

SalvoP
-
Numero contenuti
8 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da SalvoP
-
-
Grazie mille!
Avevo letto qui sul forum un sacco di volte di smagrire la quantità di estrusione, infatti ieri tra le varie prove avevo portato il flow a 90 (da 96 e spiccioli che uso per il PLA) ma non era cambiato niente. Non pensavo si dovesse scendere tanto! Da quando ho calato il flusso a stampa in corso, per un paio di strati il nozzle ha continuato a buttare il materiale che si era accumulato sulla sua superficie esterna, poi ha iniziato a depositare delle linee da applauso 🙂 e i piani sono lisci a specchio! Domani faccio una calibrazione meno rozza e la salvo in CURA.
-
Adesso ho una stampa in rosso (il sopra della scatoletta bianca e il coperchio delle pile). Che sta venendo come al solito ricca di grumi.
Dopo aver letto le vs risposte ho portato il flow a 80 (da 100 che uso per il PLA). Molto alla carlona ma tra qualche layer sapremo se è un problema di sovraestrusione. Se fosse ricalibro e vi dico. Intanto grazie! -
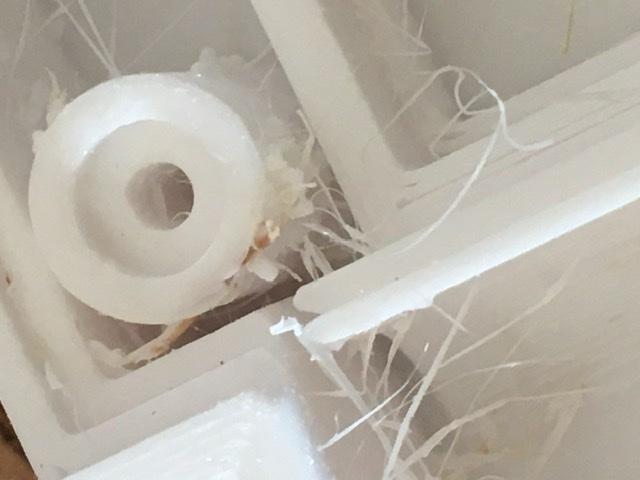
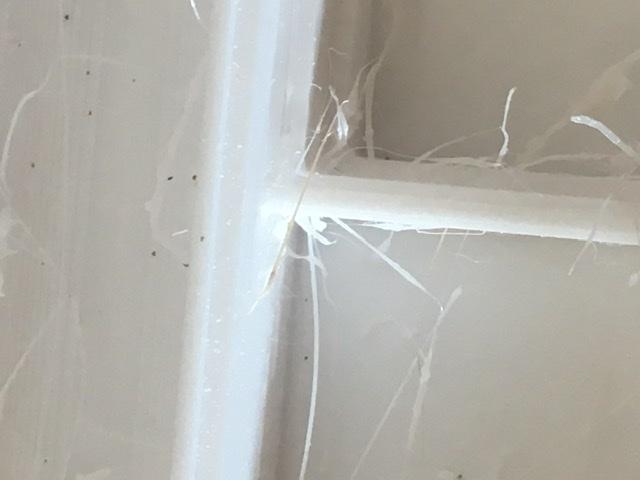
Non so se le immagini aiutano a valutare visto così sembra stringing ma è qualcosa di diverso

-
Grazie intanto.
Si è nuova ed è la seconda che apro (è bianca lucida non trasparente, l'altra è rossa trasparente) danno entrambe lo stesso problema.
C'è da dire che una volta che la stampa è finita, se riesce a finire, l'aspetto delle superfici laterali è ottimo, lucido e senza colature coi layer tutti uguali (a parte il punto dove si attacca il materiale che cade).
Fra mezzora stacco dall'ufficio e metto un'immagine.
-
Buongiorno a tutti,
Dopo diversi chili di PLA ho deciso di provare a stampare il PET.
Il famoso PET di amazon che non si capisce se sia PET o PETG.
Il problema sono i fili che volano qua e là che vengono raccolti dal nozzle caldo, si appiccicano e si accumulano sopra fino a che riescono, poi, quando hanno fatto un malloppo instabile, cadono e si posano a caso sulla parte stampata e si saldano (causando a volte addirittura la perdita di passi sugli assi x e y quando il nozzle li colpisce nelle passate successive).
Ho letto tantissimi post e cercato con google (dove se metti PET che perde i peli vengono fuori cani e gatti), e su tutti il problema sembra essere la tarature della distanza e velocità di retrazione. Il fatto è che nel mio caso sti benedetti sottilissimi fili si formano principalmente durante la stampa delle parti in piano. Come se una parte del PET appena depositato per magia prendesse a svolazzare. Ho fatto i classici test per lo srtinging e alla fine devo dire che con retrazione 8mm e 40mms (sono in bowden) di filamenti tra le torri neanche l'ombra.
Stampo con una GEEETECH A10M - nozzle 0.40.
Slicer CURA.
I primi due layer sembrano non avere questo tipo di problema, dal terzo in poi tutte le parti in piano sono pelose.
Ho provato tutte le temperature a step da 5°C da 225° a 245° ed a variare la ventilazione fino a spengerla completamente.
Ho provato diverse altezze layer (0.8; 1.6; 2.0)
Ho diminuito il flow da 100 a 90 ma non ho notato differenze.
Cosa posso provare a fare?
-
Geeetech A10 M
E’ il mio primo post sul forum (a parte la presentazione). Ciao a tutti, colgo l’occasione per ringraziare i più esperti per i consigli che hanno dato ad altri che all’inizio dell’avventura nella stampa 3d hanno avuto i miei stessi dubbi e problemi. E anche i più sgangheroni, grazie agli errori dei quali sono riuscito ad aggiustare molto la qualità delle stampe senza rompere niente, o quasi. Mi scuso per l’OT.
-
 3
3
-
-
Ciao a tutti!
Ho una stampante Geeetech A10M da Natale 2019. Che appena assemblata (per modo di dire in quanto per il 99% era già montata) stampava benino. Poi per voler passare dal benino al bene... adesso stampa male 🙂... quando stampa! Tutta colpa della Benky 3D.
-
1
-

Basicfil PET Amazon che fa fili ma non per le retrazioni ma mentre stampa i piani
in Materiali di stampa
Inviato
Esteticamente L’ultima stampa è riuscita meglio anche se non bene come una stampa in PLA. Il problema è che gli strati che compongono le pareti sono rimasti slegati e quindi le pareti sono molto flessibili. Cosa posso provare a fare?