

Paoloj
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da Paoloj
-
-
Grazie per le info.
-
6 minuti fa, Truck64 ha scritto:
Basta poco per intasare l'hotend, anche il giorno setsso in cui lo hai istallato da nuovo. A volte capita passando da un materiale all'altro.
Per il flusso vedi quì: come calibrare il flusso
Riguardo alla ritrazione io ho un bowden allmetal e se vado sopra a 4mm mi si blocca tutto, che sia pla o petg.

So che la norma dice che il bowden richiede più ritrazione ma questa è la mia esperienza, vedi tu.
Gentilissimo.
Eseguo il test di flusso e provo anche io a mettere la ritrazione a 4 o comunque meno di 6.
Mi potresti dare informazioni maggiori su come posso pulire l'estrusore o qualche link di riferimento.
Grazie.
-
1 minuto fa, Killrob ha scritto:
clicca in alto sulle guide o vai sul canale youtube di @Help3d
Ok. grazie.
Comunque per maggiori info stampo PETG
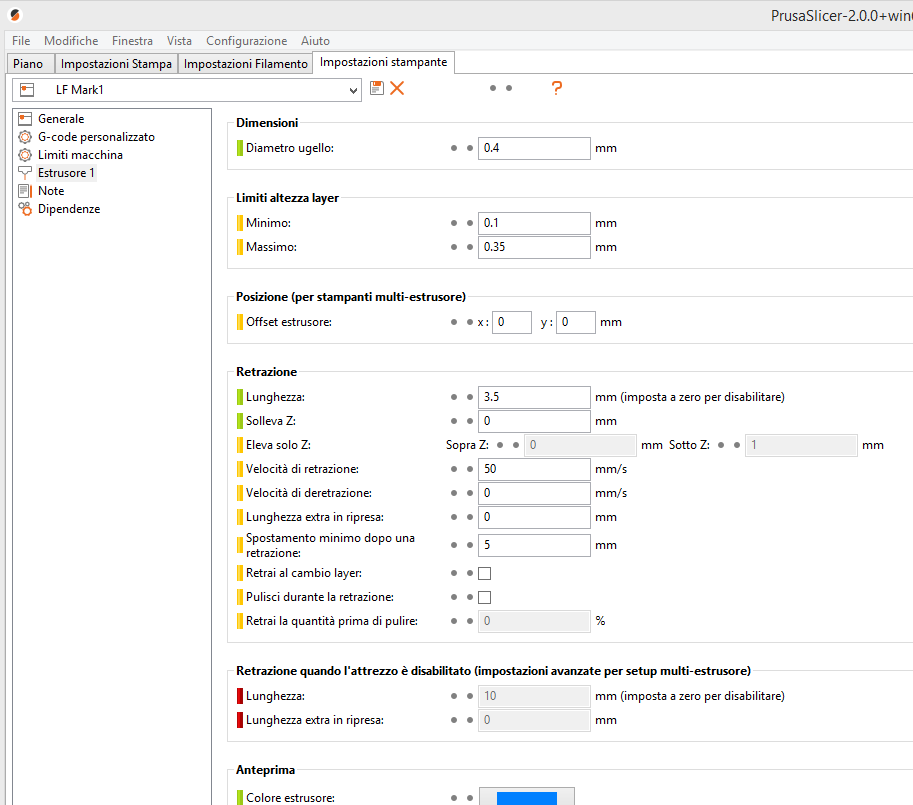
