lele9552
-
Numero contenuti
30 -
Iscritto
-
Ultima visita
Obiettivi di lele9552
")





-
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
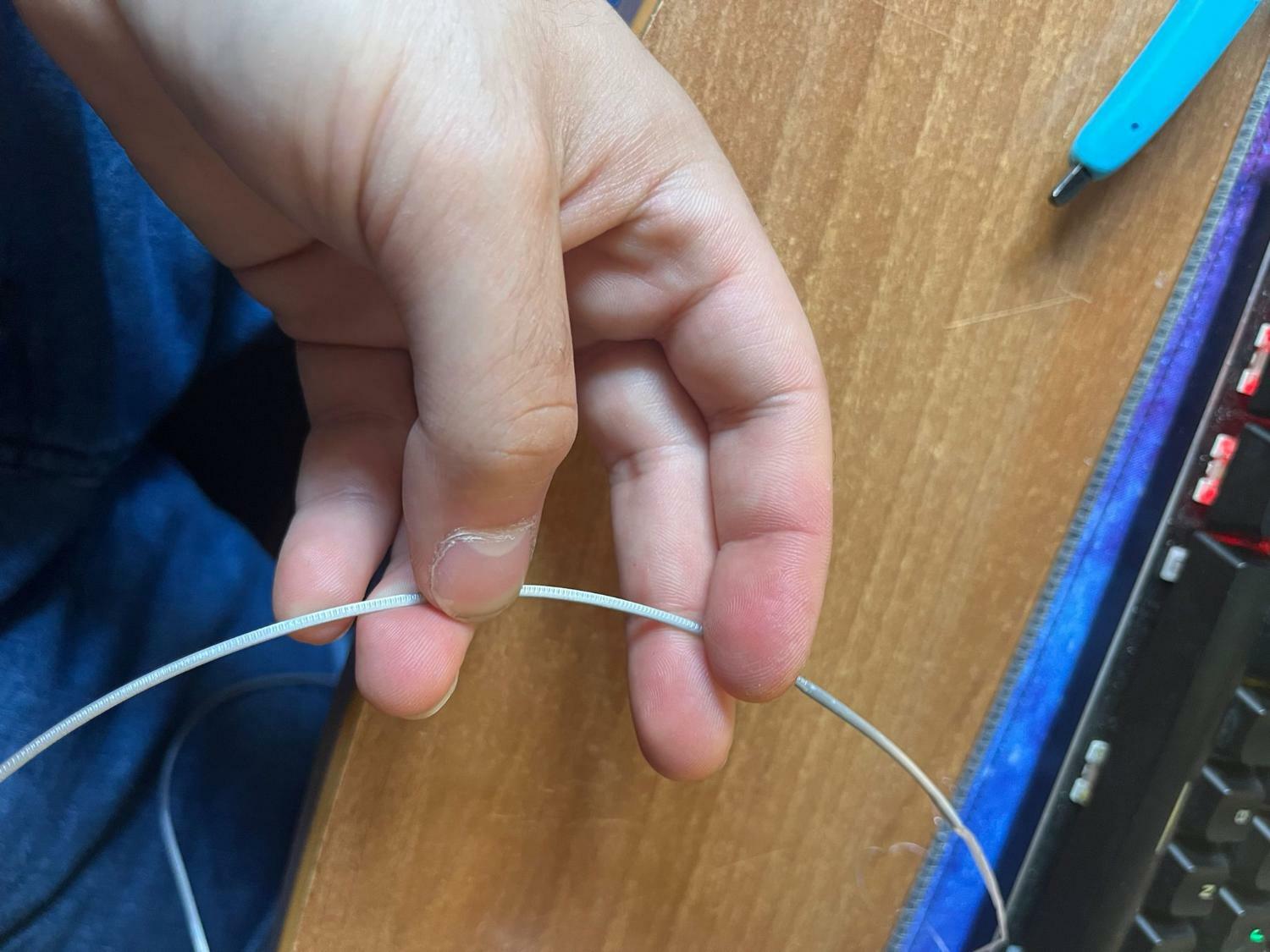
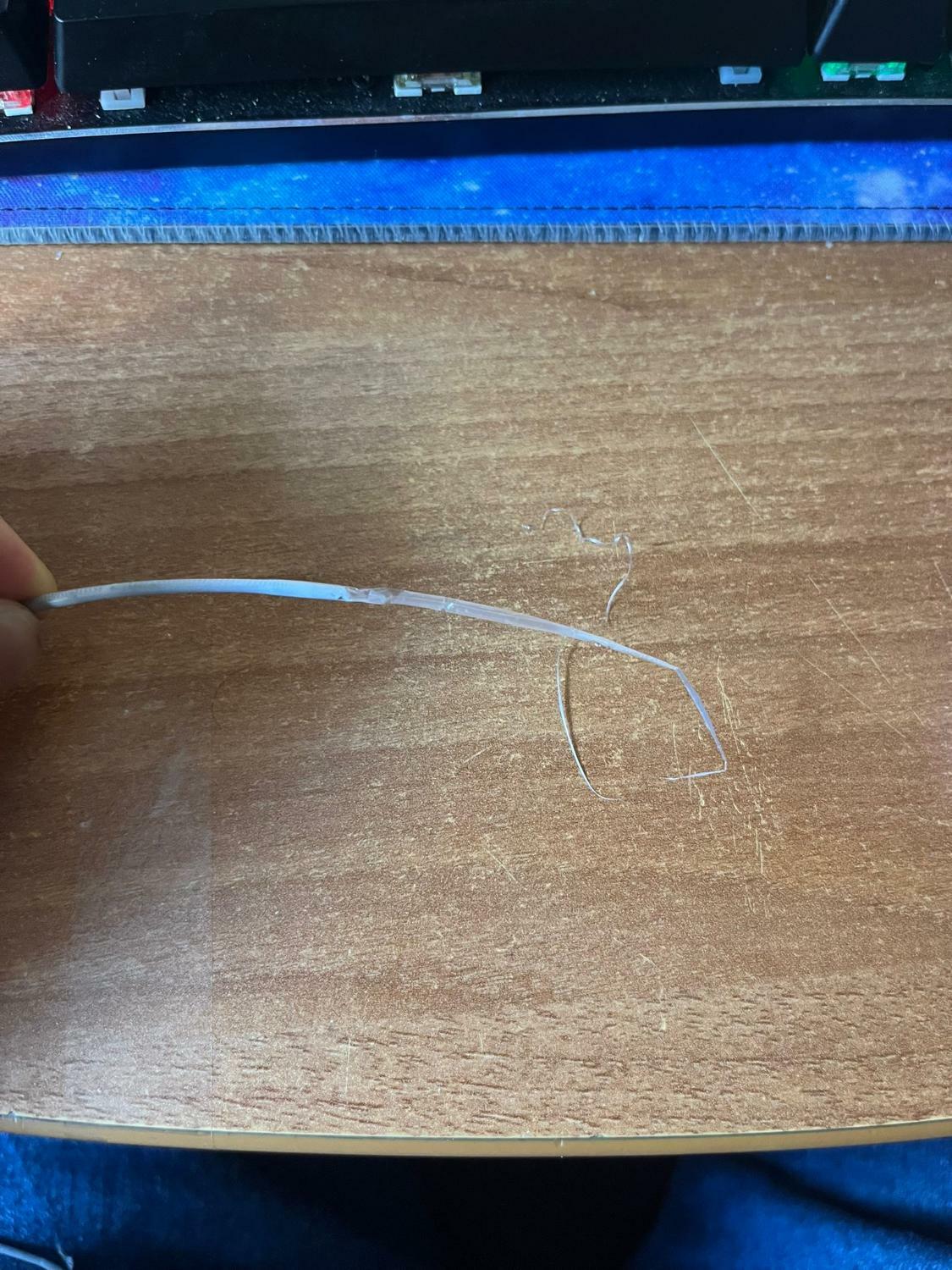
Ciao a tutti, riesumo questo mio vecchio post per aggiornavi sulla situazione: ho scoperto che il problema principale era il bowden, in quanto dopo averlo smontato completamente e rimontato con accortezza, il problema si è risolto in buona parte. L'accortezza è stata più che altro sostituire la ruota godronata, mettere una rondella sotto la leva/puleggia e allineare in generale meglio il tutto. Dico in buona parte perchè attualmente se n'è verificato un altro, ma sembra di facile risoluzione: sostanzialmente il filo viene tagliato dal corpo del bowden, penso sia realizzato maluccio. Vi posto un video. Questo fa si che anche in questo caso dopo qualche tempo di utilizzo si formi troppo ingorgo di trucioli e il filo venga trascinato più lentamente