IlDieghino
-
Numero contenuti
156 -
Iscritto
-
Ultima visita
Tipo di contenuto
Profili
Articoli
Introduzione alla stampa 3D
Database materiali
Forum
Calendario
Blogs
Gallery
Download
Store
Tutti i contenuti di IlDieghino
-
180 ma non vorrei spedirla per evitare problemi.....non pensavo potessi mettere il prezzo
-
Perché ho visto la nuova sidwinder Genius e volevo passare a quella.....però di due stampanti non me ne faccio niente quindi se trovo un compratore cambiavo.... è perfettamente funzionante e pure migliorata, un affare x chi la vuole....se no me la tengo
-
Buonasera a tutti. vendo Ender 3 con le seguente modifiche: scheda mini e3 bigthreetech con TMC 2208, bltouch, piatto in vetro, kit estrusore metallo (rosso) Marlin aggiornato e ottimizzato per update elencati. Per info scrivetemi wapp 3312257693. Sono in zona milano
-
Blocco estrusore durante infill
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
ugello no in ottone ma sentendo il produttore non ci sono problemi, infatti le stampe finite sono perfette il problema lo da "solo" quando attiva la retrazione nell'infill, la velocita la tengo a 40, che poi si traduce in 20mms nelle sottovoci, la temperatura ho notato che da 200 a 205 migliora il prolbema e la stampa va a buon fine. nella temp data dal produttore infatti il range parte da 205 a salire e anche la temp tower a rivederla bene lo conferma in parte. essendo glitter quindi caricato forse una maggiore temperatura lo rende piu fluido e mento intoppi, ho abbassato anche la retrazione piu o meno 4 mm e 25 mms. cosi facendo potrei andare a migliorare molto -
Blocco estrusore durante infill
IlDieghino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno, Ieri stampando un pla glitter di 3djake mi e successo che al primo layer dopo linfill, l'estensore scatti e non estruda filamento, tenendo conto che uso retrazione( valori non oltre 5 mm e 40 MMS) vorrei capire a cosa sia dovuto, due stampa sono andate male la terza invece e terminata e anche con ottimi risultati, mi e successo su un file da me disegnato mentre la stampa scaricata da thingi anche se dava lo stesso problema e terminata cmq e anche molto bene. Vorrei capire se sapete dirmi cosa può essere, io deduco retrazione poiché capite dopo infill mentre prima che era stampa continua ( un piattino tondo portacandele) nessun problema....avete altre idee? -
Purtroppo non e disponibile a quel link e nn ne trovo nemmeno.... Correggo trovato e compro subito ancora grazie mille sei sempre presente La foto e sbagliata non me la fa togliere cmq l'ho trovato e arriva giovedì, vediamo come va dopo aver riregolsto gli step ancora grazie

