xnos89x
-
Numero contenuti
20 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di xnos89x
-
Retraction Ozing o cosa?
xnos89x ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
E quindi ? La stampi a ventola totalmente spenta? Inviato dal mio iPhone utilizzando Tapatalk -
Retraction Ozing o cosa?
xnos89x ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
Secondo me il problema è il raffreddamento. nei primi layer l’uscita dell’aria è vicina al piatto e si distribuisce bene( rimbalza sul piatto). Mentre sali ti allontani dal piatto , e probabilmente il flusso d’aria va più verso il basso che verso la stampa. Questa è la spiegazione che mi sono dato. Vediamo gli altri cosa ne pensano 🤷♂️ -
Retraction Ozing o cosa?
xnos89x ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
da quando avere dei tubi in ptfe è sinonimo di componentistica scadente? e cmq la pro w è direct @Piero73se il nozzle che hai è quello originale la pro w di solito viene spedita con nozzle da 0,3 non da 0,4 pero controlla lo stesso nel tuo caso posso sbagliarmi nel tuo caso prova una retrazione dai 3 hai 4 mm e una velocità dai 55 hai 65 mm/s riprova le torri e posta il risultato quante ore di lavoro su per giu hai fatto con quel nozzle? che velocità di stampa stai usando? e temperatura? La componentistica scadente : estrusore o tubi in ptfe. Non ho detto che i tubi in PTFE sono scadenti in generale. Ho detto che alcuni modelli di tubi sono non uniformi , e il foro non è da 2mm per tutta la lunghezza. Questo causa una cattiva movimentazione. Ma essendo una direct , non importa.... Inviato dal mio iPhone utilizzando Tapatalk -
Qualità pareti verticali
xnos89x ha risposto a xnos89x nella discussione Problemi generici o di qualità di stampa
Regolato 10 volte ogni volta che stampo un cubo viene fuori un valore diverso. Inviato dal mio iPhone utilizzando Tapatalk Ovviamente fatta. Va da 200 a 230 questo PLA. La temp a 200 viene perfetta , ma debole la tenuta dei layer, quindi stampata a 215 tiene meglio. Comunque ho un altro oggetto, stesso filamento , colore diverso, che stampato a 195 fa la stessa cosa. Inviato dal mio iPhone utilizzando Tapatalk -
Qualità pareti verticali
xnos89x ha risposto a xnos89x nella discussione Problemi generici o di qualità di stampa
Come? -
Qualità pareti verticali
xnos89x ha risposto a xnos89x nella discussione Problemi generici o di qualità di stampa
Stampavo a 195 gradi( PLA+ 200 min). Layer troppo delicati, non aderivano bene. Inviato dal mio iPhone utilizzando Tapatalk -
Retraction Ozing o cosa?
xnos89x ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
Hai la ritrazione a 0,8 mm....almeno 6mm per una Bowen ...speed da 30 in su Inviato dal mio iPhone utilizzando Tapatalk -
Qualità pareti verticali
xnos89x ha risposto a xnos89x nella discussione Problemi generici o di qualità di stampa
Ho controllato l’asse decine di volte. Ho stretto ( forse anche troppo) e poi allargato. Adesso se smonto la vite godronata e faccio muovere l’asse si muove abbastanza liberamente. Non è estremamente scorrevole , ma si muove liberamente. Ho anche lubrificato i cuscinetti delle ruote dell’asse Z. il cubo viene alto 19,78-19,85. -
Retraction Ozing o cosa?
