

giupe007
-
Numero contenuti
32 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Risposte pubblicato da giupe007
-
-
Ora ho provato ad ordinare una tipologia di ruota diversa vediamo un po’
-
-
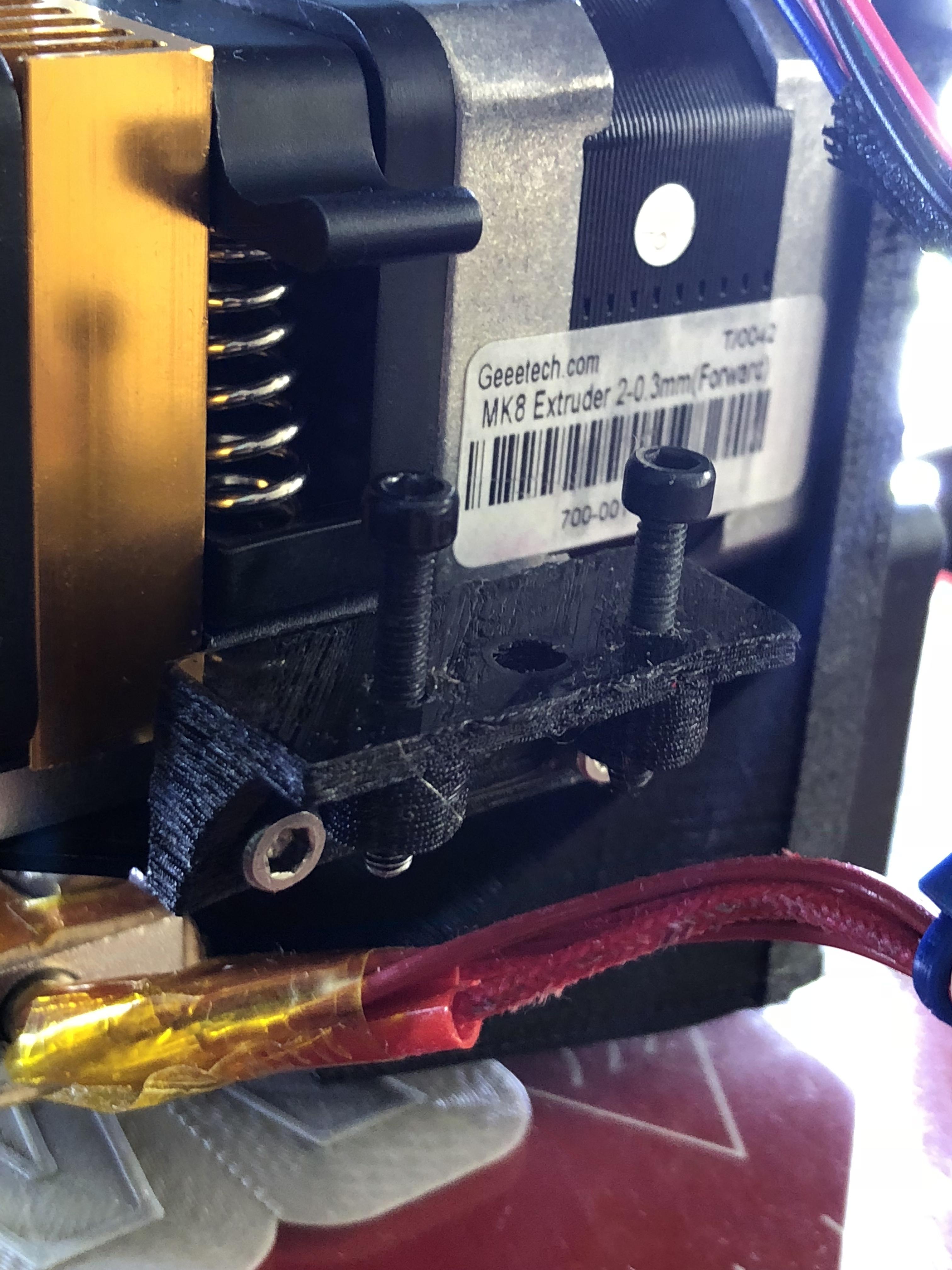
salve a tutti ragazzi vi volevo porre un quesito, visto che attualmente non riesco a trovarne una soluzione, ho una geeetech i3 pro b alla quale ho applicato piccole modifiche per ottimizzare al meglio la stampa.
una delle prime cose che avevo notato era lo slittamento nell'estrusione del filo, da qui ho deciso di montare il kit in metallo togliendo quello in plastica , montando anche la gola e l'ugello da 0.4 al posto che quello da 0.3.
prima di montare l'ugello faccio la prova per lo step per mm e inserisco il nuovo parametro.
