

tommaso1
-
Numero contenuti
18 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da tommaso1
-
-
Buongiorno,
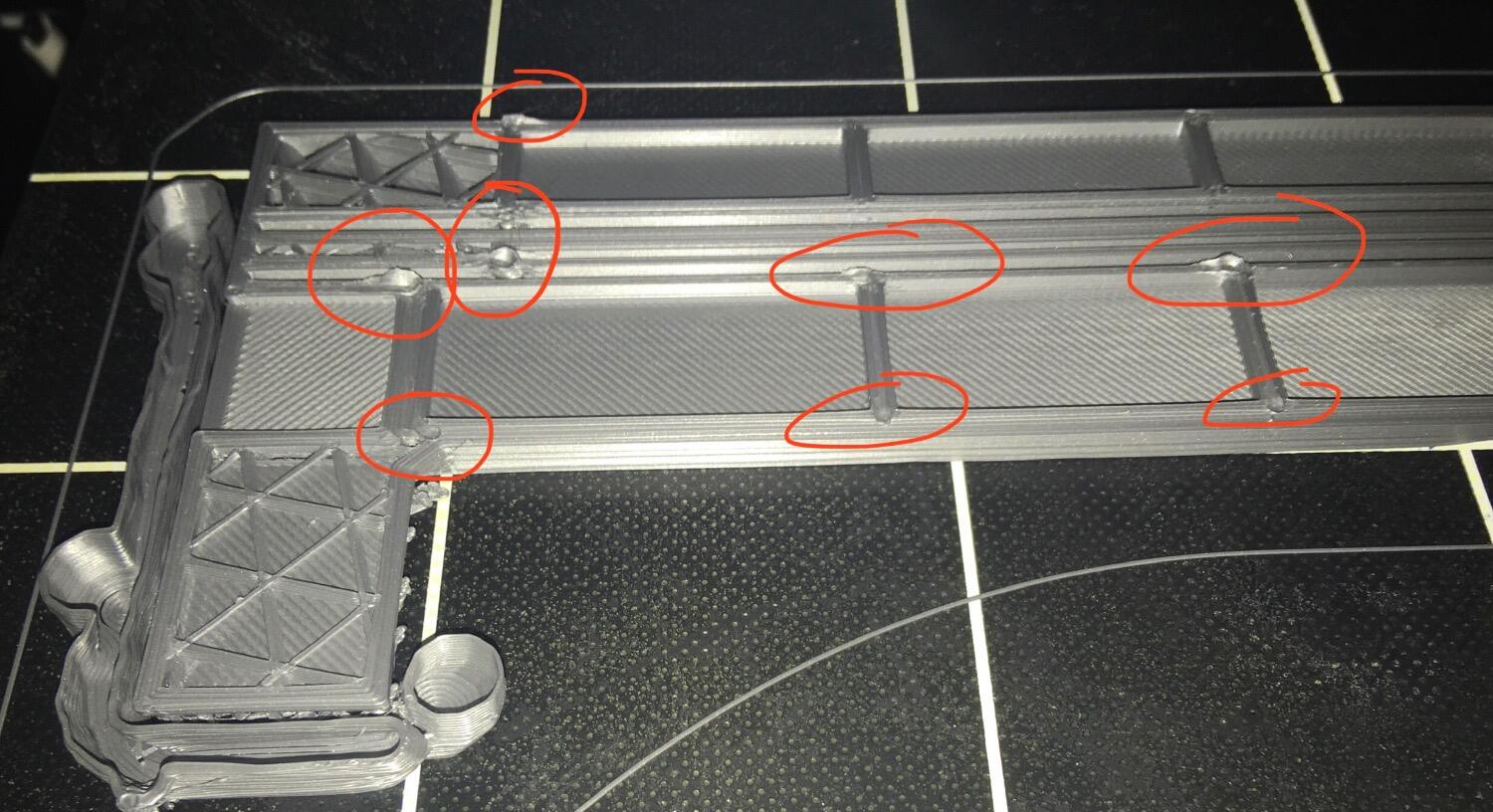
