

Johnny96
-
Numero contenuti
9 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Johnny96
-
-
8 ore fa, grede ha scritto:
Se non fai vedere il primo layer poco importano ste immagini.
le classiche tarature E-step/mm, thin wall test e compagnia belle le hai fatte?
la temperature inoltre mi sembra bassina.
In realtà no, sapendo che non è una cosa obbligatoria ho trascurato questo dettaglio. Però visto che hai citato l'argomento mi sa che sarebbe opportuno farlo, anche perché fino ad ora la stampante non mi ha dato enormi problemi da dover ricorrere alla modifica di questi parametri.
Mea culpa
1 ora fa, eaman ha scritto:Ma perche' hai quel teschio la' per aria?
Fai una cosa: almeno stampa un pezzo alla volta per cominciare...
Il teschio non volteggia in aria come può sembrare dalle foto, è attaccato ad uno spuntone della base, in realtà avevo pensato di farlo a parte, dopo essermi reso conto che a causa della sua complessità e dei supporti richiesti, sarebbe stato arduo, però già c'era anche la mandibola a parte e quindi ho cercato di incanalare tutto in una stampa, ma è stata l'ultima volta.
Al momento sta stampando con i parametri settati come nelle foto, e sembra procedere bene, vi aggiorno appena sarà finita la stampa
-
 1
1
-
-
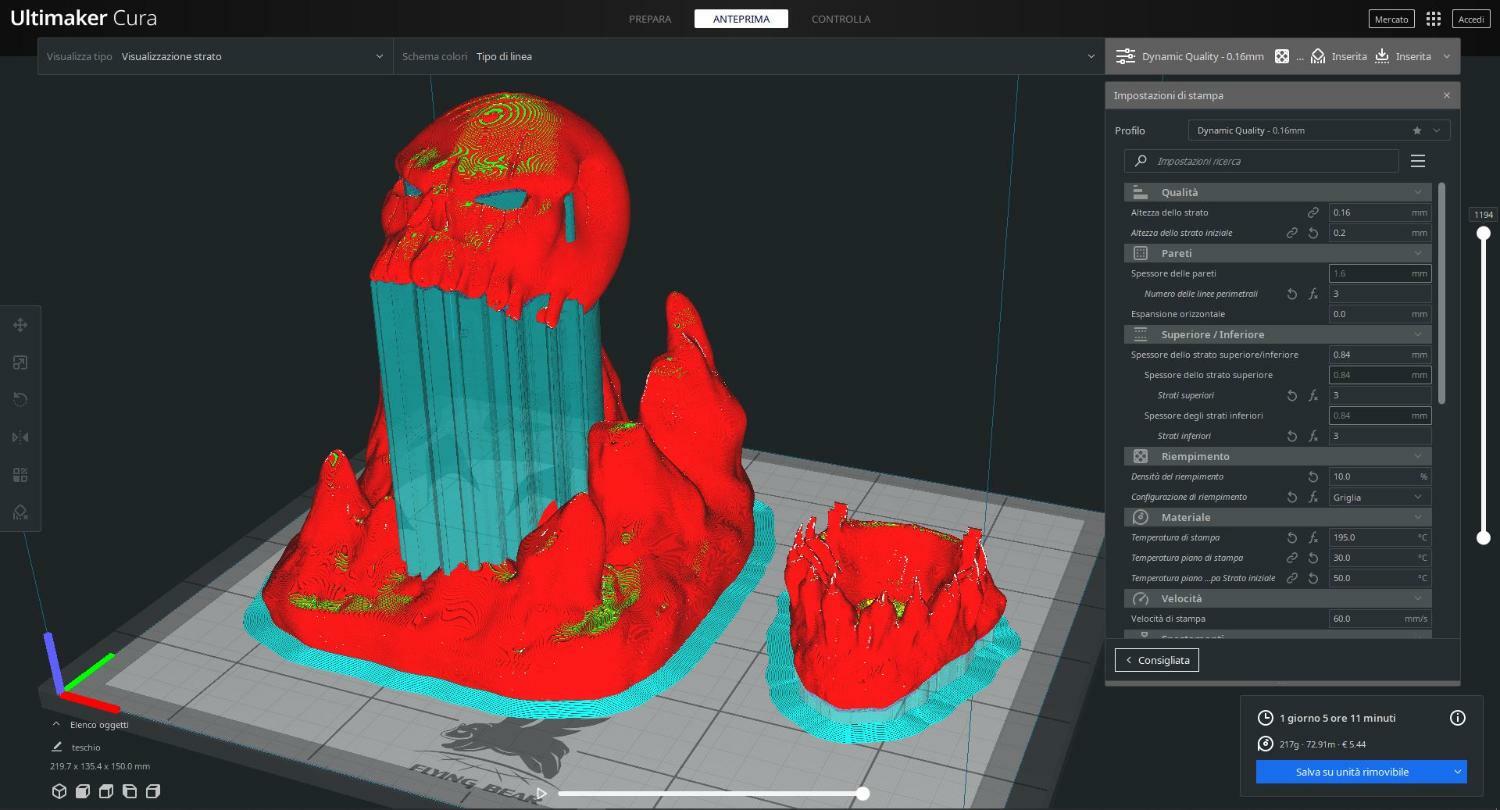
Salve a tutti e grazie per le risposte, vorrei postare i file, ma sono troppo pesanti e non posso postarli in questo post... Andando a riesaminare la situazione, forse sono stato un pò superficiale, ho reimpostato alcuni parametri e riposizionato meglio la base del modello che non era perfettamente piatta, condivido qui le screen dei parametri che ho impostato attualmente, e vorrei provare ad utilizzare la lacca per un'adesione migliore al piano.