in quanto vi è la resistenza del materiale in eccesso. Vorrei allargare quel foro, non vorrei però andare in contro ad altre problematiche, voi ne vedete di possibili? io no.. grazie del vs supporto. whatsapp-video-2023-10-24-at-110515_Zex0Z81L.mp4 -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Non ho autolivellamenti, solo l'uso di strati adattivi che fanno si che vi siano strati da 0.24, ma non c'entra niente... -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
per calibrazione intendevo all'inizio che ho regolato i vari giochi degli assi, in particolare il piatto si muoveva in diagonale ed il profilo dell' asse x, dal lato in cui non c'è la vite aveva un gioco di 1 cm e presentava un disallineamento da lato a lato di 3.5mm, quindi era diventato impossibile regolare il piatto per ovvii motivi. relativamente la regolazione step/mm dell'asse Z, ci avevo già pensato, ma il test è risultato ottimale. In realtà a parte tirare su l'asse di una certa quota "grande" mi sono armato di pazienza ed ho testato anche movimenti di 0.1mm alla volta per scongiurare problemi dovuti a movimenti molto piccoli. Sale correttamente di quanto deve salire. Ora sto facendo una stampa dando un occhio alla quota Z riportata sullo schermetto; voglio indagare se ci sono problematiche software, perchè di hardware non so più dove metter le mani.. -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
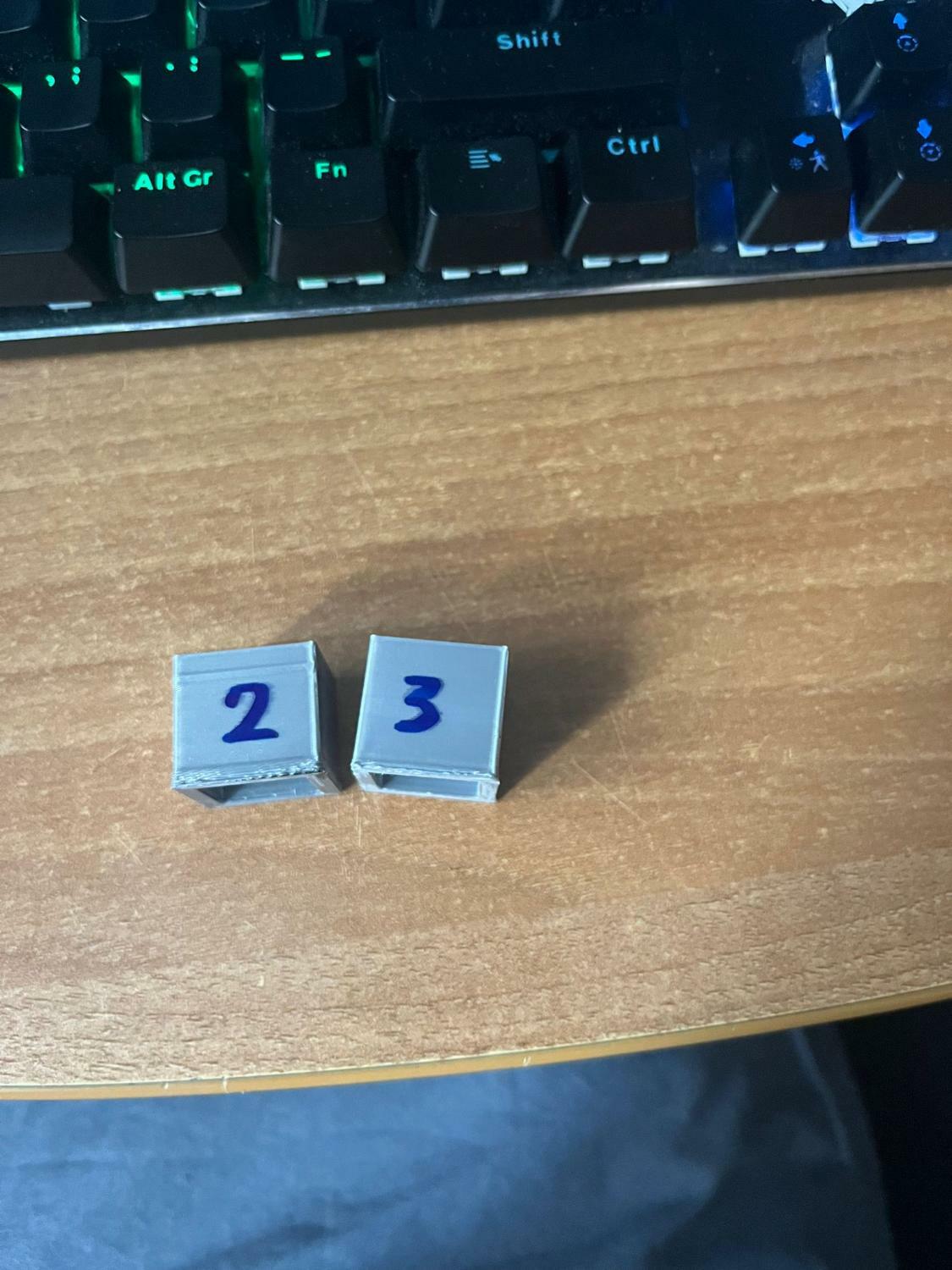
Aggiornamento: ho acquistato un gruppo estrusore nuovo completo, trovandolo a una quindicina di euro, con ventole ed estrusore nuovi (le ventole nuove si sente proprio che girano molto più veloci), smontato e rimontato tutto il gruppo estrusore, scaldato a temperatura di stampa facendo estrudere per una decina di minuti il materiale, il filo esce poi tranquillamente dal ptfe e non ha rigonfiamenti. Ho eseguito la calibrazione degli step/mm estrudendo 200mm di filo ed ho trovato il valore di 97.3 step/mm. (default 93). Ripetuto il test per 3 volte Ho stampato poi il cubetto 20x20xH20 ed è risultato 19.95x20.07x19.2 Sono anche stato a guardare tutto il tempo la ruota godronata, avendo smontato tutto e rimontato, ed il filo non ha nè slittato, nè nulla. Ho provato poi a stampare un oggetto semplice alto 23mm con uno scalino alto 15mm, anche lo scalino risulta 1 mm e rotti più basso, per cui è come se scalasse tutto ciò che è sull'asse Z. Chiaramente a slicer l'altezza del pezzo è corretta. Visto uno dei cubetti un po' irregolari (vedi in foto nr. 2), ho smontato anche l'asse Z separando i due carrelli e facendoli scorrere da soli sui rispettivi profili verticali, riscontrando un eccessivo attrito, così li ho regolati come si deve e rimontato l'asse correttamente, infatti ora a mano girando la vite è molto più fluido il movimento. Risultato ultimo? cubetto nr. 3 praticamente perfetto ma ancora alto 18.9mm! Altro non so che fare sto impazzendo sul serio, mi sa che la butto al vento!
