Andrea Militano
-
Numero contenuti
17 -
Iscritto
-
Ultima visita
Obiettivi di Andrea Militano
")
Newbie (1/14)
3
Reputazione Forum
-
Imperfezione stampa FL Ghost 5
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
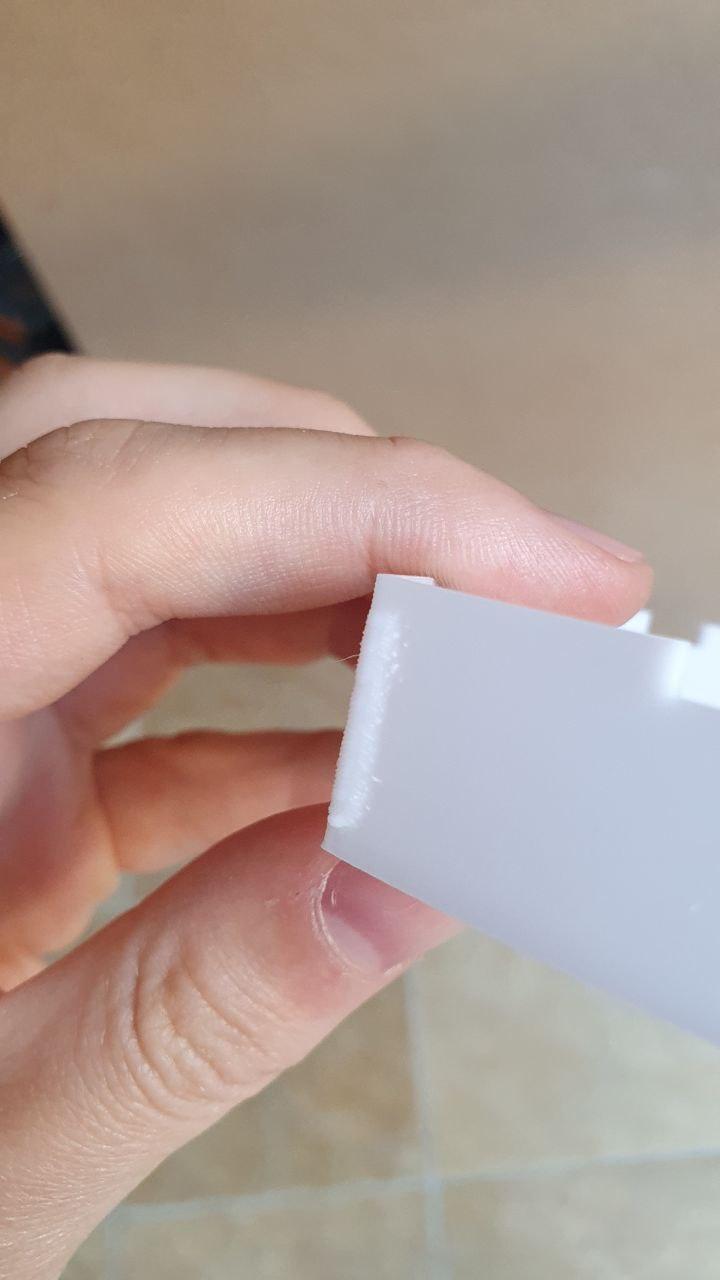
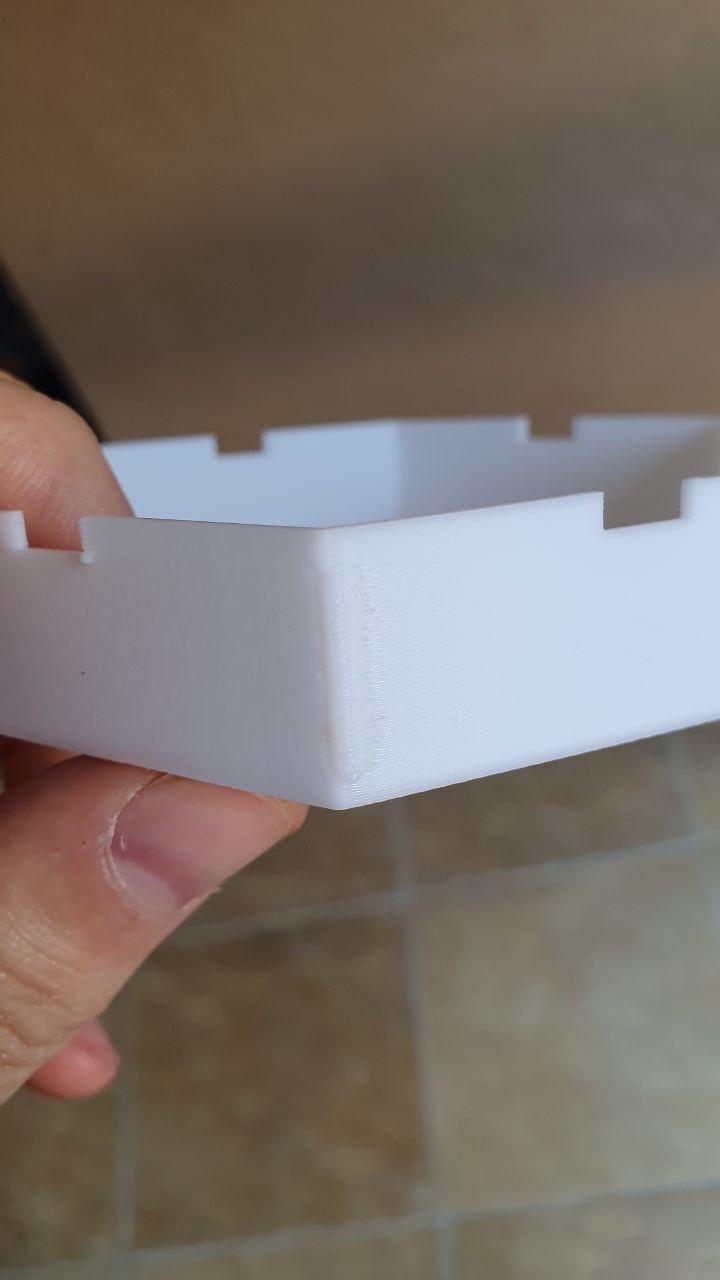
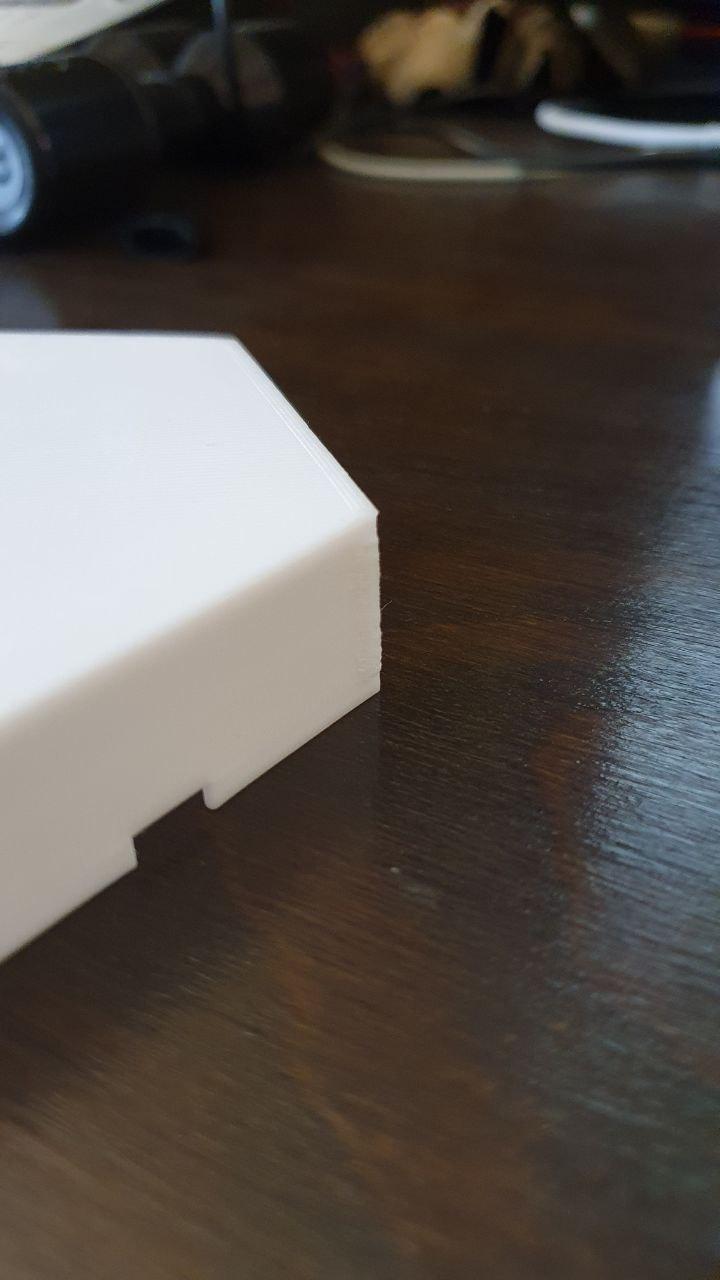
Forse in queste foto si vede di più. Comunque noto che il problema lo fa soltanto negli angoli dai quali inizia a stampare, quelli che l'ugello incontra dopo che lo strato è già iniziato sono venuti bene.
-
Imperfezione stampa FL Ghost 5
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti! Ho appena comprato una Flying Bear Ghost 5 e in linea di massima sono molto contento del mio acquisto. Non vedevo l'ora di passare dalla Ender 3 (che mi ha