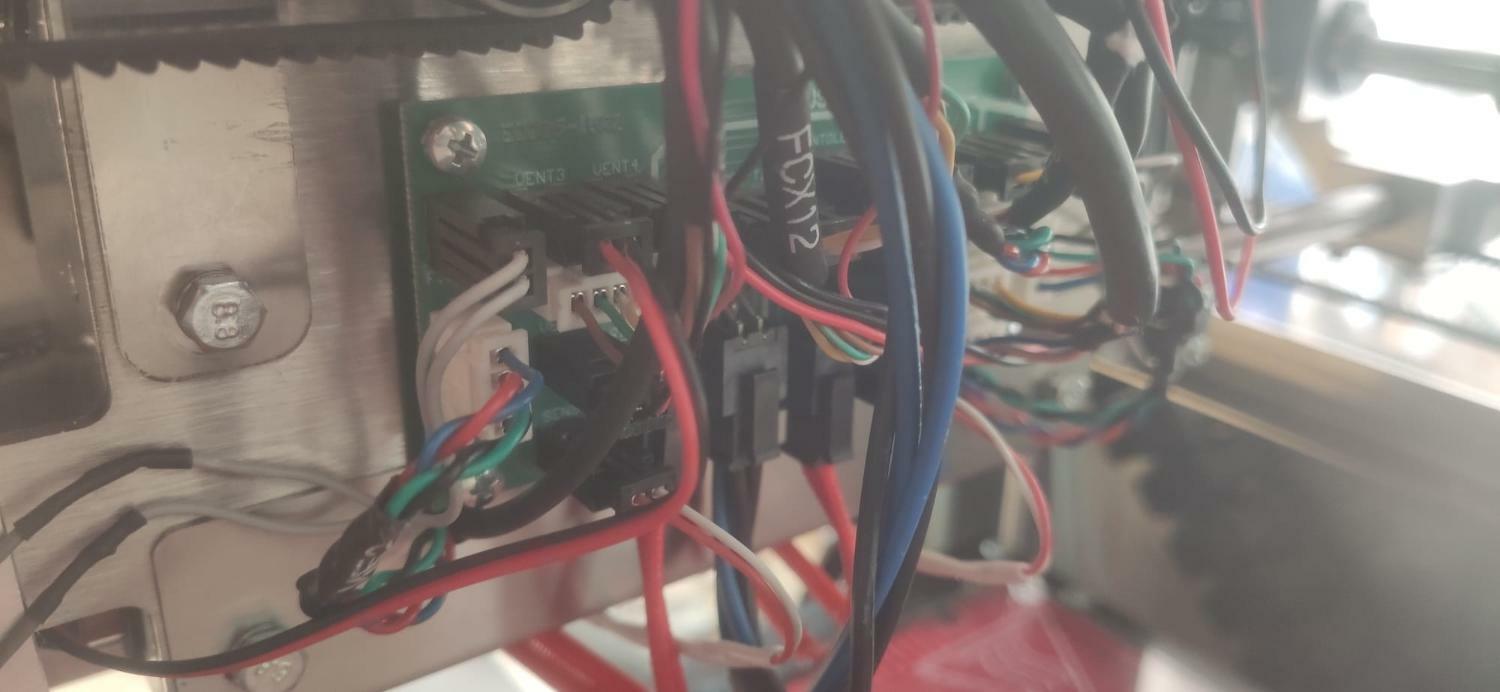
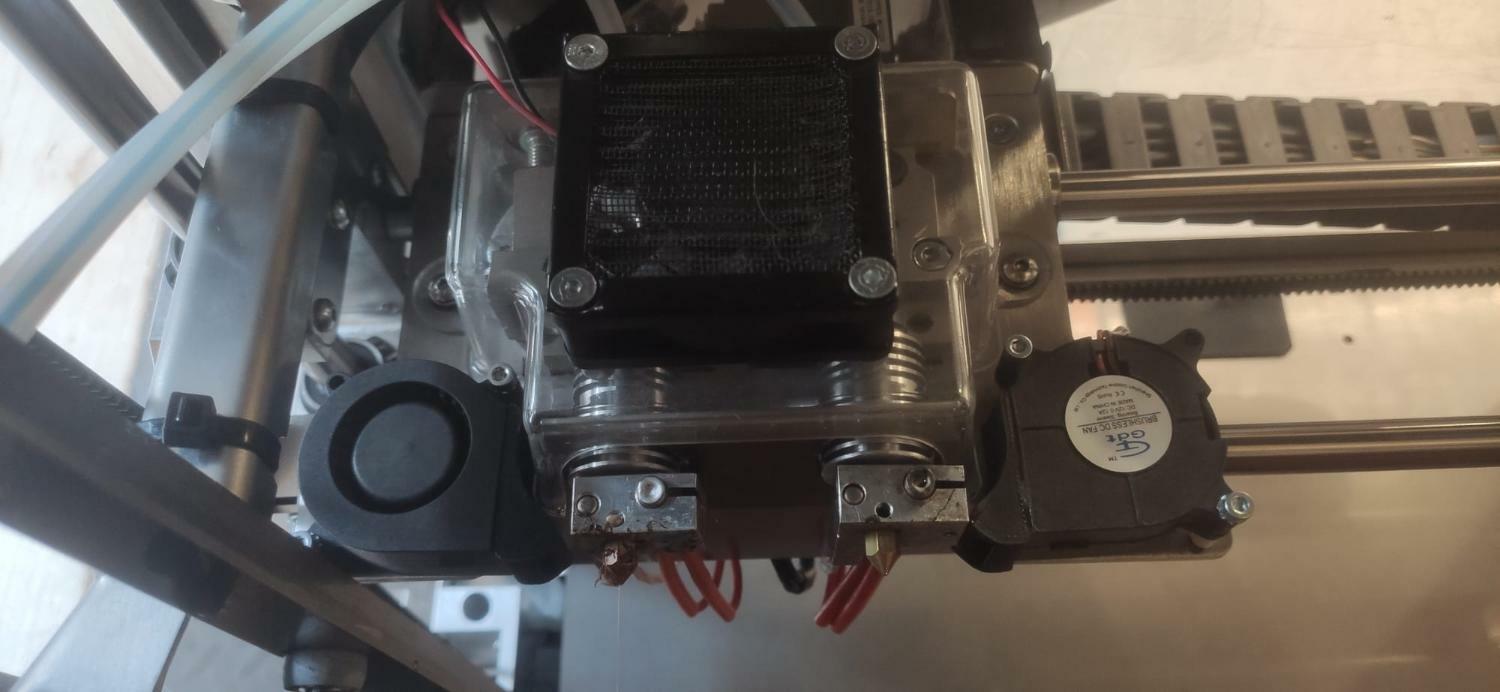
Cinghia sostituita, cablaggio tra motore e scheda sostituito. Metto foto (la qualità è pessima perchè la fotocamera è distrutta).