-
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
ah ok allora no.. si parlavo della ventola laterale che raffredda il materiale, credevo intendessi quella (che parte appunto a seconda di come imposto la stampa), mentre quella frontale è perennemente accesa con la stampante e penso non sia neanche editabile la sua potenza.. in ogni caso l'unica allora è provare a cambiarla, anche se difatto va.. mi pare un po' strano che giri ma non renda più ma non sono esperto in materia -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
UP: ho stampato a oltranza cubi 20x20x20 e mi viene SEMPRE 19.9x19.9xH compreso tra 19 e 19.2 tra i vari pezzi. In particolare partendo da step/mm 93 sono passato prima a 96.27 con le dovute misure e successivamente provando il cubo a 101.87. A questo punto escludo sia quello il problema. Per quanto riguarda il filamento, estraendolo dopo questa serie di stampe, è venuto via liscio(finalmente), è molto meno seghettato e più uniforme nel diametro. Misurandolo tuttavia negli ultimi 5/6mm fa 1.9 anzichè 1.7. Potrebbe dipendere tutto dalla ventola? l'ho sempre usata al 40/50% potrei farla andare a palla -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Ok, attualmente ho fatto la prova degli step/mm con 200mm di estrusione ed ho misurato 193.2mm, pertanto ho impostato il nuovo valore nel G-Code base di Cura (non posso salvare in EPROM con ender 3 originale). Ripetendo la prova due volte escono sempre 200mm giusti. Tuttavia ho fatto delle prove di stampa ma vengono ancora di altezza ridotta. Tirando poi fuori il filo lo sento ancora duro, è dovuto alla pressione sulla ruota dentata in quanto esce molto seghettato e fa molto attrito nel tubo. L'estremità a contatto con l'hotend non viene fuori gozza ma giustamente più liscia in quanto fusa. Sto cercando di settare la pressione in tutti i modi ma credo sia proprio mal dimensionata la molla.. Tanto per chiarezza, mettendo un pezzo di filo nell'estrusore, a tubo smontato, deve uscire liscio liscio facendolo girare sulla ruota dentata o un pelo seghettato va bene? ti posto delle foto. In questo momento sto provando un ultimo settaggio, serrando la vite della leva dell'estrusore in modo che schiacci il meno possibile il filo sulla ruota dentata.
-