xnos89x ha risposto a Piero73 nella discussione Problemi generici o di qualità di stampa
-Temperatura troppo alta. PLA? Parti da 180 a salire. -Poca distanza ritrazione. Hai una direct o Bowden ? -Velocità ritrazione troppo bassa o troppo alta ( stai su 35mm/s +- 5) -Filamento scadente -Componentistica scadente ( sopratutto estrusore e tubi in ptfe) -
Qualità pareti verticali
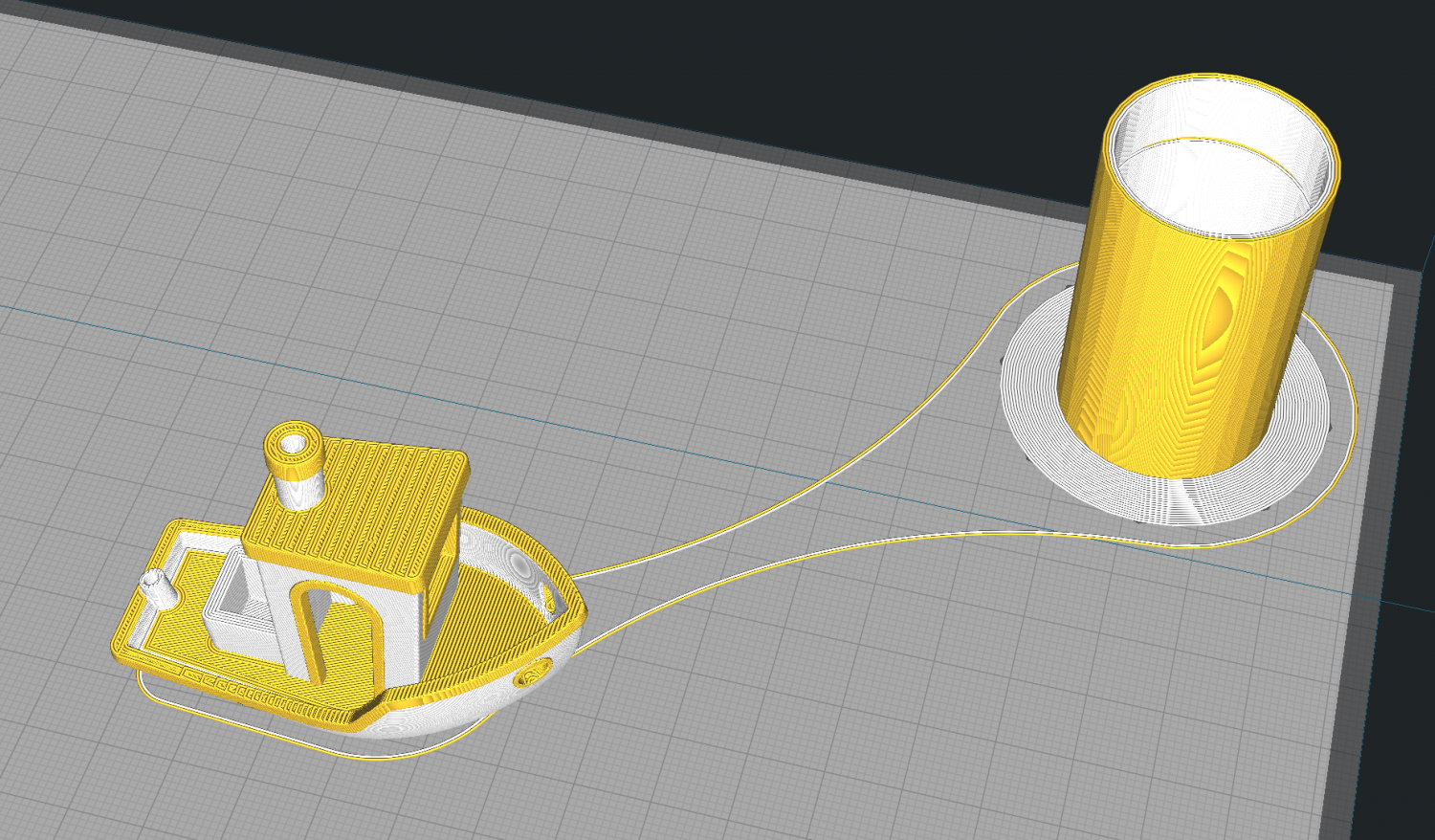
xnos89x ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, Sto uscendo pazzo, ho provato 100 impostazioni diverse, ma il problema resta lo stesso. Ho regolato gli step/mm dell’estrusore, ho regolato il flusso, fatto varie prove di temperatura , regolato lo z offset più o meno stretto ( utilizzando uno spessimetro ho lasciato da 0,05 a 0,15 mm tra piatto e nozzle). Ho stretto il dado eccentrico di X e Y, sostituito il raccordo vite godronata motore , con un giunto elastico + pallina per evitare la compressione. Devo dire che questo è stato l’upgrade che ha dato i risultati migliori. Il problema è sempre lo stesso: la qualità fa schifo , sopratutto la sovrapposizione dei layer. Ho stampato da 0,1 a 0,3. Ho provato con un primo layer da 0,15 fino a 0,25. Ovviamente ho testato 5 bobine di marche diverse di PLA+ ( sunlu , geeetech, esun, labists). Qui le foto, sperando che potrete darmi una mano. Questo pezzo è stato stampato a 60mm/s , primo strato a 20 mm/s , layer da 0,25( di solito stampo a 0,15 ma essendo in grande pezzo ho stampato più alto, il difetto è identico anche nelle altre stampe ) Temperatura 215 gradi, ho anche verificato con un termometro laser l’hotend e la sonda è abbastanza precisa (+-2 gradi ). -
Cura e stampa multicolore con un solo estrusore
xnos89x ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Ho letto meglio.... In poche parole nessuna delle loro stampanti ha il nozzle condiviso, ne consegue che questa scelta che hanno fatto aiuti a tenere attivo anche il nozzle in standby, evitando che non abbia un estrusione pulita al riutilizzo. Inoltre facendo così DICONO che si utilizzi meno materiale e che la torre sia più stabile....BOHHHH In ogni caso dalla versione 4.6 in poi è così. Proverò ad usare prusaSLicer, avete consigli su qualche configurazioni di prusaslicer? -
tmc2208 A20T Modifiche Hardware
xnos89x ha risposto a xnos89x nella discussione Hardware e componenti