provocato innumerevoli mal di testa) a qualcosa di più preciso. Detto ciò, sono alle prime stampe con questa nuova macchina e noto delle imperfezioni nella stampa che non so a cosa attribuire, niente di grave, il resto del pezzo è pressoché perfetto, però se riuscissi a sistemare questa cosa sarebbe il top. Vi mando delle foto della parte interessata. Sospetto sia un problema di raffreddamento non del tutto efficiente, ma mi rimetto al vostro giudizio. Come potete vedere nell'angolo della parete esterna di questo esagono c'è una sorta di protuberanza, a cosa potrebbe essere dovuta?
-
Ender 3 problemi dopo upgrade a direct drive
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Ciao Killrob, credo di aver risolto. L'adattatore che ho stampato era troppo grande e in più ci avevo montato il meccanismo di estrusione in metallo, per cui il peso era eccessivo e non riusciva a muoversi bene. Ora ho rimesso il meccanismo originale di plastica che è più leggero e stampa bene. -
Ender 3 problemi dopo upgrade a direct drive
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buon pomeriggio a tutti. Ho da poco stampato un upgrade per il blocco estrusore della mia Ender 3 passando da Bowden a Direct Drive. Vi allego una foto di un cubo di calibrazione che ho stampato. Come potete vedere non pare ci siano problemi di estrusione, ma la faccia Z è rovinata, pare che le singole linee siano troppo distanti tra di loro. Secondo voi a cosa può essere dovuto? Forse con questa mod il peso del blocco estrusore è eccessivo e l'asse X non si muove bene generando questo problema?
