

Francesco_3d
-
Numero contenuti
42 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Francesco_3d
-
-
ciao a tutti,
ho una anycubic i3 mega s, e fino a ieri tutto ok.
Da stamattina durante il preheat arriva a temperatura corretta del piatto (60) ma per l'extruder si ferma a 160/170 non arrivando a 200 e di conseguenza la stampa non parte ... ho provato a spegnere riaccendere, fare partire la stampa seguendo quindi il gcode per scaldarsi ma niente
Avete qualche idea del motivo?
grazie!!!
Francesco
-
18 ore fa, Truck64 ha scritto:
{material_bed_temperature_layer_0} è un codice interno di Cura. Visto che non viene convertito è possibile che il firmware faccia confusione, quindi prima cosa sostituisci nello startgcode la parte tra graffe con [bed0_temperature]. O togli tutta la riga, che tanto è inutile. Poi datti una letta a questa discussione, dovrebbe chiarirti un po come si preparano startgcode, endgcode ecc. in Simplify3D perchè ogni slicer ha i suoi codici e i suoi modi di procedere.
Dopodichè se la cosa non si risolve penseremo al resto
era quello!! 😉
tolta la riga ora tiene la temperatura corretta!!
grazie mille!!!
-
4 ore fa, Truck64 ha scritto:
{material_bed_temperature_layer_0} è un codice interno di Cura. Visto che non viene convertito è possibile che il firmware faccia confusione, quindi prima cosa sostituisci nello startgcode la parte tra graffe con [bed0_temperature]. O togli tutta la riga, che tanto è inutile. Poi datti una letta a questa discussione, dovrebbe chiarirti un po come si preparano startgcode, endgcode ecc. in Simplify3D perchè ogni slicer ha i suoi codici e i suoi modi di procedere.
Dopodichè se la cosa non si risolve penseremo al resto
ti ringrazio molto!! in effetti ero partito con cura con lo startgcode proposto per la mega, poi ho copiato incollato su simplify.
gentilissimo!
buona serata
-
53 minuti fa, Truck64 ha scritto:
Scusa ma questa istruzione cosa ci fa nel file su SD? Per caso la hai uguale nello star gcode?
dico lo start gcode?
si in effetti si ... ce l'ho anche nello start
-
12 ore fa, Truck64 ha scritto:
Prima cosa per cominciare ad escludere qualcosa prendi un file generato dallo slicer, se lo hai ancora uno di quelli delle stampe fallite, e fai una ricerca per M140 e M190. Di seguito ci trovi un Snumero che è la temperatura impostata per il piatto. Dovresti trovarne una coppia a inizio file, un M140 S55 a inizio secondo layer poi niente fino a fine file. Se invecie trovi M140 S25 da qualche parte prima dell' ultimo layer sai per certo che il problema è lo slicer.
Usi Simplify... Non è che stampi da pc o comunque collegato alla stampante?
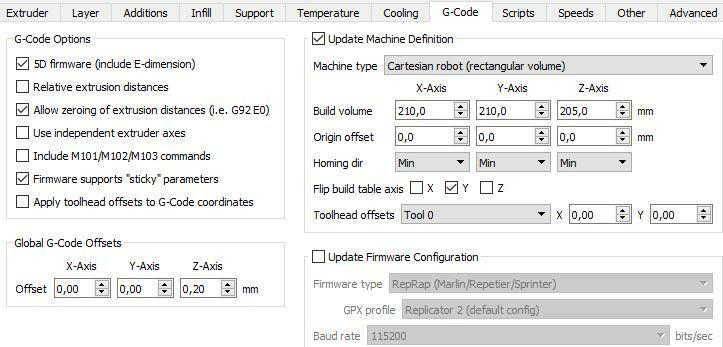
ciao purtroppo le uniche istruzioni nel gcode sono (ho provato impostando la temp solo dal 1 layer)
M140 S60
M190 S60
M104 S205 T0
M109 S205 T0
G90; absolute positioning
G21; metric values
M82; set extruder to absolute mode
M107; start with the fan off
M140 S{material_bed_temperature_layer_0}; Start heating the bed
e poi quella di spegnimento alla fine
grazie
-
Ti ringrazio molto!! Domani verifico!!