Questo è il g-code:
;FLAVOR:RepRap
;TIME:1455
;Filament used: 1.46792m, 1.05926m
;Layer height: 0.2
;MINX:29.515
;MINY:106.8
;MINZ:0.2
;MAXX:189.221
;MAXY:143.2
;MAXZ:21
;Generated with Cura_SteamEngine 5.2.1
M190 S90
M104 S230
M104 T1 S225
M109 S230
M109 T1 S225
M82 ;absolute extrusion mode
M106 S0 ; setta velocita ventole
M140 S0 ; setta temperatura del piano
M104 T0 S0 ; setta temperatura estrusore1
M104 T1 S0 ; setta temperatura estrusore2
M140 S[bed2_temperature] ; setta temperatura del piano
M190 S[bed2_temperature] ; setta target temperatura piano
T0 ; tool 0 - estrusore 1
G0 X5 Y5 F4800 ; movimento lineare
M104 S[extruder0_temperature] T0 ; setta temperatura estrusore1
M109 S[extruder0_temperature] T0 ; setta temperatura estrusore1 e attendi
T1 ; tool 1 - estrusore 2
M104 S[extruder1_temperature] T1 ; setta temperatura estrusore2
M109 S[extruder1_temperature] T1 ; setta temperatura estrusore2 e attendi
M141 S28
M83 ;relative extrusion mode
;LAYER_COUNT:100
;LAYER:0
M107 P1
G0 F3600 X83.937 Y108.834 Z0.2
;TYPE:SKIRT
G1 F3000 X84.585 Y108.383 E0.02626
G1 X85.276 Y107.999 E0.02629
G1 X86.001 Y107.687 E0.02625
G1 X86.754 Y107.45 E0.02626
G1 X87.528 Y107.291 E0.02628
