LoSpo
-
Numero contenuti
23 -
Iscritto
-
Ultima visita
-
Giorni Vinti
2
Obiettivi di LoSpo
")
Newbie (1/14)
2
Reputazione Forum
-
È un problema di ritrazione?
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Scusa, l'estrusore è diretto, mentre la distanza minima di estrusione prima di ritrazione onestamente non so neppure cos'è... -
È un problema di ritrazione?
LoSpo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Non so perché ma mi sembra che ogni volta che risolvono un problema se ne presentano altri 2. Velocità 25, nozzle 0.4, altezza layer 0.4, 190°/60°, stampato con cura ritrazione 4. Tristezza.
-
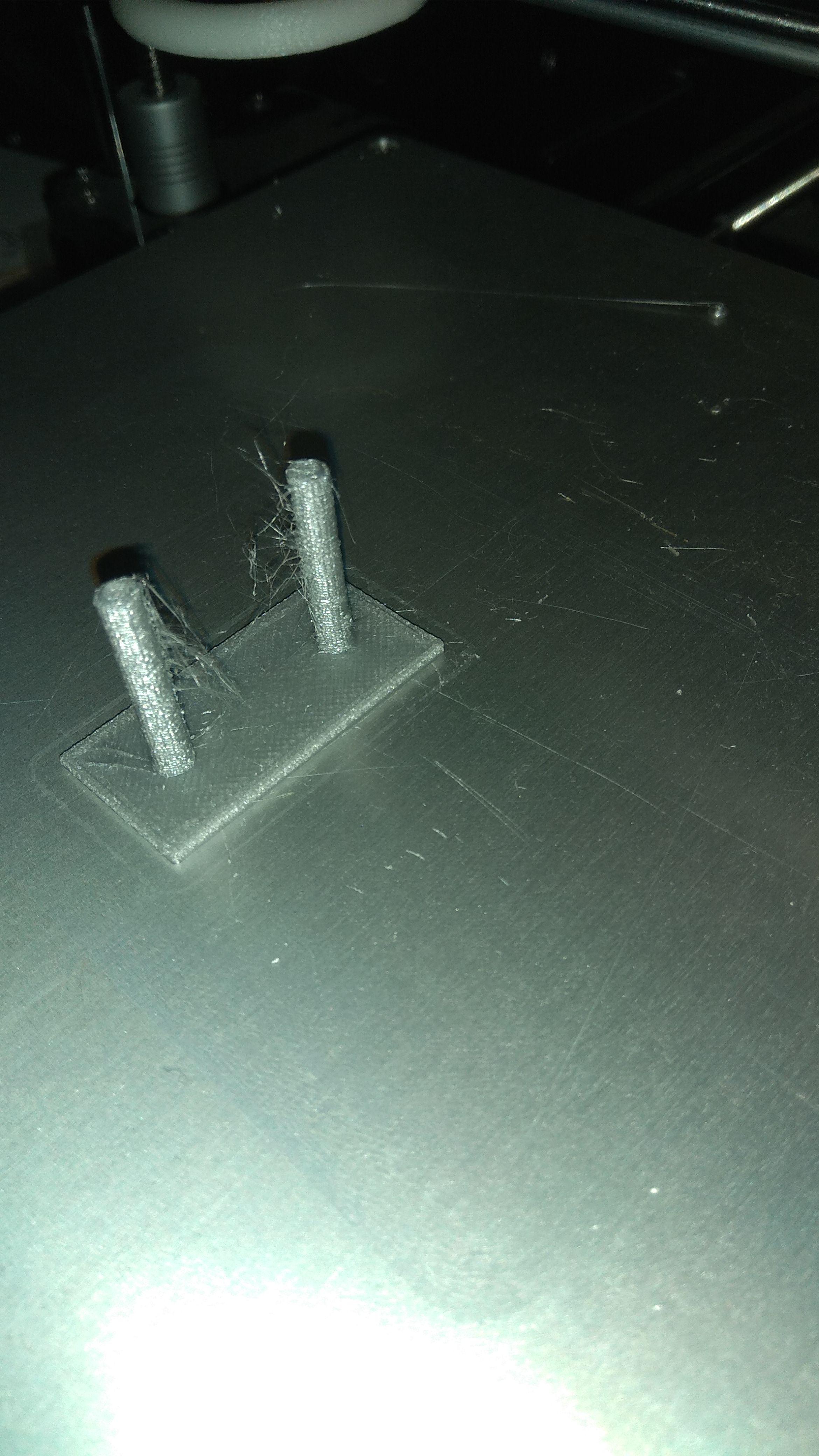
Coperchio/interruttore alimentazione
LoSpo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao a tutti, oggi niente Ramona, che tornerà nel weekend più o meno, ma ho comunque qualcosa da mostrare. Una cosa che ho imparato è : prima di ogni stampa verificare il