GenFi
-
Numero contenuti
12 -
Iscritto
-
Ultima visita
Obiettivi di GenFi
")



-
Fuoriuscita di materiale hotend
GenFi ha risposto a GenFi nella discussione Problemi generici o di qualità di stampa
è un petG della SUNLU, acquistato su Amazon. -
Fuoriuscita di materiale hotend
GenFi ha risposto a GenFi nella discussione Problemi generici o di qualità di stampa
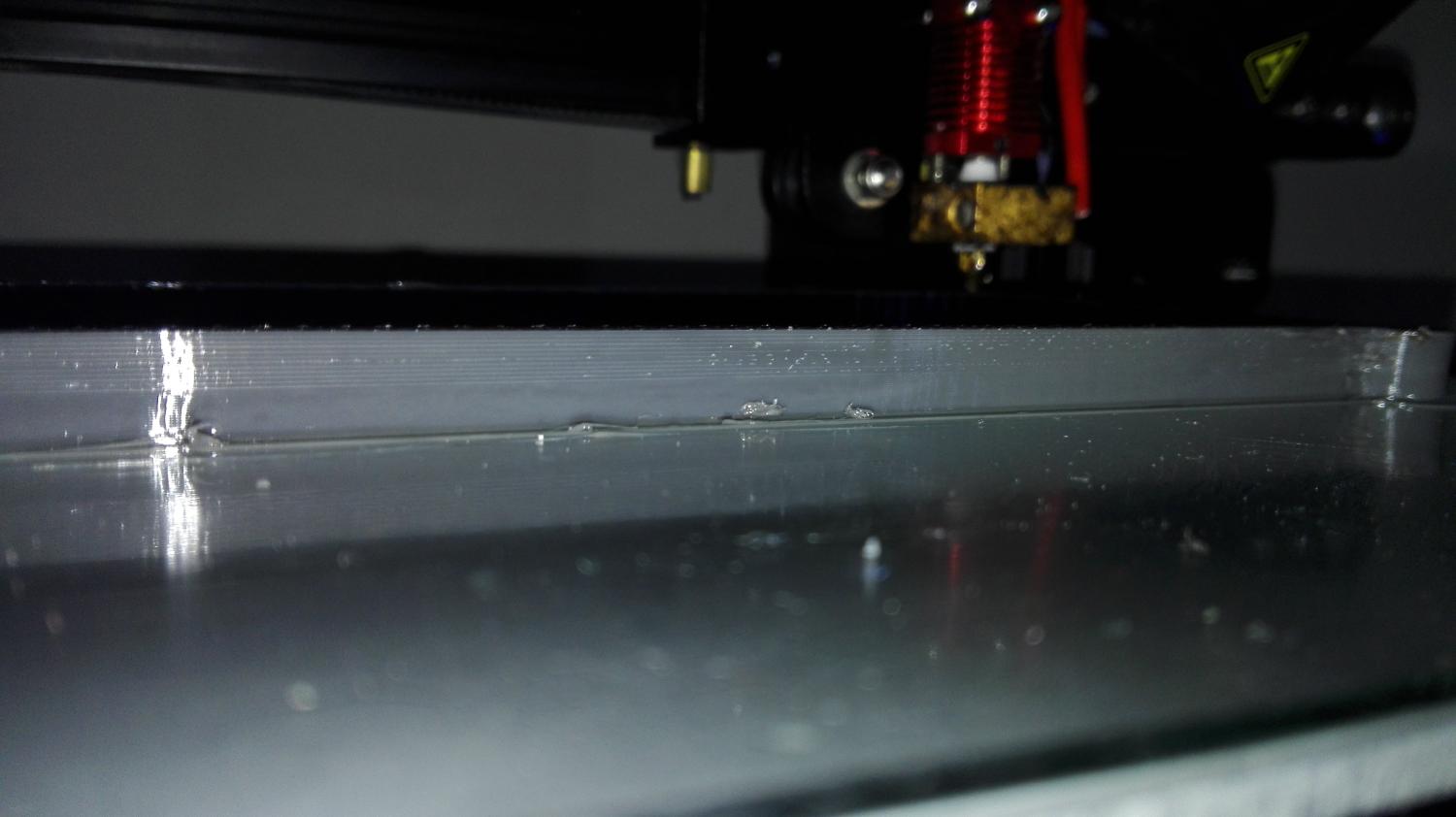
Ciao Killrob, a quella temperatura la stampa sta uscendo bene, ho dovuto alzare un po' la temperatura del piatto, con lacca ovviamente per aderire meglio .... ma i 210 non vanno male. Ti inserisco un immagine, spero si capisca.