Però con il passare del tempo mi sono sempre reso conto che cera qualcosa che non andava vi spiego:
Quando mi capita di fare pezzi più grossi che ampie zone di riempimento sento il classico ticchettio del salto della filamento, con risultati che potete immaginare, naturalmente per poter bypassare questo problema ho abbassato il flow fino a 70 e avevo ottenuto un ottimo risultato ma quando si passa a lavorare su spazzi con riempimenti più bassi giustamente ho problemi di rscarsità di materiale.
quindi attualmente per trovare una soluzione dovrei essere attaccato alla macchina e variare il flow da quando passa dalla base alla realizzazione della parte superiore.
premesso che ho fatto un ulteriore test :facendo passare il filo attraverso l'ugello anche con temperature molto elevate e con velocità più basse tende comunque a slittare.
il codice che consigliavano era il seguente
G1 E150 F200 io ho messo F100 per vedere se slittava meno ma il risultato non è cambiato
con cura ho impostato queste velocità nei progetti che stampo
non so se cambiare nuovamente l'estrusore e scegliere un modello di qualità superiore oppure cambiare il motori che magari è rovinato
aspetto i vostri preziosi consigli

-
Salve ragazzi volevo passare ad un estrusore bowden c’è qualcuno che lo ha già montato sul una i3 pro B se si che modello avete montato e che modifiche avete apportato ?
-
scusami per il ritardo nella risposta ma purtroppo ho avuto un po di problemi con l'ospedale comunque ho montato un alimentatore da 30ah con relativo mosfet da 200ah ora il piatto è perfetto oltre a mantenere la temperatura perfetta si scalda molto prima 25 euro ben spesi ve lo consiglio
-
 1
1
-
-
Niente ho la temperatura che arriva a 65 70 gradi ho deciso ordinare un alimentatore più potente e di mettere un mosfet esterno ho letto che con questa modifica si dovrebbe risolvere e sopratutto ottenere un temperatura più costante
-
Ok perché sull’immagine era messo così grazie per la dritta appena rientro lo faccio subito
-