Uso simplify ma creo il gcode su schedina. Non collego la stampante al PC.
Grazie!
-
Ciao! Scusate non riesco proprio a capire il perché il piatto mi vada a 25 gradi ... Avete consigli su cosa potrei verificare? Grazie!!
-
7 ore fa, FoNzY ha scritto:
si, ma se non la fa' evidentemente sbagli qualcosa, purtroppo non conosco lo slicer
secondo me hai erroneamente impostato 60al primo 55 al secondo e poi spento...
scusa che parametro potrebbe essere che lo fa abbassare a 25?
-
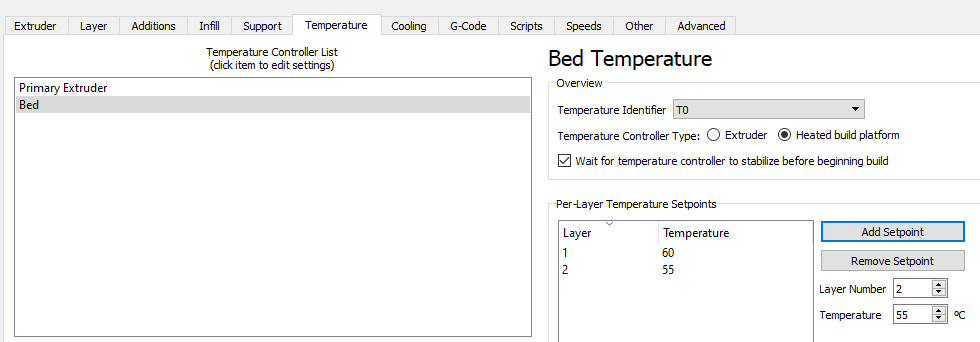
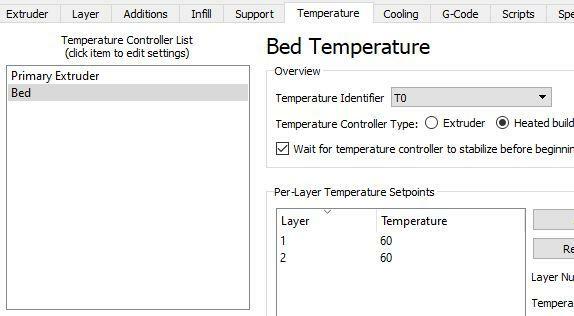
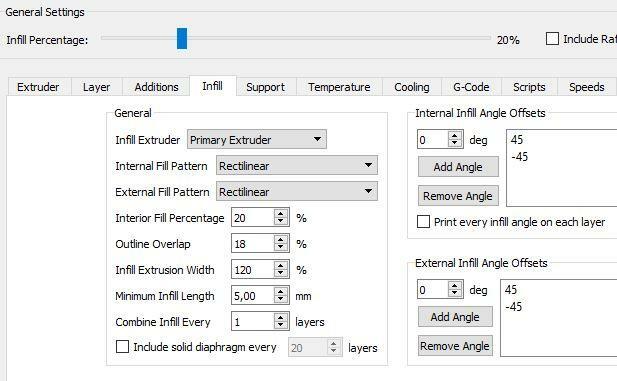
incollo la tab di impostazione delle temp:

grazie
-
ciao
ho una anycubic i3 mega s, stampo in PLA
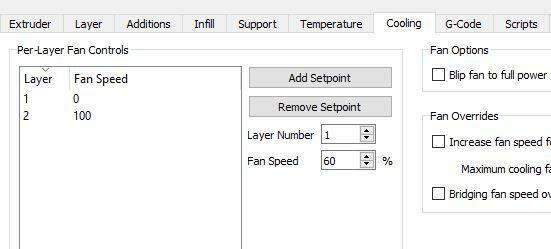
vi chiedo come la stampante gestisce la temperatura del piatto
io avevo impostato su simplify 2 temperature
1 layer 60 e 2layer 55
ma mi accade a volta che dopo tipo un'ora di lavorazione il pezzo si stacchi ... e cadendomi l'occhio sulla temperatura del piatto era a 29
impostando 60 solo per il primo layer e 55 per il layer2 ..... copo il layer 1 non dovrebbe rimanere 55 costante fino a fine stampa?
grazie mille come al solito!