Utilizzo un ecoPLA della 3D JAKE


-
 1
1
-
-
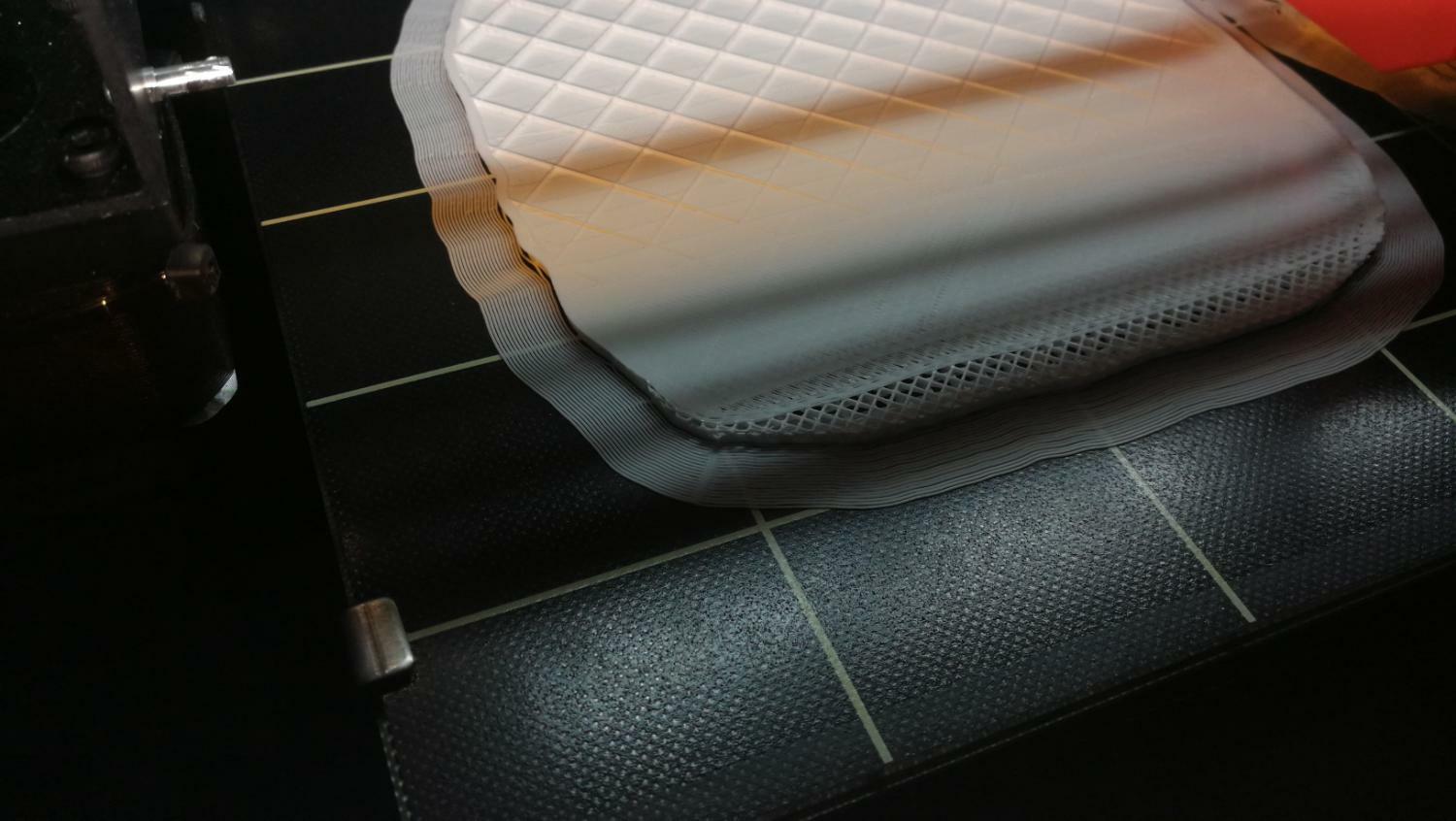
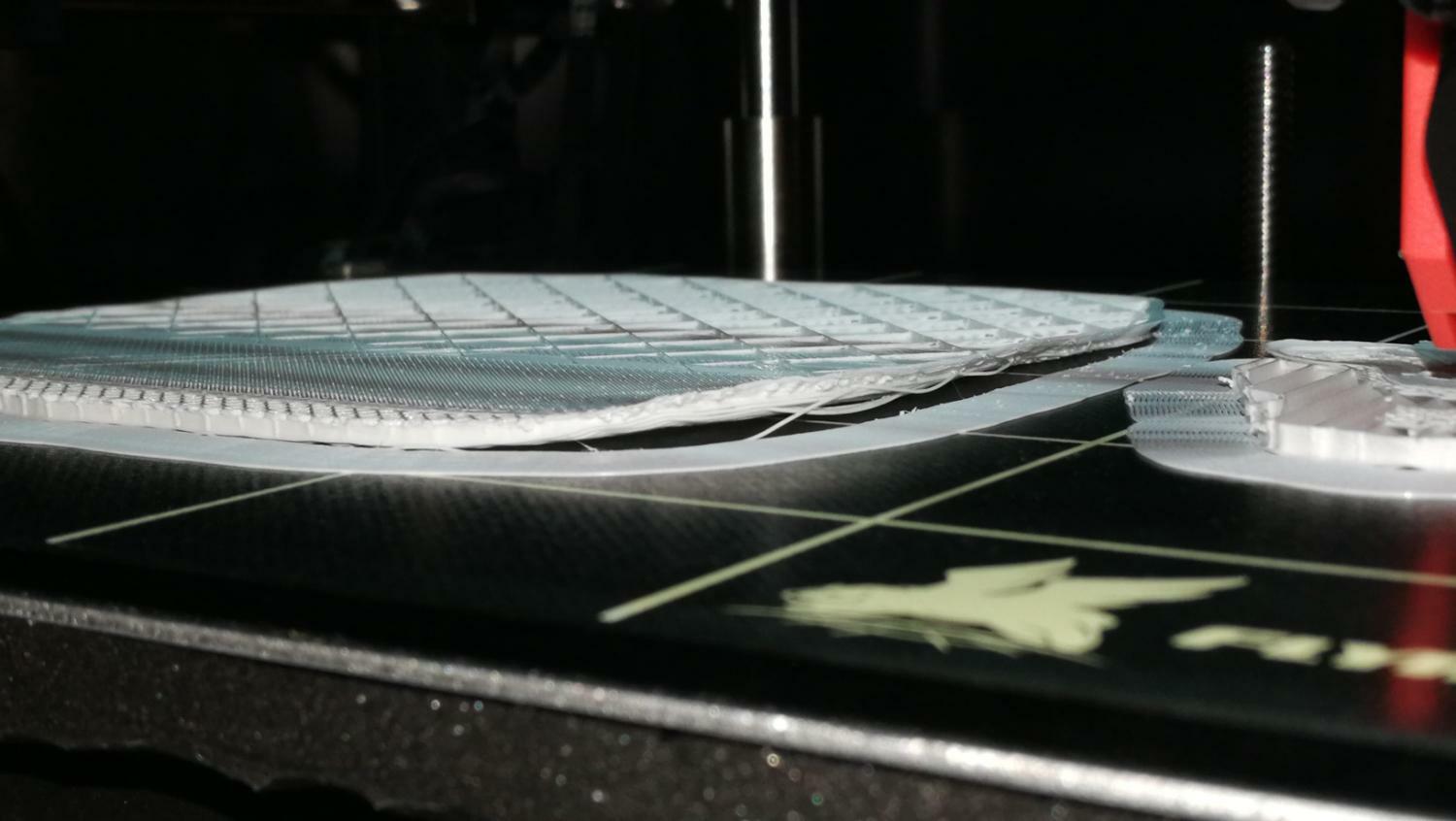
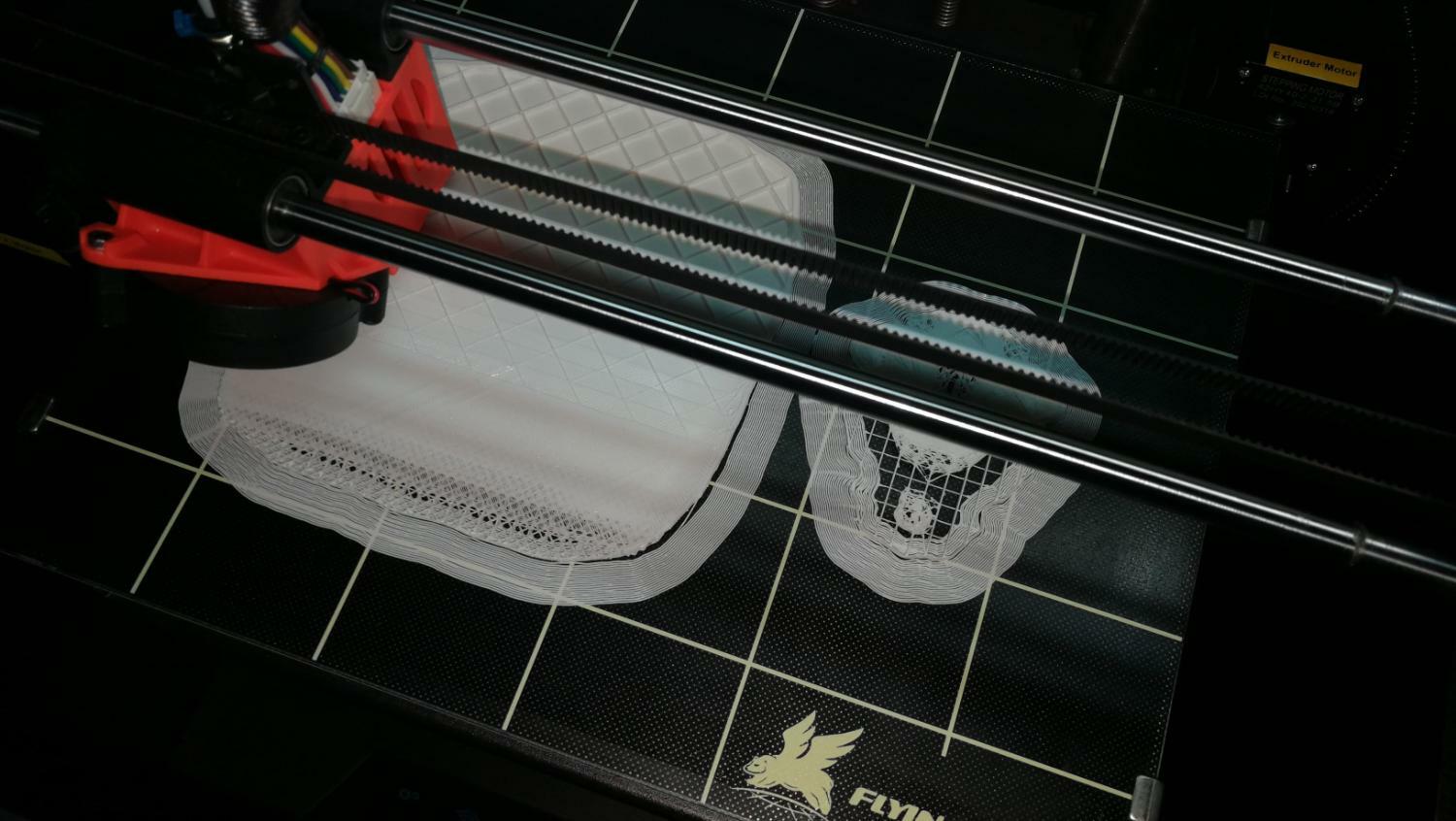
Buonasera a tutti, stamattina ho preparato un file gcode di un modello creato da me, e quando l'ho inviato in stampa, a un certo punto una parte della base si è staccata dal brim e si è sollevata. Premetto che prima di stampare ho calibrato al millimetro il piano ed era tarato bene, infatti, prima di procedere ho stampato una prova di piano, di quelle che si trovano sul web per controllare se il piano è tarato bene o meno, e il risultato è stato perfetto, nessuna sbavatura, stesso spessore del materiale estruso su tutto il piano. Quando ho stampato il modello da me creato, il brim è stato effettuato in modo brillante, solo che a un certo punto una parte della base si è staccata, come ho anticipato prima, ora vi mostro delle foto che ho scattato per farvi capire meglio.
