pada
-
Numero contenuti
7 -
Iscritto
-
Ultima visita
Obiettivi di pada
")
Newbie (1/14)
0
Reputazione Forum
-

Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
@FoNzY appena finisce la stampa posto un paio di foto del disastro... Ma un convogliatore per la ventola potrebbe fare al caso mio o troppa aria (raffreddamento troppo violento e repentino) crea problemi per la stampa del petg? Ps : nell'ultima fase di stampa ho settato la ventola al 100 ma non è che sia cambiato molto -
Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
@FoNzY Mi stavo chiedendo.. Ma potrebbe essere la marca del filamento a crearmi tutti sti problemi? Leggo in tutti i topic che la stampa del petg è simile a quella del pla in termini di facilità di stampa... Se si hai qualche marca da consigliarmi così da poter escludere questa causa? -
Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
Ho capito come taggare🙄 -
Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
Ps non ho capito se sono riuscito a taggarti.. Se no potresti dirmi come fare? Dimentivavo che ho portato la retraction a 8 mm e diminuito la velocita a 70mm/s per paura che slittasse il filo -
Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
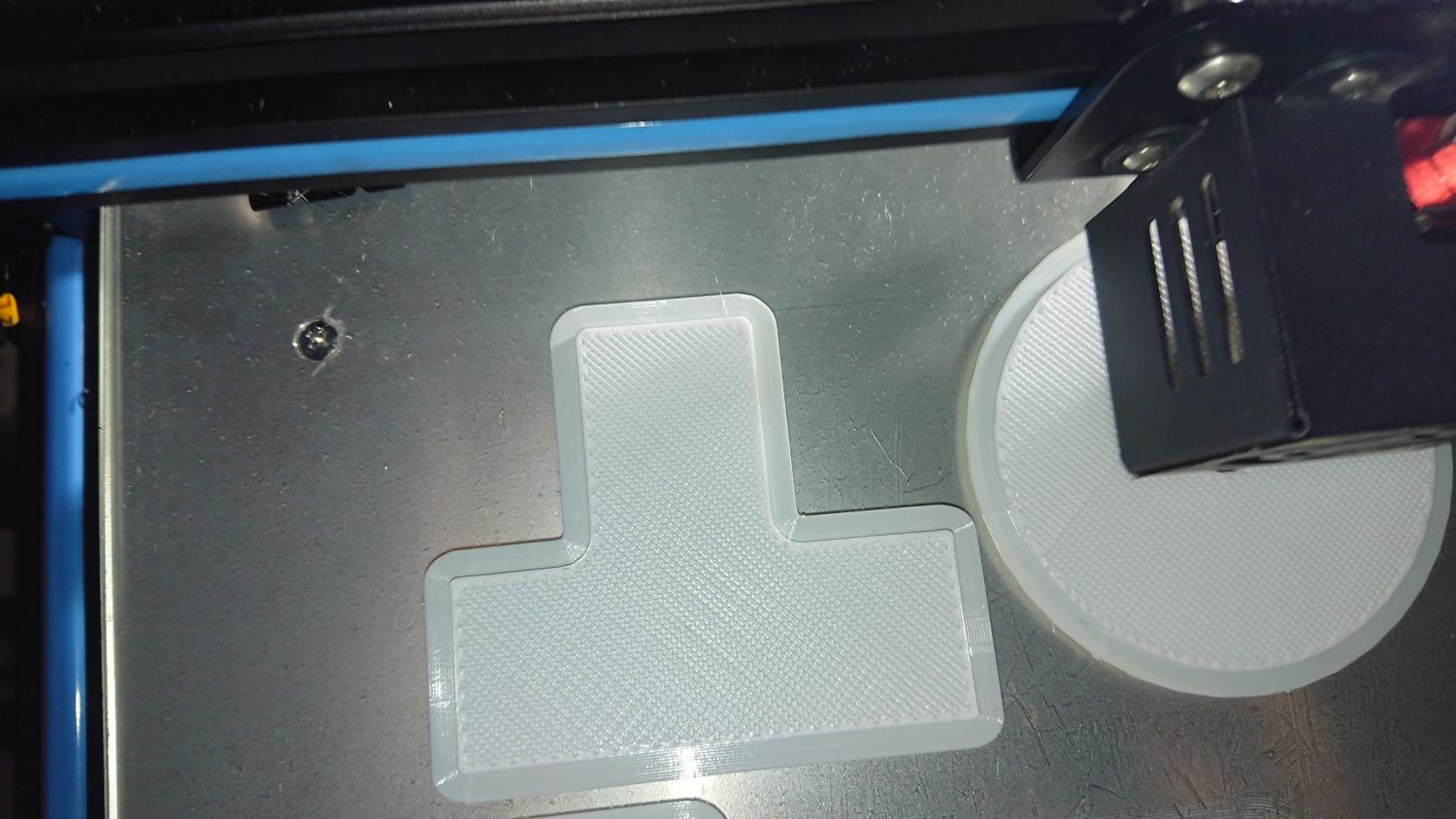
Dunque, dopo svariate altre prove spno riuscito ad ottenere risultati decenti.. Prima di tutto ho verificato tramite la stampa di un cubo vuoto 2 layer di fondo ed un layer di parete e 0 di soffitto che non ci fosse sovra o sotto estrusione.. Sia con pla che con petg una volta misurato il diametro effettivo del filamento e inserito nello slicer ho misurato la parete e con una extrusion width impostata mi ritrovo una parete effettiva ( mis con micrometro) di 