

Mak3r
-
Numero contenuti
19 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Mak3r
-
-
Nessuno? Ho il dubbio perché Ground è la Terra…
-
1 ora fa, Otto_969 ha scritto:
Ma il cubetto è messo sottosopra?
Scusa eh, ma si vedono imperfezioni davvero grossolane della linea: come può essere che la parete sia perfettamente 0,5mm? Il cubetto misura esattamente 20x20x20mm?
Hai ancora (grossi) problemi di flusso, sembra quasi che il Nozzle "depositi" il materiale su quello sottostante senza schiacciarlo...
Rifai il cubetto 20x20x10 ad una sola parete da 0,5mm (anche solo 2 strati iniziali sono ok, 0% di Infill) e posta una foto dove si vedano almeno 2 lati. Misuralo con un calibro digitale "buono".
Se continui ad avere problemi simili, potrebbe essere di tutto: il materiale, l'estrusore, le cinghie... Tutto! Dobbiamo andare per esclusione.
Sì il cubetto era sottosopra, nella fretta l’ho capovolto.
Ho stampato un altro cubetto con altro pla:
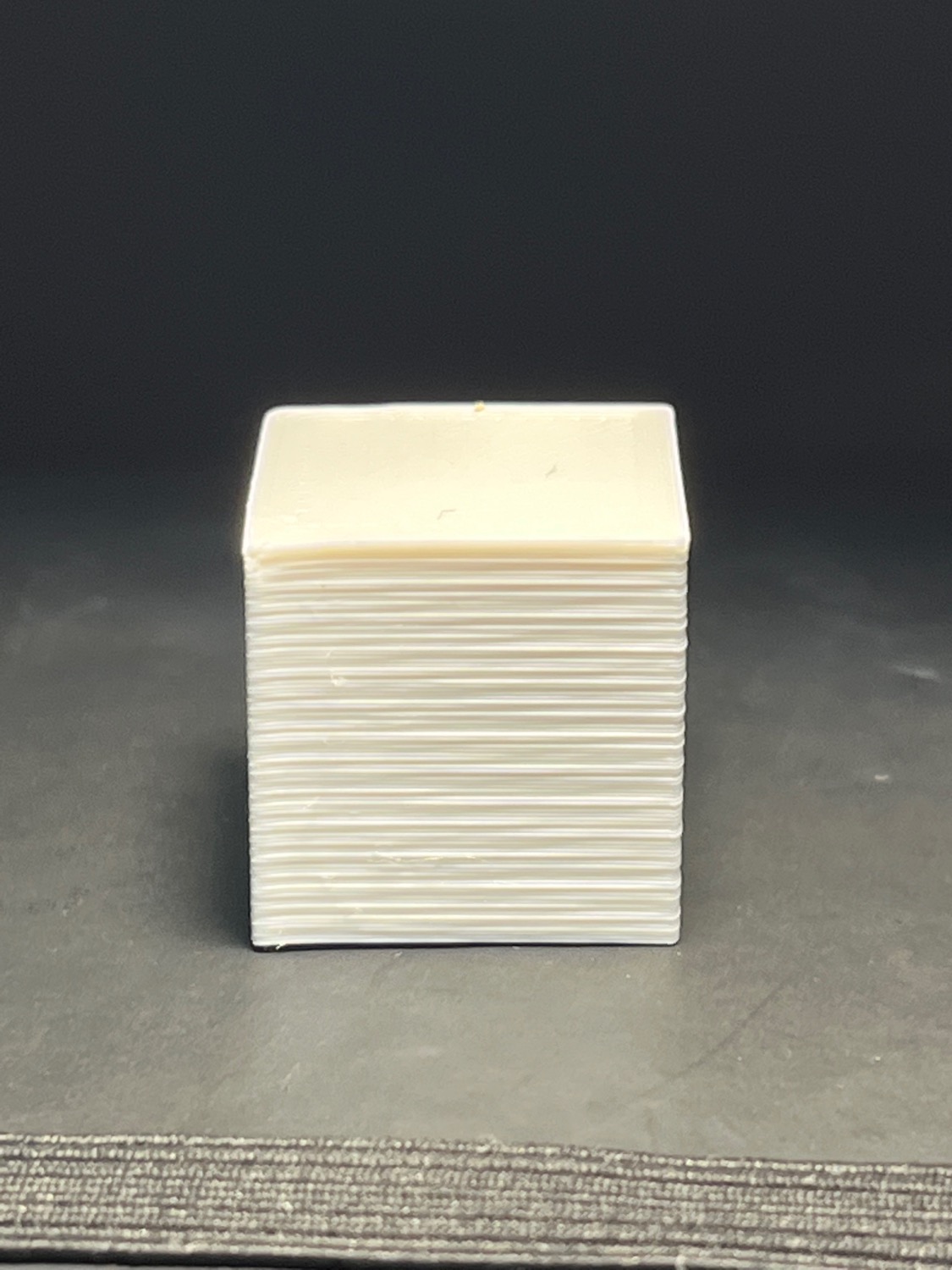
Questo invece è il cubetto con parete da 0.5 (precisa da calibro, ottenuta con flow=1):
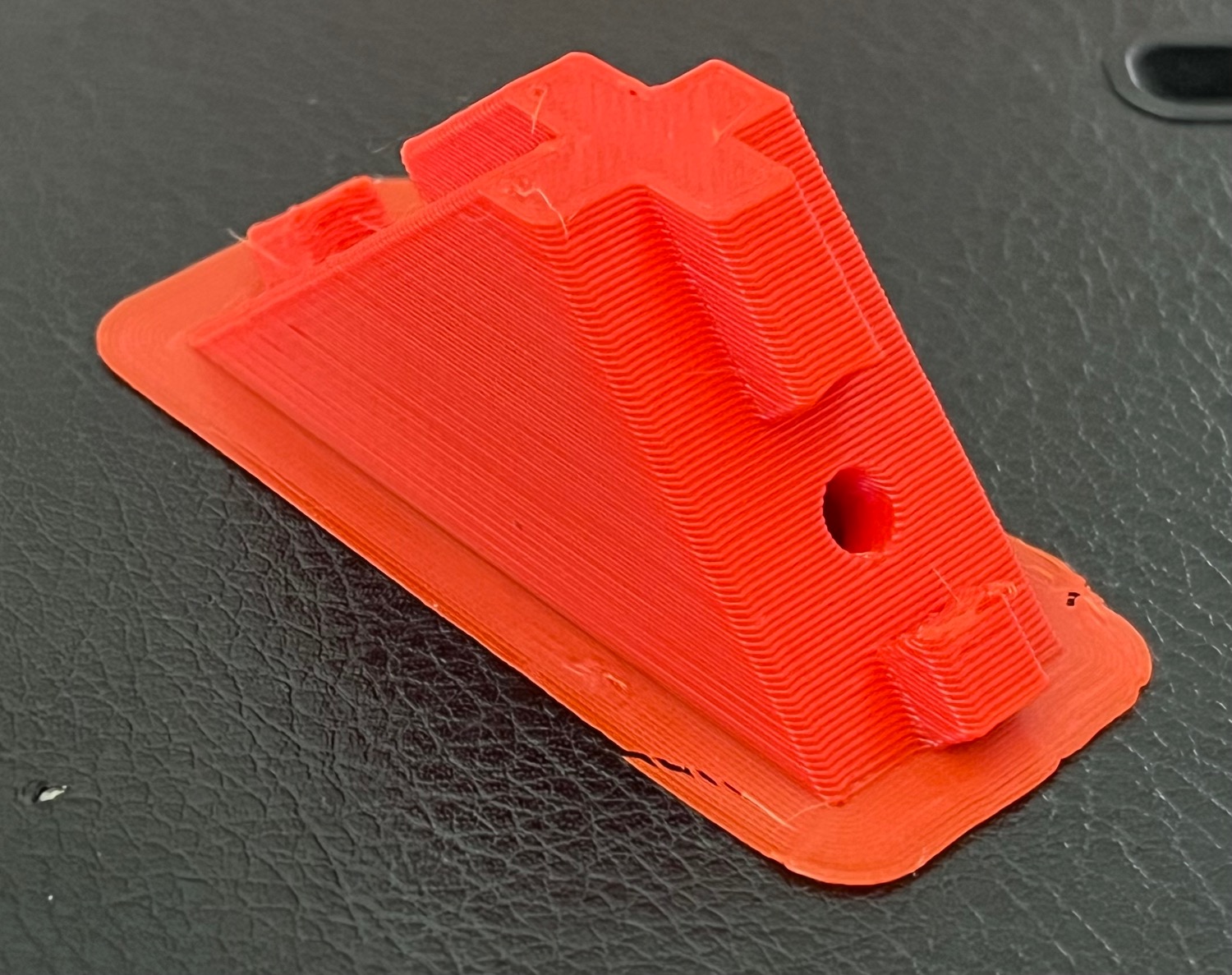