piano. Davvero, scrivetelo nel muro sopra la stampante, molti problemi nascono li. Ieri con lo spessimetro ho aggiustato il piano e la stampa di oggi quantomeno era adesa alla perfezione. Ci sono comunque delle imperfezioni, mi aiutate a correggere? 😄 Stampato in PLA con profilo standard di CURA coi layer da 0.2mm (mi pare a memoria si chiami DRAFT)
-
Ramona #4 - in peggioramento
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
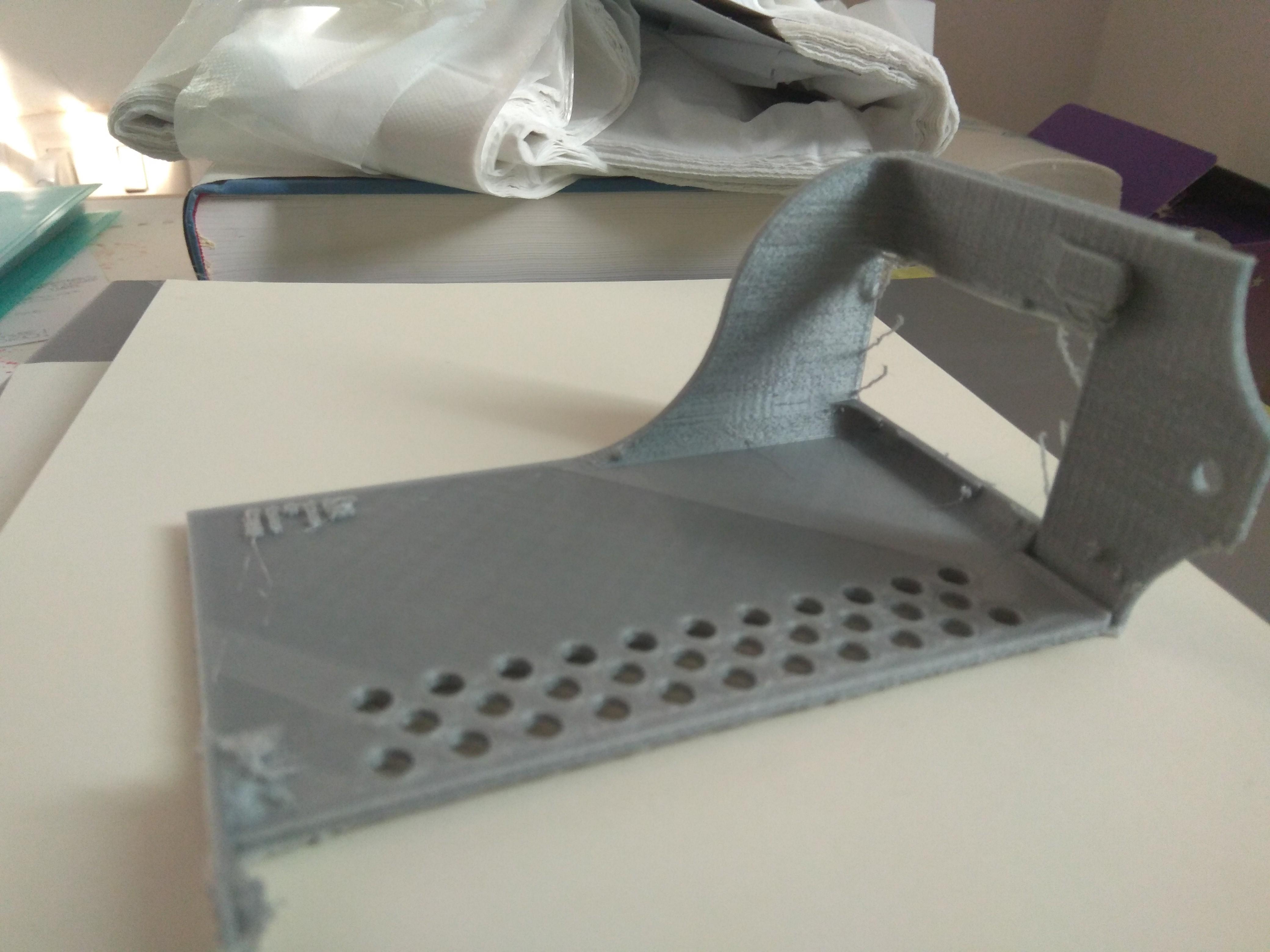
Ne ho ordinati un set di 0.15 😄 (dico davvero, ne ho ordinati una decina) In realtà ho il sospetto che il mio ugello da 040 sia anche non troppo buono, domani vedo se ad arezzo da qualche parte hanno degli ugelli, in alternativa sentirò amazon. Fino a settimana nuova basta Ramona. 😄 Vedo di studiare a modo la correlazione nozzle/layer e parto da questo video. Lascio in allegato il file stl e gcode, ringraziando in anticipo Gigi e chiunque vorrà