Daddy Lee
-
Numero contenuti
27 -
Iscritto
-
Ultima visita
-
Giorni Vinti
1
Obiettivi di Daddy Lee
")
Newbie (1/14)
2
Reputazione Forum
-
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
Grazie Paolo. se hai comprato online, mi passeresti i link? Circa la VRef, a quanto l'hai portata? io sono su 0.80V su ogni motore... -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
Buongiorno. non volevo sembrare scontroso...ma il fatto che la stampante abbia problemi pare ovvio!!!! Ed essendo la mia prima stampante, ci sono tante cose che mi sfuggono. https://pinshape.com/items/29900-3d-printed-geeetech-aluminum-prusa-i3-anti-wobble-bracket questo il link dal quale dell'anti wobble. Circa le barre filettate...non sono sicuro che con meno di un euro si possa risolvere il problema...e per il momento, il pensiero di prendere delle barre trapezie non mi sta sfiorando neppure. cercerò un altro sistema per risolvere il problema del wobble ed eventualmente, ti faccio sapere ovviamente, stampare dei buoni pezzi atti a migliorare la qualità di stampa con una stampante che, di per se, ha problemi, non è affatto cosa semplice ma posso provare, come hai suggerito, a stampare altri anti wobble come quello che ho gia buona giornata -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
è un anti wobble stampato con le barre dell'asse z parecchio storte e che quindi, presente l'effetto wobble parecchio marcato -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
iuppi.... ok...e come risolvo? ristampo gli anti wobble?? e magari cambio tipo... io ho montato quelli in foto. e la stampante è una geeetech i3 pro b
-
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
marcott, è nuovamente il piatto... o meglio non il piatto ma l'asse z!! avevo stampato gli anti wobble e la qualità ne aveva risentito in meglio. ma mi rendo conto adesso che il dado di uno dei due pezzi, non rimane dentro l'anti wobble...creando un disallineamento pazzesco ecco la ragione per cui continuavo a regolare il piatto.... -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