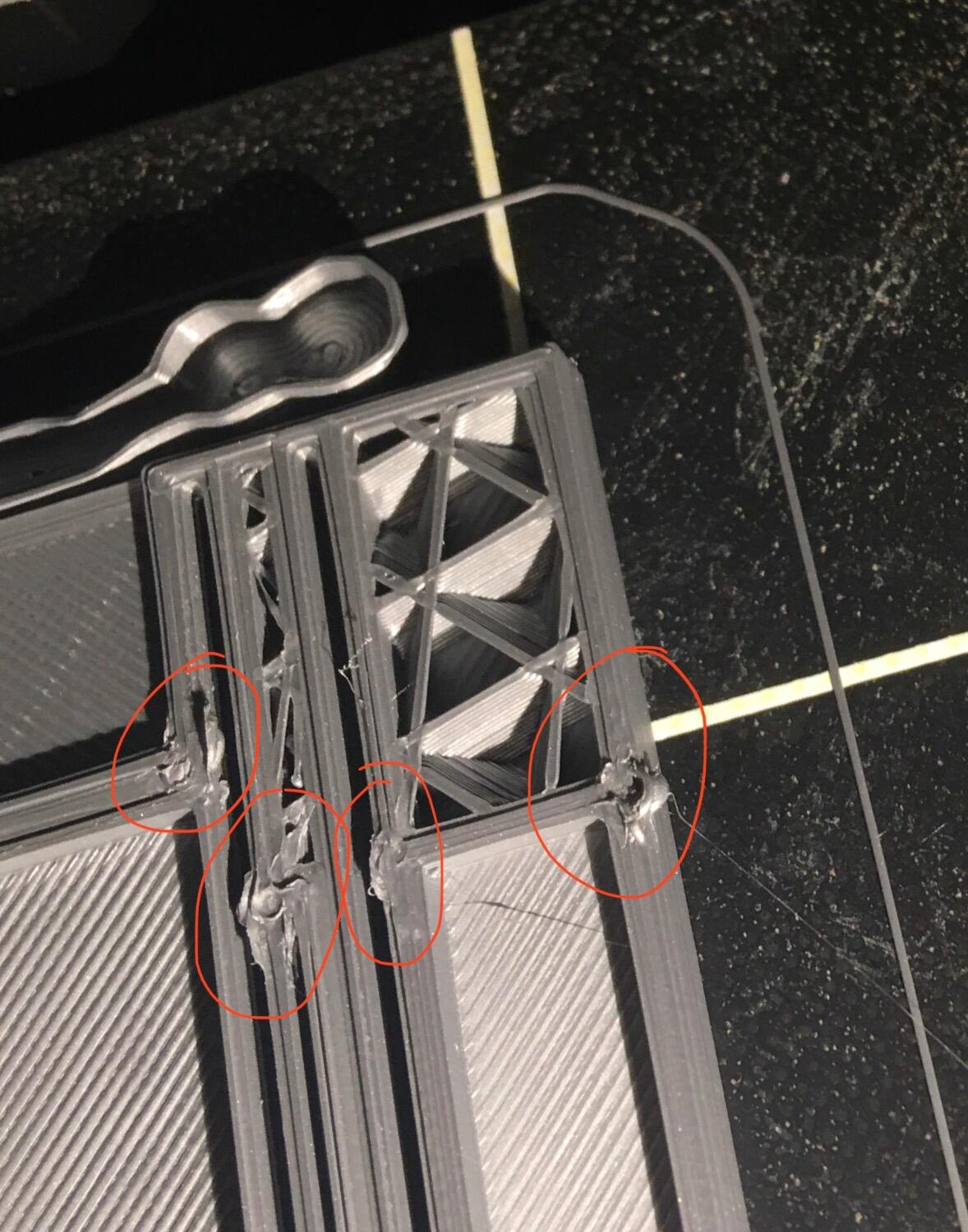
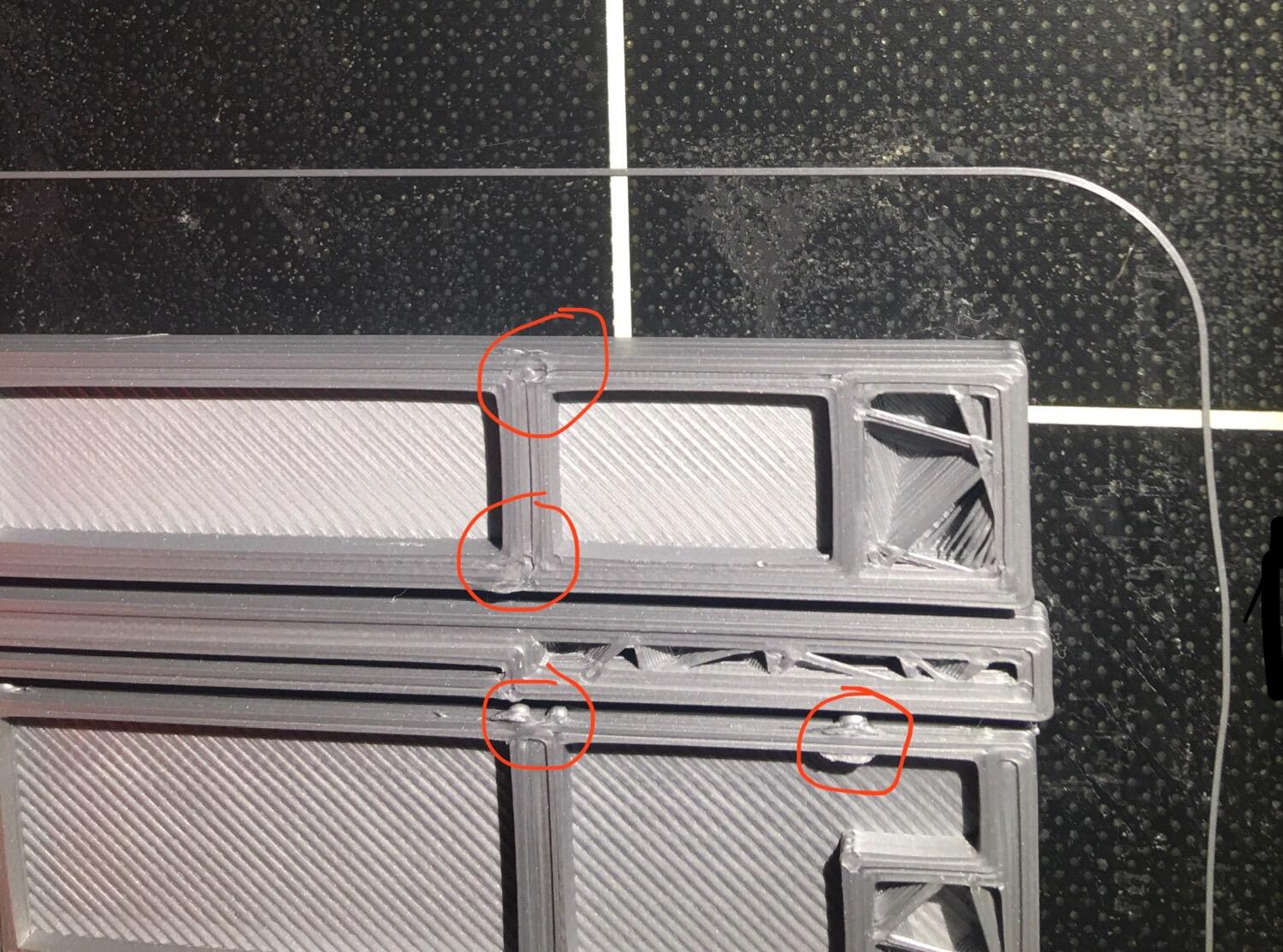
guardando attentamente una stampa mi sono reso conto che da un certo layer (circa a 1cm) inizia a fare questi errori di stampa che io ho cerchiato in rosso nelle immagini.