guardarli. Grazie mille, stasera con lo spessimetro ho rimesso a posto il piano riscaldato ed effettivamente il primo layer sembra molto migliore. Sto stampando la cover per l'alimentatore con il bottone di onoff, dovrebbe andare bene (spero) [il file stl è creato con desktop hero 3d e va scalato al 400% delle sue dimensioni per stare intono ai 32/34mm] Ciao e grazie a tutti Ramona 45.gcode elfa.zip -
Ramona #4 - in peggioramento
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
In altri video dice che usa la PLA a 185°/60 e (lo sottolinea spesso) una stampante configurata a puntino. NOVITA' [Ramona #4.5] Abbassanto la velocità a 30mm/s la qualità mi pare migliorata
-
Ramona #4 - in peggioramento
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
La cosa è curiosa. Ora, io non so se è vero questo videro, se la sua stampante è brutalmente troppo superiore alla mia o se ci sono cose che non traduco/non capisco; la mia idea è di arrivare su questi risultati, e lui a 8:57 parla di layer da 0.05 -
Ramona #4 - in peggioramento
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Stasera verifico il piano, riguarderò anche qualche guida su youtube, mi pareva di averlo fatto bene ieri. Stamani prima di uscire a lavorare ho lanciato una stampa a 30mm/sec, vedremo i risultati alla pausa pranzo, stasera dopo un ulteriore allineamento del piano provo a stampare due gemelline. Grazie mille a tutti, soprattutto per la pazienza, vi garantisco che prima o poi sarete fieri di me -
Ramona #4 - in peggioramento
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Il nozzle è da 0.4, lo 0.04 è riferito all'altezza del layer -
Ramona #4 - in peggioramento
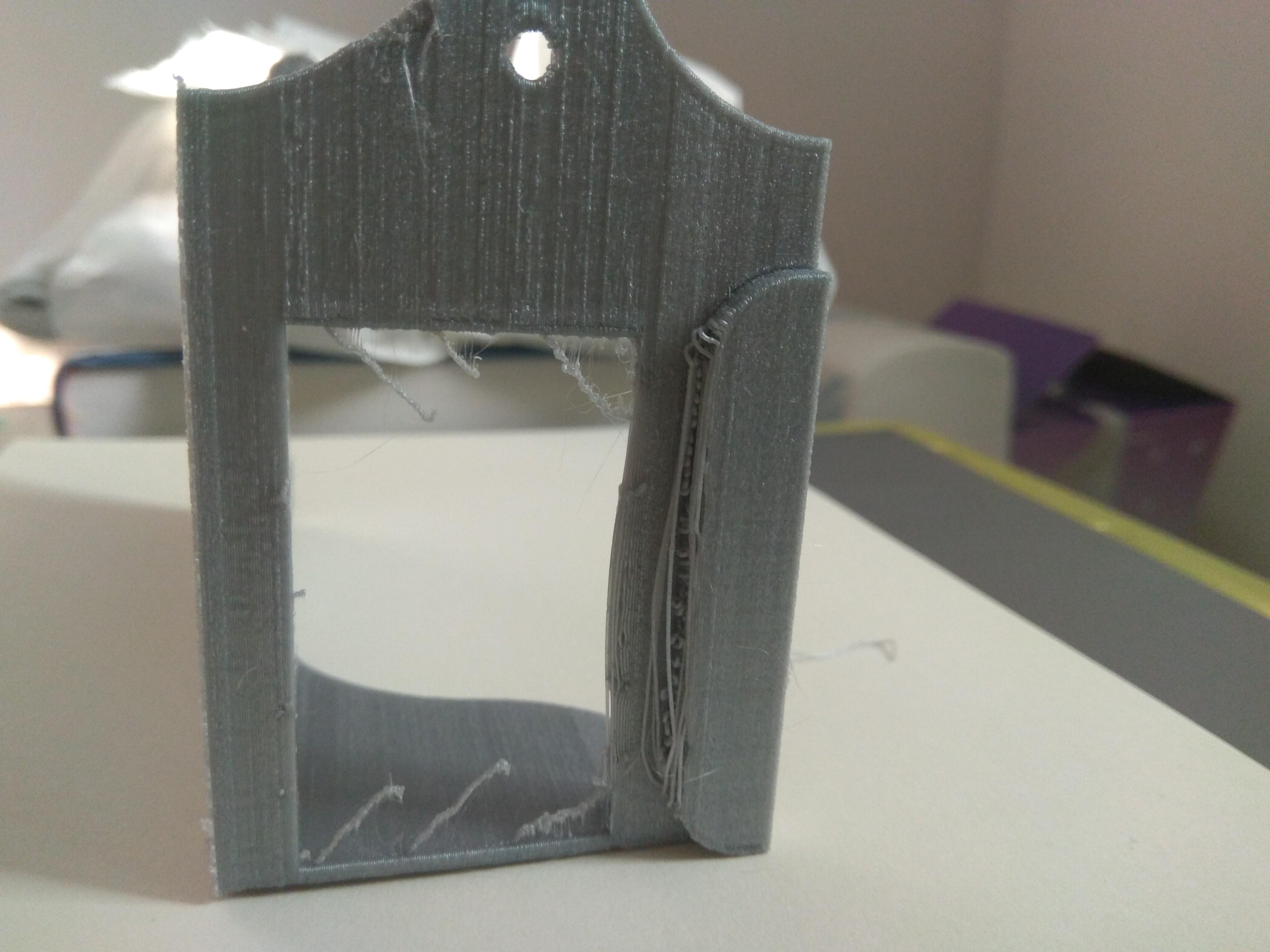
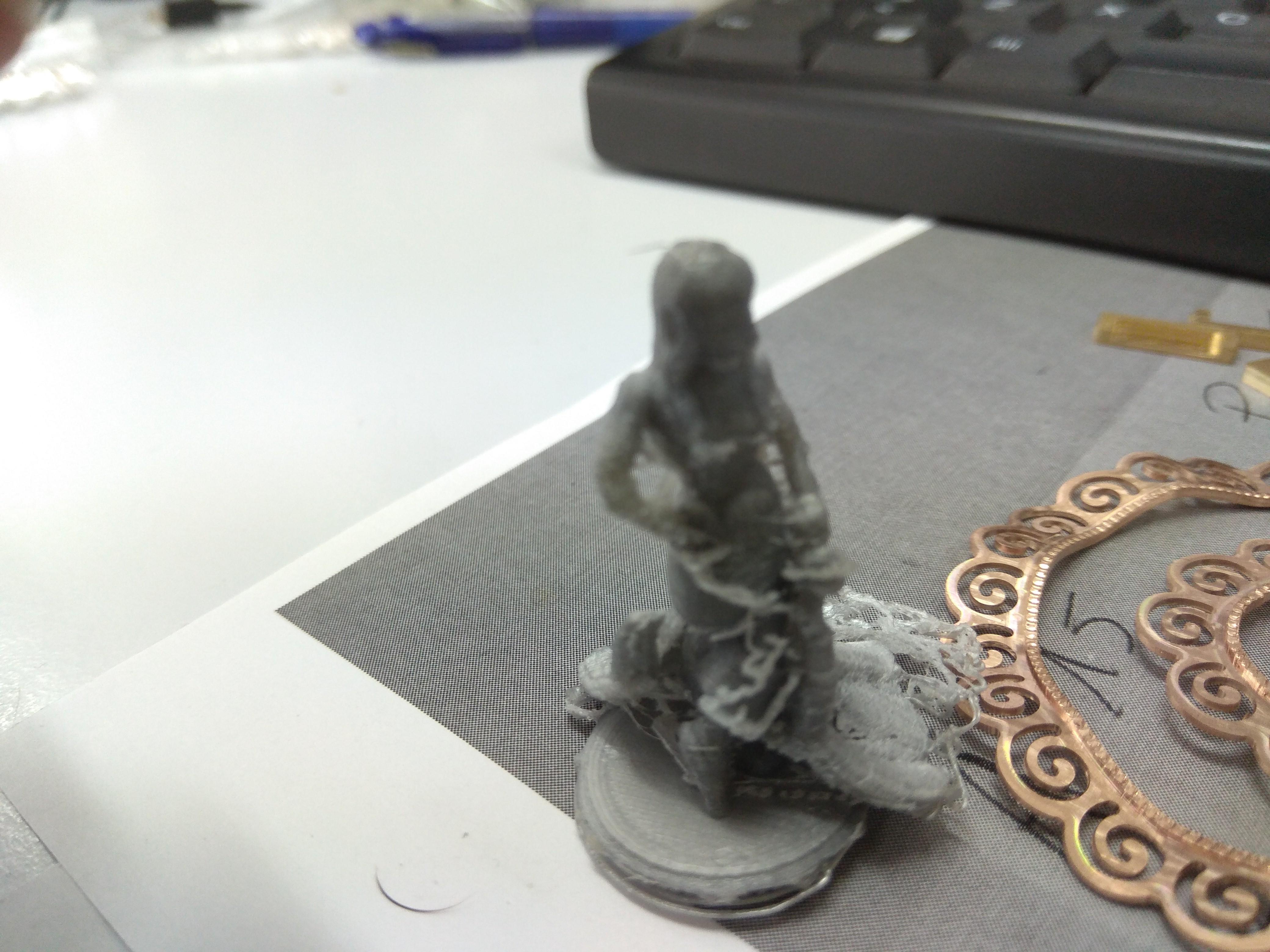
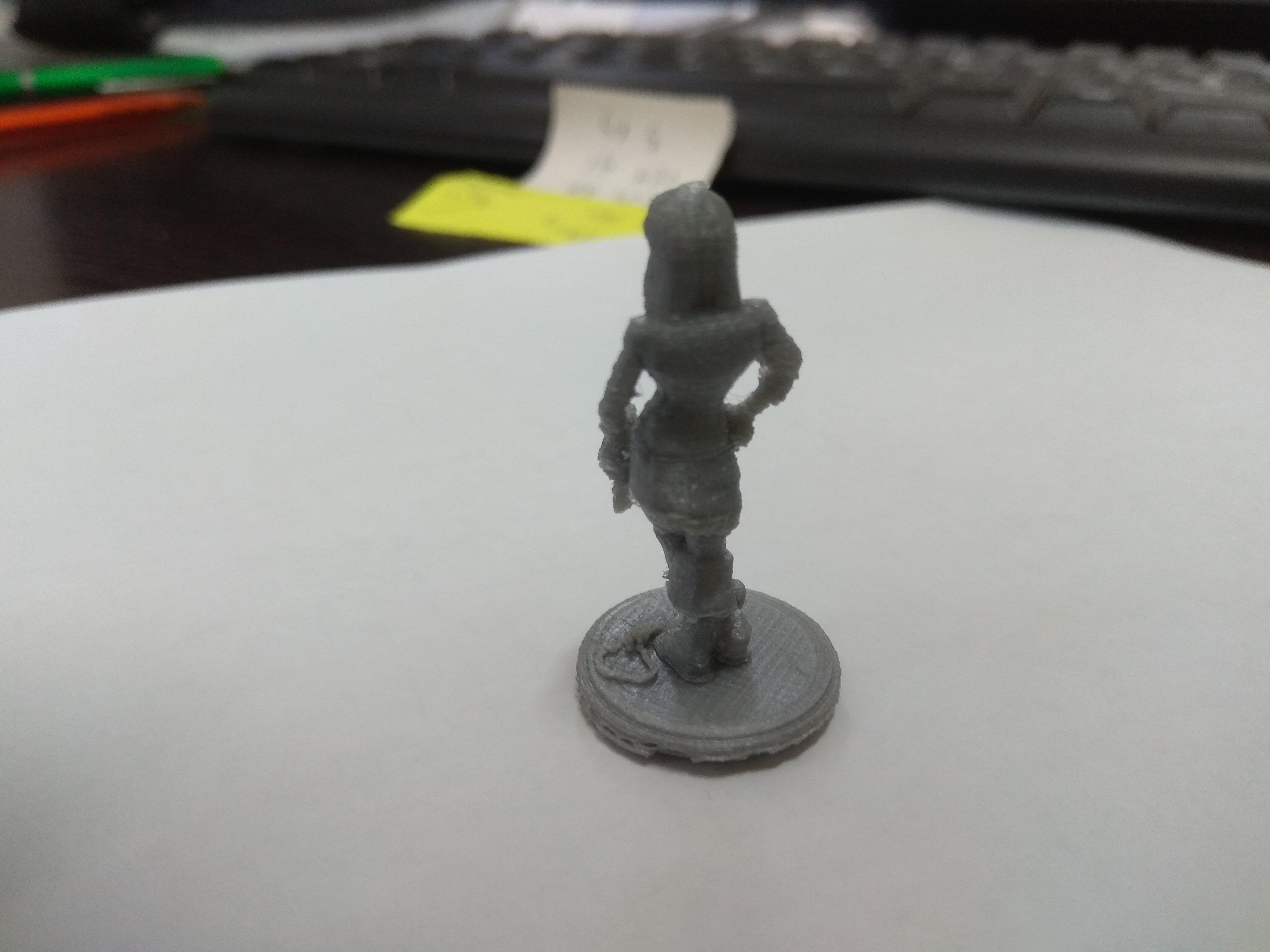