-
Estrusione incostante
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Ecco. Come si vede nel video della puleggia se appena appena allento la molla la puleggia scatta all'indietro. Non so se è normale. Stampa_1.mp4 Puleggia.mp4 20200602_214201_1.mp4 20200602_214201_1.mp4 -
Estrusione incostante
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera ragazzi. Sto letteralmente dando di matto. La mia Ender 3 non ne vuole sapere di estrudere per bene. Guardando la rotella dentata che spinge il filamento noto che gira senza problemi, ma l'altra puleggia, quella che serve per tenere il filamento attaccato alla ruota dentata, gira e non gira. Ho provato ad allentare suddetta puleggia, a stringerla, a stringere la vite che regola il sistema a molla, ho provato ad allentarla. Niente. A volte il filamento viene estruso, a volte no. Ho fatto svariate volte il livellamento del piano di stampa per assicurarmi che non l'ugello non fosse troppo basso. Niente. Il filamento è un po' attorcigliato nella bobina ma anche tirandolo a mano il risultato è sempre lo stesso. Ho provato con un po' di filamento di quelli usati per spurgare l'ugello, ma a quanto pare o non si è spurgato oppure il problema è altrove. Qualcuno mi può aiutare? Non so più dove sbattere la testa. -
Stampa impazzisce accanto a foro su parete verticale
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Ho risolto. A quanto pare la vite che stringe la puleggia che spinge dentro il filamento era un po' lenta. E siccome in quella zona ci sono molte ritrazioni si perdeva un po' di presa sul filamento. -
Stampa impazzisce accanto a foro su parete verticale
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
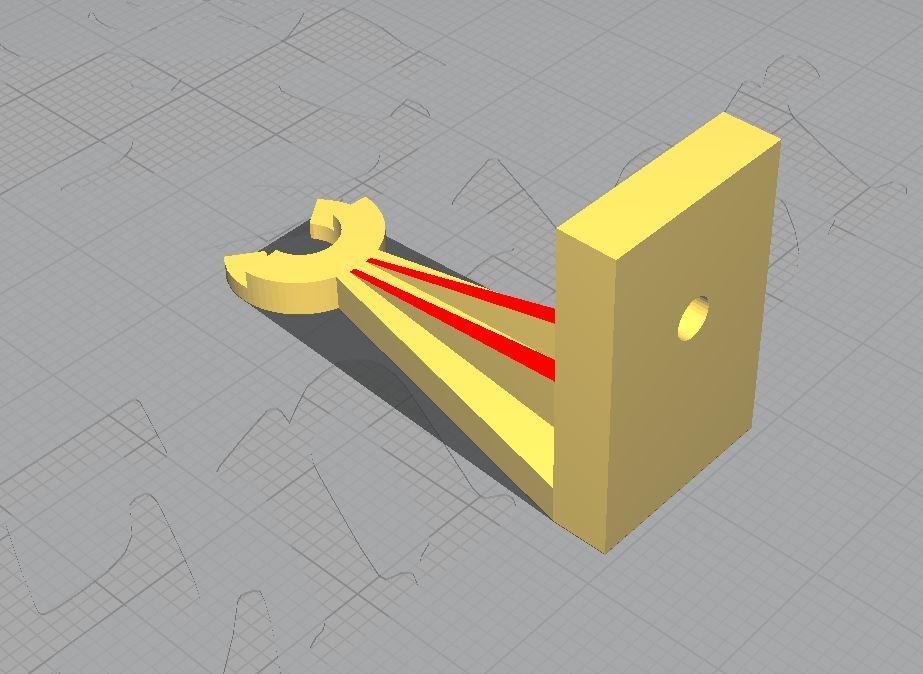
Si Killrob l'avevo pensato ma ho controllato e il modello è ok. In ogni caso lo posto, magari mi sfugge qualcosa. In realtà ho fatto una prova abbassando il numero di pareti perimetrali e non ho più riscontrato il problema. Però sinceramente non credo possa essere quello il problema. Come potrebbe influire sull'estrusione il fatto che ci siano 2 o 4 pareti? Comunque sospetto possa avere problemi di estrusione o di clicking. Provo a calibrare gli step/mm dell'estrusore. Supporto Puleggia.stl -
Stampa impazzisce accanto a foro su parete verticale