Noterete che il fondo della base non è stato chiuso del tutto, ma è rimasta la griglia di riempimento, lasciando praticamente vuoto il modello sotto... Immagino che ci sia qualcosa che non va nel gcode a questo punto.
PS, gli oggetti in foto che ho in mano sono scattati dal basso, quindi dal lato dove poggiano sul piano, quindi, come dicevo, non sono stati chiusi del tutto.
Grazie in anticipo per la lettura.
-
13 minuti fa, dnasini ha scritto:
Un minimo di fuoriuscita di materiale la ritengo fisiologica e dovuta alla forza di gravita'. Anche a me capita ma in quantita' minima. Nei casi in cui, invece, ho una fuoriuscita piu' "consistente" a me il filamento cola perfettamente in verticale quindi si rimuove facilmente o a mano o quando fa la riga di spurgo.
Per il tuo caso controllerei due cose
1) se la temperatura e' troppo alta x il filamento, il fenomeno del materiale che cola e' piu' accentuato
2) se hai un nozzle rovinato/deformato/otturato, puo' capitare che l'estrusione non avvenga perpendicolarmente ma in modo irregolare appiccicandosi piu' facilmente al nozzle e creando l'effetto che noti. Puoi cominciare con il pulirlo (a caldo) con una spazzola con setole in metallo come questa. Poi, sempre a caldo, utilizzare l'ago che solitamente viene fornito in dotazione per pulire il foro. Se entrambe le operazioni non danno esito positivo, prova a sostituire il nozzleTutto chiaro, in effetti pare che sia arrivato il momento di utilizzare l'ago per lo spurgo, e poi quello spazzolino sicuramente potrà tornarmi utile.
Grazie per le dritte. Auguro a tutti un buon 3D!
-
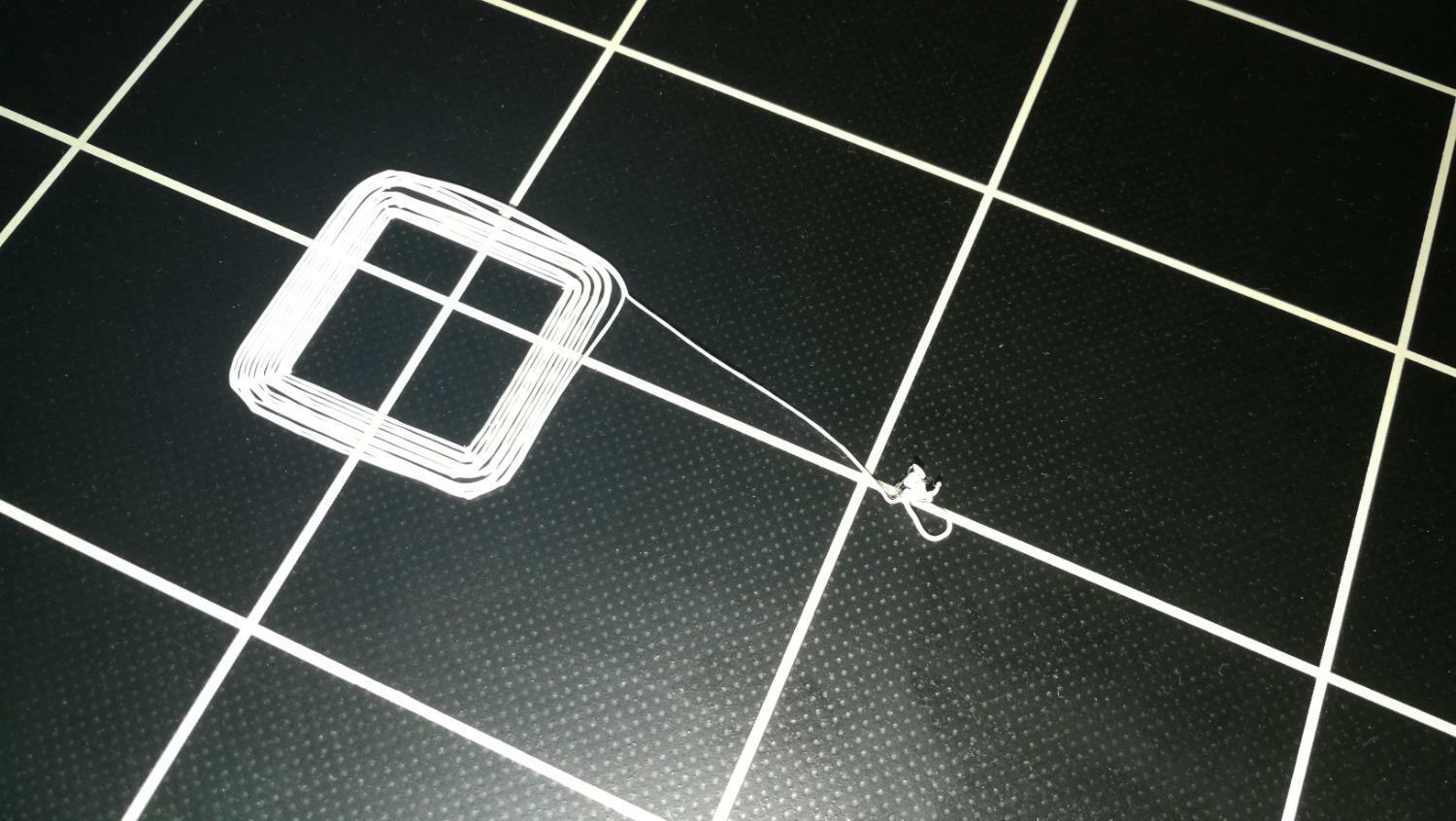
Salve, misteriosamente ho risolto il problema della ventola reimpostando tutti i parametri di slicing, l'unica cosa che continua a turbarmi è il fatto