no lo skirt lo fa. o meglio ci prova in quanto non estrude (il filamento che esce e sottile come un capello...) i primi 3 layer (quindi fino a 0.6) la stampante tutta è molto lenta. l'estrusione avviene ma il filamento è sempre molto sottile. a partire dal 4° layer invece, la stampante sembra prendere velocità e l'estrusione diventa correta. si, in effetti...mi vien da pensare che l'estrusore sia basso e quindi il filo non puo uscire. ma 6 decimi troppo basso, mi avrebbe lasciato dei solchi sul vetro! e invece non accade... inoltre, la regolazione del piatto l'avevo fatta prima di lanciare le stampe e negli angoli, non avevo problemi. controllo nuovamente...ma è possibile che tra gli angoli e il centro ci siano 6 decimi di differenza??? -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
gia fatto!!! se tramite i comandi manuali estrudo 5cm, la quantità di filo estrusa è di 5cm durante la stampa invece..la stampante tutta, sembra giri al rallentatore! compreso quindi il motore dell'estrusore e quindi...il filo non esce proprio perchè non viene caricato confermo. inizia ad estrudere (e poi lo fa correttamente) al 4° layer... e se fossi basso con l'estrusore, penso che l'ugello sul vetro, mi lascerebbe dei bei segni!!!! -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
uso pla e la ruota dentata gira bene trascinando correttamente il filo (da repetier tramite comandi manuali) in questi due giorni però, ho notato alcune cose che potrebbero essere interessanti quando inizia a stampare i cubi di test, decisi ad un certo punto di cambiare slicer passando a cura (anziche slic2r) e magicamente, il cubo fu stampato in maniera corretta in questi giorni, le stampe erano improponibili e così, tanto per provare son ripassato a slic3r e la stampa, sebbene con vari difetti era discreta e il problema dell'estrusione non si è presentato ho quindi controllato nuovamente il piano e leggermente