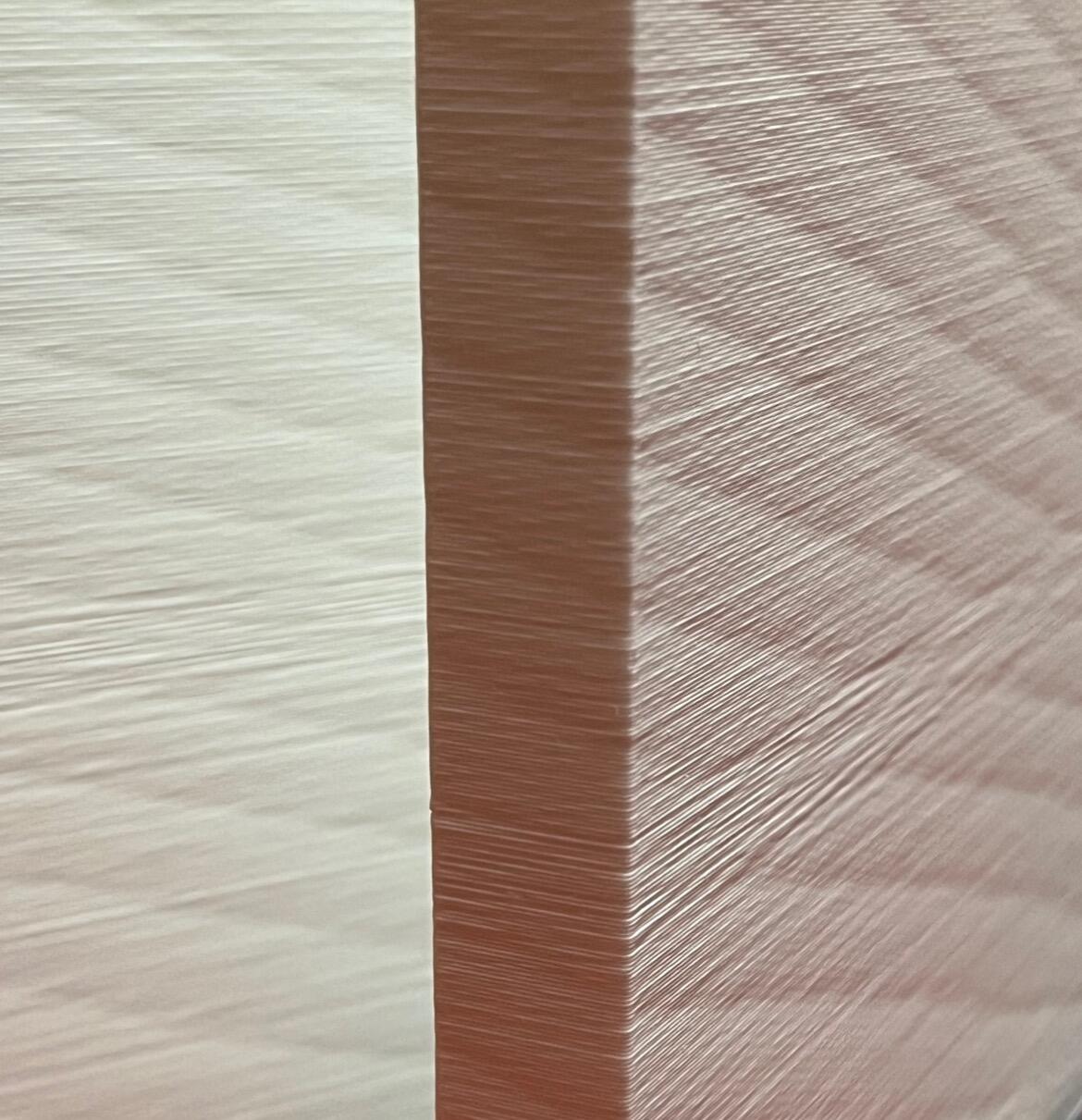
Posto una parte in PETG che ho stampato per l’enclosure che sto costruendo:
-
18 minuti fa, Cubo ha scritto:
Ipotesi banale, non è che hai il filamento umido ? 🤔
A volte la bobina prende umidità in modo asimmetrico, quindi si alternano parti di filamento umido e secco e quindi parti di sovraestrusione (umido) ed estrusione normale (secco).Ho un dryer per bobine, farò una prova
-
Ho seguito i consigli.
Il flow l'ho dovuto alzare a 1 per ottenere una parete da 0.5 con linea 0.5 (quindi i test precedenti dubito fossero sovraestrusi).