G1 X88.41 Y107.2 E0.02949
G1 X108.715 Y107.2 E0.67535
G1 X109.504 Y107.24 E0.02628
G1 X110.284 Y107.359 E0.02624....................................eccetera eccetera
-
Il fatto è che parte a stampare appena finito l'homing mentre si stà ancora scaldando.
Per il secondo punto, provo a smontare (di nuovo) il coperchio e a controllare il tiraggio delle puleggie, anche perché andavo piano (20mm/sec). Ho lo stesso problema con la Ender 3 quando supero il suo limite fisico di 60mm/sec, non ce la fa a frenare nel cambio direzione...
-
Buonasera, sono qui a chiedere aiuto di nuovo.
Le problematiche sono 2 sostanzialmente...
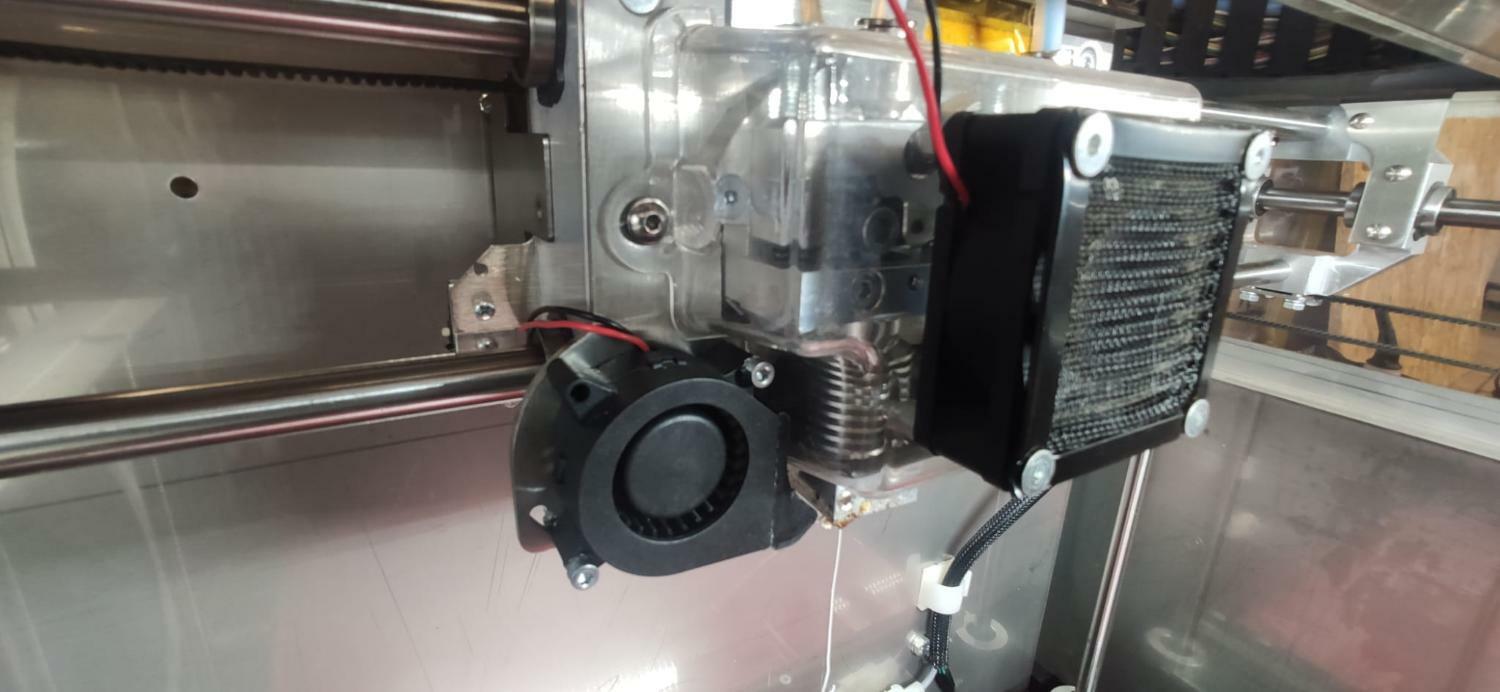
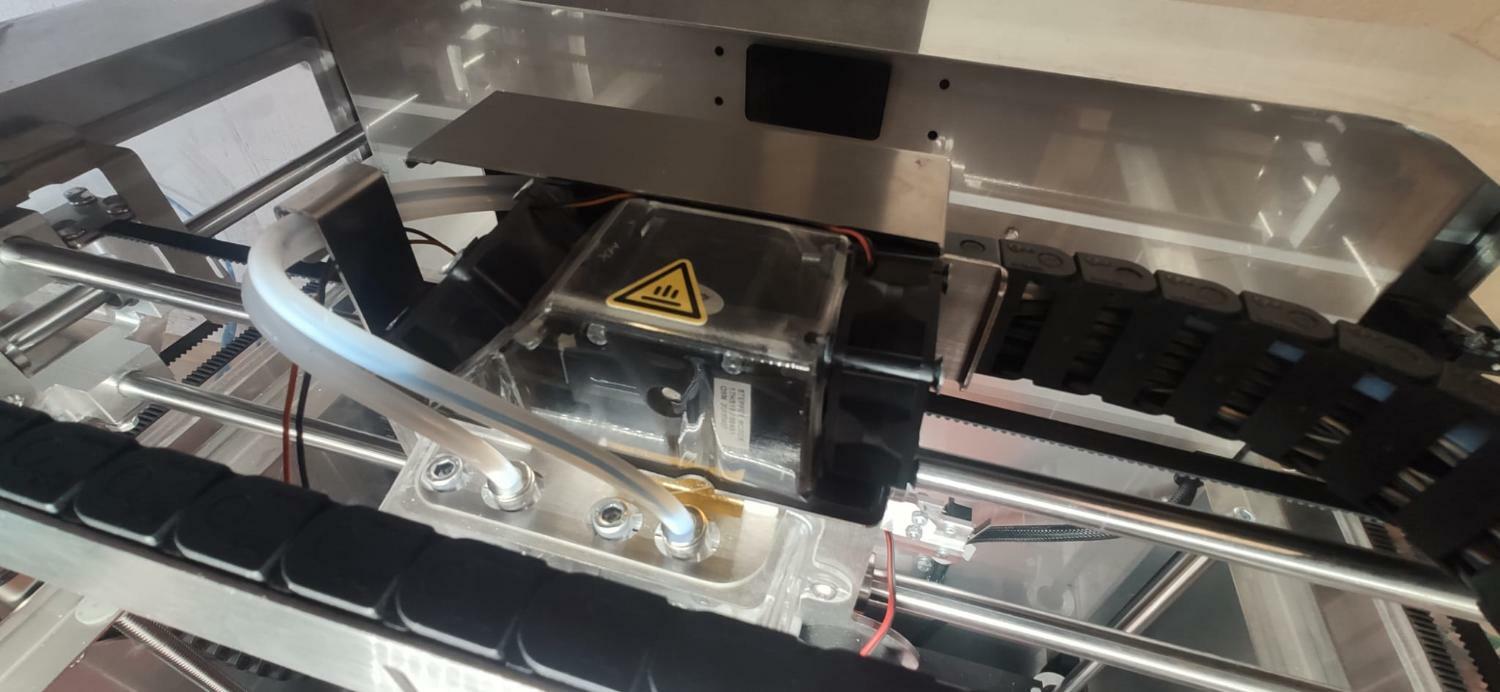
1) lo start g-code per gestire i 2 estrusori con i 2 hotend/nozzle;
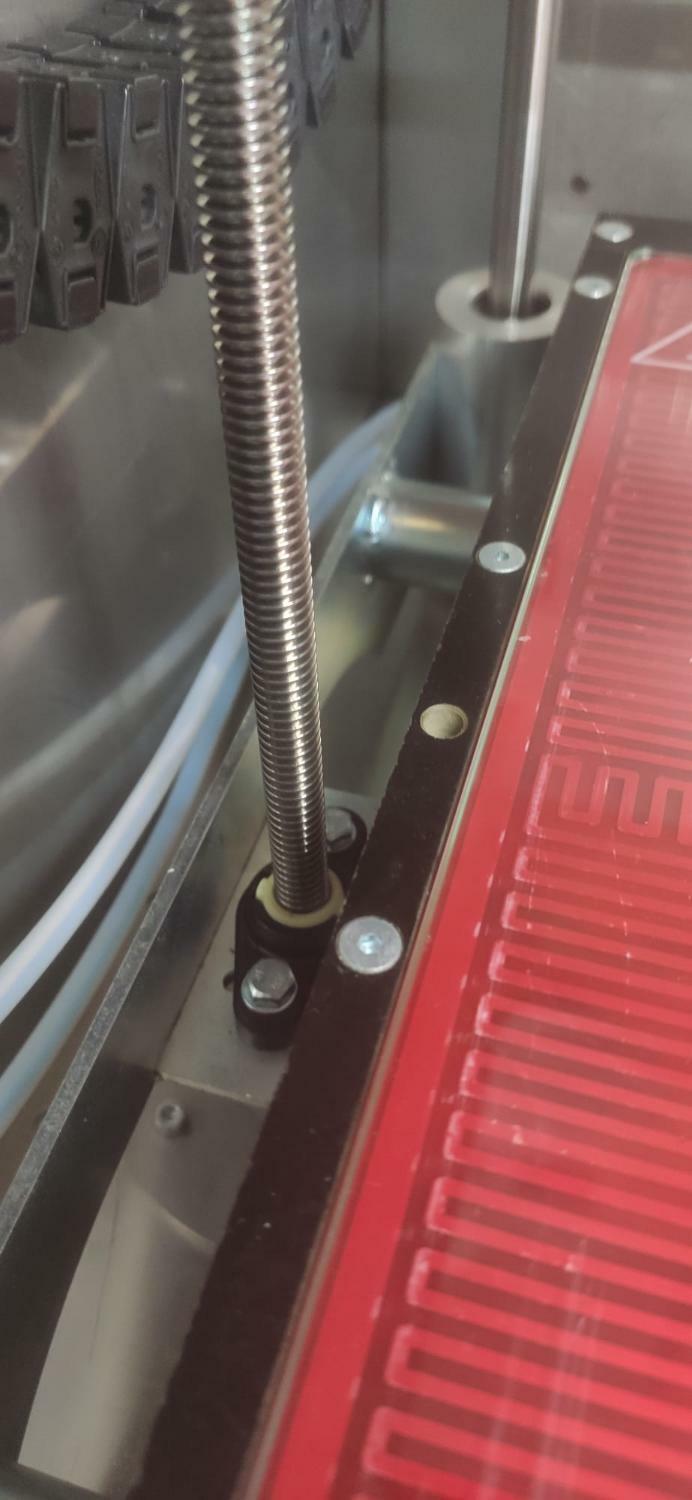
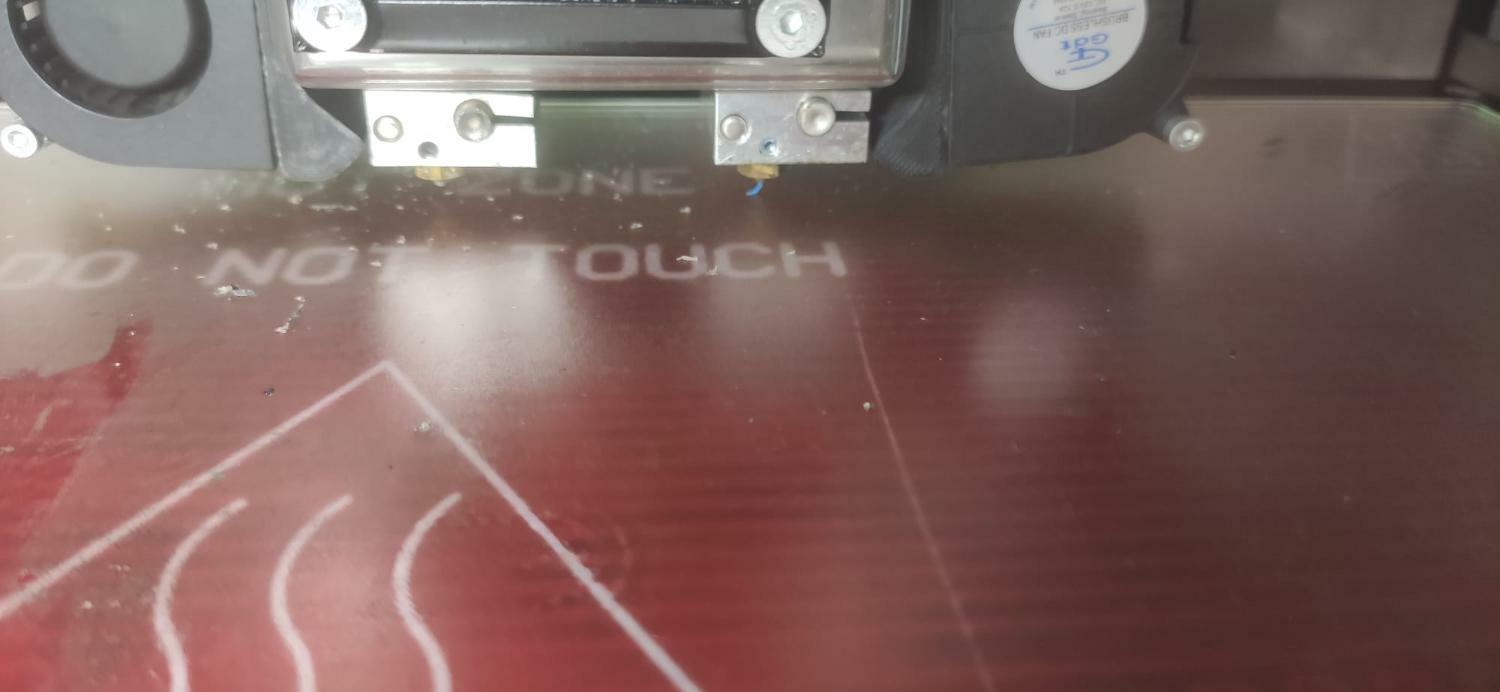
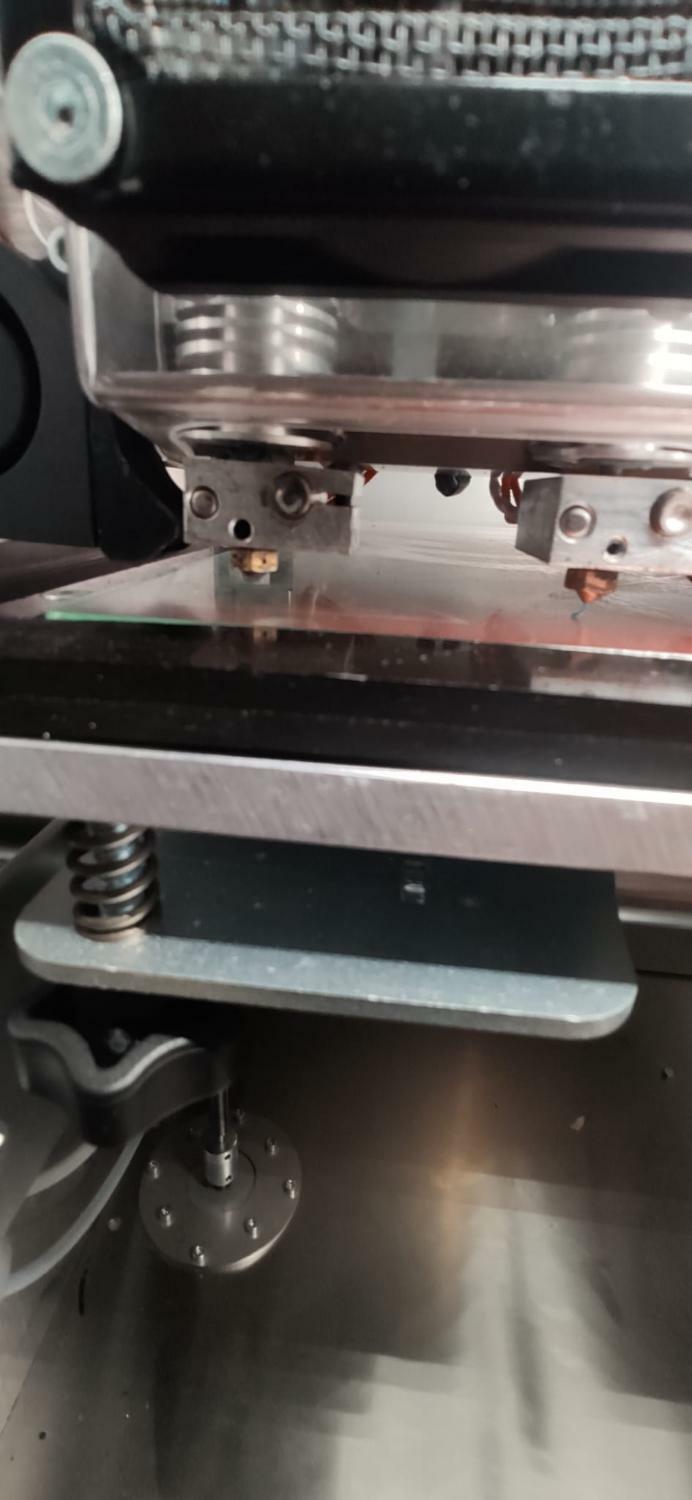
2) lo "sbandamento" a stampa iniziata degli assi X e Y (vedi foto)
Ringrazio anticipatamente per le consulenze.
-
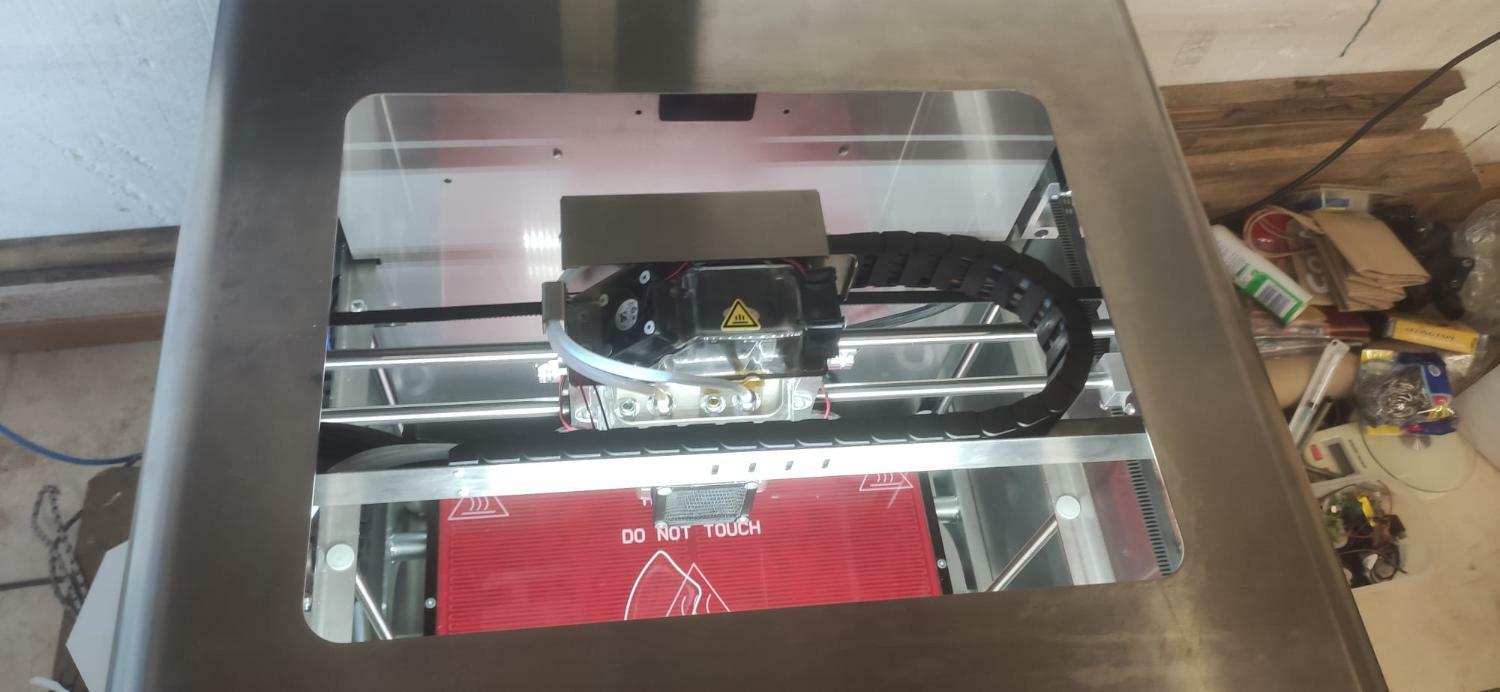
Ecco alcune foto, per farne altre la devo smontare.
-
 1
1
-
-
Eh... Era un prototipo mai commercializzato su base mono estrusore.
Stasera ti carico altre foto.