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buonasera. Mi ritrovo davanti ad un problema insolito. Sto cercando di stampare l'oggetto in foto. La stampa procede perfettamente finché non arriva all'altezza del foro sulla parete verticale. Una volta giunta lì la stampa impazzisce e i livelli iniziano ad uscire alla rinfusa, per poi tornare normali superata l'altezza del foro. Inizialmente ho pensato potesse essere a causa del supporto, che tenevo attivo per avere un foro più circolare possibile. Ho pensato ostacolasse in qualche modo la stampa, così l'ho disattivato, senza rimediare però al problema. Allora ho pensato fosse un problema di ritrazione, magari era una qualche sbavatura del filamento che passando spesso da una parte all'altra del foro stava ostacolando la stampa. Neanche questo. Ho fatto attenzione durante l'ultima prova di stampa e praticamente ho notato che quando arriva in prossimità del foro, l'ugello smette letteralmente di estrudere materiale per uno strato o due, per poi riprendere in seguito, con il risultato che la stampa ne viene irrimediabilmente compromessa. Qualcuno può avere idea di cosa sia? Vi scrivo di seguito le principali impostazioni del mio Cura 4.5. Stampo con una Creality Ender 3. Altezza layer: 0.1 Temperatura materiale (PLA+): 225 Ventola: 0% Velocità: 40 Ritrazione: 6.5 mm Velocità ritrazione: 45 mm/s Abilitata Ritrazione al cambio strato. Riempimento 100% No supporto. Flusso materiale 102% 4 linee perimetrali Ripeto, fino a quell'altezza, la stampa è impeccabile, sembra quasi pressofuso. Vi ringrazio anticipatamente per le risposte che mi darete.
-
Stampa viti con filettatura larga
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Si c'è. Ma non è servita. Probabilmente non si può fare -
Stampa viti con filettatura larga
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Certo, non fosse che c'è emergenza in tutta Italia e non ho dove prenderli 😂 -
Stampa viti con filettatura larga
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Il punto è che ogni layer me lo inizia a stampare proprio dalla sporgenza della filettatura. Se partisse dall'interno probabilmente sarebbe fattibile. Ma non riesco a trovare l'impostazione adatta a fare sta cosa. -
Stampa viti con filettatura larga