-
Fuoriuscita di materiale hotend
GenFi ha risposto a GenFi nella discussione Problemi generici o di qualità di stampa
Risolto con l'utilizzo del teflon, come consigliato da Fonzy. Grazie ancora P.S. non so come si chiude la discussione .... alla prox, buone vacanze a TUTTI.
-
Fuoriuscita di materiale hotend
GenFi ha risposto a GenFi nella discussione Problemi generici o di qualità di stampa
Grazie Fonzy, l'utilizzo del teflon non mi era mai capitato di sentirlo, lo proverò senz'altro. A dire il vero non mi è capitato nemmeno di vedere il bozzo di materiale fuoriuscito, l'ho notato ora perché ho smontato la ventola. Provo e vi faccio sapere. Grazie -
Fuoriuscita di materiale hotend
GenFi ha pubblicato una discussione in Problemi generici o di qualità di stampa
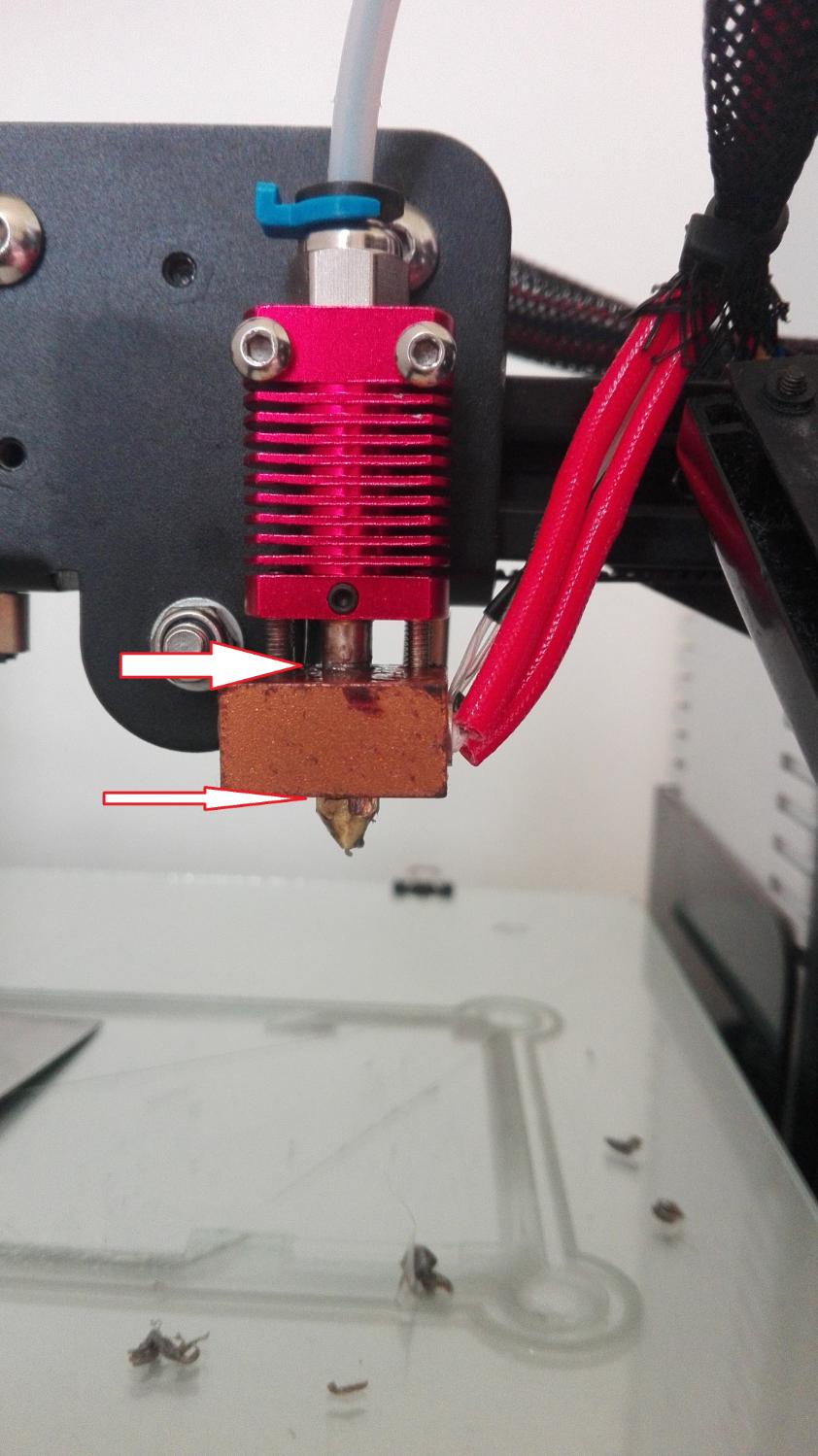
Buongiorno ragazzi, vorrei mostrarvi un immagine (in allegato). Possiedo una Ender 3, sto stampando con PETG, piatto 80°C, ugello 210°C. La stampa non è male, il materiale poggia bene sul piatto ma dopo un ceto tempo di stampa comincio a notare una fuoriuscita di materiale fuso dai punti indicati dalle frecce nell'immagine. Vi dico che tutto l'hotend, compreso l'ugello è nuovo, cambiato da qualche giorno. Qualcuno mi saprebbe indicare da dove nasce questo problema ? Grazie come sempre
-