Grazie delle info. In realtà ho già provato a compilare il firmware, ma ho avuto problemi con il return to home. Dando il comando G28, fallisce il ritorno a casa....ho usato il file di esempio per la A20T che è presente su GitHub ...ma non va. Ho provato con varie configurazioni alternative , ma non va. Inoltre su board.h è presente solo la GT2560 v3 e non la v4....[emoji2369] Inviato dal mio iPhone utilizzando Tapatalk -
tmc2208 A20T Modifiche Hardware
xnos89x ha risposto a xnos89x nella discussione Hardware e componenti
Sono alla prime armi con la stampa 3d, ma ho oltre 15 anni di esperienza con elettronica , firmware e componenti [emoji1][emoji1][emoji1]. La stima dell’ETA di octoprint è una porcheria. Una stampa finita in 11 ore ( venuta malissimo) mi dava come era 3,5 giorni!!! Sempre da octoprint la previsione prima dell’inizio era 6 ore.... non capisco queste enormi differenze. Inviato dal mio iPhone utilizzando Tapatalk -
tmc2208 A20T Modifiche Hardware
xnos89x ha risposto a xnos89x nella discussione Hardware e componenti
La mia scheda è la GT2560 v4, il firmware con bltouch è per GT2560 v4.1b....non so se ci sono solo migliorie di componenti o differenze reali tra queste due schede. Beh almeno sarebbe più silenziosa.In ogni caso per adesso lascio stare. Invece da dove prendi i valori delle accelerazioni?In cura sono nelle impostazioni della stampante o in quelle del profilo di slicing? -
tmc2208 A20T Modifiche Hardware
xnos89x ha risposto a xnos89x nella discussione Hardware e componenti
gli step drive li vorrei cambiare perchè è troppo lenta, troppo....mediamente il 30% in più rispetto a quello che prevede cura...In più molto rumorosa e il motore del piatto surriscalda(50 gradi) Il firmware ho dovuto cambiarlo per mettere il BLtouch. Vorrei mettere il 2.0. Quello che fornisce la casa è per una scheda diversa, vorrei capire se questo influisce. La seriale non so che fare. Comunque stasera stringo tutto, calibro piatto, step/mm ed flow.Provo e vedo se mi stampa discretamente. -
Cura e stampa multicolore con un solo estrusore
xnos89x ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Allora sono sicuro del fatto che estruda prima il motore uno(vecchio filamento) e poi l'estrusore due( nuovo filamento). Non sono riuscito a fare il cubo, ma solo un cilindro cavo, estrude troppo poco materiale al cambio colore. Direttamente da cura, si vede che il software fa estrudere ad ogni layer tutti i colori.