0.45/0.46 ( nozzle da 0.4) quindi ok.. Ho alzato la temperatura a 230, piatto a 90, velocità 45mm/s, messo lo z hop a 2 decimi, tolto il combing, alzato la ventola al 50 percento, cambiato infill da ottaedro a zig zag come pure top e bottom da concentriche a linee incrociate.. Il vero miglioramento l'ho notato quando ho spuntato l'opzione stampa prima il riempimento e poi i contorni... Adesso le stampe escono decenti soprattutto su pezzi grandi ma su pezzi dove c'e il riempimento concentrato su zone limitate mi rovina sempre un po la trama facendo un po un pastrocchio con il materiale... Non riesco proprio a capire dove sbaglio Allego foto di superfice grande venuta bene e due superfici con movimenti limitati con pastrocchio
-
Cr10s, problemi con stampa PETG
pada ha risposto a pada nella discussione Problemi generici o di qualità di stampa
Ciao e grazie per la tua risposta, proverò oggi stesso le tue impostazioni e i tuoi consigli. Per quanto riguarda la retroazione dici che è poca ma a quanto dovrei impostarla secondo te? Per. Quanto riguarda i primi layer dalla foto sembrano venuti male ma solo perche la stampante ci fila sopra materiale quando inizia a fare le pareti... Di per se il primo layer viene bene... Comunque proverò a settare il tutto come dici tu e vediamo un po' cosa ne esce fuori. Per gli step/mm estrusore come mi devo comportare? Prove verifiche ed eventuali correzioni... Grazie per il tempo dedicatomi. -
Cr10s, problemi con stampa PETG
pada ha pubblicato una discussione in Problemi generici o di qualità di stampa
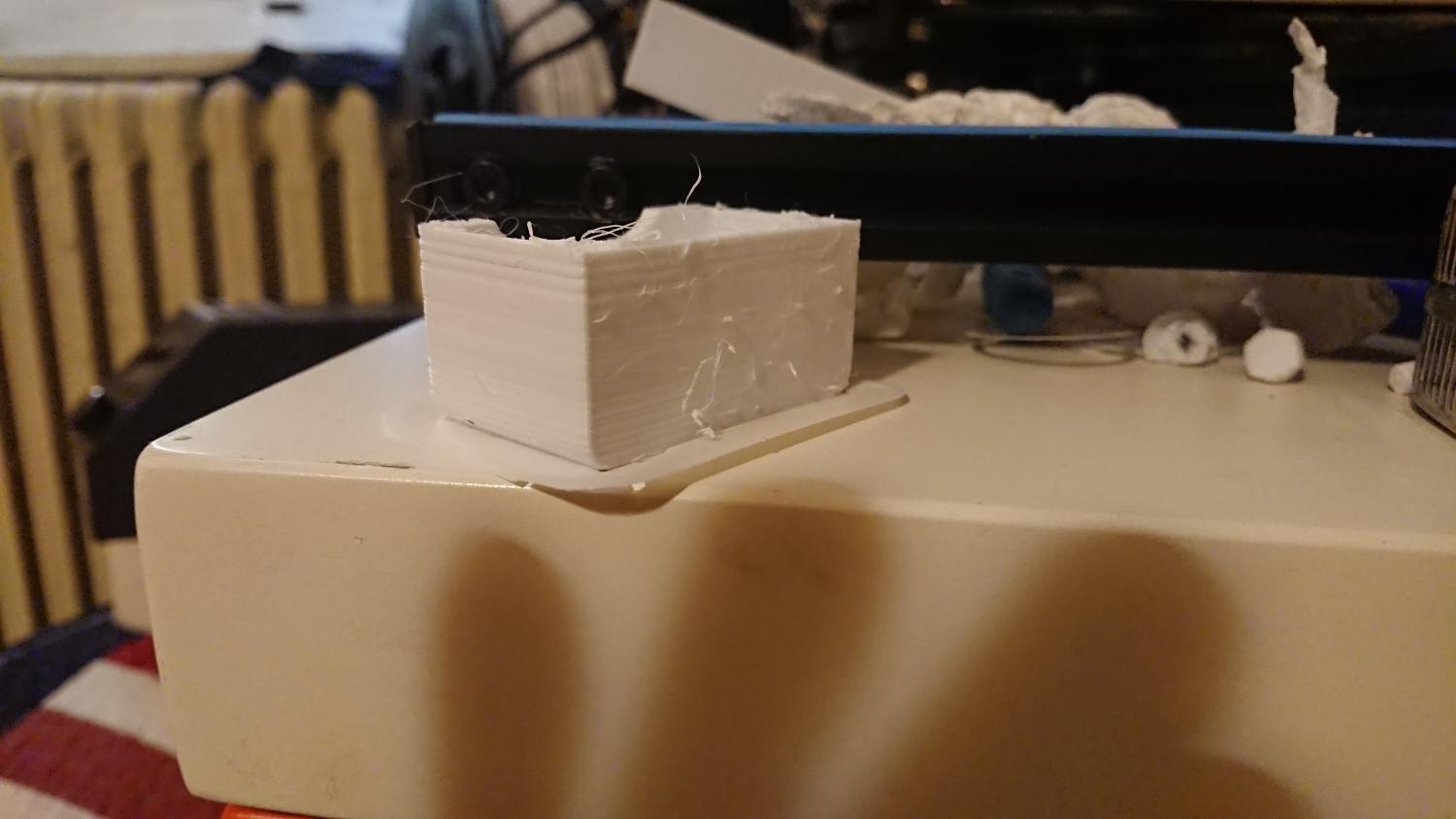