La nuova temp è 200°.
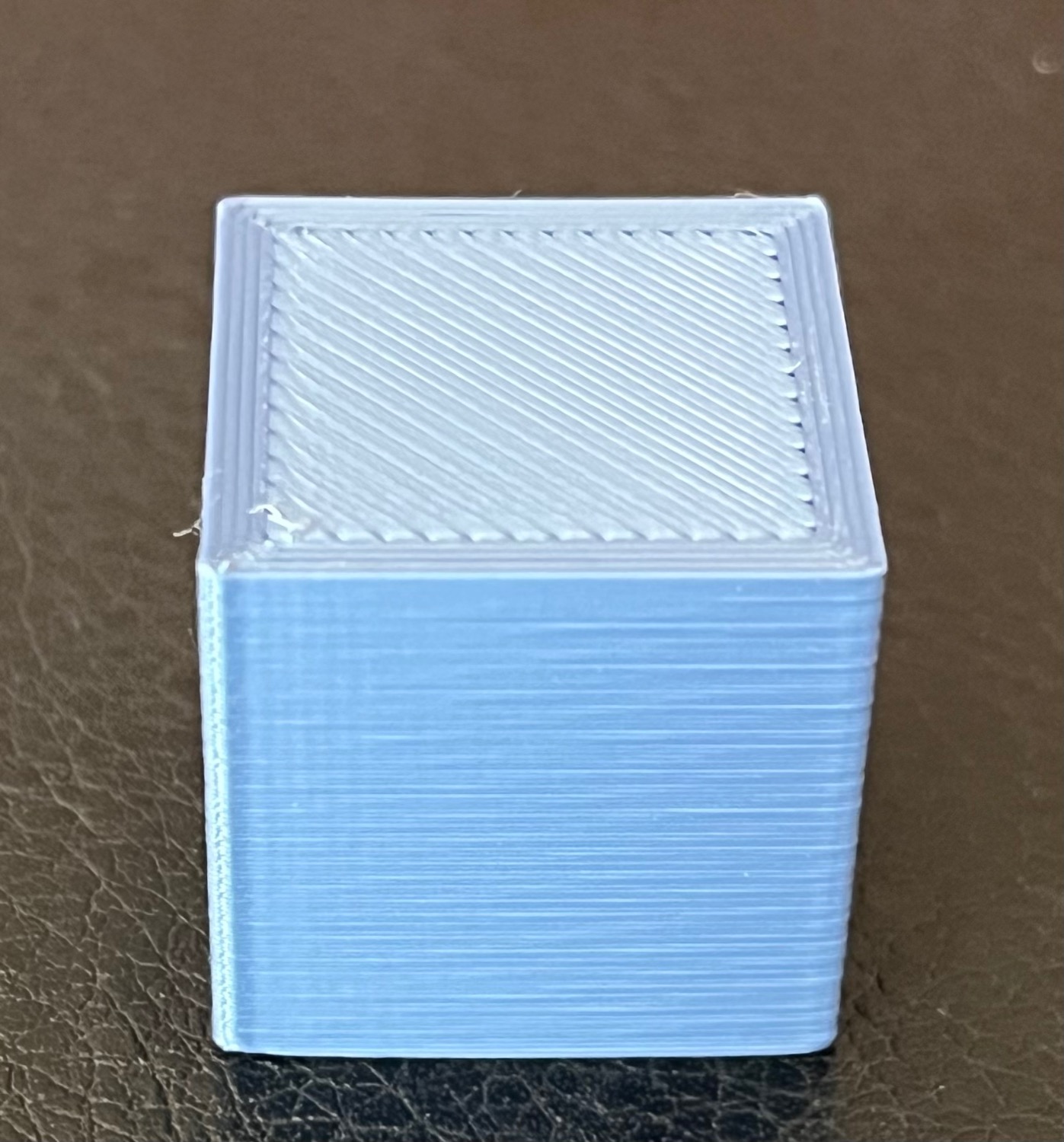
Questo è il risultato del cubo pieno 20x20x20 con 4 perimetri e 4 top/bottom:
Comincio a pensare siano le due assi Z... La stampante ha 5 anni e 289 giorni di stampa, forse sono da cambiare, che dite?
-
Ma parete 0.5 con nozzle da 0.4? Come mai?