Sul diametro ci siamo, per il previev si, ho controllato direttamente il processo in Simplify3D, ma la stampa "virtuale" non mostra quelle striature. E continuo. Ho anche fatto una calibrazione degli assi, pensando che fosse un problema hardware, l'ho fatto con il cubetto da 20mm come da guide in rete e successivamente anche l'estrusore E. Particolati correzioni sugli assi non erano necessarie, le tolleranze erano minime ....
-
Adesso è in stampa. Sulla parte inferiore, primo layer ho notato una quantità di striature notevolmente inferiore alla stampa precedente. Aspetto che mi stampi i layer superiori, vediamo se i difetti sono visibili o meno. Nelle zone dove ci sono righe meno calcate sembra che venga apportato meno materiale, questo in precedenza ha creato dei buchi sulla parte superiore del pezzo (ultimi layer). Con riferimento alla foto del post precedente, in caso di errore proverò ad alzare di un altro 0,05 il moltiplicatore di estrusione ... vi farò sapere.
-
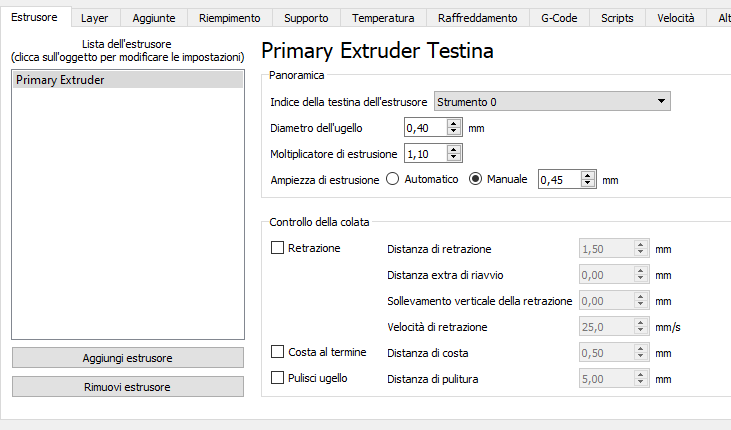
Intendi questi parametri ? questi sono i parametri che sto utilizzando ora, la situazione non cambia ma ti posso dire, se serve, che migliora.
-
E una Ender 3
-
Ciao Killrob, il problema sta nell'alternanza delle righe, se noti non è continua la stampa. Questo si riflette anche sugli ultimi strati avendo cosi una pessima finitura.