LoSpo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Salve Sto continuando a testare stampante e configurazioni, questa è buona per i supporti ma la qualità lascia a desiderare. PLA, temp. 200/60 velocità 60, altezza layer 0.04, infill 100%. Io ho il sospetto che 0.04 sia troppo poco, le spalle e la testa hanno qualcosa che non va, non so se è sovraestrusione o cos'altro... tra il braccio e il tronco mi pare di vedere quello che si chiama oozing. Infine c'è qialcosa che non va nel profilo della basetta, ma non capisco cosa possa essere. Curiosità: ad oggi la stampa migliore è quella di cura profilo extra fine
-
Miglioramento dall'attuale
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
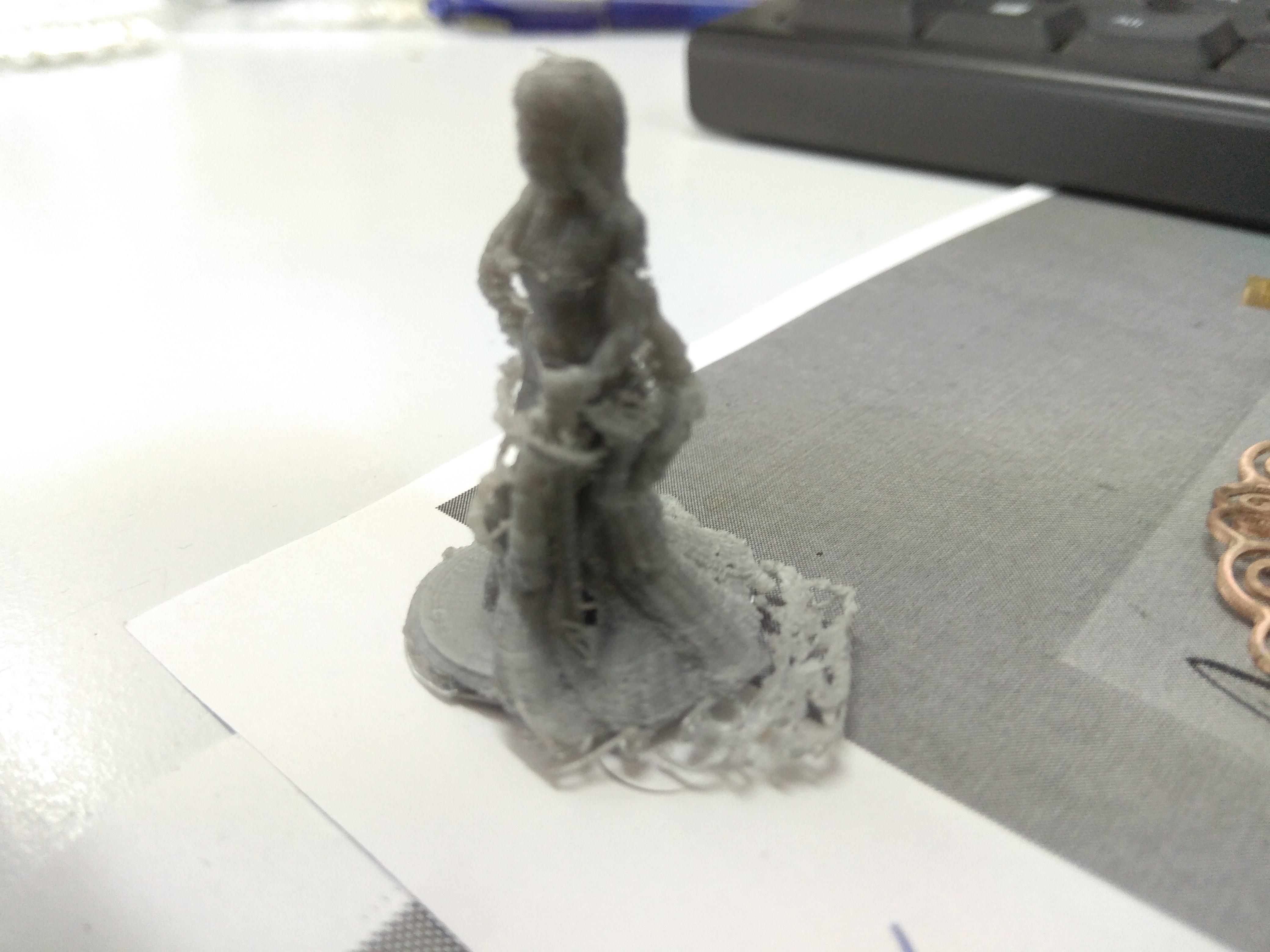
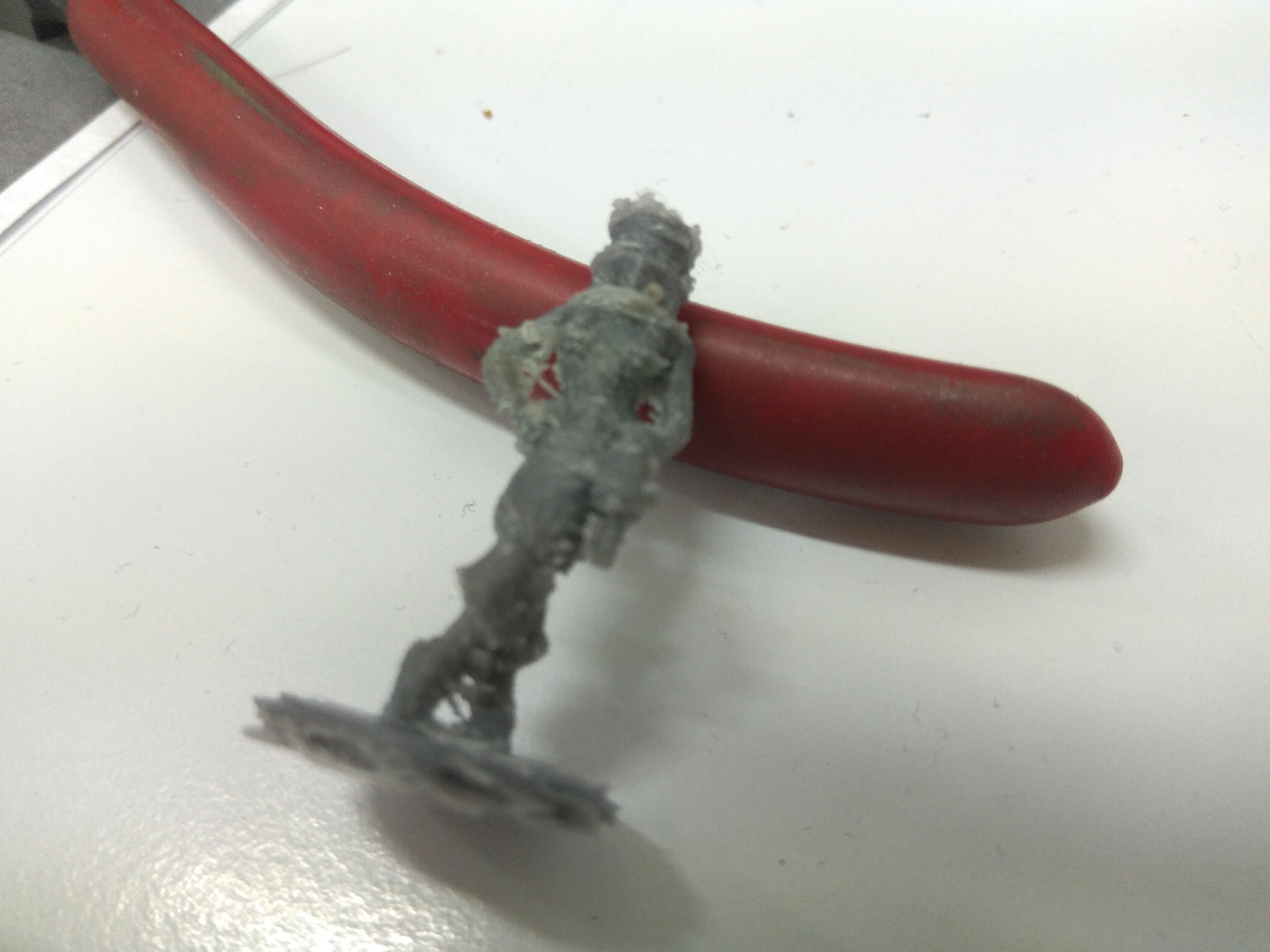
Nel frattempo che il tempo passa vi presento Ramona 2.0 stampata con un profilo trovato a casaccio su internet e i supporti ad albero sperimentali di cura. (https://www.3dprintedtabletop.com/resources/3d-printing-profiles/). Inutile