Quasi è come se si fermasse in quel punto ed estrudesse più materiale del dovuto, per poi continuare il percorso.
In più, quando fa gli spostamenti, e ci passa sopra ovviamente il nozzle tocca queste protuberanze e (anche dal rumore che fa) si capisce che ci va a sbattere dentro.
Poi strato dopo strato questi eccessi di materiale rimangono dando l’effetto visivo che ho indicato nelle prime foto in questa discussione
grazie

-
4 ore fa, eaman ha scritto:
Ma che stampante e'?
flying bear ghost 5, e il nozzle l’ho cambiato circa 10 stampe fa.
Il filamento non ricordo la marca ma era uno tra i migliori
2 ore fa, Geipeg ha scritto:ci saranno almeno 100 parametri in cura
Lo so, per questo ho scritto qui ahaha, se sapessi già cosa modificare lo avrei già fatto. Speravo che qualcuno sapesse dirmi da cosa iniziare
-
Buongiorno,
facendo riferimento ad una discussione di qualche settimana fa, sono riuscito finalmente a trovare il tempo per calibrare alla perfezione la stampante. Posso dire con il 99.9% della sicurezza che tutti i valori sono impostati correttamente (step/mm, flow, temperatura, piano livellato…) e comunque le stampe vengono imperfette.
Con imperfezioni intendo quelle piccole sbavature lungo le pareti oppure lo stato iniziale viene leggermente imperfetto
Allego alcune foto dei test che ho eseguito.
Mi viene il dubbio che siano dovute alla qualità della stampante (forse??)
Se sapete risolvermi questo problema vi ringrazio.
Saluti
-
1 ora fa, dnasini ha scritto:
Per prima cosa hai calibrato il flusso di estrusione? se nn fai questa calibrazione,difficilmente avrai correttezza dimensionale e di conseguenza pareti di larghezza "predicibile".
Se invece l'hai fatta, in che ordine stampi le pareti? prima interne e poi esterne o prima esterne e poi interne?
Con calibrazione intendi dalle impostazioni diminuire la percentuale di materiale estruso oppure con il test del cubo di spessore 1
1 ora fa, dnasini ha scritto:Qui invece nn esiste la formula... devi fare delle prove e modificare un parametro alla volta fino a che nn trovi l'alchimia giusta. Tieni presente che le regolazioni che vanno bene per un filamento nn e' detto che vadano bene x un altro e viceversa. Es, io ho delle impostazioni per i supporti in ABS ed altri per il PLA
Che impostazioni mi consigli di utilizzare o modificare?
-
Buongiorno,
Nell’ultima stampa che ho realizzato ho riscontrato problemi con la qualità delle pareti esterne, in determinati punti (che si ripetevano anche sui layer successivi) si verificavano come delle sbordature nel materiale. Probabilmente è un problema di quantità di materiale estruso, ma non sapendo in che modo modificare ho sempre lasciato le impostazioni di default.
Inoltre essendo una stampa abbastanza complicata ho dovuto inserire dei supporti, soltanto che Cura mi dava come opzione solamente: “in tutti i punti possibili” e “punti a contatto con il piano”. Il problema è che vorrei scegliere io dove far generare i supporti, perché in detenuti punti sono difficili da rimuovere o sono superflui. Vorrei sapere anche se c’è qualche modo per renderli più facilmente rimovibili.
Se sapete come risolvere il problema delle sbordature indesiderate e come impostare solo i supporti voluti vi ringrazio.
ps. se avete anche qualche consiglio su come velocizzare la stampa è ben accetto.