Salve ragazzi oggi ho provato a stampare l’abs imposto tutti i parametri ma mi sono reso conto che il bed ci mette veramente molto tempo per scaldarsi , una volta che entrambi raggiungo la giusta temperatura parte la stampa ,ma mentre per l’estrusore la tempera e costante per il bed c’è un lento abbassato ho provato più volte ad alzare la temperatura tra programma ma nulla avete qualche idea?
Stampante geeetech i3 pro b
Filo abs 1.75
Programma per slicer cura ultimaker
Programma di svolgimento repetier host -
-
Mi puoi girare il supporto giusto ?
-
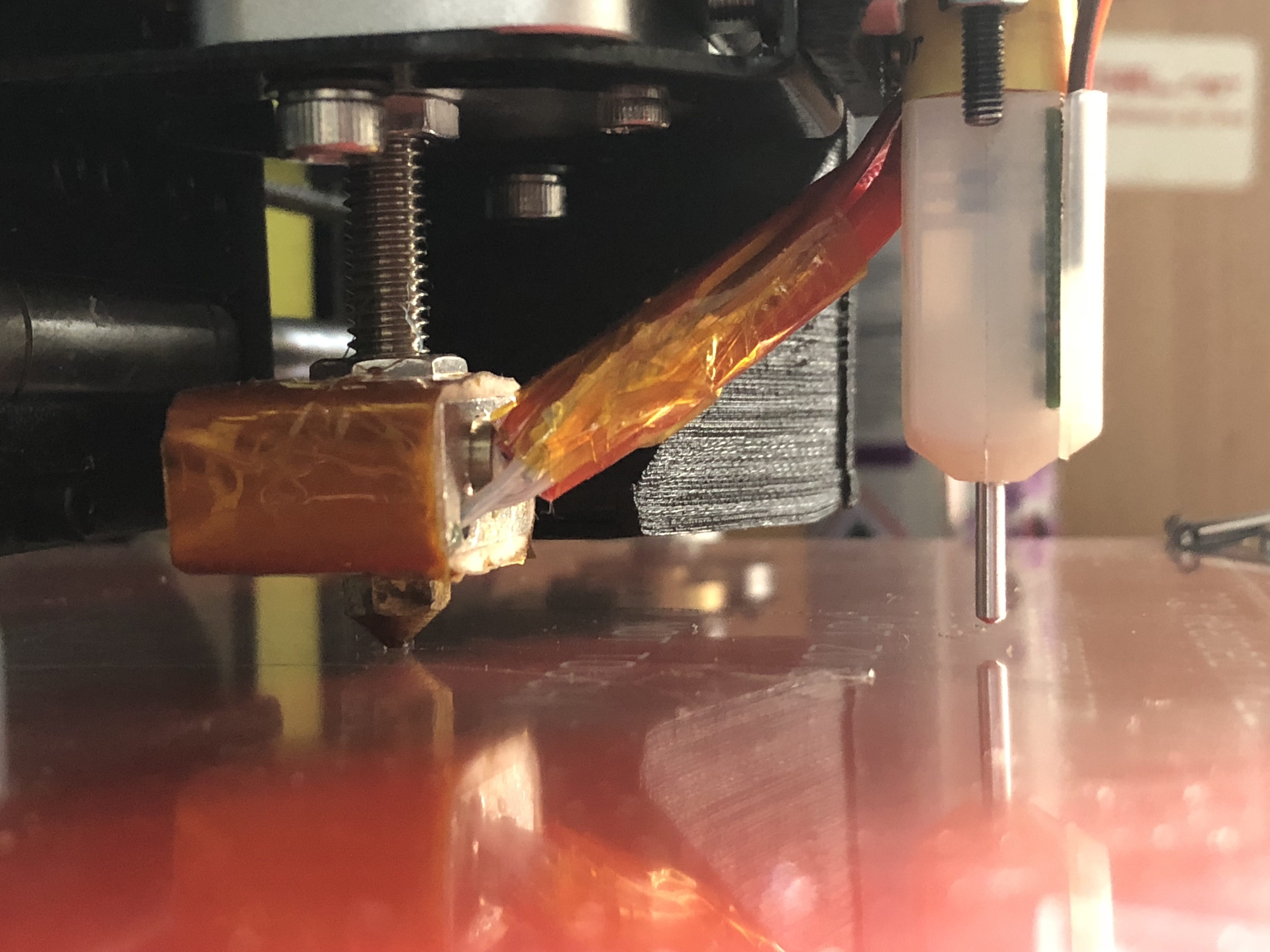
Ecco la situazione attuale
-
ma e normale che con il supporto che ho stampato non tocchi il perno del sensore ?
-
salve a tutti per provare ad ovviare al problema del livellamento del piatto che ho con la mia geeetech i3 pro b ho acquistato il sensore 3d touch , ho gia costruito il supporto e montato il sensore sull'estrusore ce qualcuno che mi sa dire come deve essere collegato e quali passaggi devo settare sulla stampante ?
-
salve a tutti per provare ad ovviare al problema del livellamento del piatto che ho con la mia geeetech i3 pro b ho acquistato il sensore 3d touch , ho gia costruito il supporto e montato il sensore sull'estrusore ce qualcuno che mi sa dire come deve essere collegato e quali passaggi devo settare sulla stampante ?
-
salve a tutti per provare ad ovviare al problema del livellamento del piatto che ho con la mia geeetech i3 pro b ho acquistato il sensore 3d touch , ho gia costruito il supporto e montato il sensore sull'estrusore ce qualcuno che mi sa dire come deve essere collegato e quali passaggi devo settare sulla stampante ?
-
si uso il foglio ma ho provato anche a cambiare tipo di foglio con un altro spessore ma il risultato e il medesimo.
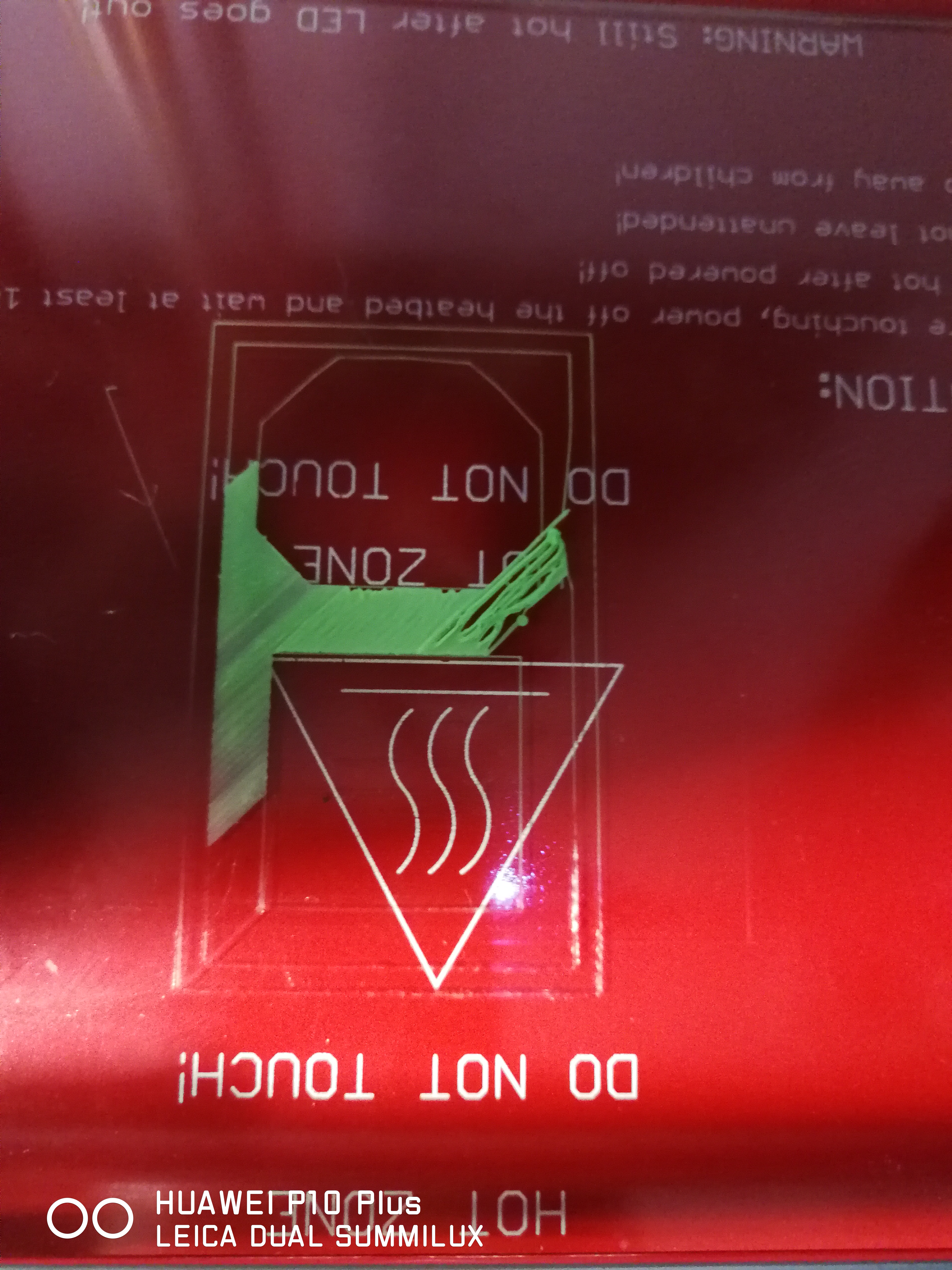
purtroppo sui 4 lati è perfetta ma sulla parte centrali e troppo vicina e fa cosi attualmente ho dovuto selezionare il primo layer ad 1mm ma comuque i risultati no sono buoni
-
Ecco come risultano le stampe già dal primo layer
-