-
Buonasera E anche a me si e rotto sulla Ender 3 il kit estrusore in plastica nero quello stock. Dovendolo ora cambiare cosa mi consigliate? Uno aftermarket ma in metallo, uno identico ma a doppia estrusione o il kit clone BMG? Nel caso del BMG consono problemi tra destro e sinistro? E plug and play? Grazie
-
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Non c'è l'ho nemmeno abilitato su cura.. -
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
O.12 mm ma sono pareti di 3 linee quindi nn hanno riempimento interno.... Forse la retrazione 6.5 e velocità 45 MMS e troppa? E da fatica a ridepositare? Stampo pure a 220 gradi e avevo alzato il flusso me rimane sempre quindi anche più flusso non va a tappare deduco proprio faccia fatica a uscire in quei punti -
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
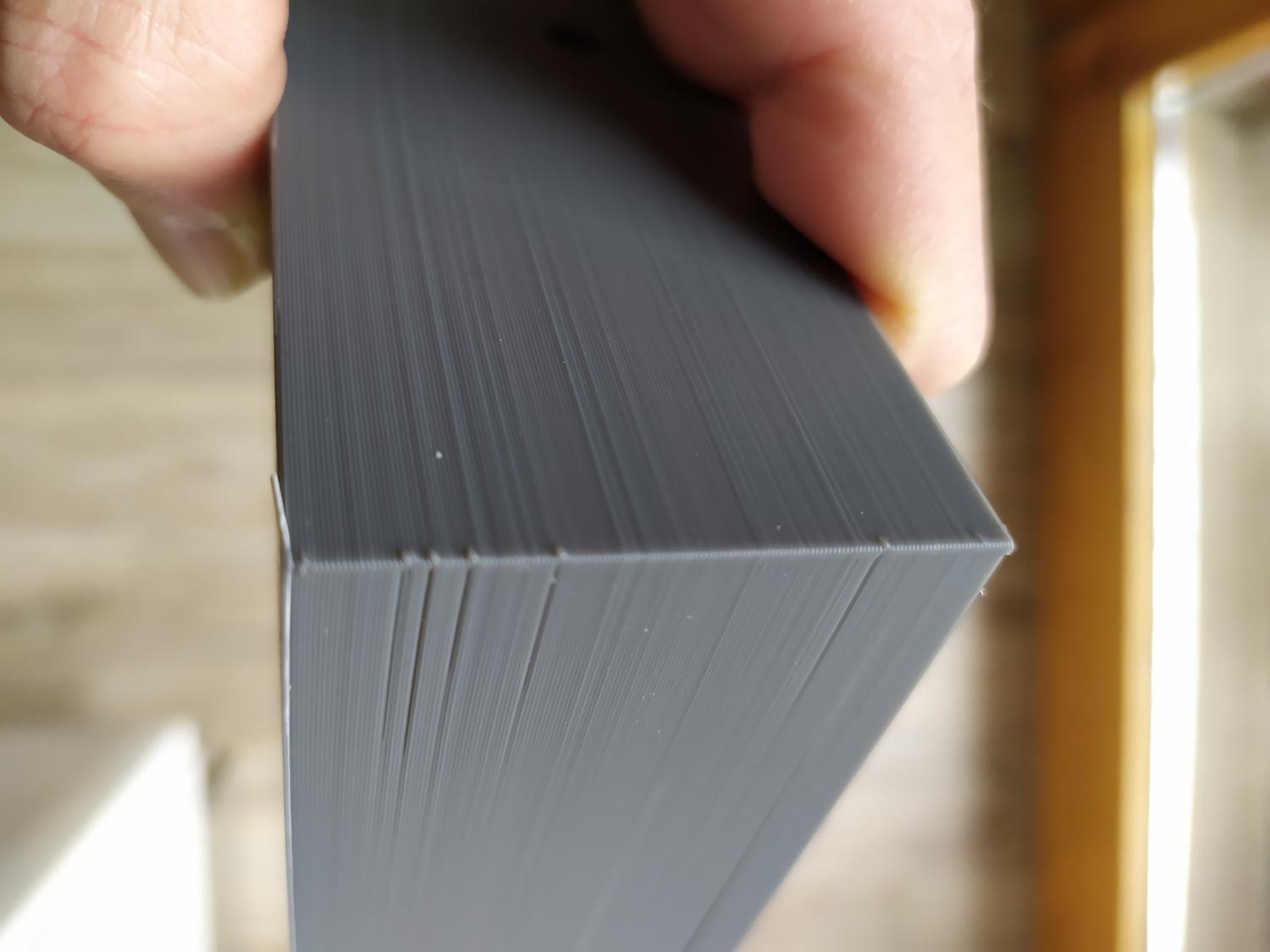
Ma va....nulla di nulla classico slicing, forse può essere l'attacco di inizio layer? No perché i problemi appaiono anche in angolo dove il layer viene estruso di continuo Qui sotto le fotto della prima stampa (ora ilnproblema e nettamente calato intervenendo su flow jerk e velocità di accelarione Le prime due foto sono lo stesso angolo da due prospettive diverse per farvi capire la assurdità. La terza foto e un vertice dove si noto in lato ok e l'altro no...e qui si nota proprio quello che dicevo io, cioè i. Concomitanza di nave poi il layer e carente ( lasciate stare come e venuto il resto perché e una stampa funzionale e non estetica, un box esterno per Ender 3 per capirci)
-
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Ho notato con attenzione che questo difetto lo fa sempre in concomitanza con una piccola sbavatura sull'angolo, nel senso che quando sull angolo di 90 gradi, in questo caso poiché e un box rettangolare, appare come un puntino che va oltre il vertice, il layer che segue poi sull'altra direzione ha la prima parte "mancante" o sottoestrusa magari....quindi è strettamente legato al cambio di direzione e solo quando si crea questo difetto? Forse legato al jerk e basta, che non essendo giusto fa sbavare in arrivo sull'angolo e poi manca il filamento da depositare al cambio di direzione?...l'ho messo basso a 6....non lo fa sempre ovviamente....secondo voi? -
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Sì provato ma il problema c'è sempre, forse molto meno ma ancora c'è ora ho provato al alzare il flusso magari va a compensare...quello che vorrei sapere io è se qualcuno ha avuto problemi simili o chi sa quale sia il problema iniziale....il jerk l'ho sia abbassato che alzato ma di certo non devo andare oltre a quando inizia a sbavare quindi devo abbassarlo ho provato a 65 o 7...sembra aposto il jerk -