-
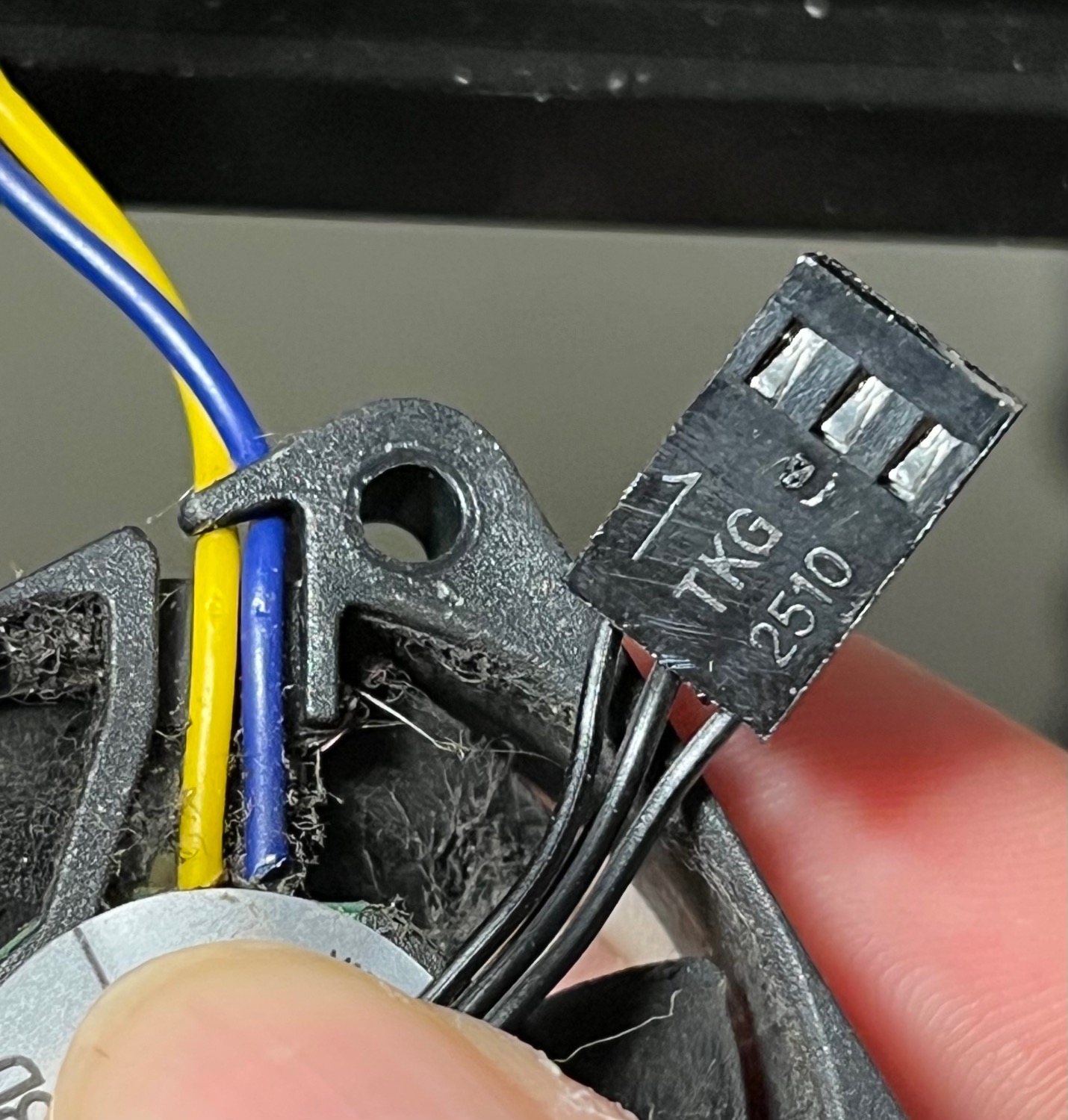
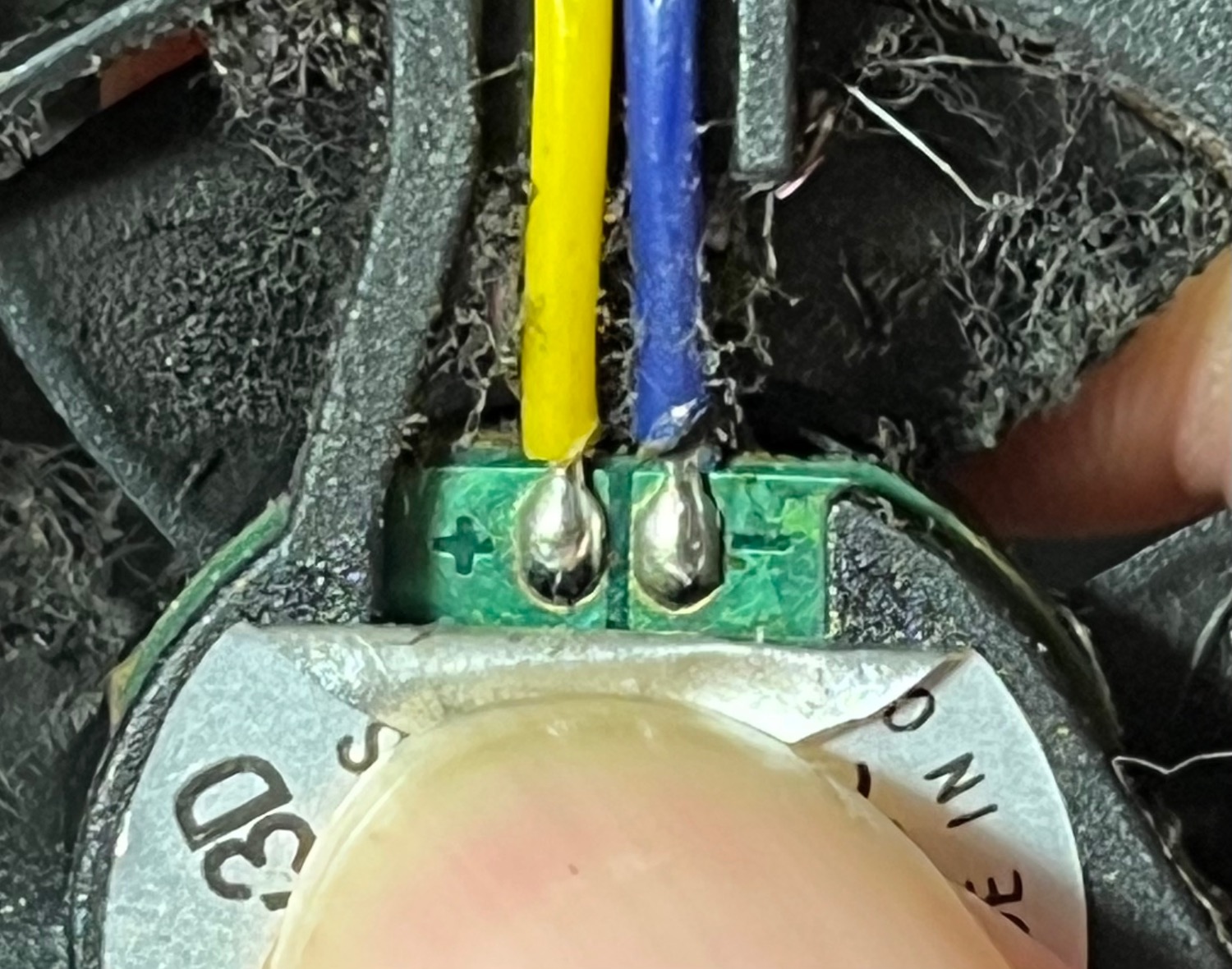
Trovato questa foto in giro sul web corrispondente al modello della mia nuova ventola.
Quindi mi basterà collegare il cavo + al cavo nero centrale (+12V) e il - al cavo Ground?
-
14 minuti fa, Killrob ha scritto:
provando a sollevare leggermente l'etichetta della nuova ventola?
Purtroppo nessun segno…
-
Ciao a tutti, ho un problema con un upgrade della mia CR-10S…
Ho acquistato una nuova ventola piu silenziosa dell’originale e l’ho trovata solo a 3 pin. La ventola deve essere sempre accesa perché è quella che raffredda costantemente l’heater block, non devo variare la velocità né spegnerla.
Il problema è che i cavi ai quali devo collegarla sono 2…. Come faccio a riconoscere a quali dei 3 cavi collegare gli altri 2? In passato ne ho bruciata una e non vorrei ripetermi.
Aggiungo una foto:
i cavi originali sono quelli Giallo/Blu che taglierò dalla ventola precedente. Quelli della nuova ventola sono 3 e tutti neri
grazie in anticipo per le risposte

Scoprendo l’etichetta sono riuscito a sapere le polarità. Resta da capire come riconoscere il + e - della nuova ventola
-
5 ore fa, Otto_969 ha scritto:
IMHO tutte le stampa sembrano fortemente sovraestruse, 2 soli walls sono troppo pochi e portano l'infill a modificare la superficie esterna: mettine minimo 3 e minimo 30% di infill.