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Ok proverò a fare questi test. Riguardo la ventola come posso testarla? Per andare va... Cosa dovrei guardare? -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
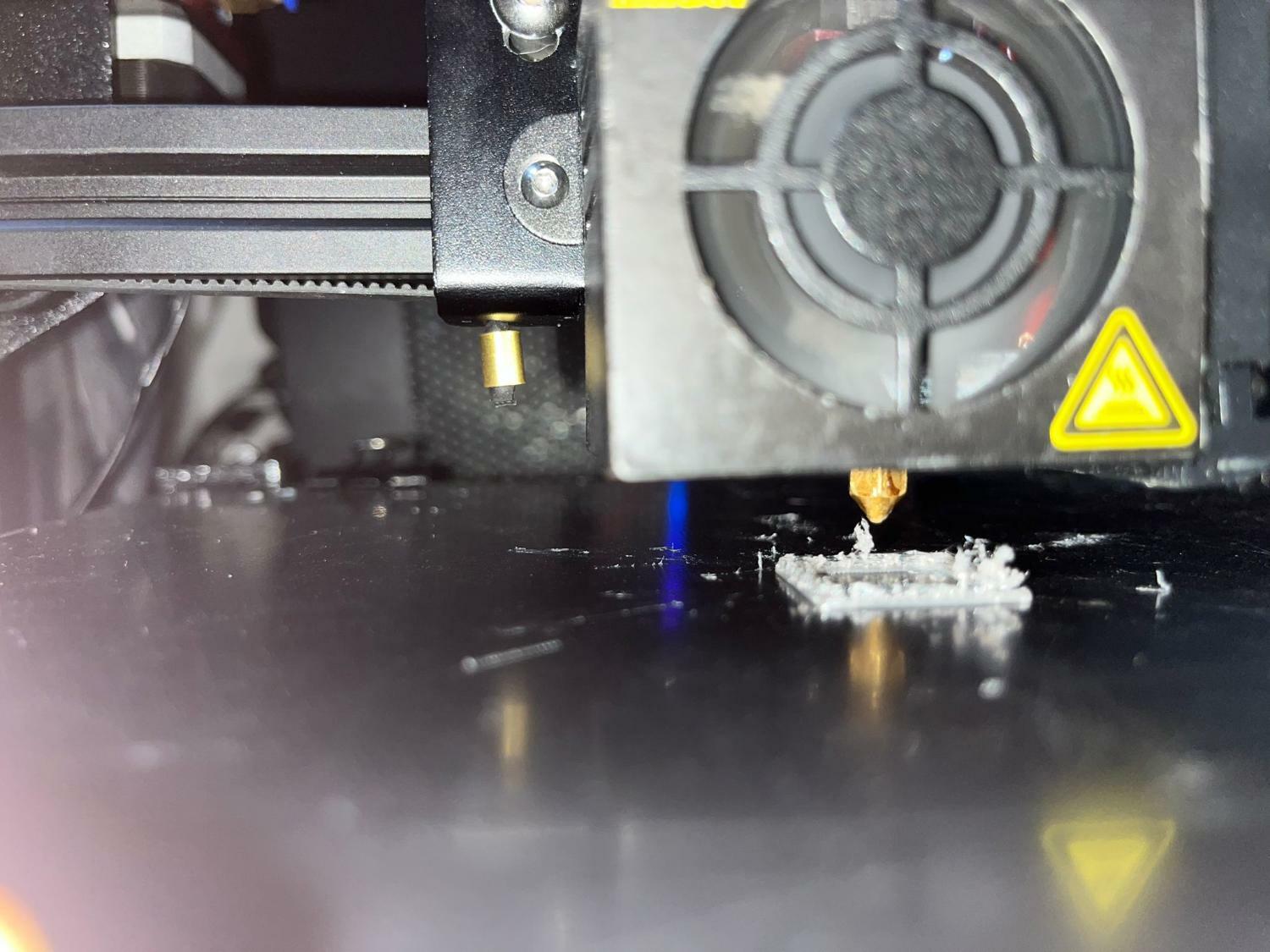
Ciao, oggi mi è arrivato il tubo capricorn ed ho rimontato il tutto, di seguito le prove fatte, non ci siamo.... 1)stampato cubo 20x20x20 ed è venuto fuori 19.9x19.9xH18.9 con finitura dello strato TOP, per cui stampa "conclusa"; l'ho misurato ancora sul piatto e provando a staccarlo si è spezzato a metà, avendo provato a staccarlo a piatto ancora molto caldo. 2) prova di stampa del pezzo alto 2mm, per vedere come si comportava con gli spessori piccoli; risultato piatto sporco con la forma del pezzo, spessore si e no 2 decimi, ho dovuto grattare per togliere i residui di materiale. 3)riprova del cubo alto 20x20x20, vedo che il materiale esce correttamente dall'ugello in fase iniziale, lascio andare, dopo un po' torno sentendo dei colpetti sull'estrusore e noto che è la ruota godronata che è come se slittasse sul filo. Pezzo quasi inesistente e ugello che cammina in aria, allego foto. Successivamente ho portato l'hotend a temperatura e ho rimosso il filo notando nel tubo una forte resistenza ma è comunque venuto via. Tagliato uno spezzone e reinserito nuovamente, fila liscio fino al nozzle dove difatti viene estruso spingendolo a mano, senza notare ricciolini di intasamento o altro. Ho fatto ulteriore prova, ho rimosso il filo ed il tubo dall'estrusore così da inserirci manualmente il filo e prendendo due punti noti ho provato a muovere il motore di 10mm e difatto il filo esce correttamente di 10mm, quindi escludo problemi di step/mm o della ruota godronata. Ho ripetuto la prova 4 volte. A questo punto l'accumulo di materiale che intasa tutto da cosa può dipendere? grazie UP: Ho provato a verificare anche il movimento dell'asse Z, se corrisponde a quanto impostato a mano, e va bene. Lo "slittamento" del filo sulla ruota dell'estrusore l'ho risolto allentando un po' la leva che tira la molla, ed ho regolato meglio il precarico della molla. Tuttavia, provando a stampare il pezzo alto 2mm, ora viene di altezza 1.2mm. Migliorato molto ma ancora non ci siamo. Che agonia...