che durante il riscaldamento dell'hot end, il materiale inizia a fuoriuscire e quando inizia la stampa questo rimane appiccicato intorno all'ugello, creando un pasticcio, esiste un metodo specifico per ovviare al problema o devo continuare a rimuovere il materiale in eccesso manualmente?
Vi allego una foto dello sgorbio che ne esce fuori
-
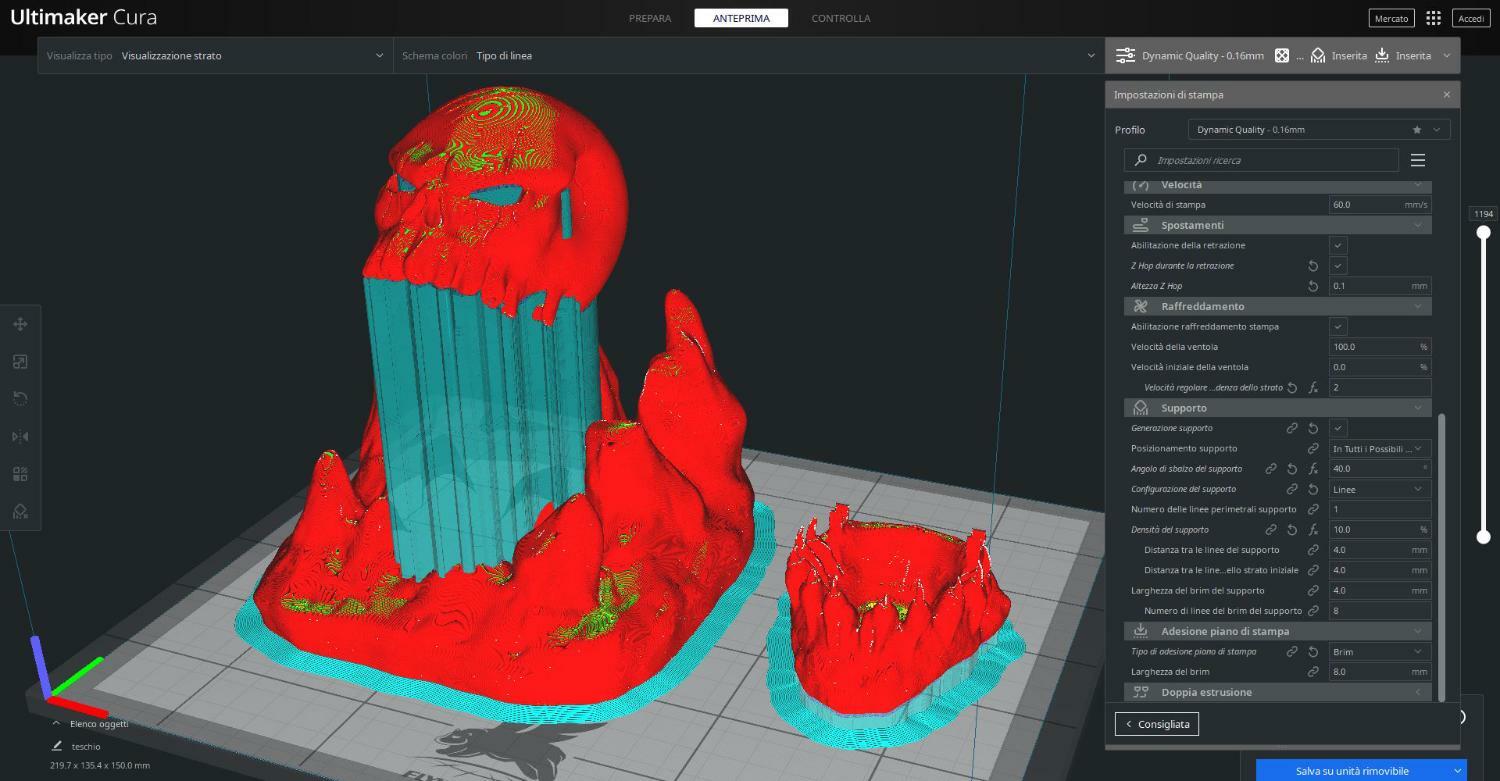
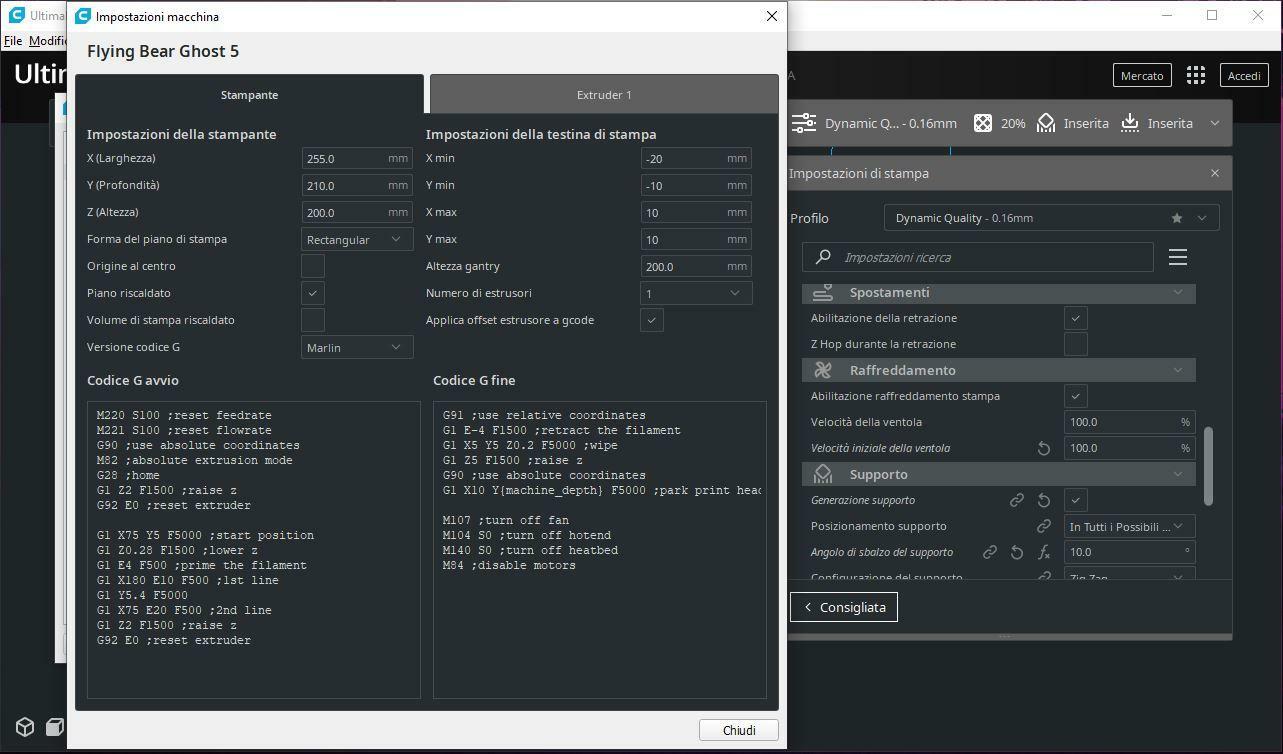
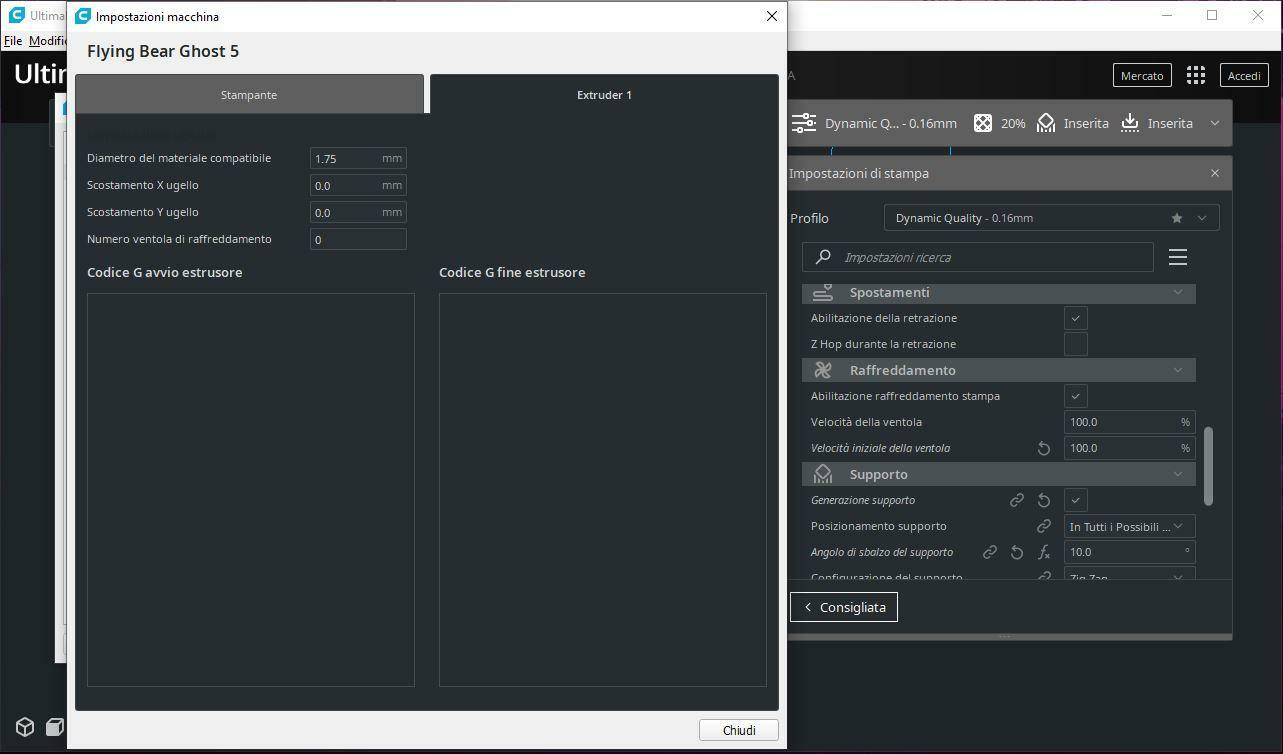
Salve, innanzitutto volevo ringraziare tutti voi per le risposte.
Ora posto 2 screen delle impostazioni di Cura, magari vedete anche lo start g code e l'end g code, è così che l'ho sempre tenuto settato, anche i parametri inerenti allo slicing, quindi la velocità iniziale della ventola ecc...
-
Salve, sono nuovo in questa community e anche nel mondo della stampa 3D. Vorrei chiedere un parere riguardo a un problema che ho con la mia Flyingbear Ghost 5.
Mentre la stampante era in funzione, il modello che stavo stampando era molto flaccido, e ho notato che la ventola dell'hot end non era partita, nonostante avessi settato in fase di slicing la velocità della ventola al 100%, anche il parametro "velocità iniziale ventola" lo setto al 100%, ma niente, ogni volta devo avviare manualmente la ventola dalle impostazioni sulla stampante. Utilizzo l'ultima versione attuale di Cura come slicer, qualcuno saprebbe aiutarmi?
Ringrazio anticipatamente per l'attenzione.



Materiale stampato si stacca dal piano
in Problemi generici o di qualità di stampa
Inviato
Salve, la stampa è conclusa stamane, e come avevo immaginato ho avuto peoblemi a staccare i supporti, troppo irrobustiti dall'ammontare di roba, per il resto la stampa è venuta bene, devo solo carteggiare e stuccare un bel po'...
Sbagliando si impara 😣