Francesco
-
ciao
finalmente sono riuscito a stampare discretamente 😉 scrivo anche la soluzione, così se capita a qualcuno lo stesso problema 😉
In realtà una sola non c'è ...
- Ho pulito il piatto, in effetti era qualche giorno che non lo facevo ...
- tagliato il pezzo di filo essiccato tutto piegato,
- alzato un pò l'ugello (ora il foglio tocca appena l'ugello)
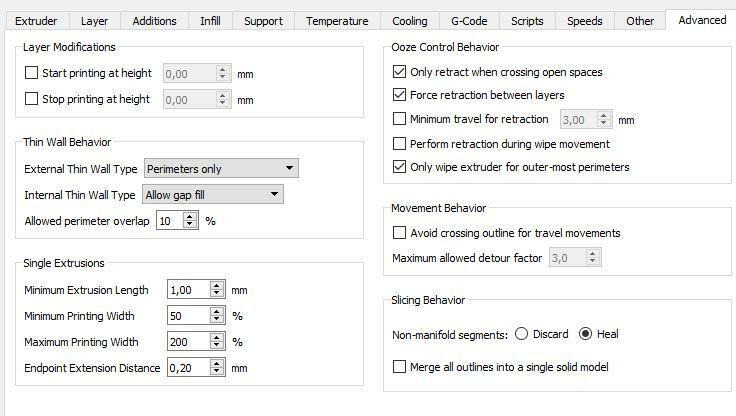
- tolto il parametro zoffset + 0,2
- aggiunto parametro Coast to end a 0,20mmm
grazie a tutti! buona settimana
-
 1
1
-
-
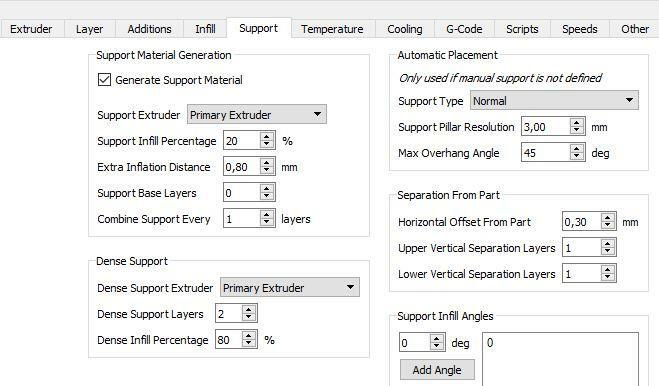
26 minuti fa, Fabrizio_ ha scritto:
ma la temperatura del piatto a quanto la metti? Sembra non attaccarsi..
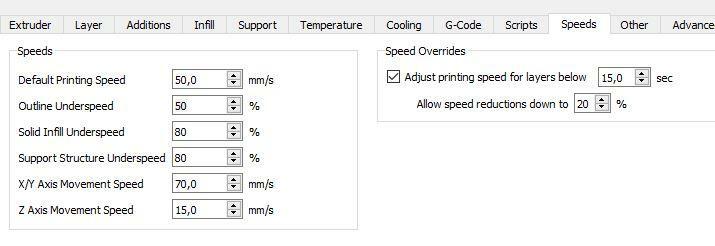
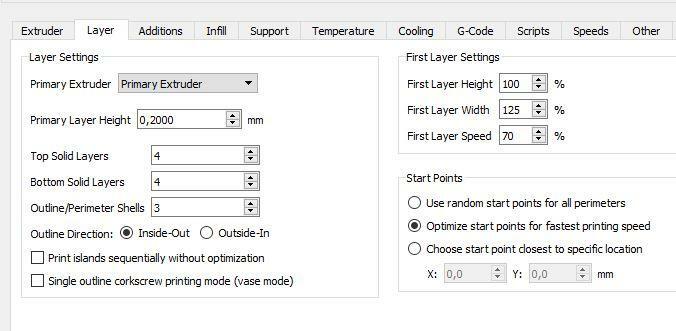
e le impostazioni del primo layer? Temperatura, Velocità di stampa e spostamenti?