-
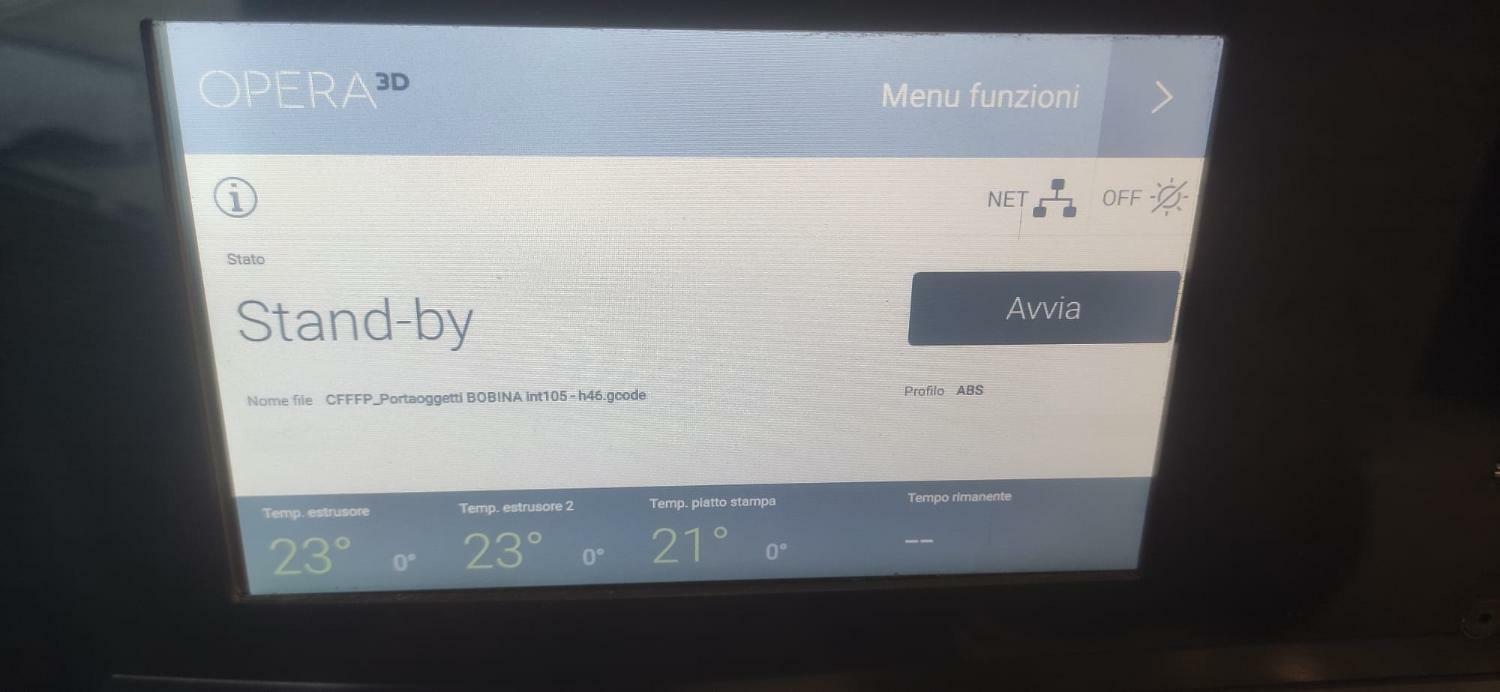
Buonasera FoNzY, ho seguito i tuoi consigli e qualcosa ho stampato ma...c'è ancora qualquadra che non cosa...
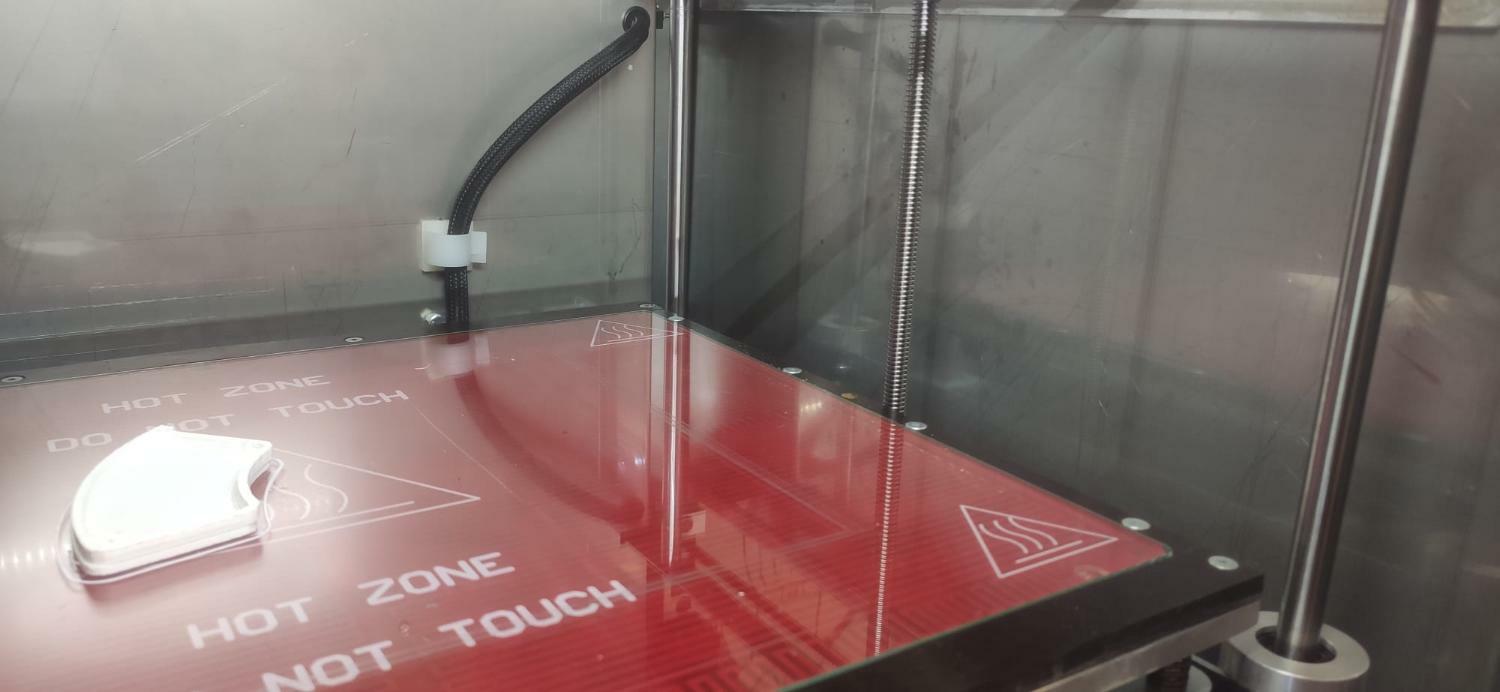
Il punto di home è, guardando il piatto da sopra, in basso a SX e lo scostamento dei due hotend è X52, Y0 e Z0.