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Nessun altro che riesce ad aiutarmi? -
Problemi layer in vicinanza di angoli
IlDieghino ha risposto a IlDieghino nella discussione Problemi generici o di qualità di stampa
Perfetto grazie mille per il jerk ma per il problema dei layer che sono non totalmente fusi insieme in coincidenza del cambio direzione dell'angolo dipende sempre dal jerk? Ho il parere che essendo alto (da LCD cmq la stampante mi dà 8 anche se io nn lo abilito in cura) faccia fatica a depositare il primo tratto perché troppa accelerazione al cambio direzione crea una cattiva adesione allo strato sotto...nella foto è chiaro questo problema -
Problemi layer in vicinanza di angoli
IlDieghino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Dopo mille prove e aiuti del forum, ho quadrato il cerchio e ora flusso temp velocità generica e altro sono riuscito a settarlo ed e tutto ottimo, l'unico problema è che in prossimità di angolo netti ad esempio 90 gradi, i layer sono non perfettamente Uniti per una distanza di max 1 cm in direzione o x o y( come quando si stampa a temperature troppo basse o si usano altezze layer errate) ma siccome il resto della oggetto e perfetto non deve essere questo il problema, ma forse il jerk? Il non lo ho come voce arriva su cura( non lo uso) ma se lo metto di base mi dà 8mms che quindi e già molto basso, vorrei sapere se il parametro viene calcolato solo se arrivo in cura o cmq se e5 questo il problema secondo voi? Allego foto indicativa -
Problemi layer in vicinanza di angoli
IlDieghino ha pubblicato una discussione in Problemi generici o di qualità di stampa
Dopo mille prove e aiuti del forum, ho quadrato il cerchio e ora flusso temp velocità generica e altro sono riuscito a settarlo ed e tutto ottimo, l'unico problema è che in prossimità di angolo netti ad esempio 90 gradi, i layer sono non perfettamente Uniti per una distanza di max 1 cm in direzione o x o y( come quando si stampa a temperature troppo basse o si usano altezze layer errate) ma siccome il resto della oggetto e perfetto non deve essere questo il problema, ma forse il jerk? Il non lo ho come voce arriva su cura( non lo uso) ma se lo metto di base mi dà 8mms che quindi e già molto basso, vorrei sapere se il parametro viene calcolato solo se arrivo in cura o cmq se e5 questo il problema secondo voi? Allego foto indicativa
-
Materiale ABS e PLA: dove acquistare?