-
tmc2208 A20T Modifiche Hardware
xnos89x ha risposto a xnos89x nella discussione Hardware e componenti
Multi colore non sono riuscito a stampare niente in maniera pulita. Allora per adesso ho preferito provare solo con il monofilamento, per imparare bene le configurazioni di cura, i materiali e le temperature. Ho stampato benino i primi cubi e le prime barchette.Poi solo problemi di stampe fallite per la chiusura della seriale e comunque pessima qualità. Stasera provo a smontare il piatto, regolare bene le guide e stringere le ruote, tendere le cinghie ...insomma controllo la parte meccanica. Poi andrò a salire di livello -
Cura e stampa multicolore con un solo estrusore
xnos89x ha risposto a Carsco nella discussione Software di slicing, firmware e GCode
Io con cura non riesco ad avere stampa pulite con una geeetech A20T. E' un mono nozzle con 3 estrusori , e con cura ho forti contaminazioni di colore a causa della più stupida torre di spurgo possibile. Nella Prime Tower estrude anche il colore da cui si dovrebbe pulire !!!! cioè ogni strato di torre estrude il colore precedente ed il colore che dovrei utilizzare, creando un mix indesiderato. Come avete risolto voi? Cura 4.7 -
Ciao a tutti. Sono un infelice possessore di una geeetech A20T 😁
xnos89x ha pubblicato una discussione in Presentazioni
Buonasera a tutti, Complimenti per questo forum, ricco di consigli e ben organizzato. Spero di poter trovare aiuto per una stampate di cui sono entrato in possesso un po' per caso e che mi sta facendo impazzire. AIUTOOOOOO🤬 -
Ciao a tutti, Sono nuovo del mondo 3D, e devo dire che mi sta divertendo moltissimo. Tra i vari forum che ho visto, questo è quello che preferisco e ho deciso di chiedere a voi esperti consigli vari. Sono casualmente possessore di una A20T nuova, regalatami da una persona che non ha avuto modo di metterla in funzione. Al momento sto avendo un casino di problemi con questa stampante, forse anche a causa di errore che ho commesso. Qui vi elenco i punti su cui ho dubbi: Che Firmware consigliate? ho installato il BLtouch/3Dtouch. Al momento ho il firmware originale della geeetech 1.1.8 marlin (loro lo chiamano v2.2 GT2560V4.1b Support 3Dtouch) anche se ho la scheda GT2560 v4.0 Sto avendo problemi con interruzioni delle stampa da octoprint. Va in timeout la seriale e chiude la connessione. La stampa si blocca e filamento addio…Non riesco a capire se è un problema del raspberry 3 B+ o della scheda. Consigli? Vorrei sostituire gli step driver con i TMC2208 o TMC2209, però sono indeciso tra la modalità legacy o UART. Che cambia? la mia scheda supporta la seconda? e poi come li configuro: stealthchop 2 o spreadcycle? Grazie a Tutti😁