Detto questo ho caricato 2 volte lo stesso STL e ho impostato cura per fare un oggetto con estrusore ! e l'altro con estrusore 2 ma.... ha stampato tutto con il primo 😔.
Il secondo estrusore ha raggiunto la temperatura impostata ma non ha depositato 1 mm di filo.
In teoria lo start gcode dovrebbe essere così:
G28 ; Homing
T0; set estrusore 1
G92 E0 ;Reset filamento Estrusore
G1 Z2.0 F3000 ;Muovi Z su di 2mm
G1 X6 Y200.0 Z0.28 F5000.0 ;Posizione di partenza
G1 X6 Y25.0 Z0.28 F1500.0 E15 ;Prima linea estrudi 15mm filamento
G1 X8 Y25.0 Z0.28 F5000.0 ;Muovi di lato di 2mm
G1 X8 Y200.0 Z0.28 F1500.0 E30 ;Seconda linea estrudi 15mm filamento
G1 X10 Y200.0 Z0.28 F5000.0 ;Muovi di lato di 2mm
G1 X10 Y20.0 Z0.28 F1500.0 E45 ;Terza linea estrudi 15mm filamento
G92 E0 ;Reset filamento estrusoreG1 Z2.0 F3000 ; Alza asse Z 2mm
T1; set estrusore 2
G92 E0 ;Reset filamento Estrusore
G1 Z2.0 F3000 ;Muovi Z su di 2mm
G1 X306 Y200.0 Z0.28 F5000.0 ;Posizione di partenza
G1 X306 Y25.0 Z0.28 F1500.0 E15 ;Prima linea estrudi 15mm filamento
G1 X308 Y25.0 Z0.28 F5000.0 ;Muovi di lato di 2mm
G1 X308 Y200.0 Z0.28 F1500.0 E30 ;Seconda linea estrudi 15mm filamento
G1 X310 Y200.0 Z0.28 F5000.0 ;Muovi di lato di 2mm
G1 X310 Y20.0 Z0.28 F1500.0 E45 ;Terza linea estrudi 15mm filamento
G92 E0 ;Reset filamento estrusoreG1 Z2.0 F3000 ; Alza asse Z 2mm
-
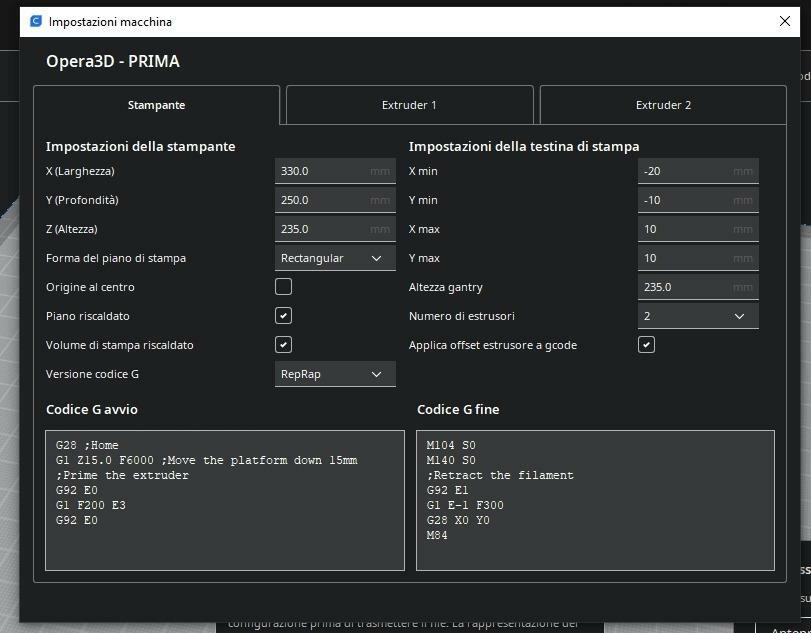
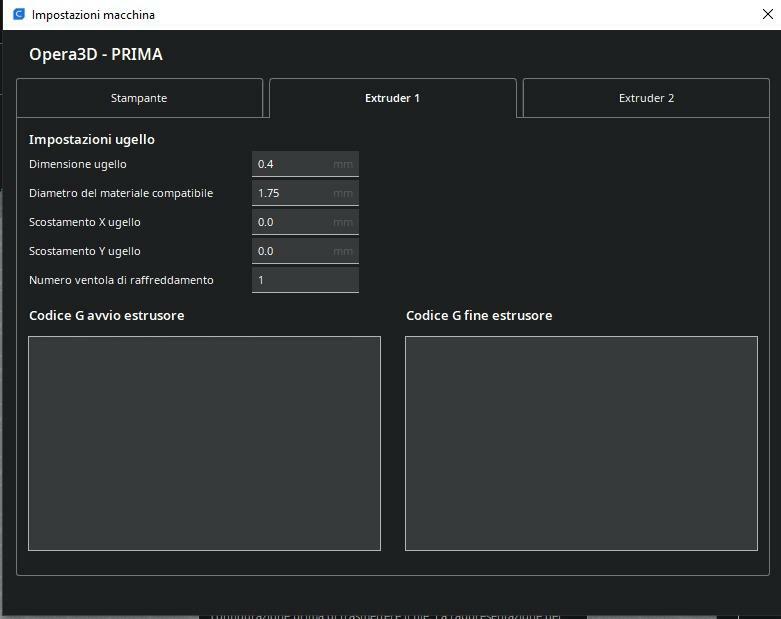
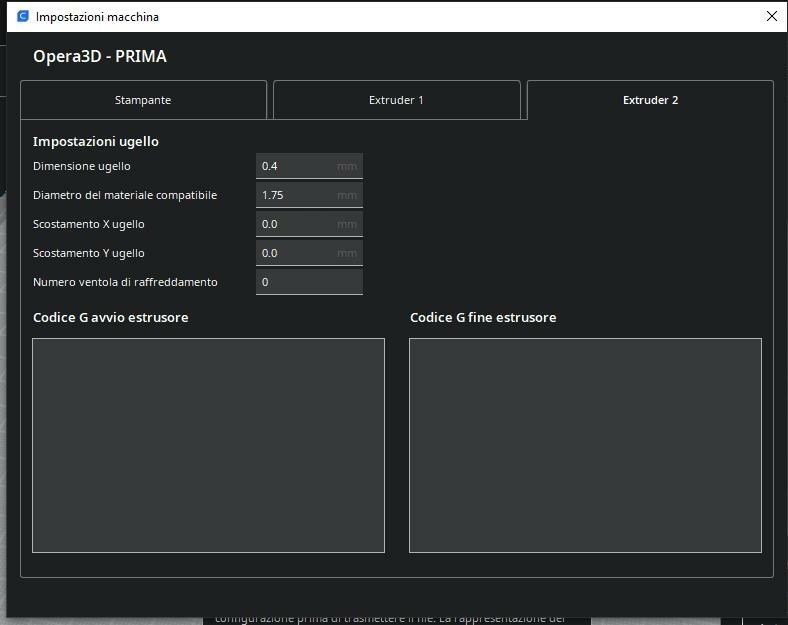
Buongiorno, chiedo il vostro aiuto per capire come impostare Cura con una stampante non presente nell'elenco.