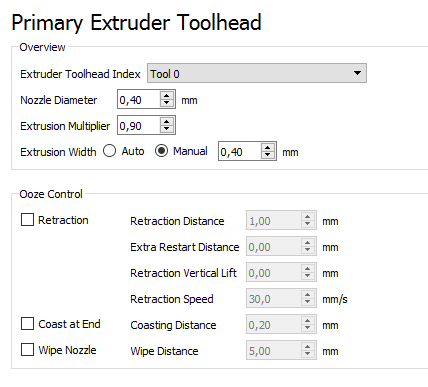
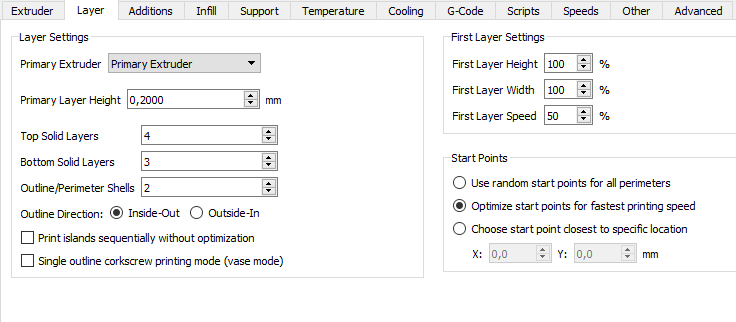
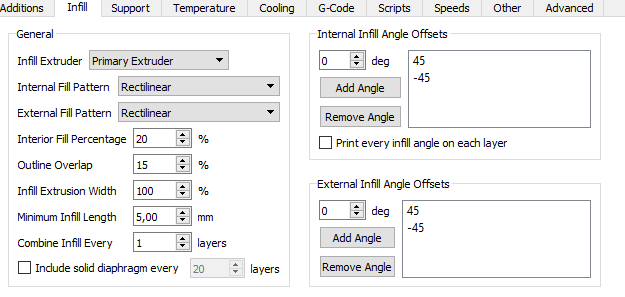
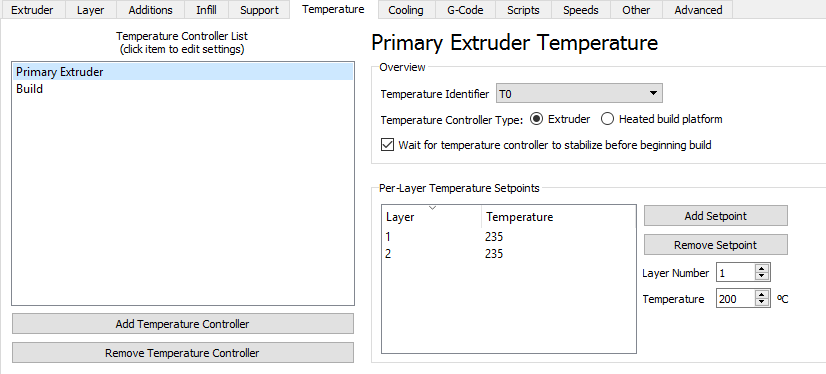
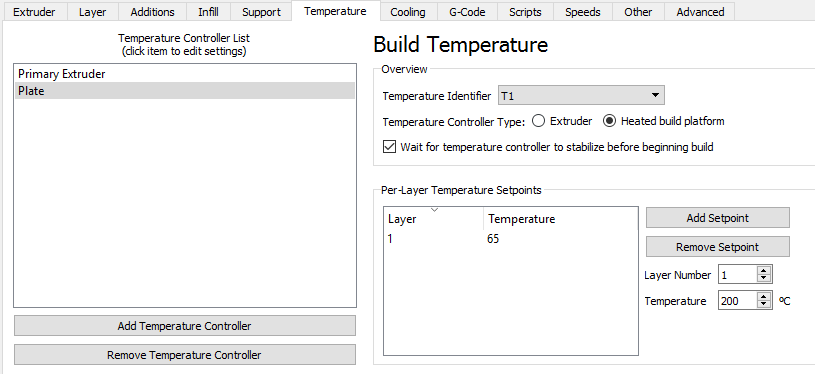
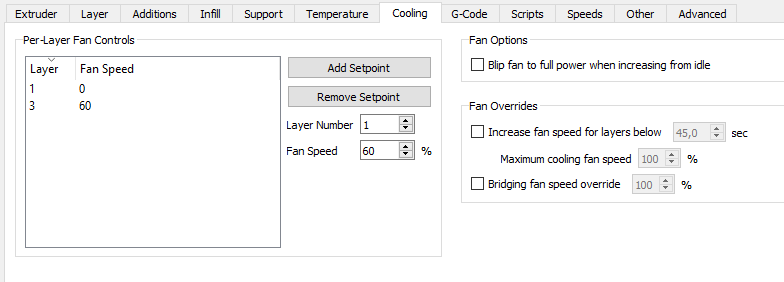
Questa è la configurazione di Simplify3D:
- Retrazione:
distanza: 6,00 mm velocità: 50 mm/s
- Layer:
altezza layer: 0,2000 mm
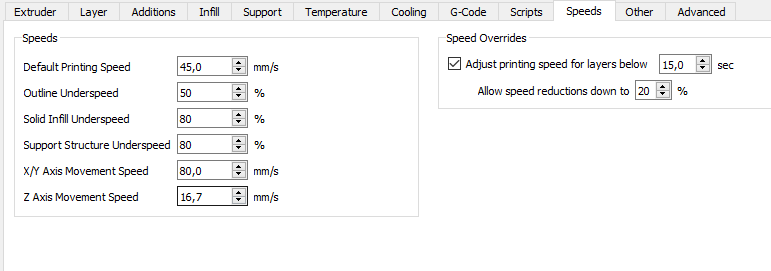
- Velocità di stampa: 30,0 mm/s
- Temperatura: estrusore: 240/245. piatto: 75
-
24 minuti fa, Truck64 ha scritto:
Ciao @Paoloj, quella si chiama perdita di passi. Capita quando lo sforzo per spingere il filo supera la capacità del motore. Può essere che sei troppo alto di flusso, troppo basso di temperatura, troppo basso di altezza layer o hai uno di questi problemi:
- ritrazione eccessiva o troppo frequente (dovresti trovare un rigonfiamento del filamento quando lo estrai dall'estrusore)
- nozle o gola dell'hotend intasati
- tubo bowden deformato, sporco, o qualsiasi caso non faccia scorre il filo
- corrente motore bassa
inoltre c'è una serie di guasti meccanici/elettronici, ma prima di tutto valuterei se le condizioni di estrusione sono idonee. Come sei messo a test di flusso?
Prima di tutto grazie.
Mi scuso sono alle prime esperienze nel campo della stampa 3D.
La stampante l'ho presa circa 2 settimane fa.
Non penso che sia l'hotend intasato, forse è un problema di configurazione dei vari parametri (ritrazione, flusso, ecc.).
Mi potresti spiegare come posso fare il test di flusso?
Grazie.
-
Salve,
su alcune stampe e su specifici tempi di stampa il cold-end dell'estrusore bowden mentre gira emette dei rumori, allego il video.
Specifico che non lo fa sempre solo su specifici momenti di stampa e su alcune stampe.
Grazie.
-
Grazie per le risposte.
Sto provando con vari test con la ritrazione abilitata.