Salve a tutti, ho acquistato da circa una settimana una creality cr10s. Ho iniziato a stampare da subito il pla economico cinessissimo che viene fornito come campione e dopo un paio di errori di temperature sono riuscito ad ottenere gia dalle prime stampe dei risultati invidiabili.. Ho acquistato successivamente una bobina da un kg di petg (3DMYD white 195/220 gradi c) per poter realizzare pezzi piu robusti e coesi. E qui è iniziato il calvario e dopo giorni di prove, settaggi, materiale buttato, pagine e pagine lette su forum e siti vari e varie crisi isteriche, avendo finito gli spigoli dove battere la testa, ad oggi mi trovo a scrivere qui per cercare di capire dove sta il problema.. I problemi che riscontro sono fondamentalmente tre: Le stampe risultano fragili, ho risolto parzialmente il problema lavorando a temperature piu basse ( sono partito dai 240 consigliati un po dappertutto fino ad arrivare ai 200) la temperatura migliore sembra stare sui 215.. Le stampe si spaccano a metà mentre stampo, anche qui il problema sembra diminuito da quando ho avvolto la stampante con un muro di carta stagnola ma ancora in qualche stampa compare qualche piccolo segno di distaccamento dei layer Terzo ma non per importanza (anzi) Il primo layer o i primi comunque vengono immacolati, ma salendo l'ugello accumula grumi di materiale che si trascina dietro rovinando le stampe e creando una ragnatela di fili anche abbastanza rigidi e difficili da rimuovere.. Inoltre l'infill viene stampato male e risulta un ammasso di baveil che compromette l'integrita strutturale delle stampe... Spero che qualcuno abbia un minuto da spendere per dare una mano a un niubbo! Grazie tante in anticipo Michele Allego alcune foto e scrivo a mano altri due settaggi: Distanza di ritrazione 6.5 mm Velocita di ritrazione 150 mm/s Piatto 70 gradi