mosso per livellarlo, ricontrollato e tarato il numero di steps/mm del motore dell'estrusore e dopo aver ricaricato il medesimo file al quale non ho fatto modifiche e dopo aver ripetuto lo slicing (senza aver modificato alcun parametro) si è verificato nuovamente lo stesso problema! stavolta però ho lasciato proseguire la stampa. questa risultava estremamente lenta ma dopo 5 layer la stampante ha accelerato e ha iniziato ad estrudere correttamente! -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
credo sia un problema meccanico. ho pulito la ruota dentata che trascina il filo (era leggermente sporca) ho allentato ulteriormente la vite del reggispinta, stretto un po meno le due viti che tengono assieme l'estrusore e mi ha stampato bene i primi tre layer poi ha smesso semplicemente di estrudere nonostante il motore giri -
strano problema di estrusione
Daddy Lee ha risposto a Daddy Lee nella discussione La mia prima stampante 3D
Ero sicuramente un po ballo...forse il piano è leggermente bombato perchè quando lo avevo livellato, sui 4 angoli, il solito foglio di carta, passava "giusto". in ogni caso, no...lo fa anche sugli altri layer. adesso ho notato che spingendo il filo a mano, la ritrazione è notevole...provo a ridurla -
Buongiorno a tutti. quando la salute me lo permette, cerco di dedicarmi alla mia prima stampante (geeetech i3 pro B). ero finalmente riuscito a trovare un giusto equilibrio che mi permettesse di avere stampe corrette (anche se forse non al top) e avevo quindi iniziato a stampare i vari pezzi per migliorare la qualità di stampa e la convivenza con la stampante stessa. l'ugello si è intasato e nel tentativo di pulirlo, ho danneggiato il tubetto in teflon. una volta arrivati i ricambi ho rimontato il tutto per riprendere da dove avevo interrotto. mi trovo di fronte ad uno strano problema. dopo aver caricato il filamento (pla sempre della stessa bobina con la quale ho stampato) accendo l'estrusore (195° come sempre...) e faccio avanzare