Grazie
-
21 ore fa, Killrob ha scritto:
spero che il nozzle tu l'abbia cambiato all'occorenza
in che senso… il nozzle (o ugello) non l’ho mai cambiato, ho sempre mantenuto quello da 0.4 mm
-
28 minuti fa, Killrob ha scritto:
e me sembri sovraestruso, ed aumentare la percentuale non ha fatto altro che peggiorare i problema, fai un thin wall test, se non sai cosa è il canale di youtube di @Help3d lo spiega molto bene.
ma nel senso che si è otturato l’ugello? perché comunque sono anni che stampo e non mi ha mai fatto così, in più, come ho detto prima, le prime stampe dello stesso progetto venivano perfette, quindi non credo sia un problema di calibrazione, altrimenti ci sarebbe sempre stato, o no?
grazie, ora comunque provo
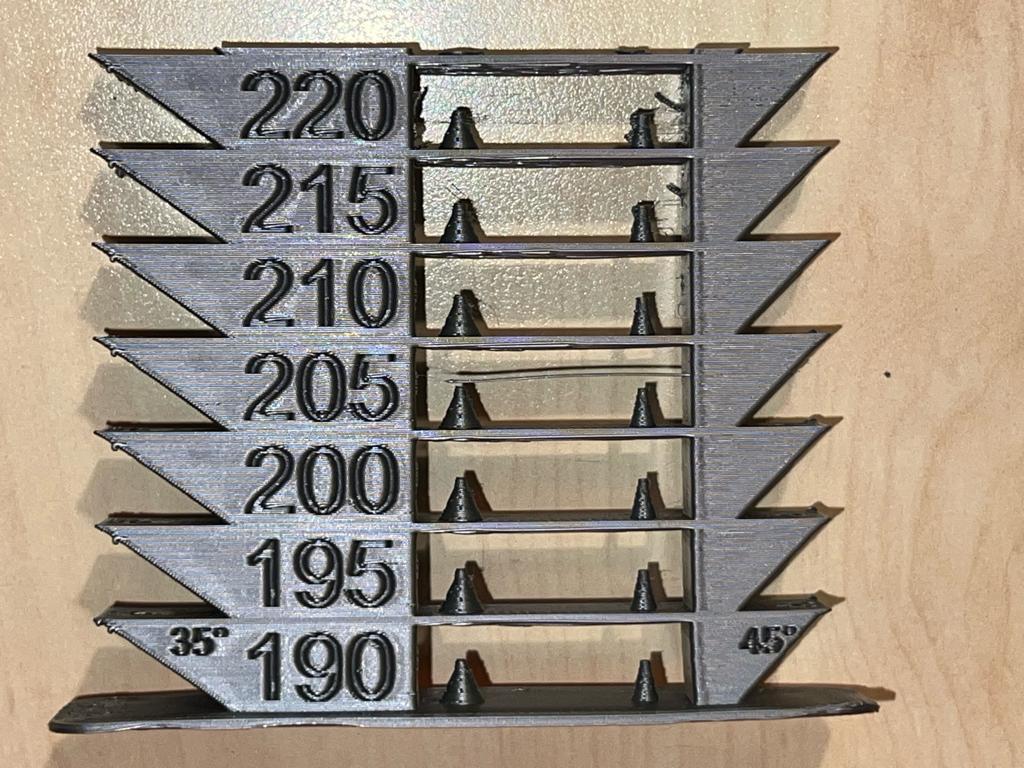
16 minuti fa, dnasini ha scritto:Oltre al test suggerito, la temperatura di estrusione l'hai calibrata stampando una temptower o in che altro modo?
anche in questo caso, all’inizio era perfetto. comunque ho impostato la temperatura guardano le info del filamento.
-
Buongiorno.
Inizio dicendo che la mia stampante è una flyng bear ghost 5 e il filamento in questione è “SUNLU pla 1.75”.