dire che le foto sul sito originale mi paiono MOLTO meglio del mio 😢 I supporti non si staccano, ma guardando la basetta si vede il livellamento corretto del piano. Non ho men chiaro se ho problemi di oozing, stasera verifico estrusore e faccio le prove per vedere se e quanto è grave il mio problema di oozing
-
Miglioramento dall'attuale
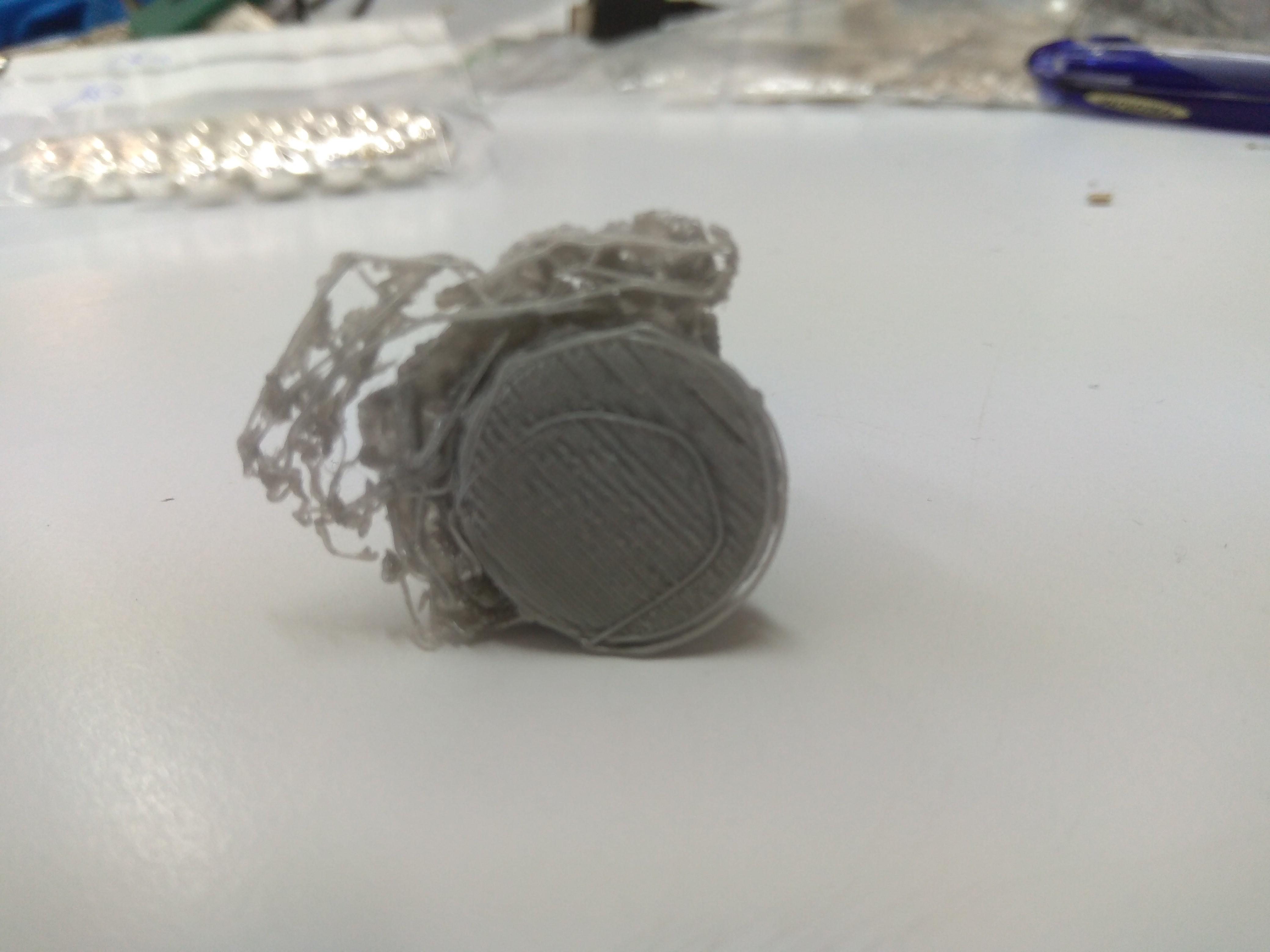
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Ciao, No, il cubo è perfetto sotto, i problemi di livellamento del piano riscaldato sono superati 😉 Stasera rimetto a posto tutto, ottima cosa. Un pratica devo verificare da sw lo spessore del primo layer e poi lo porto a sfioramento con lo spessore giusto, è corretto? -
Miglioramento dall'attuale
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Ciao Fonzy, innanzi tutto grazie per la risposta, vado per punti. Ho calcolato il mio magic number con questo