il filamento. senza alcuno sforzo, il filo esce cin un diametro di 0.4 ovvero lo stesso dell'ugello. il filo è lineare e non si attorciglia. bene! passo alla stampa. la ruota dentata dell'estrusore gira sempre alla stessa velocità ma il filamento non esce!!! ho provato anche a spingerlo a mano, ma senza nessun risultato. da cosa puo dipendere??? Buona giornata a tutti
-
perpendicolarità tra gli assi
Daddy Lee ha risposto a bernie nella discussione Problemi generici o di qualità di stampa
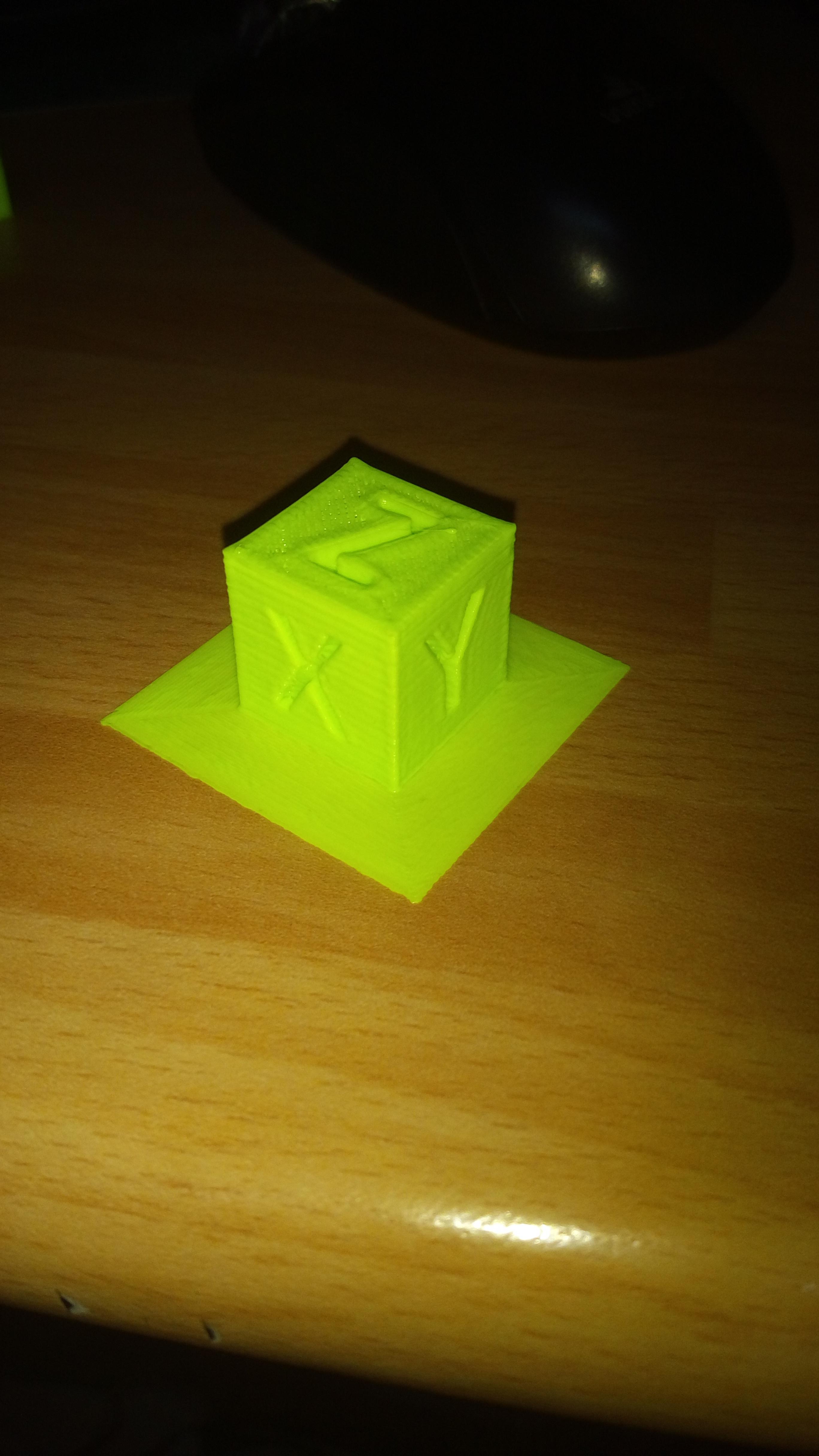
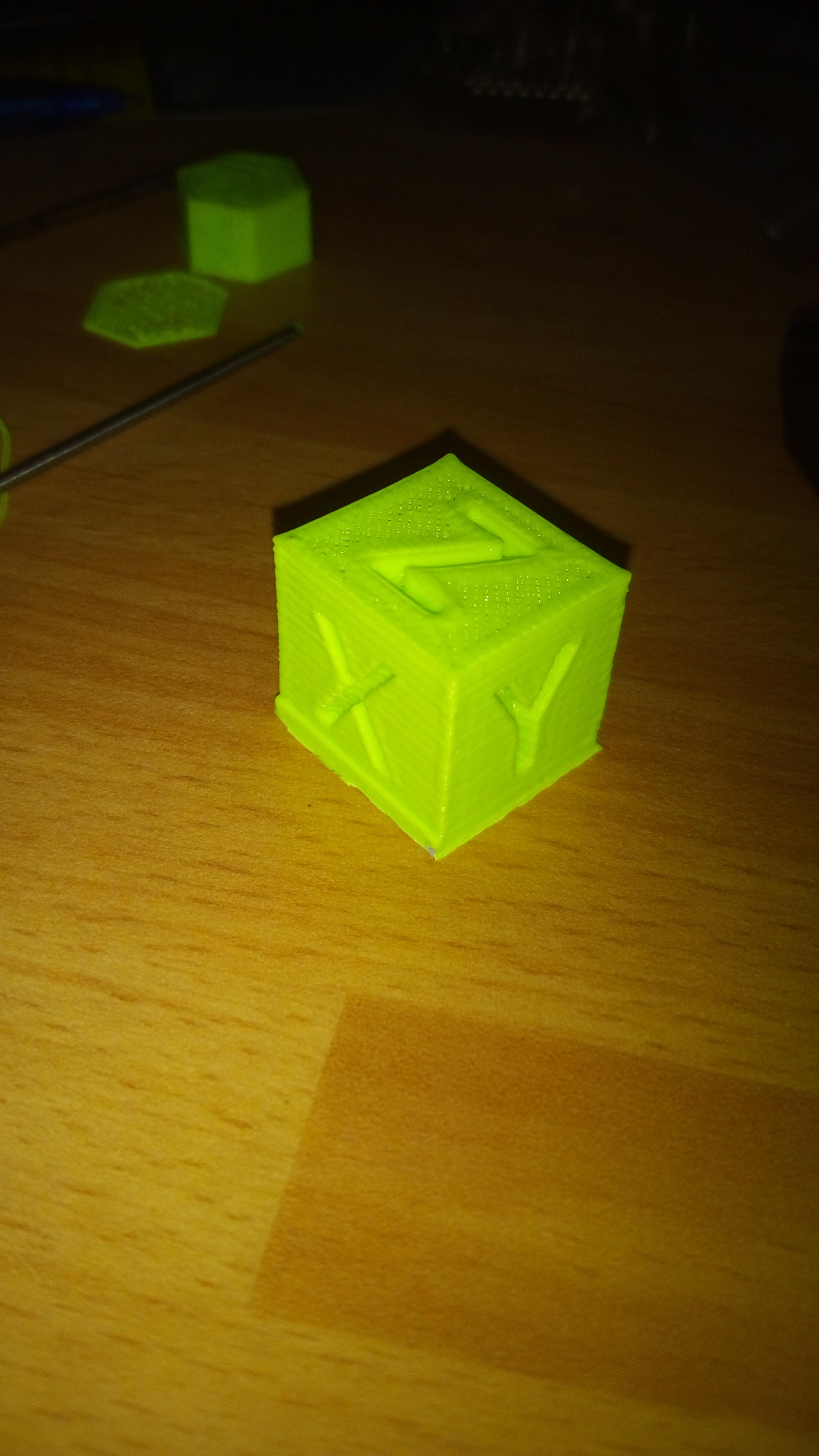
alep, buonasera. come avevo detto, ho stampato tanti di quei cubi da avere la casa invasa. ovviamente, tra una stampa e l'altra, ho sempre fatto "qualcosa". dalla regolazione della tensione delle cinghie alla variazione dei vari parametri della stampante piuttosto che dello slicer. spesso, forse in maniera ingenua o forse perchè preso dalla "disperazione" ho fatto variazioni ad mentula canis...e soprattutto estreme (cinghie lentissime piuttosto che estremamente tese, per esempio) con il solo scopo di avere una qualsiasi variazione su quello che era il mio errore. ma il tuo post, mi ha messo un dubbio... così, appena rientrato ho stampato il solito cubo (usando sempre lo stesso .stl) ma affindandomi a Cura per lo slicing. La prima immagine (il cubo senza lo skirt) è la prima delle due stampe. le misure del cubo, che nelle stampe precedenti avevano un errore di max 2/10, presentavano stavolta un errore di oltre 2mm! la qualità mi sembra buona (la sbavatura nella parte bassa è un mio errore) e sopratutto, tutte le lettere sono nitide e decisamente ben centrate! ho quindi rifatto i vari calcoli per correggere gli steps/mm dei tre assi e la seconda foto è il risultato. per quanto sia felice di aver risolto il problema, resta che non mi è ben chiaro cosa possa esser successo... adesso passo alla stampa delle varie tue "creazioni" per migliorare ulteriormente la qualità! grazie ancora e a presto!!!!