-
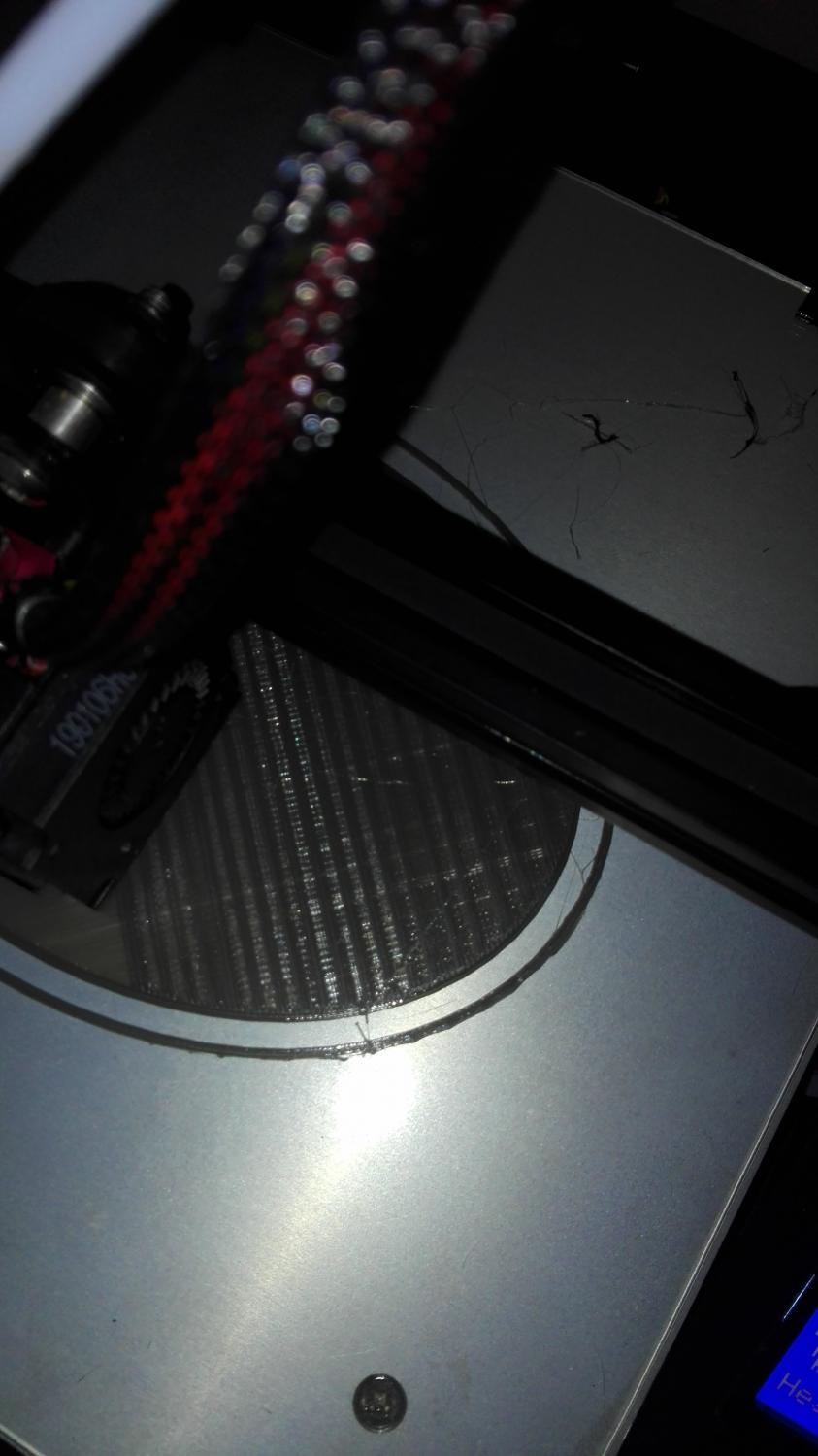
Buongiorno a tutti, Vi chiedo un aiuto per l'immagine allegata, gli strati di stampa continui (primo, secondo ecc... ed ultimo) si presentano con queste linee continue alternate. Qualcuno sa da cosa può dipendere? vi scrivo alcune impostazioni di stampa: Slicer: Simplify3d Materiale: PetG Temperatura di stampa: Ugello 240/235, piatto 80/75 (ugello 0.40mm) nessuna ritrazione impostata velocità di stampa 50 mm/s l'ultima prova che ho fatto, ho portato il moltiplicatore di estrusione ad 1.05 ottenendo l'immagine allegata (provato anche a 0.90 e 0.95) Vi ringrazio anticipatamente per eventuali suggerimenti, se occorrono altre info ve le scrivo. P.S. la stampa dei perimetri laterali viene bene.
-
Ciao Ragazzi, un caloroso saluto a tutti Voi, è da molto che seguo questo forum, ho deciso di iscrivermi ed unirmi alla community. Un ringraziamento per tutto il lavoro che fate.