l'estrusore funziona perfettamente la stampa dopo averla regolata in movimento va bene e un peccato perchè se non si fa cosi non ce speranza le mie impostazione tramite repetier
-
No non li stampa si vedono i segni della lacca asportata dall'ugello
Per stampare ho dovuto fare una calibrazione in movimento
-
La stampante è una geeetech i3 pro B sto già usando repetier-host e cura ho già installato i 4 angoli e rimosso le farfalle
se lascio la calibrazione fatta con i 4 punti non vedo nessun deposito di prodotto per almeno i primi 3-4 layer
in questo momento ho eseguito una calibrazione con macchina in movimento e sta venendo una cosa quasi decente.
a questo punto credo che la cosa migliore da fare sia provare ad installare un sensore di Bed level altrimenti non so proprio cosa fare
-
e lo posso montare anche sulla mia i3 pro B
-
salve a tutti ho un piccolo problema con il livellamento del piatto della mia i3 pro b vi spiego.
riporto tutti gli assi in posizione home -stacco a corrente dei motori-e muovo il piano e l'estrusore sui 4 punti esterni e in fine al centro.
per i quattro lati ho lo stessa frizione con il foglio mentre quando arrivo sulla parte centrale la frizione molto più alta quasi come se non passasse neanche il foglio.
premesso che ho sostituito anche il vetro ma il risultato non è mai cambiato.
avete qualche consiglio?
-
Tutto risolto grazie per le vostre dritte
-
1
-
-
mi potete postare i paramentri che avete nella vostra i3 caricati tramite Arduino?
.png.763c70cca8347a480a9f6d111a569796.png)
.png.6ab668a82b84b056120443f8ff6a5337.png)
.png.51a01e3c358cfc3d3dd961be46c45f7e.png)
.png.292207deb315d859bc210a349ff49714.png)
.png.c2376e48e2682398858d3d38273c12d6.png)
.png.54107de1ca1502da966d1a2c041250cb.png)
.png.10d520f569ea637e2e0e18ff7981a4a8.png)
.png.4644c8cd8f540222a1352e3003160464.png)
problema estrusione i3 pro b
in La mia prima stampante 3D
Inviato
Infatti ho appena installato lo stesso ingranaggio e sembra di aver risolto e solo da perdere un po’ di tempo con l’allienamento con il cuscinetto ma una volta trovato il gioco è fatto