 27 minuti fa, Fabrizio_ ha scritto:
27 minuti fa, Fabrizio_ ha scritto:ma la temperatura del piatto a quanto la metti? Sembra non attaccarsi..
e le impostazioni del primo layer? Temperatura, Velocità di stampa e spostamenti?
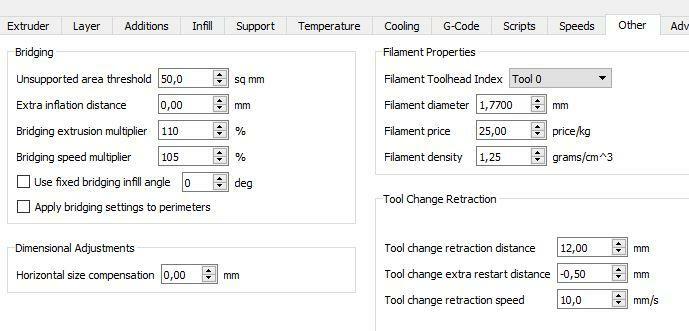
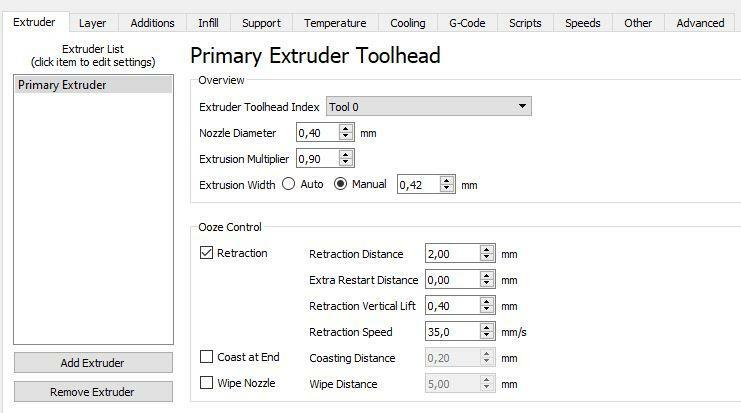
ti ho allegato i parametri ti ringrazio molto!
3 ore fa, gregorio56sm ha scritto:Dall'ultima foto sembri troppo schiacciato, per la bobina a spigoli non saprei cosa dire
Il livellamento del piatto devi farlo (manualmente) almeno 3/4 volte di seguito per avere un livellamento decente
il livellamento lo faccio sempre in realtà una volta prima di stampare, ma ho il dubbio se deve essere fatto con piatto caldo o freddo? io lo faccio con caldo grazie!
-
Il 8/2/2022 at 12:29, Killrob ha scritto:
Ha preso umidità secondo me
ciao! scusatemi ma purtroppo non ho risolto ;(
ho comprato l'essicatore SUNLU e fatto 6 ore a 50°
la bobina alla fine era molto secca, l'ho collegato alla stampante ancora acceso
e ho avuto gli stessi grumi e la bobina è tutta a spigoli
ho provato allora con un altro filo ma sempre grumi anche con file già stampati in precedenza;(
non so più a cosa pensare ;(
grazie!!!
-
13 minuti fa, Killrob ha scritto:
guarda.... io sono molto contento di come sono riuscito ad impostare le mie 4 stampanti che stampano davvero bene ma... proprio adesso sto facendo una stampa in petg e... al 27% mi si è staccato uno dei 2 fili del termistore sotto al piatto... bestemmione da competizione, piatto smontato, filo saldato, stampa ricominciata, tempo totale di fermo... 15 minuti...