IlDieghino ha risposto a lroccaro nella discussione Servizi di stampa 3D/ Negozi / E-commerce
Sunlu nessuno lo cita? Pla plus con una distorsione inferiore di tianse e esun....a 20/24 al kilo....spese gratis su Amazon.... -
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Faccio un video allora xké così e impossibile Questo e home assi intanto
-
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Dimmi bene cosa vuoi, faccio homing poi scendo del valore del z offset e ti faccio foto di quanto e vicino? Ugello e piatto caldo?
-
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Ok allora sto facendo tutto giusto ma continuo ad avere problemi del brim che si stacca ma non come quando stampi alto ma cinesi e proprio nn attaccare perché il passaggio del secondo giro o terzo o quarto che sia va a intaccare quello prima e li solleva.....non riesco più a trovare la soluzione davvero.....da giorni solo una volta ha stampato 8 ore ed e andato tutto perfetto Ora ho provato a fare così, faccio home assi, poi scendo fino allo zero, cioè controllo se z offset sia giusto e lo è, poi disabilito motori e faccio livellamento a mano....vediamo come esce, ho provato a livellare in tutti i modi a freddo a caldo, ugello caldo e piatto freddo, piatto caldo e ugello freddo ma nulla....sarà un altro problema forse nello slicer? Ma non sto facendo nulla di nuovo sinceramente -
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Ma lacca e piatto caldo o lacca e piatto freddo? Intendo in vetro il piatto -
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
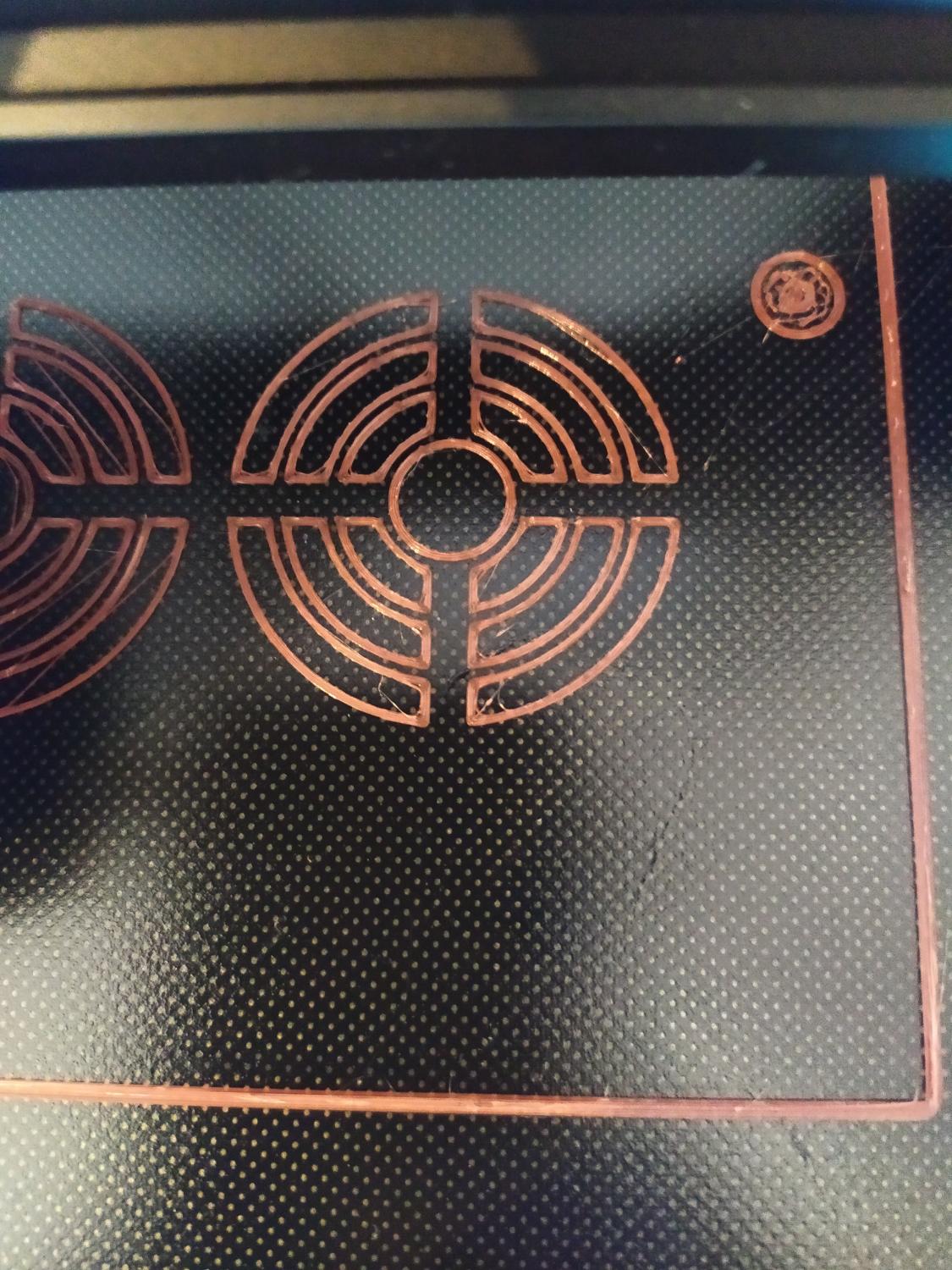
33Sì fatto tutto livellato con temperature di stampa con un po' di attrito, poi regolo il bltouch e sempre ottengo lo stesso attrito, rifatto più giri sugli angoli e tutto bene, il problema e solo il brim, sembra che passi sopra ai layer già depositato e quindi lo brucia e lo fa staccare, una volta poi nella stampa effettiva sembra andare tutto bene, uso pla Icefilament marrone...se