-
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Avevo preso un kit amazon produttore MMOBIEL con tubo ptfe blu + raccordi + clips di fermo + tool per il taglio dritto del tubo. Il taglio è eseguito bene e nel montaggio io smonto il nozzle, inserisco il ptfe nell'hotend fino a farlo uscire di un mezzo millimetro e poi avvito il nozzle rispingendo dentro il ptfe con la risalita dello stesso, in questo modo mi assicuro che sia ben a battuta. Sinceramente non mi ha mai dato problemi in passato.. Attualmente smontando l'hotend non è intasato dovrei però cambiare il ptfe in quanto come ti dicevo si è ristretto nella parte terminale che entra nell'hotend ed il filo non passa all'interno. Ho acquistato un capricorn mi arriva domani e vediamo se finiscono sti problemi... -
Stampa spessore ridotto
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
ho provato 4/5 stampe di un pezzo per ora.. poi provo col cubo ma mi sa che il problema è sul bowden, in pratica ho notato che il materiale scende lento (prova fatta con estrusore caldo e movimentazione dell'asse tramite rotella), inoltre ho notato che dopo l'ultima stampa, per estrare il filo ho dovuto tirare parecchio ed ho notato poi che nell'ultimo pezzo di ptfe, all'altezza del raccordo filettato che monta sull'estrusore, il filo molto è seghettato. Ora se provo a infilare il filo nel tubo ptfe, non passa all'altezza del raccordo da avvitare sull'estrusore. Il problema dell'altezza del pezzo è dovuto sicuramente a una costrizione del filo sul tubo ptfe, che ho cambiato poco tempo prima dell'inizio dei vari problemi di calibrazione oltretutto. A questo punto mi consigli un kit affidabile ptfe/raccordi? Hai altre idee/prove che potrebbero aiutarmi? grazie -
Stampa spessore ridotto
lele9552 ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, ho una ender 3 da circa 4 anni che mi ha sempre servito in maniera impeccabile sia con PLA che TPU. Nell'ultimo periodo però ha cominciato a darmi alcuni problemi ovvero ha cominciato a far staccare i pezzi dal piatto o ad avere zone senza materiale, quindi avendo notato che avevo il piatto con troppo gioco e l'asse x completamente lasco, ho calibrato tutti gli assi per la prima volta ed è tornata quasi a posto; dico quasi perchè ora asse x e y sono ben paralleli ed allineati nello spazio ma la stampa viene più bassa di quanto dovrebbe. Sto provando a stampare un oggetto con spessore 2mm e mi viene da 0.5; cosa potrebbe essere? grazie a tutti -
Stampa sfilacciata e profilo irregolare
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
si uso sempre strati adattivi -
Stampa sfilacciata e profilo irregolare
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
ok la lettura è stata interessante, ti ringrazio. Per quanto riguarda invece quel bordo strano? ho visto che pare quasi fatto a gruppi di strati, lo vedi anche un po' come sfumatura su Cura. Questo prima non me l'ha mai fatto per cui potrebbe essere magari il modello stl un po' "strano".. ma sono supporti per barre rettificate, non paperette 😞 ahah
-
Stampa sfilacciata e profilo irregolare
lele9552 ha risposto a lele9552 nella discussione Problemi generici o di qualità di stampa
Perchè? Lo sfilacciamento lo fa lo stesso, comunque..