urca!! 😉
-
 1
1
-
-
3 ore fa, Killrob ha scritto:
non solo la tua... tutte le stampanti vanno curate e coccolate... quando non gli bestemmi contro perché non stampano come sanno.... 😄
...mamma mia prevedo tempi duri! 😉
-
20 minuti fa, Eddy72 ha scritto:
Se ha gia preso umidità metterlo nel sacchetto ora con la bustina non te lo sistema
Va essicato con essicatore o forno
Ciaoo
ciao! ti ringrazio! ho già ordinato anche l'essicatore sunlu! 😉
questa stampante ha bisogno di più cure di un bambino 😉
-
1 ora fa, Killrob ha scritto:
Ha preso umidità secondo me
scusami intanto ho navigato nel forum e ho trovato mi sa la mia situazione ;( anche a me è rimasto in mano un pezzo
procedo con sacchetto sotto vuoto e bustine silice!!
grazie!!
-
51 minuti fa, Killrob ha scritto:
Ha preso umidità secondo me
ah urca! scusami se ti scoccio, non conosco ancora bene gli accorgimenti .... bisognerebbe quindi impacchettarli dopo averli usati? lasciarli montati non va bene? si possono mettere in sacchetti freezer chiusi? con la bustina di essiccante? ;(
grazie!!!
-
23 minuti fa, Killrob ha scritto:
Da quanto tempo usi quella bobina?
saranno 3 settimane
-
Il 5/2/2022 at 23:13, Killrob ha scritto:
sembra che il nozzle sia troppo vicino al piatto, rilivella
ciao! sai che ho provato con varie altezze e niente ;( più lo alzo e più mi fa un grumo di pla ;( ho provato anche a cambiare il nozzle ma niente ... mi pare lasci dei fili sottili di filamento mentre gira e poi ripassandoci sopra aumenta il grumo ...
fino alla stampa prima stava andanno bene e non mi pare di aver cambiato le impostazioni ;(
grazie!
-
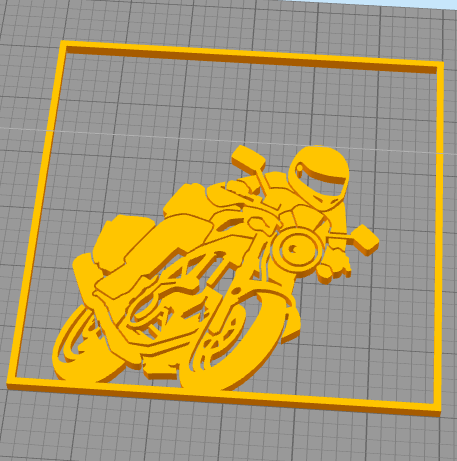
ciao
vorrei stampare questo quadretto, ma quasi subito inizia a sfilacciarsi la stampa
ho provato diverse altezze del piatto ma niente
cosa può essere?
un'altra stampa simile con stesse impostazioni mi era venuta abbastanza
grazie!!!
Francesco
-
8 ore fa, eaman ha scritto:
Be' per la definizione in XY te la giochi con il nozzle (qualita' e diametro) e la line width (che puoi un po ridurre in software, diciamo che 3.5mm potresti riuscire a farli).
A me pare che il flow sia basso (daglielo un ~+5-10% al primo layer) o che tu sia alto dal piatto con il primo layer.
grazie!! Faccio delle prove con quei parametri!
-
ciao!
scusatemi vi chiedo ancora un consiglio! 😉
ho provato a creare con tinkercad una fascetta per mascherine , salvato l'stl e creato il gcode con Simplify3d
è venuta bene come spessore ed elasticità, ma è poco definita nella scritta e si sfilaccia a i bordi
avete idea del perchè?
grazie!!
-
10 ore fa, eaman ha scritto:
Non non e' stringing.
A che velocita' stai andando? Prova a rallentare.
Controlla le cinghie di X e che il blocco dell'hotend non abbia dei giochi.
grazie! ero a 60mm/s ho messo 50mm/s tolto il wipe ed è andata perfetta! 😉
-
2
-





Temperatura Extruder non raggiunge i 200°
in Hardware e componenti
Inviato
grande grazie! mi pareva fosse tutto ok, ho provato però a toccare un pò il collegamento e ora funziona! grazie ancora!!