-
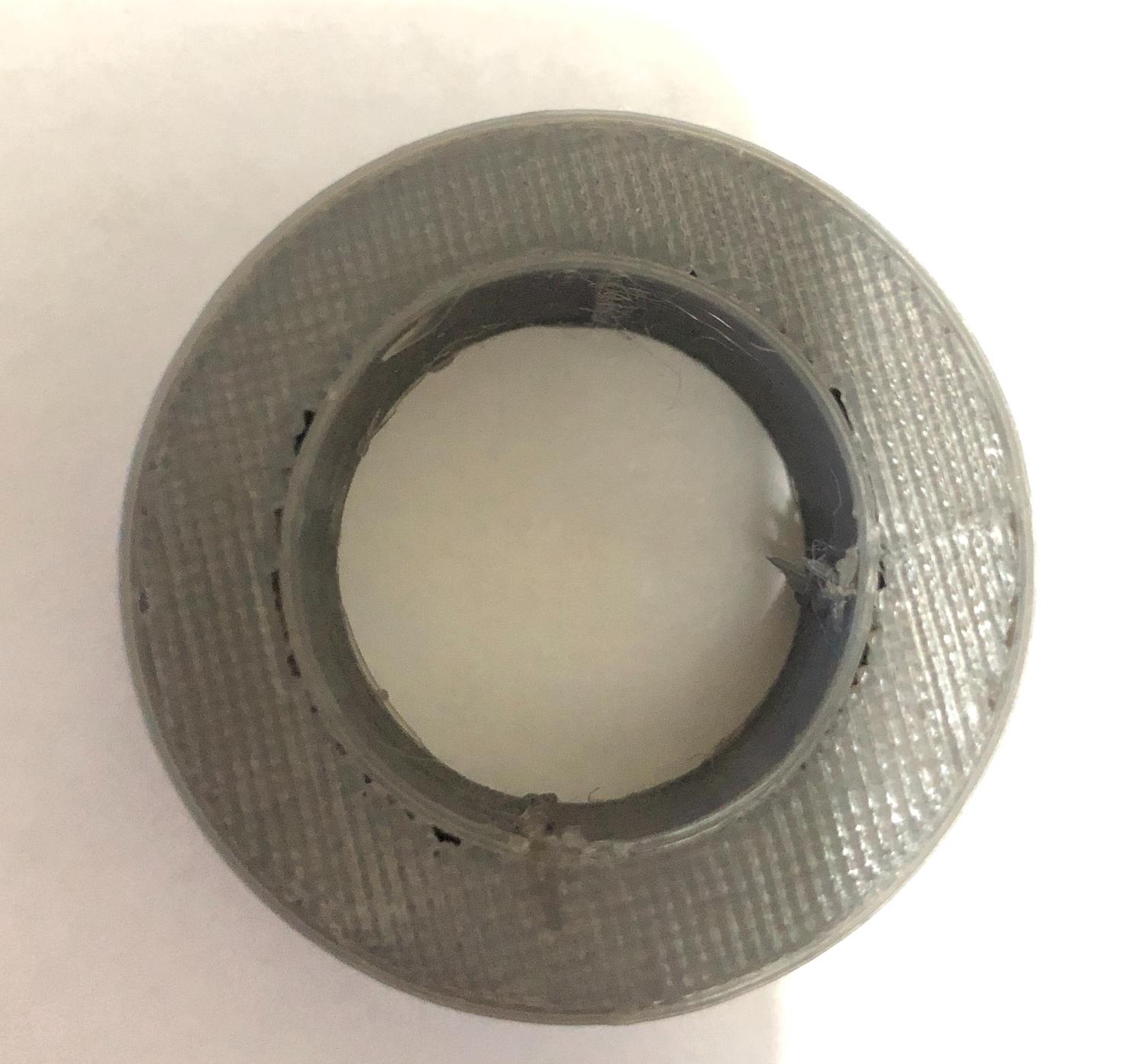
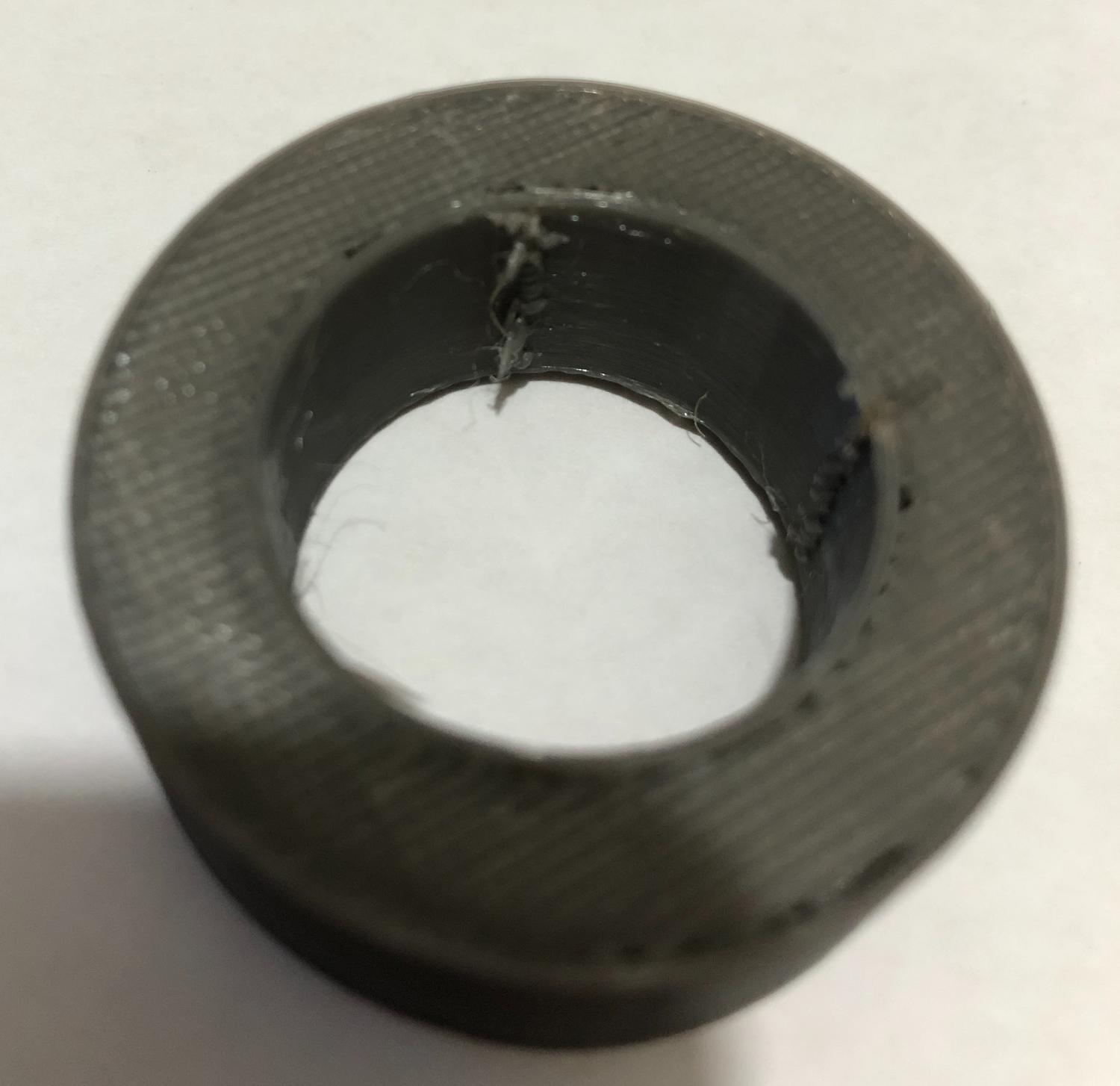
Ciao a tutti,
E' da poco che sto iniziando a stampare, la mia stampante è una Labists ET4.
Ho stampato un oggetto (anello), che allego un immagine, con il PETG, seguendo indicazioni di utenti e leggendo alcuni tutorial.
Ho notato che sulla superficie interna sono evidenti imperfezioni mentre quella esterna è risultata abbastanza soddisfacente.
In ogni modo allego foto delle imperfezioni di stampa e la configurazione utilizzata per la stampa.
-
Infatti proverò a stamparlo con il pla.
Scusa l'ignoranza sono alle primissime stampe.
Cosa intendi per più magro di flusso.
Grazie.
-
Il materiale è PETG, la ventola era in funzione al 100%.