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno a tutti. Come da titolo, sto cercando una strategia vincente per stampare delle viti per cartongesso che necessitano di una filettatura molto larga. Ovviamente il problema principale al quale vado incontro è che la filettatura dovrebbe essere stampata senza il supporto per essere netta. Il punto è che chiaramente senza supporto la stampante dovrebbe stampare la parte filettata praticamente sospesa nel vuoto, e non so se è una cosa fattibile. Tuttavia, noto che la stampante inizia a stampare la parte sporgente della filettatura all'inizio di ogni layer, di modo che la prima estrusione di ogni nuovo livello avviene praticamente sul vuoto, e così facendo mi risulta impossibile capire se la stampa di questa filettatura è effettivamente possibile. Esiste qualche impostazione in Cura 4.5 che permette di impostare l'inizio del percorso di stampa di ogni livello facendolo partire, per esempio, dal punto più vicino al centro del modello? Così facendo il filamento non verrebbe estruso direttamente nel vuoto ma l'estrusione partirebbe da un punto sul quale esiste già una base che è il livello sottostante. Grazie anticipatamente a tutti per le vostre risposte. -
Problemi stampa cilindro sottile - Creality Ender 3
Andrea Militano ha risposto a Andrea Militano nella discussione Problemi generici o di qualità di stampa
Grazie mille per le risposte. Non ho fatto il test per calibrare il flusso (perché non sapevo esistesse né come si fa), e non ho idea di cosa sia il PID. Mi informo. -
Problemi stampa cilindro sottile - Creality Ender 3
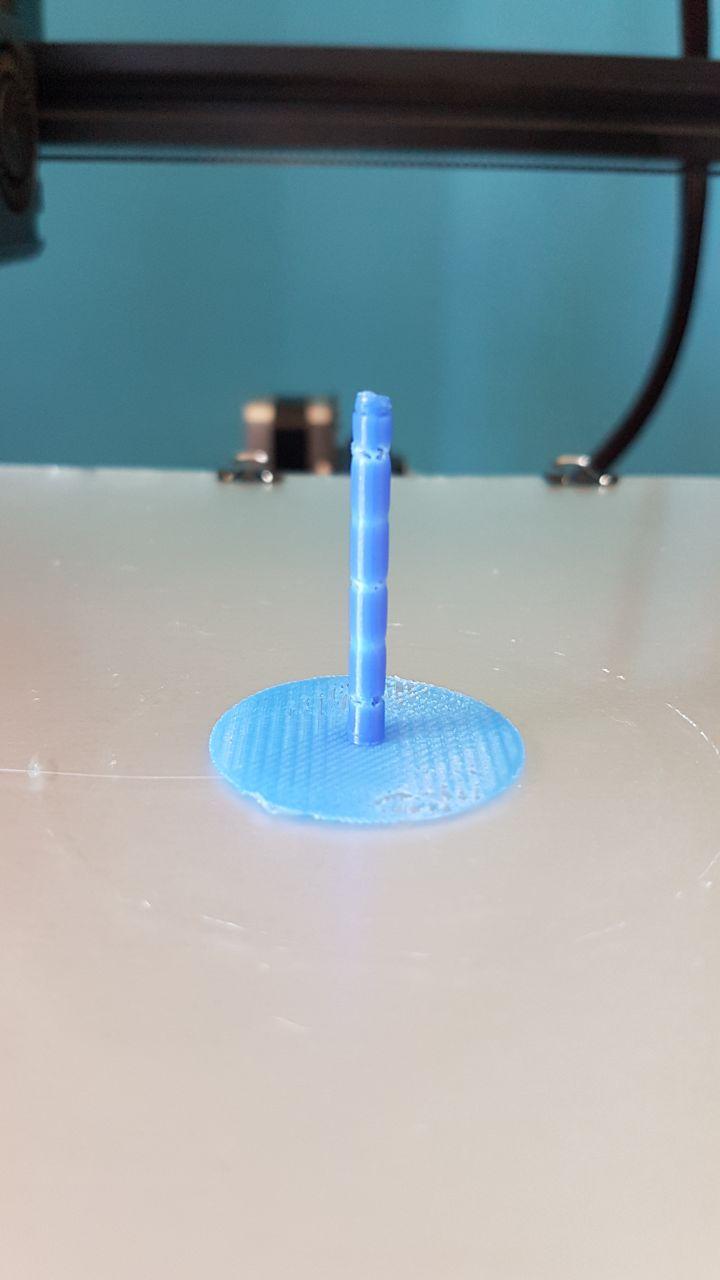
Andrea Militano ha pubblicato una discussione in Problemi generici o di qualità di stampa
Buongiorno ragazzi. Vi presento il mio problema. Sto cercando di stampare un cilindretto sottile di 0.4 centimetri di diametro e alto 10. Immagino che già di suo sia un oggetto difficile da stampare per ovvi motivi, tuttavia mi si sono presentati dei problemi che vista la mia scarsa conoscenza della materia non riesco a spiegarmi. Vi mando qualche foto della stampa. Così ad intuito mi sembra un problema di flusso, ma potrebbe magari essere anche un problema dovuto alla vite dell'asse Z. Ovviamente la stampa non è arrivata neanche a metà, l'ho fermata prima anche perché l'ugello si era appiccicato alla stampa stessa. Spero che qualcumo mi possa aiutare. Dal momento che non saprei quale tra le centinaia di impostazioni dello slicer potrebbe essere il responsabile del guaio, ditemi voi quale parametro volete che condivida. Grazie in anticipo per chi mi vorrà dare una mano.