Non ha detto le caratteristiche di stampa (larghezza linea, speeds, temps etc etc), sono fondamentali...
Nella prima foto il cubo a Sx ha delle risonanze oblique (molto probabilmente) prodotte da un mix di sovraestrusione + problemini meccanici. Il secondo (sembra) iper-estruso.
Seconda foto, cubo a Sx sempre sovraestruso e non fà capire niente... Cubo a Dx, questo è strano: a che vel. è stato fatto? O hai grossi problemi con l'estrusore e/o asse Z, oppure l'hai stampato a 300mm/sec... 😅
La questione walls era un mio dubbio fin dall'inizio, ma la seconda foto ha 3 walls... e anche il 30% di infill.
Le caratteristiche stampa sono queste:
Larghezza linea 0,4
Speed 45mm/s per tutte le parti
Temp 210°C
Piatto 50°C
Flow 0.95
-
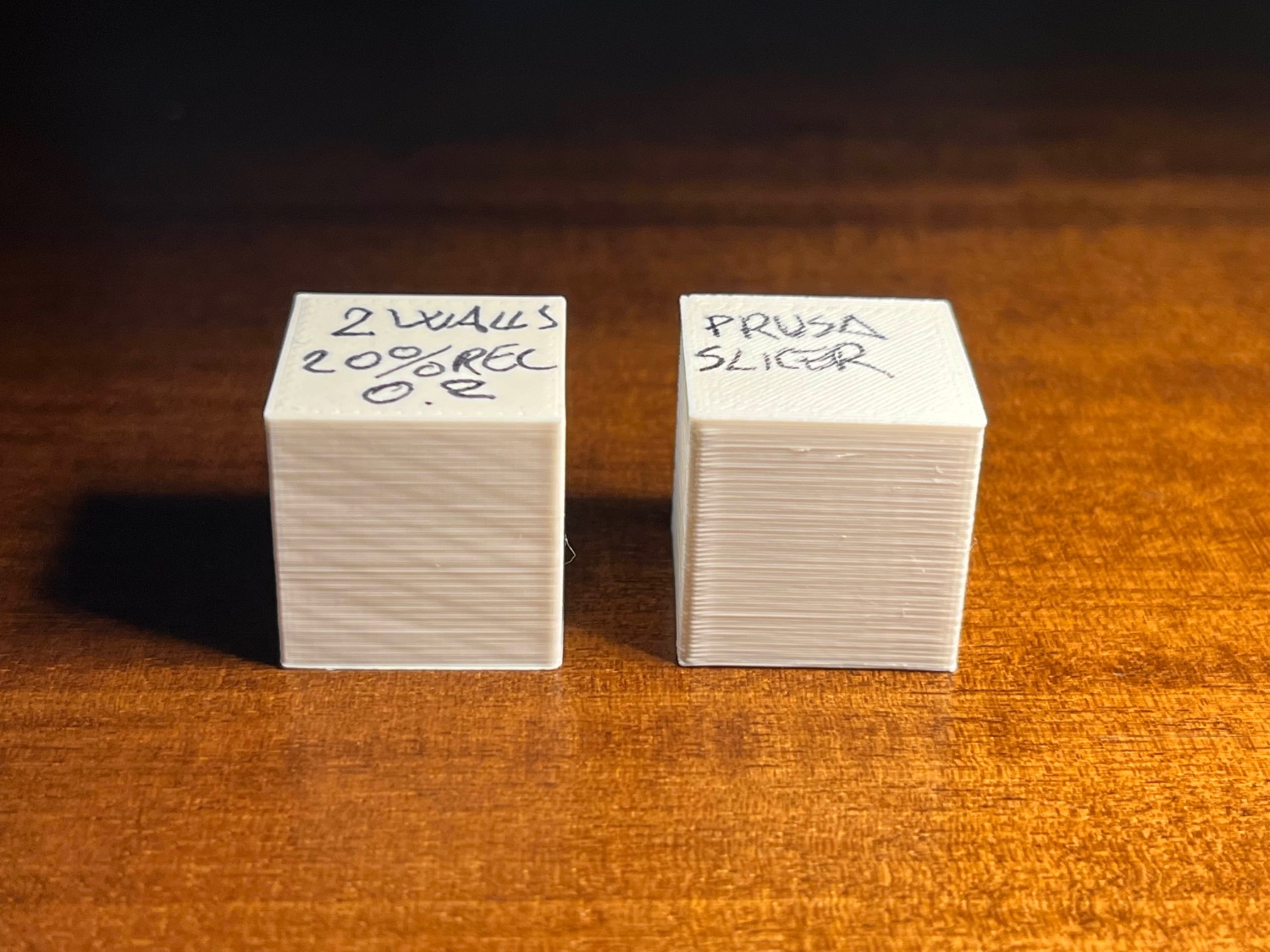
Ieri ho stampato un cubetto con PrusaSlicer e poi altri 3 con Simplify3D, variando alcune impostazioni e i risultati sono molto interessanti.