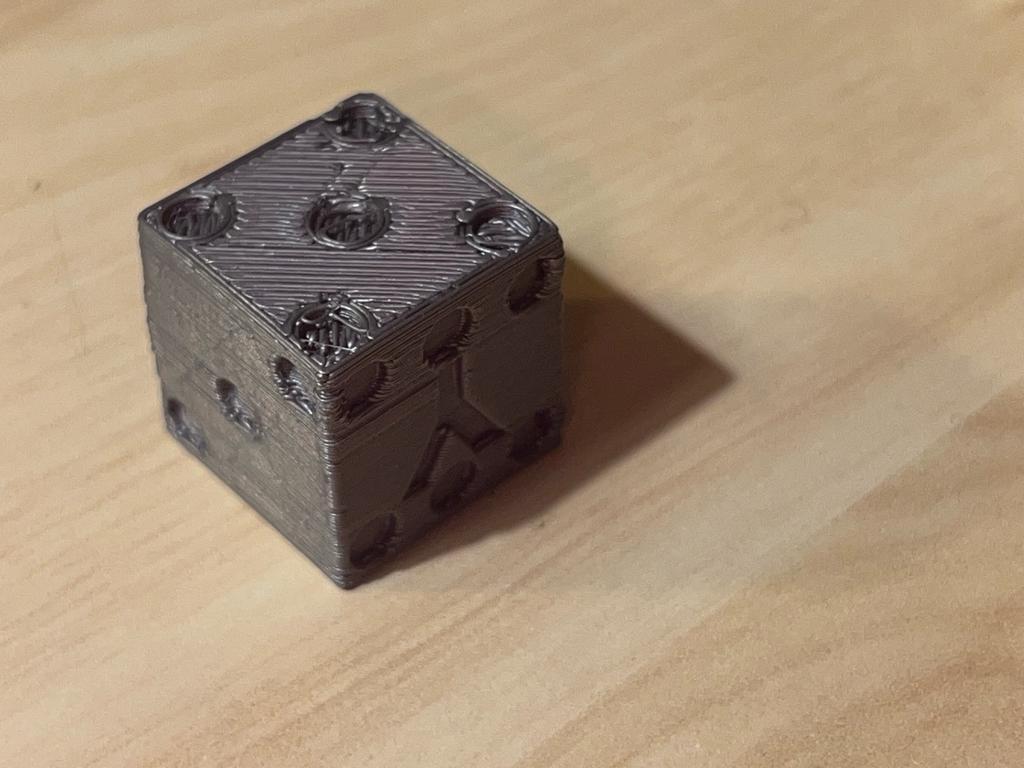
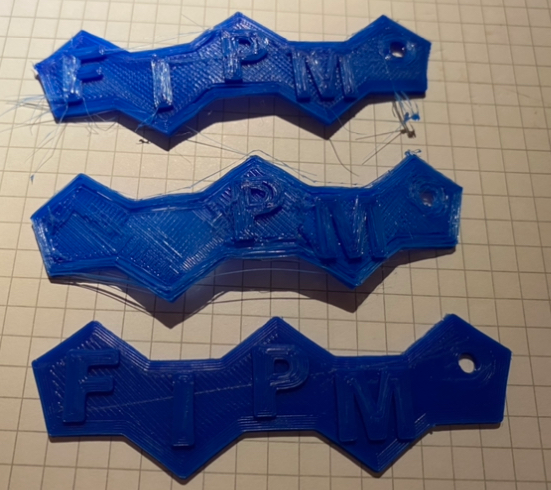
È circa una settimana che sto stampando dei pezzi. All’inizio andava tutto alla perfezione, ma nelle ultime stampe sto riscontrando un problema della qualità del filamento estruso. Se le prime stampe erano ben compatte, solide e anche di bell’aspetto le ultime sono brutte, con molti spazi vuoti , materiale estruso male e si rompono alla minima sollecitazione.
Allego foto, il secondo pezzo l’ho aperto per far vedere che anche dentro viene “brutto”. (Perdonate la qualità ma dovevo un po’ comprimere il file).
Non è stata cambiata nessuna impostazione della stampante e il progetto è sempre il medesimo.
Ho provato a ipotizzare che la causa di questo problema fosse o il filamento (considerando che ho consumato quasi un’intera bobina, che magari la parte più interna di quest’ultima sia più scadente) oppure che stampando per lungo tempo l’ugello si sia rovinato.
Ho provato a risolvere il problema aumentano la quantità di materiale estruso del 3-5% ma il problema persiste ancora se in minima parte, e comunque non sarebbe stata cosa normale stampare in quel modo.