qualcuno lo conosce, sto provando diverse temperature ma nulla sono a 205 primo layer e poi scendo a 200....se ieri ho stampato e oggi altro pla non riesco nn so il perché...per quanto servano le foto...il brim e di 4 mm e 20 righe cioè la metà dello standard che e di 8 mm e 40 righe Posto anche un dettaglio dei trafori per ventole e a parte strining che per ora nn mi preoccupa il layer mi sembra perfettamente depositato e omogeneo, se fossi sballato non avrei linee così precise curve
-
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Rieccomi, oggi cambiato pla perché l'altro era insufficiente e siamo punto a capo non attacca o si brucia....se il livellamento è lo stesso il problema è il pla deduco....non ne esco più sui pezzi grandi non so più dove sbattere la testa, per sicurezza ho anche rilivellato tutto sia bene che bltouch ma nulla da fare Il brim non ne vuole sapere di stare attaccato....forse aumento il flusso di un 10? Bhooo -
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Allora solo alzando un po' lo z offset la stampa e nigliorata, i difetti sono gli stessi di prima, nello stesso layer e con lo stesso comportamento ma meno accentuati....deduco sia un problema di srl....ugello passa spesso e più volte sull oggetto per fare spostamenti che non mi sembrano nemmeno molto ottimizzati.....perdita di passi mi sembra da scartare perché anche se con errori sono esattamente due stampe identiche.....vedo se ci. Altri pezzi domani dello stesso stl si presentano sempre -
Ender 3 Pro col vetro: HELP !
IlDieghino ha risposto a loarri nella discussione Problemi generici o di qualità di stampa
Sì ho cambiato ugello e rifatto calibrazione ecco perché ti dico che forse ho settato troppo basso, il flusso hai ragione ma ancora e un parametro che fatico a capire bene, cioè capisco cosa faccia ma non riesco bene a capire dalla stampa se a me serve più o meno alto, cmq davvero grazie perché sei sempre uno attento ai miei post e disponibile ai consigli...