Mi spiego.
Ho portato a casa da un paio di giorni una stampante con doppio estrusore abbandonata in capannone, non vi spiego come ci è arrivata ma la "madre" mono estrusore è questa:
https://www.spaziodigitale3d.com/it/home/3784-stampante-3d-professionale-opera-3d-prima.html
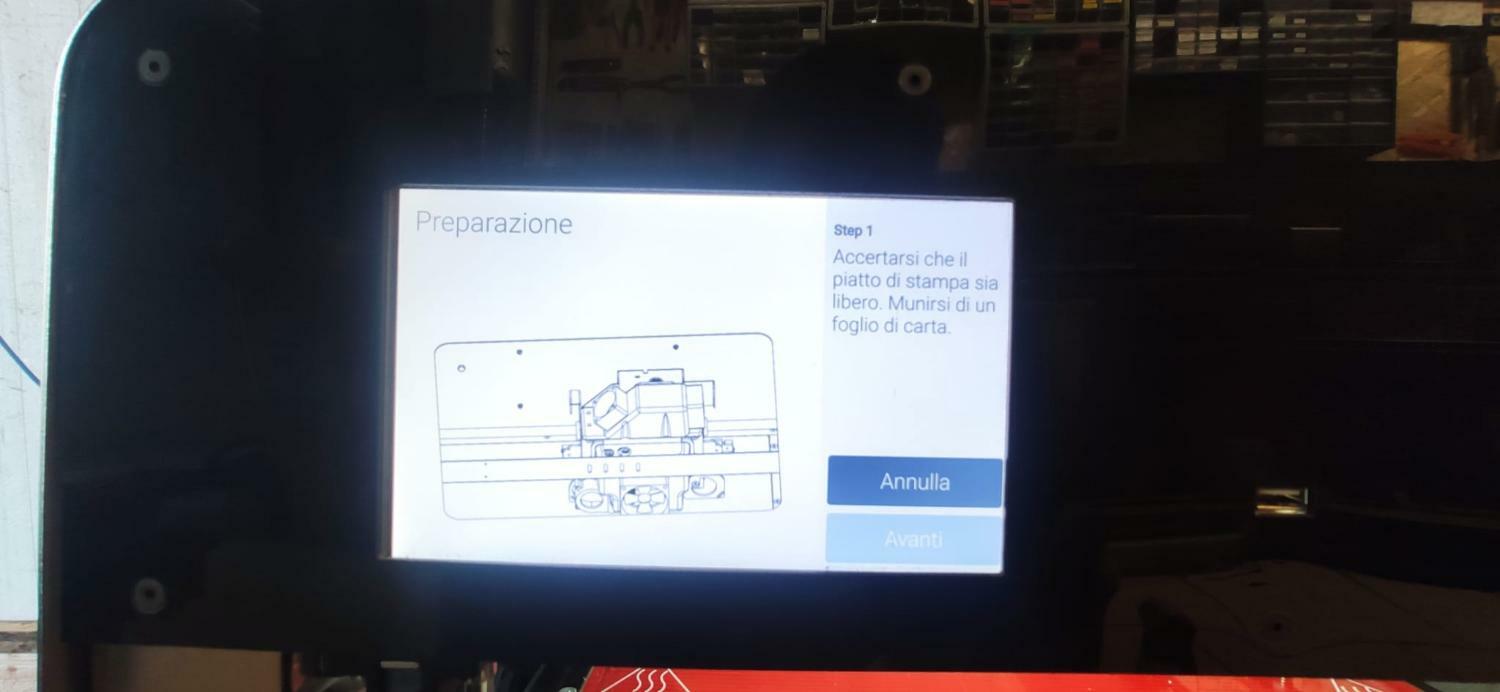
Bene, ho aperto Cura> Impostazioni> stampante> aggiungi stampante> aggiungi stampante non in rete> scelgo "custom" dall'elenco e poi... FFF printer???
Ammesso che sia giusto ottengo queste schermate, e qui mi blocco, non so come fare.
-
Buonasera a tutti, mi presento.
Mi chiamo Fabio e ho da un'anno circa una Ender 3 Max, sono abbastanza soddisfatto anche se secondo me è migliorabile, ho installato il secondo motore sull'asse Z, montato il BLTouch e costruito la "cuccia" dove metterla così stà al calduccio visto che è in garage...
Disegno i miei pezzi con AutoCad 2021 e per ora stampo principalmente PLA della Sunlu, ho provato PETG della stessa marca e PLA della Geeetech.
-
1
-












Impostare stampante Custom su Cura Slicer
in Software di slicing, firmware e GCode
Inviato
Seguito i tuoi consigli e adesso stampa... di merla ma stampa...