https://www.prusaprinters.org/calculator/ (ma evidentemente ho sbagliato qualcosa) Ho già stampato il cubo, mi pareva di aver fatto un buon lavoro, mi scuso da ora per la qualità delle foto, ho poca luce e un autofocus che non collabora., lo allego in fondo. Stasera sto già stampando con un profilo scaricato da internet, sperando che funzioni benino, domani incomincio le prove di ritrazione e vedo di risolvere quello. Ho uno spessimetro dove lavoro, se mi indichi la procedura corretta per adoperarlo te ne sarei grato. Buonanotte a tutti! PS. Quella sui piedi è colla perchè sono un broccione e l'ho rotta per togliere i supporti
-
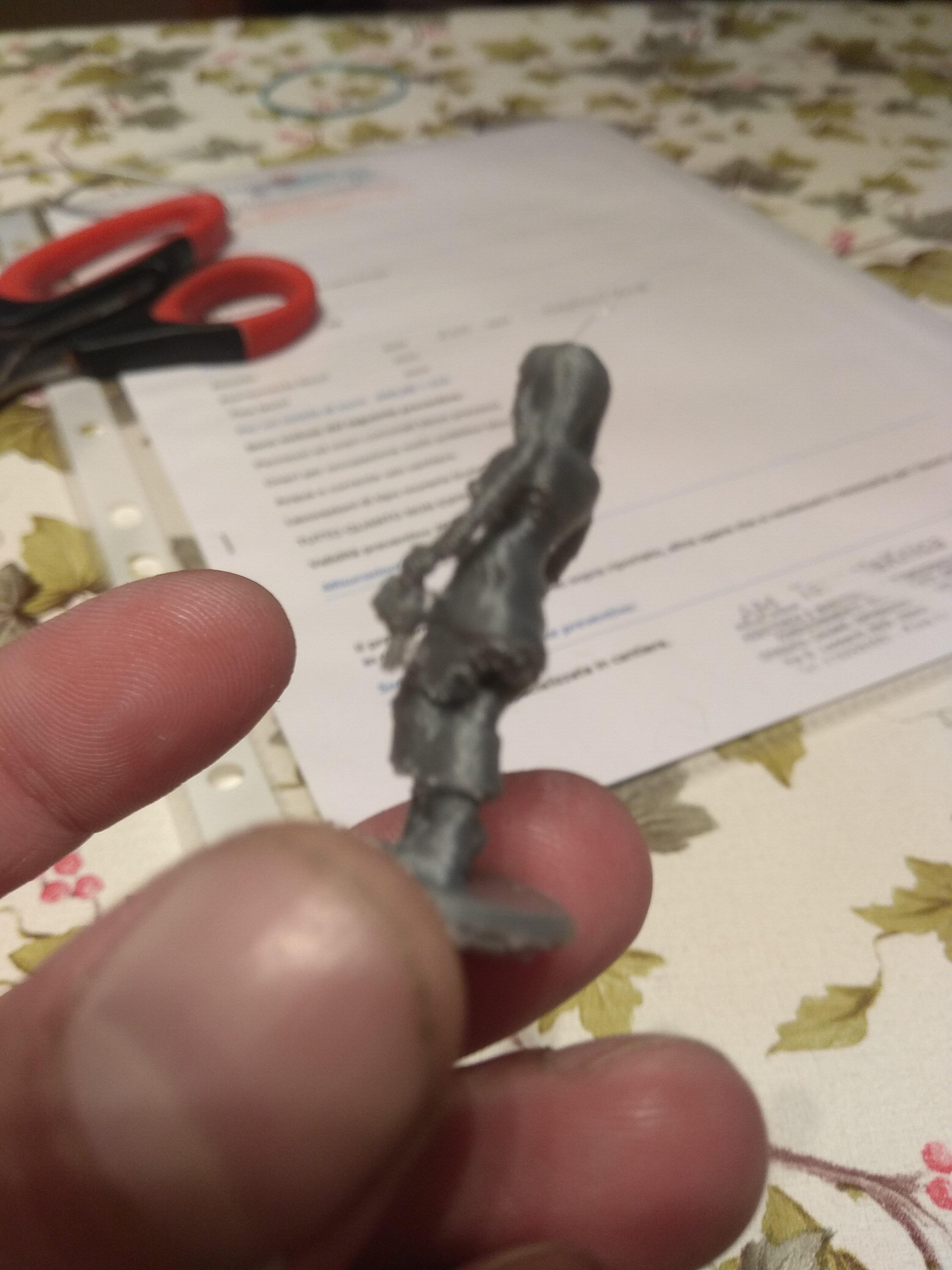
Miglioramento dall'attuale
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Metto altre foto, magari si vede meglio
-
Miglioramento dall'attuale
LoSpo ha risposto a LoSpo nella discussione Problemi generici o di qualità di stampa