-
perpendicolarità tra gli assi
Daddy Lee ha risposto a bernie nella discussione Problemi generici o di qualità di stampa
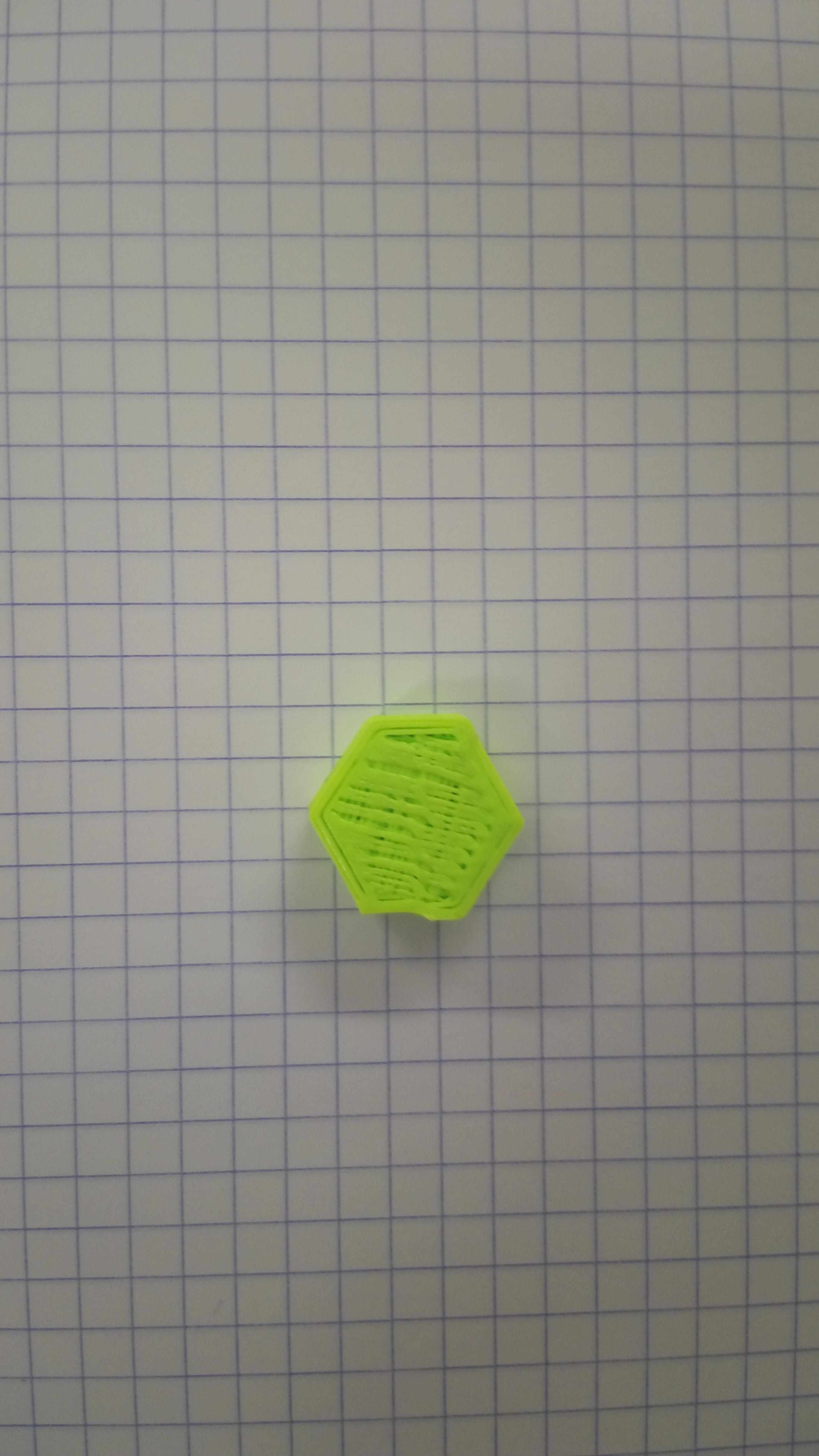
buonasera a tutti. mi permetto di postare qui perchè ho un problema analogo e non so se @barnie. ho stampato decine di cubi...e sono arrivato ad avere le dimensioni corrette (credo che 1 decimo su un asse, possa essere tollerato...anche se su due soli cm). quanto accade è un qualcosa che non so come risolvere perchè non riesco a capire la natura. nelle foto dell'esagono direi che la qualità non sia malvagia. ma definire quel coso un esagono...proprio non si puo! nella foto della "L" ho perpendicolarità tra gli assi (controllato con un goniometro...) e la qualità del layer (è uno solo) direi sia impeccabile. nella parte verticale, l'errore non sta nel riempimento in quanto la zona vuota, non doveva esser riempita. il problema è il bordo che è sfalsato di un mm rispetto alle dimensioni richieste. inoltre il lato orizzontale, è piu lungo di un centimetro (su 15). sarei lieto di avere qualche dritta perchè sono davvero ad un punto morto!!! p.s.: purtroppo non riesco a modificare i parametri da firmware ma solo da display... grazie a tutti
-
prusa I3 pro B - problema di stampa
Daddy Lee ha risposto a Daddy Lee nella discussione Problemi generici o di qualità di stampa
Buonasera Il cubo appena stampato misura 20.2, 20.2, 20. E direi che vada decisamente bene. la lettera Z è profonda 2.1mm. la X 1.6 mentre la Y è di soli 3 decimi! inoltre mentre le lettere y e z sono centrate nelle loro facce, la x è spostata verso sinistra di circa 2.5mm. la qualità di stampa è enormemente migliorata fatta eccezione per la faccia superiore. dalla foto però si nota che la lettera Z è deformata...quindi non escludo che gli errori di riempimento, che nella parte esterna alla lettera risulta essere omogeneo, dipenda appunto dalla deformazione stessa.