La stampante dovrebbe essere calibrata bene, ho infatti eseguito le indicazioni che dava proprio un video di help3d.
Sicuramente il file di prova non è adatto per quel tipo di materiale, dovevo utilizzare del PLA, tuttavia farò come mi hai suggerito usando uno slicer.
Grazie per la risposta.
-
Salve,
ho effettuato una prima prova di stampa con un esempio incluso nella stampante.
La stampante è una Labists ET4.
L'oggetto è stato stampato abbastanza bene, solo la parte finale (superiore) non è riuscita bene, ovvero sembra quasi che sia stata compressa.
Allego un immagine dell'oggetto.
Come mai ho ottenuto questo risultato, ripeto il file era già incluso nel software della stampante.
Grazie.
-
E' da un paio di settimane che ho intrapreso questa nuova avventura nel mondo della stampa 3d.
Mi sono iscritto a questo forum per chiedervi alcune delucidazioni e magari suggerimenti.
Magari quando sarò un pò più esperto anche condivisioni.
Grazie.
-
 1
1
-



Labists ET4. Prime stampe col PLA (miglioramenti)
in Problemi generici o di qualità di stampa
Inviato
Salve,
allego alcune immagini delle prime stampe col PLA, chiedo cortesemente agli esperti cosa c'è da migliorare consigli e suggerimenti per avere una stampa soddisfacente e magari con una superficie più liscia.
specifiche:
stampante: Labists ET4
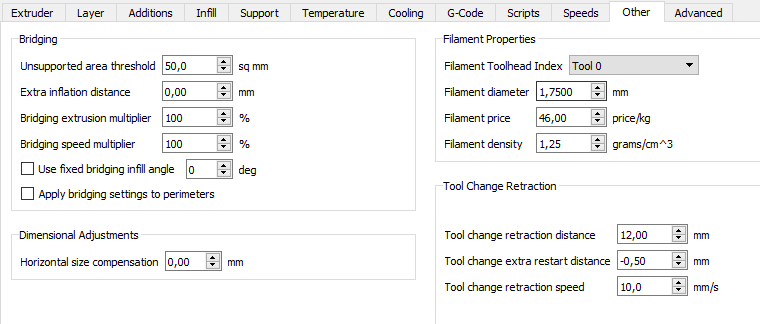
filamento: PLA 1,75mm EOLAS
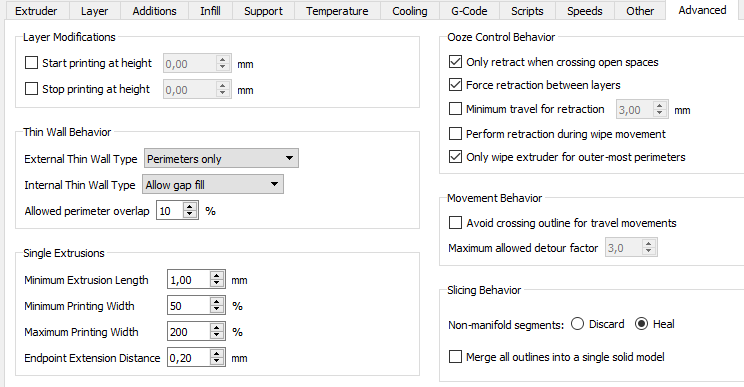
slicer: Simplify3D
temperatura: piatto 70, estrusore 220
velocità: 40 mm/s. velocità movimento x/y 80,0 mm/s. velocità movimento z 5,7 mm/s.
riempimento: 20%
layer: altezza 0,20 mm. layer superiori 4. layer inferiori 4. perimetro 3
raffreddamento: primo layer 0%. dal secondo 100%
estrusore: ampiezza 0,45 (moltiplicatore 0,96 dal test eseguito)
retrazione: distanza 4,00 mm. velocità 50,00 mm/s. distanza di costa 0,20. distanza di pulitura 1,20
Grazie.