Si, le braccia hanno i maggiori problemi, appena posso stampo la verifica delle ritrazioni. Stampo a 200° e piano a 60°, ventola 100%. Proverò a 190° per vedere se migliora qualcosa. Infine è vero, ho problemi a livellare e a mantenere livellato il piano, spero di risolvere con la sonda. Per il momento grazie -
Miglioramento dall'attuale
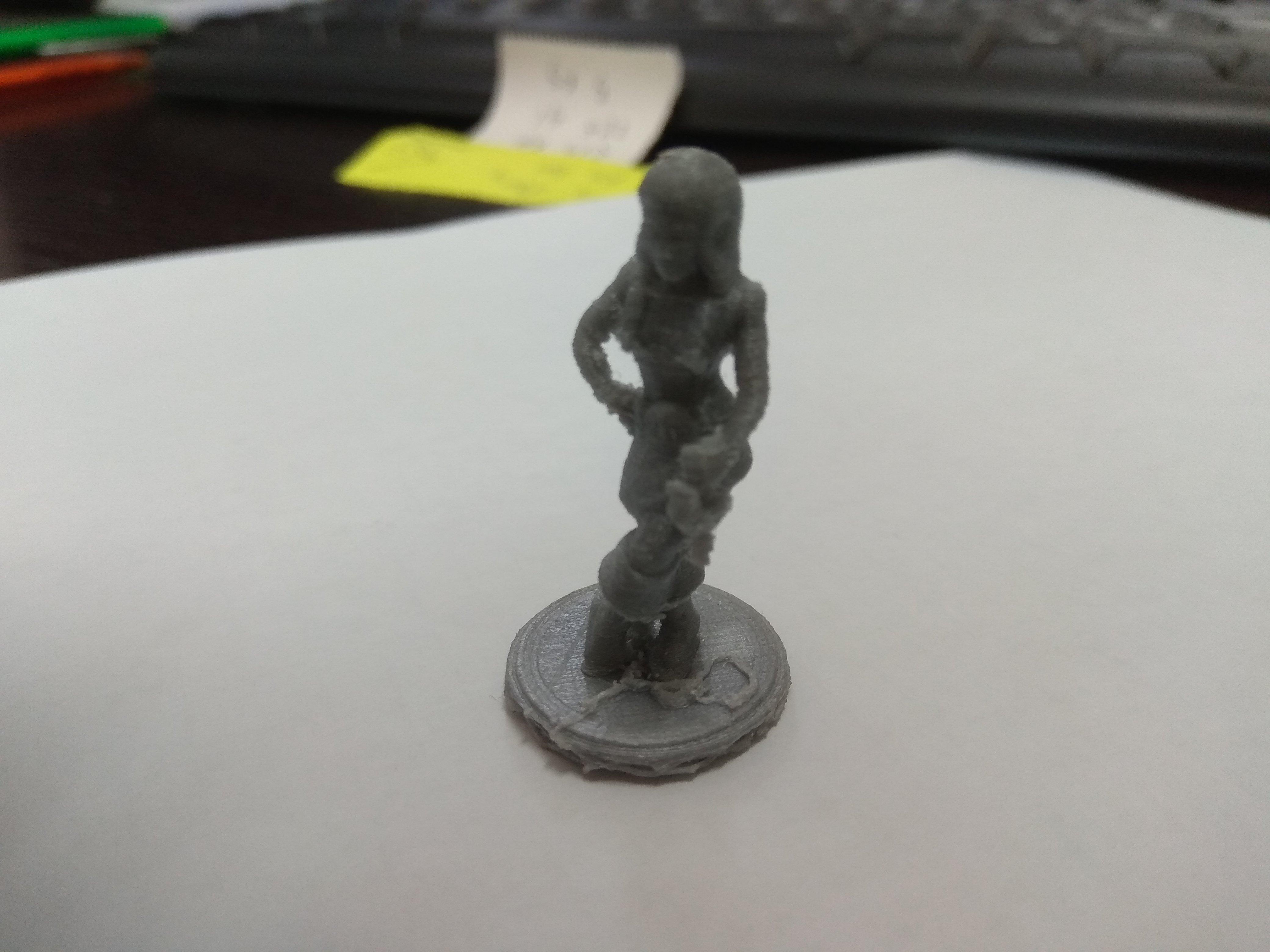
LoSpo ha pubblicato una discussione in Problemi generici o di qualità di stampa
Ciao, vi presento Ramona 1.0, stampata coi settaggi di default di cura 3.3.2 con altezza lager 0.1 mm Dato che i motori della mia anet a6 hanno uno step minimo di 1.8° per 0.05mm stasera provo la qualità extra fine per vedere cosa succede. Nonostante cura mi consigli l'altezza layer 0.06 ritengo che per me sia più indicato l'altro settaggio. Il risultato non è pessimo, ma neppure ottimo, se ci vedete delle migliorie e/o avete consigli ditemi che provo turro. Grazie a tutti