-
prusa I3 pro B - problema di stampa
Daddy Lee ha risposto a Daddy Lee nella discussione Problemi generici o di qualità di stampa
Buonasera. in effetti il problema (relativo la qualità di stampa) era legato all'estrusione. La mia stampante monta un MK8 quindi gia interamente in alluminio, ma in effetti anche nel mio caso, la vite era troppo stretta e il trascinamento non avveniva correttamente. L'avevo gia allentata...e pensavo andasse bene: adesso "tiene giusto" il reggispinta che è libero di muoversi. Ho avviato la stampa (non ancora conclusa) e unicamente durante la stampa del primo layer l'ugello era vuoto. Pertanto il primo layer risulta essere decisamente "scarso in materiale". Inoltre, sempre e solo durante la stampa del primo layer, sentivo un "tac" e vedevo la ruota dentata dell'estrusore, procedere a scatti. arrivati al 19° layer, si iniziano a stampare i caratteri X e Y. La X risulta nettamente piu nitida rispetto a ieri (e questo per il discorso dell'estrusione) ma continua ad essere fuori asse. La Y invece...rispetto a ieri, direi vada decisamente meglio ma guardando attentamente il movimento della testa di stampa, direi che l'errore di profondità della lettera dipenda proprio dal movimento! cerco di spiegarmi meglio. ogni faccia del cubo è composta da 3 file accostate. per disegnare la lettera Y, il bordo piu esterno (quello che rappresenterà la faccia del cubo) dovrebbe spostarsi di 2mm esattamente come fa per la lettera X. Ma questo non avviene... ripeto: si tratta di qualcosa che un mezzo orbo come me, ha potuto vedere durante la stampa. Qualcuno ha qualche idea circa il fatto che la lettera X non sia centrata sulla faccia?? Appena finisce di stampare, prendo le varie quote che possono esser utili e mando le foto. p.s.: appena ho un po di pazienza cerco di interpretare il GCode per cercare di capirne di piu... Buona serata!