Se poteste dirmi quale sia il problema secondo voi, se riuscite a capirlo, ve ne sarei grato 🙏🏻.

-
grazie, sono riuscito a far uscire il filamento, il problema è che non stampa, potrebbe essere un problema della stampante? in pratica si prepara per stampare e poi abbassa il piatto di circa 1 cm va negli angoli e fa “dei mucchietti” (volevo caricare foto ma non so come si faccia)
p.s. non mi è mai capitata una cosa simile
-
4 ore fa, lever63 ha scritto:
ciao,
a fatica ma con la fbg5 sono riuscito a stampare il TPU della esun (non era indicato nessun grado di durezza); da quanto so ci sono filamenti con diversi gradi di durezza (o flessibilità) se il tuo è troppo flessibile non credo riuscirai. In ogni caso devi avere la temperatura abbastanza alta quando il filamento raggiunge il nozzle (intorno ai 240°, poi la precisione del sensore di temperatura è tutta da vedere), e almeno all'inizio togli la retrazione. Potresti cambiare il blocco estrusore (quello della FBG5 costa pochi euro) in modo da avere il percorso perfettamente pulito.
bho, provo ad alzare la temperatura, sulla bobina c’è scritto 190-210º
-
1 minuto fa, michele79 ha scritto:
con il bowden è complicato stampare filamenti con grado elevato di flessibilità, forse il tuo filamento è molto flessibile? si impacca sulla ruota dell'estrusore?
si, ma solo dopo un po’. nel tubicino che lo collega al nozle c’era del PLA e comunque l’estrusore riusciva a prendere il tpu e a spingerlo fuori, quando è arrivato il TPU si è bloccato e sì, si è un impaccato. quindi il problema può essere anche quello ma non solo
-
Buongiorno, come stampante 3d utilizzo una “flying bear ghost 5”che utilizzo con il PLA senza problemi da una anno. Guardando sulle istruzioni ho visto che è predisposta anche per il TPU. Il problema è che non va, non so quale sia il problema, credo di aver fatto tutto corretto. L’estrusore non prende bene il filamento e il nozle non lo butta fuori. come posso fare?
-
12 ore fa, NicoNico ha scritto:
Ciao
non mi è chiaro il procedimento di livellamento: ok per il fogliettino, ma quel 2mm dal piatto cosa mi sta a significare? è una cosa che tu fisicamente vai a fare (regolando il piatto), o lo vedi indicato dalle coordinate Z perchè impostato sullo slicer?
Perchè se così fosse la stampa inizierebbe appunto come first layer a 2mm, cosa che un ugello a .4 non può digerire e ti creerebbe (sempre se resta attaccato al piatto) anche il famigerato rialzino.
Grazie a tutti, ho risolto. Il problema era che il nozzle era troppo alto
-
Non credo anche perché mi sono visto dei video e dicevano la stessa cosa ,quindi ho messo “nulla” ma continuava a farmelo
-
Buongiorno, ho da poco comprato una nuova stampate 3D "flyngbear ghost 5". Ho seguito tutti i passaggi di montaggio e setup come da tutorial. il problema è che quando vado a creare un oggetto la stampante mi mette un "rialzino" non voluto di qualche millimetro sotto l'oggetto che alla fine va a rovinare la finitura inferiore di quest'ultimo anche perché lo stampa grossolanamente. (È una mia impressione ma sembra quasi che lo faccia per permettere al nozzle di stare attaccato all' oggetto che sta stampando). Dal progetto che ho caricato questo supporto non esiste. La calibrazione del piatto l'ho eseguita con il solito foglietto per poi alzare il nozzle de 2mm dal piatto. Come programma utilizzo cura 4.8. Vorrei sapere se è una cosa normale che faccia così oppure ho dimenticato di inserire qualche impostazione su cura o è altro?
Grazie a chi riesce trovare una soluzione.




Problemi qualità di stampa
in Problemi generici o di qualità di stampa
Inviato
potresti spiegare meglio come si chiama questa funzione, che non riesco a trovarla