Allego un paio di foto, questa è la prima:
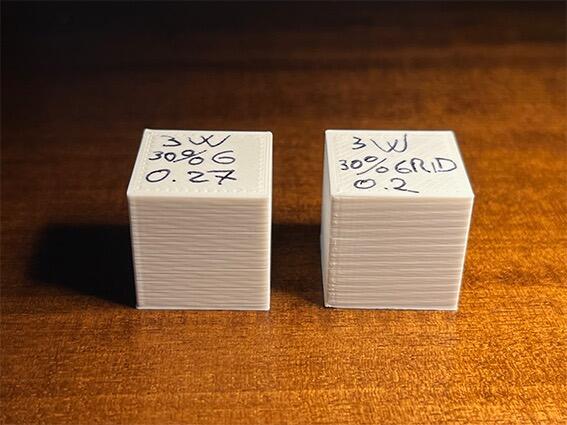
E questa la seconda:
Come potete vedere alla semplice variazione di altezza layer la trama superficiale varia non di poco...
Nella prima foto Simplify e Prusa stampano trame completamente differenti a parità di impostazioni: 0.2 altezza layer, 20% infill rectilinear e 2 perimetri.
Per la seconda prova ho inserito 3 perimetri, aumentato l'infill al 30% e non più rectilinear ma Grid e ho variato tra i due cubetti l'altezza layer, 0.2 e 0.27mm, tutti e due fatti con Simplify.
Considerazioni?
-
 1
1
-
-
Oggi ho provato Ideamaker e non è cambiato molto. Domani proverò Simplify3D, che ho abbandonato qualche tempo fa per imparare ad utilizzare PrusaSlicer.
-
*Aggiornamento*
Ho cambiato le cinghie e le ho calibrate bene con il tool di tensionamento suggerito da Killrob
Il 6/1/2023 at 18:17, Killrob ha scritto:la "regola aurea" per calibrare la tensione delle cinghie è questa
Ho ricalibrato XYZ con la calibrazione presente nel menu della macchina e controllato step/mm e distanza nozzle dal piatto.
La situazione con mio grande stupore non è cambiata....
Che sia qualcosa da imputare al gcode? Qualche parametro da ritoccare?
Oggi proverò vari cubi di calibrazione in pla bianco, che è il materiale che fa vedere di più il difetto, e proverò anche a cambiare slicer.
Se avete altre idee sparate pure 🙂
-
Grazie per le risposte!
Sto stampando il tool per verificare il tensionamento e appena potrò calcolerò anche gli step/mmSperiamo funzioni, vi aggiornerò 🙂
-
Il 1/1/2023 at 17:37, Heda ha scritto:
Provato a controllare se i setup degli assi siano ancora giusti?
Controlla anche se le cinghie sono con la giusta rigiditàBasta ricalibrare con il tool della stampante stessa? Le cinghie sembrano abbastanza rigide, c'è una regola "aurea" da seguire per capire se devo renderle più rigide?
-
Ciao a tutti e buon anno!
Da qualche settimana ho un problema con la mia Prusa MK3. Le stampe di oggetti geometrici semplici (parallelepipedi e simili), che non presentano particolari complessità hanno una superficie “rigata”, come se i layer tra loro non fossero uguali o fossero disallineati.
Il Software che uso è sempre lo stesso, Prusa Slicer, quindi escludo qualche errore di settaggio. Anche il filamento è di una marca che ho sempre usato e che in passato non generava questi difetti.
Possibile che debba cambiare le cinghie? Si accettano consigli 🙂
Allego foto
Grazie!
-
Ciao a tutti, mi chiamo Giuseppe e sono un 3d maker da ormai 5 anni.
Ho letto il vostro regolamento e vorrei sapere se ledo qualche regola postando una discussione sulla ricerca di 3d maker per una azienda. Sono alla ricerca di personale qualificato in questo campo e non riescono a trovarne...
Nel frattempo vi auguro buona giornata e buone stampe a tutti!
-
3
-


Ventola a 3 pin collegata a 2
in Hardware e componenti
Inviato
Ottima idea come test. Oggi proverò e vi dirò